THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT GIÁ ĐỠ TRỤC LÀM SẠCH

NỘI DUNG ĐỒ ÁN
THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT GIÁ ĐỠ TRỤC LÀM SẠCH, đồ án môn học công nghệ chế tạo máy, bài tập lớn công nghệ chế tạo máy, thiết kế quy trình công nghệ gia công chi tiết

PHẦN I - PHÂN TÍCH CHI TIẾT GIA CÔNG
1/ Phân tích chức năng:
Dựa vào bản vẽ chi tiết gia công, đây là chi tiết dạng càng.
Công dụng của chi tiết này là để làm giá đỡ trục.
Đặt điểm của chi tiết này là: ngoài những lỗ cơ bản cần được gia công chính xác,còn có những lỗ dùng để lắp chốt,các rãnh,các mặt đầu của lỗ và các yếu tố khác cần được gia công.Vì vậy khi gia công chi tiết dạng càng cần đảm bảo yêu cầu kĩ thuật sau:
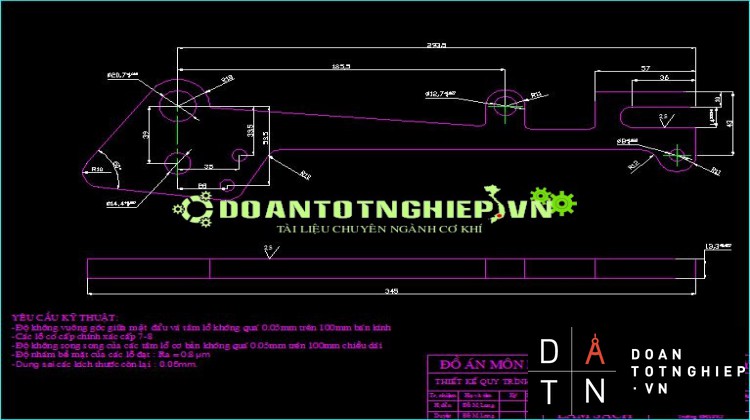
+ Kích thước các lỗ cơ bản dược gia công với độ chính xác cấp 8 ;độ nhám bề mặt .
+ Độ không song song của các tâm lỗ cơ bản trong khoảng trên 100 mm chiều dài.
+ Độ không vuông góc của tâm lỗ so với mặt đầu trong khoảng mm trên 100 mm bán kính.
2/ Tính công nghệ:
Cũng như các dạng chi tiết khác, chi tiết dạng càng tính công nghệ có ý nghĩa quan trọng vì nó ảnh hưởng trực tiếp đến năng suất và độ chính xác gia công.Vì vậy, khi thiết kế càng nên chú ý đế kết cấu của nó như:
+ Độ cứng vững của càng.
+ Chiều dài của các lỗ cơ bản nên bằng nhau và các mặt đầu của chúng cùng nằm trên hai mặt phẳng song song với nhau là tốt nhất.
+ Kết cấu của càng phải thuận lợi cho việc gia công nhiều chi tiết cùng một lúc.
+ Hình dáng của càng phải thuận lợi cho việc chọn chuẩn thô và chuẩn tinh thống nhất.
+ Vật liệu là gang xám GX18 - 36( chỉ số đầu chỉ giới hạn bền kéo, chỉ số sau chỉ giới hạn bền uốn của vật liệu ).
.......................................THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT GIÁ ĐỠ TRỤC LÀM SẠCH, đồ án môn học công nghệ chế tạo máy, bài tập lớn công nghệ chế tạo máy, thiết kế quy trình công nghệ gia công chi tiết.........................................
PHẦN VII - TÍNH LỰC KẸP CHI TIẾT
1.Tính lực kẹp cần thiết:
Để chi tiết không thay đổi vị trí khi khoan,lực kẹp W thực hiện 2 nhiệm vụ:
- Chống chi tiết trượt theo phương đứng.
- Chống chi tiết quay quanh tâm mũi khoan.
Tra bảng 7.7 ,hướng dẫn thiết kế đồ án CNCTM,(GS.TS Nguyễn Đắc Lộc) ta chọn các hệ số ma sát như sau:
...........................
Ta có phương trình cân bằng momen:
....................
Với : Mx = 21,35 N.m; a=45 mm; b=187 mm
-K: hệ số an toàn có tính đến khả năng lực cắt trong quá trình gia công cụ thể được tính như sau:
K=K0.K1.K2.K3.K4.K5.K6
Ko: hệ số an toàn cho tất cả các trường hợp và Ko=1,5
K1: hệ số tính đến trường hợp tăng lực cắt khi độ bóng thay đổi. Khi gia công thô K1=1,2, khi gia công tinh K1=1Trường hợp này chọn K1=1,2.
