THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG NẮP MÁY




NỘI DUNG ĐỒ ÁN
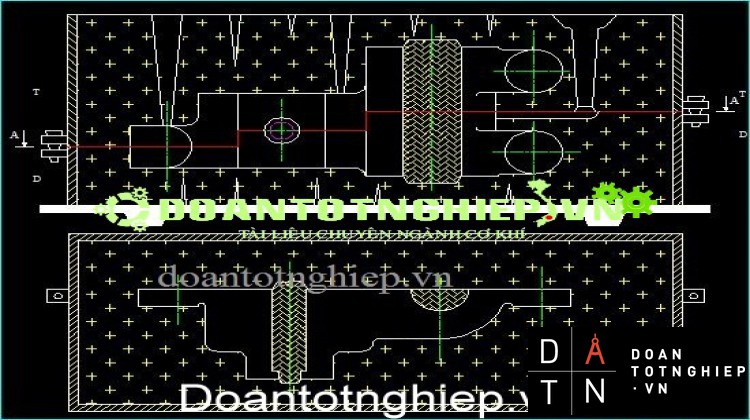
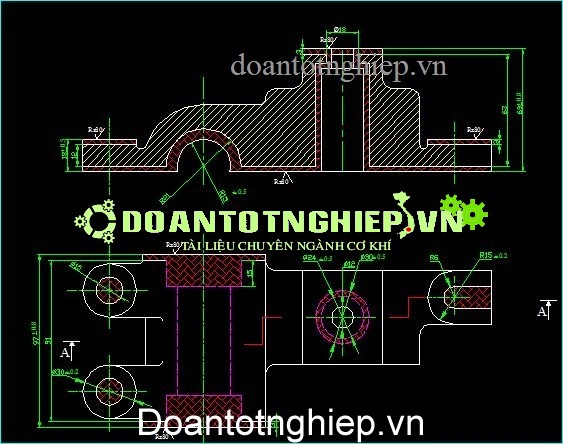
TÊN ĐỀ TÀI : THIẾT KẾ QUI TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT : NẮP MÁY.
I-Số liệu cho trước :
-Sản lượng :80.000 ct/năm. -Điều kiện thiết bị : tự chọn.
II-Nội dung thiết kế:
1.Nghiên cứu chi tiết gia công: chức năng làm việc,tính công nghệ của kết cấu…

2.Xác định dạng sản xuất.
3.Chọn phôi và phương pháp tạo phôi,tra lượng dư gia công cho các bề mặt gia công.

