THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT GIÁ ĐỠ RÃNH VUÔNG
NỘI DUNG ĐỒ ÁN
GIA CÔNG CHI TIẾT GIÁ ĐỠ RÃNH VUÔNG, THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT GIÁ ĐỠ RÃNH VUÔNG
Đồ án môn học Công Nghệ Chế Tạo Máy
THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT GIÁ ĐỠ RÃNH VUÔNG
I. PHÂN TÍCH CHỨC NĂNG, ĐIỀU KIỆN LÀM VIỆC CỦA CHI TIẾT
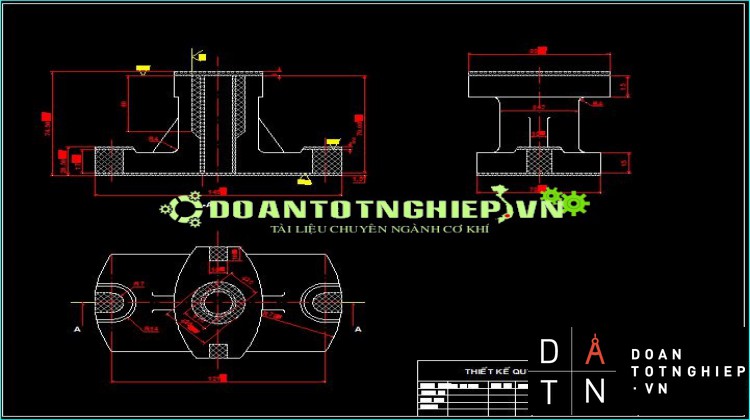
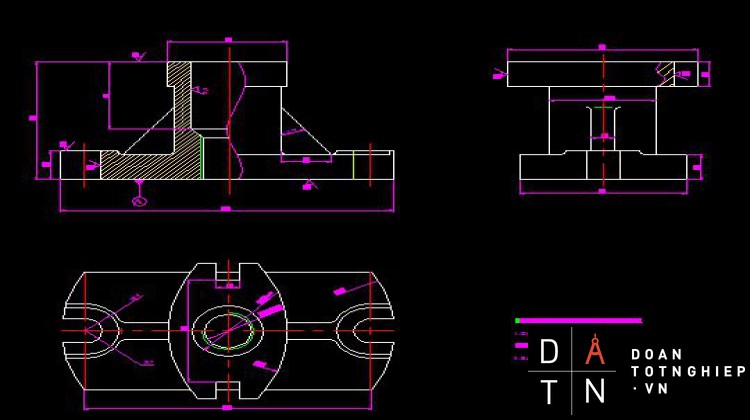
Do giá đỡ là loại chi tiết quan trọng trong một sản phẩm có lắp trục. Chi tiết giá đỡ mà chúng ta phải thiết kế là loại giá đỡ trục .Bao gồm các mặt chính với các chức năng làm việc khác nhau.
- Mặt đáy có tác dụng định vị chi tiết lên nền hoặc lên một chi tiết khác và hai bên được xẻ rãnh để kẹp chặt bằng bulông xuống nền.
- Bề mặt làm việc chủ yếu là lỗ trụ hai bậc 30 và 20. Có tác dụng định vị và dẫn hướng cho trục, nếu trục làm việc ở trạng thái tĩnh thì bulông M20x1,5 có tác dụng kẹp chặt trục.
- Phần mặt bích phía trên được nắp với một chi tiết khác làm tăng độ cứng vững cho trục. Phía bên ngoài lỗ 30 có hai gân tăng cứng cho chi tiết .
- Chi tiết làm việc trong điều kiện rung động và tải trọng thay đổi.
Dựa vào kết cấu chi tiết và điều kiện làm việc ta thấy giá đỡ là chi tiết dạng hộp.
Vật liệu sử dụng là : GX 15-32 , có các thành phần hoá học sau :
C = 3 3,7 Si = 1,2 2,5 Mn = 0,25 1,00
S < 0,12 P =0,05 1,00
[bk = 150 Mpa ; [bu = 320 MPa
II. PHÂN TÍCH TÍNH CÔNG NGHỆ TRONG KẾT CẤU CHI TIẾT
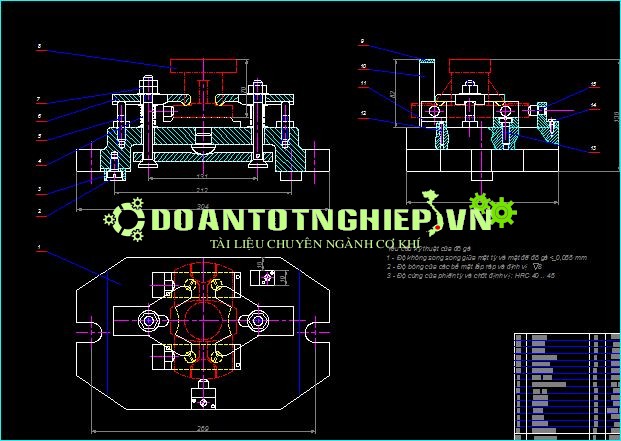
Dựa vào điều kiện kỹ thuật cho chi tiết dạng hộp:
Độ song song của các bề mặt chính 0,05 0,1.
Các lỗ có độ chính xác cấp 13, độ nhám bề mặt đạt Ra = 2,5 0,63.
Mặt trên của giá đỡ có đủ độ cứng vững để khi gia công không bị biến dạng có thể dùng chế độ cắt cao , đạt năng suất cao
Các bề mặt làm chuẩn có đủ diện tích nhất định để cho phép thực hiện nhiều nguyên công khi dùng bề mặt đó làm chuẩn và đảm bảo thực hiện quá trình gá đặt nhanh .
Chi tiết giá đỡ được chế tạo bằng phương pháp đúc . Kết cấu tương đối đơn giản , tuy nhiên khi gia công các rãnh bắt bulông, lỗ định vị và lỗ làm việc chính 30 cần phải ghép với trục vậy cần phải gia công cho chính xác đảm bảo các yêu cầu kỹ thuật .
Các bề mặt cần gia công cơ là :
1. Gia công bề mặt phẳng đáy A vớiđộ bóng cao Rz= 20m để làm chuẩn
tinh cho nguyên công sau .
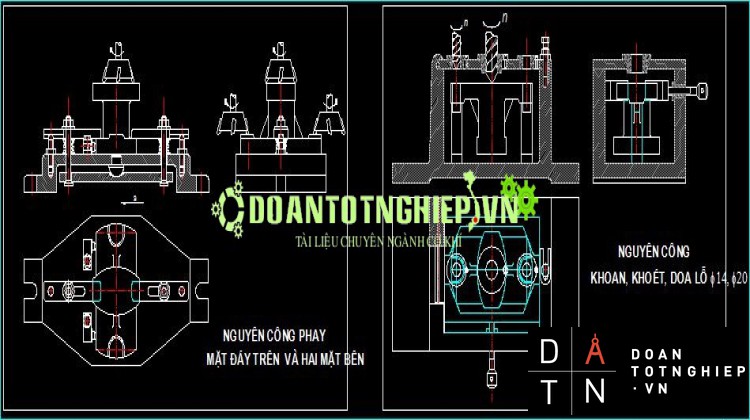
2.Gia công 2 mặt trên C&B để chuẩn bị gia công 2 lỗ 14 để cùng mặt đáy A làm chuẩn tinh gia nguyên công sau
GIA CÔNG CHI TIẾT GIÁ ĐỠ RÃNH VUÔNG