K2: hệ số tăng lực cắt khi dao mòn và K2=1¸1,8,chọn K2=1,2
K3: hệ số tăng lực cắt khi gia công gián đoạn,và K3=1
K4: hệ số tính đến lực kẹp ổn định , kẹp bằng ren chọn K4 =1
K5: hệ số tính đến mức độ thuận lợi của cơ cấu kẹp,trường hợp thuận
K5=1 lợi ,trường hợp không thuận lợi K5=1,2. và chọn K5=1
K6: hệ số tính đến mômen làm quay chi tiết,trường hợp định vị chi tiết trên các chốt tỳ K6=1,trường hợp định vị chi tiết trên các phiến tỳ K6=1,2 và chọn K6=1,2.
K=K0.K1.K2.K3.K4.K5.K6=1,5.1,2.1,2.1.1.1.1,2=2,592...............
PHẦN VIII - TÍNH SAI SỐ CHẾ TẠO CHO PHÉP CỦA ĐỒ GÁ
Khi thiết kế đồ gá cần chú ý 1 số đặc điểm sau đây:
_Sai số của đồ gá ảnh hưởng đến sai số của kích thước gia công, nhưng phần lớn nó ảnh hưởng đến sai số vị trí tương quan giữa bề mặt gia công và bề mặt chuẩn.
_Nếu chi tiết gia công bằng dao định hình và dao định kích thước thì sai số của đồ gá không ảnh hưởng đến sai số kích thước và sai số hình dáng của bề mặt gia công.
_Nếu gia công bằng phiến dẫn dụng cụ thì sai số đồ gá ảnh hưởng đến khoảng cách tâm các lỗ gia công và kích thước từ mặt định vị tới tâm lỗ.
_Sai số của đồ gá phân độ ảnh hưởng đến sai số của bề mặt gia công.
_Khi phay, bào, chuốt trên các đồ gá nhiều vị trí thì độ chính xác kích thước và độ chính xác vị trí giữa bề mặt gia công và mặt chuẩn phụ thuộc vào vị trí tương quan giữa các chi tiết định vị của đồ gá.
_Độ không song song giữa mặt định vị và mặt đáy của đồ gá sẽ gây ra sai số cùng dạng giữa bề mặt gia công và mặt chuẩn.
_Sai số đồ gá tiện ngoài, tiện trong, mài ngoài, mài trong ảnh hưởng đến sai số vị trí tương quan giữa bề mặt gia công và bề mặt chuẩn của chi tiết gia công, nhưng không ảnh hưởng đến sai số hình dáng của bề mặt gia công.
Trong sản xuất đơn chiếc và hàng loạt nhỏ, khi kích thước đạt được bằng phương pháp cắt thử thì sai số đồ gá không ảnh hưởng đến kích thước gia công kể cả sai số hình dáng, và chỉ ảnh hưởng đến vị trí tương quan giữa các bề mặt chi tiết.
Ơ đây chúng ta chỉ dùng phương pháp xác định gần đúng sai số chế tạo cho phép của đồ gá [ect] vì cho đến nay chưa có phương pháp nào đảm bảo xác định chính xác sai số chế tạo cho phép của đồ gá.
Sai số gá đặt được tính theo công thức sau:.........................................................................................
PHẦN IX – NGUYÊN TẮC LÀM VIỆC CỦA ĐỒ GÁ
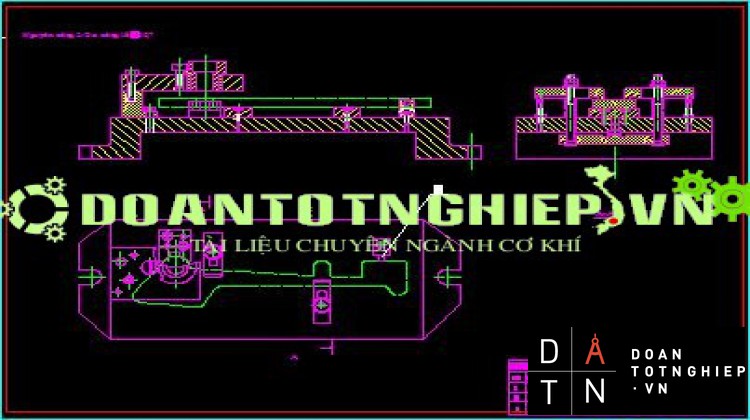
- Chi tiết gia công đưa vào đồ gá,chi tiết được định vị bằng 2 phiến tỳ phẳng hạn chế 3 bậc tự do,chi tiết định vị mặt trụ ngoài của lỗÆ20,7 bằng khối V ngắn hạn chế 2 bậc tự do và định vị mặt bên bằng một chốt tỳ hạn chế 1 bậc tự do xoay.Do vậy chi tiết gia công được định vị trên đồ gá hạn chế 6 bậc tự do.
- Định vị xong, lấy bạc , lắp đai ốc M10 vào dùng cờ lê siết lại kẹp chặt chi tiết
- Lắp bạc dẫn hướng khoan vào
- Mở máy tiến hành khoan lỗ Æ18.
- Sau khi khoan xong,tiến hành thay bạc dẫn hướng để khoét lỗ Æ20,5.
- Sau khi khoét xong,tiến hành thay bạc dẫn hướng để doa lỗ Æ20,7.
- Sau khi doa xong ta dùng cờ lê tháo bu lông M10,lấy bạc ra, rồi ta lấy chi tiết đã gia công ra và tiếp tục gá đặt chi tiết khác vào.
KẾT LUẬN
- Sau một thời gian nghiên cứu, tham khảo tài liệu, cũng như vận dụng các kiến thức đã học kết hợp với sự hướng dẫn, sự giúp đỡ của bạn bè và sự hướng dẫn tận tình của thầy Đỗ Mạnh Long , em đã thực hiện xong đồ án môn học công nghệ chế tạo máy qua việc thiết kế quy trình công nghệ gia công Giá đỡ trục làm sạch.
- Qui trình công nghệ này đáp ứng các yêu cầu về năng suất sản suất, đảm bảo được các yêu cầu về kỹ thuật của chi tiết gia công : độ chính xác về kích thước, các sai số về vị trí, hình dáng hình học, độ nhám bề mặt gia công… cũng như đáp ứng về mặt kinh tế nhằm giảm giá thành sản phẩm.
- Qúa trình thực hiện đồ án, mặt dù em đã nỗ lực nghiên cứu, cân nhắc, và tính toán song do sự hạn chế về trình độ kiến thức cũng như kinh nghiệm thực tế nên chắc chắn còn mắc phải nhiều sai sót, chưa đạt sự tối ưu trong phương pháp công nghệ. Chúng em rất mong nhận những ý kiến đóng góp chỉ bảo của các thầy cô và các bạn để rút kinh nghiệm cho công việc sau này được tốt hơn.
- Em xin chân thành cảm ơn sự hướng dẫn của thầy ............., sự giúp đỡ của các bạn để tạo điều kiện cho em hoàn thành đồ án này.
TÀI LIỆU THAM KHẢO.
[1]. Lê Trung Thực – Đặng Văn Nghìn. Hướng dẫn thiết kế đồ án môn học công nghệ chế tạo máy, trường ĐHBK TP. Hồ Chí Minh 1992.
[2] . Nguyễn Đắc Lộc – Ninh Đức Tốn – Lê Văn Tiến – Trần Xuân Việt. Sổ tay thiết kế công nghệ chế tạo máy Tập 1, Nhà xuất bản khoa học kỹ thuật 2000.
[3]. Nguyễn Đắc Lộc – Ninh Đức Tốn – Lê Văn Tiến – Trần Xuân Việt. Sổ tay thiết kế công nghệ chế tạo máy Tập 2, Nhà xuất bản khoa học kỹ thuật 2000.
[4]. Bộ Môn Công Nghệ Chế Tạo Máy. Sổ tay thiết kế công nghệ chế tạo máy Tập 1, trường ĐHBK Hà Nội 1970.
[5]. Bộ Môn Công Nghệ Chế Tạo Máy. Sổ tay thiết kế công nghệ chế tạo máy Tập 2, trường ĐHBK Hà Nội 1970.
[6]. Nguyễn Ngọc Anh. Sổ tay công nghệ chế tạo máy Tập 1, Nhà xuất bản KHKT Hà Nội 1970.
[7]. Trần Văn Địch. Thiết kế đồ án CNCTM, Nhà xuất bản KHKT Hà Nội 1999.
[8]. Phạm Quang Lê. Các phương pháp đo và kiểm tra trong sản xuất cơ khí, Nhà xuất bản công nhân kỹ thuật Hà Nội 1976.
[9]. Trần Văn Địch. Sổ tay đồ gá ATLAS, Nhà xuất bản KHKT Hà Nội 1999.
[10]. Hồ Viết bình, lê đăng hoành, nguyễn ngọc đào , Khoa cơ khí chế tạo máy Đại Học Sư Phạn Kỹ Thuật TP. Hồ Chí Minh. Đồ gá gia công cơ khí tiện phay bào mài, Nhà xuất bản đà nẵng.
[11]. Trần Hữu Quế. Vẽ kỹ thuật cơ khí Tập 1, Nhà xuất bản giáo dục 1998.
[12]. Đặng Văn Nghìn – Phạm Ngọc Tuấn – Lê Trung Thực – Nguyễn Văn Giáp – Thái Thị Thu Hà. Các phương pháp gia công kim loại, Nhà xuất bản Đại Học Quốc Gia TP. Hồ Chí Minh.