4.Lập tiến trình công nghệ :
Thứ tự gia công,gá đặt, so sánh các phương án,chon phương án hợp lý.
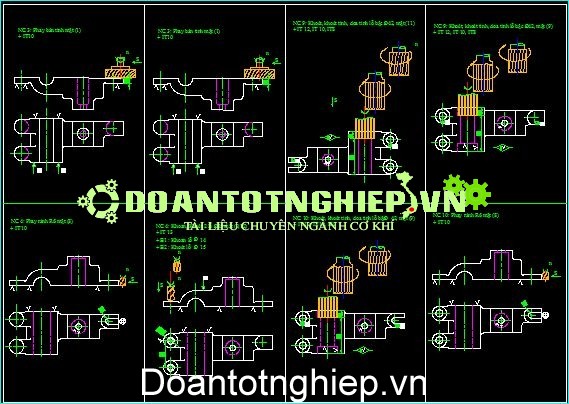
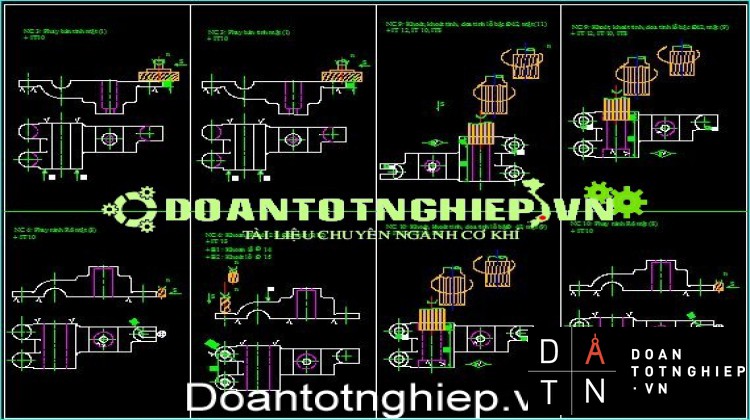
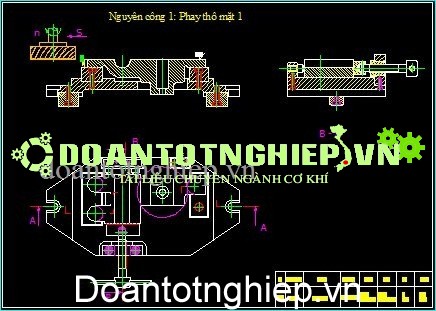
5.Thiết kế nguyên công :
-Vẽ sơ đồ gá đặt có ký hiệu định vị,kẹp chặt,dụng cụ cắt ở vị trí cuối cùng,chỉ rõ phương chiều các chuyển động.Ghi kích thước,độ bóng,dung sai của các nguyên công đang thực hiện.
-Chọn máy,kết cấu dao.
-Trình bày các bước : Chọn dao (loại dao và vật liệu làm dao),tra các chế độ cắt : n,s,t ; tra lượng dư cho các bước và tính thời gian gia công cơ bản cho từng bước công nghệ.
-Tính lượng dư gia công cho nguyên công 1 (phay mặt đáy).
-Tính chế độ cắt cho nguyên công thiết kế đồ gá gia công lỗ Ø32.
6.Thiết kế đồ gá :
-Vẽ sơ đồ nguyên lý cho đồ gá.Chọn kết cấu cho đồ gá,trình bày nguyên lý làm việc của đồ gá.
-Tính lực kẹp cần thiết,lực kẹp của cơ cấu kẹp.

-Tính sai số chuẩn và so sánh với dung sai nguyên công thực hiện trên đồ gá.
-Tính sức bền cho các chi tiết chịu lực.
III-Các bản vẽ :
-Bản vẽ chi tiết :............................................................................................1 bản (A3).
-Bản vẽ lồng phôi :........................................................................................1 bản (A3).
-Bản vẽ sơ đồ nguyên công :.........................................................................4 bản (A3).
-Bản vẽ thiết kế đồ gá : ( vẽ bằng bút chì )....................................................1 bản (A1).
(các bản vẽ A3 đóng thành một tập theo qui định của bộ môn)
IV-Ngày giao nhiệm vụ :
V-Ngày hoàn thành nhiệm vụ :
VI-Giáo viên hướng dẫn :
Chủ nhiệm bộ môn Giáo viên hướng dẫn
Ký tên Ký tên
CHƯƠNG VI : TÍNH LƯỢNG DƯ GIA CÔNG
* Tính lượng dư trung gian và kích thước trung gian nguyên công 1 :
gia công mặt phẳng có kích thước công nghệ 12 ± 0.035.
Đây là nguyên công phay,độ chính xác phôi cấp 2,vật liệu là GX18-36.
Chi tiết định vị bằng phiếm tỳ chốt tỳ, bề mặt gia cơng l mặt phẳng,theo công thức bảng 9 ,trang 40,[TKĐA] ,ta có:
Zimin = Rzi-1 + Ti-1 +
Trong đó:
Rzi-1 :chiều cao nhấp nhô tế vi do nguyên công trước để lại.
Ti-1 :chiều cao lớp khuyết tật do nguyên công trước để lại.
:sai lệch vị trí không gian do nguyên công trước để lại.
:sai số gá đặt ở nguyên công đang thực hiện.
Theo bảng 10 trang 41, [TKĐA].ta có:
RZ = 250 mm, T = 350mm
Sau bước thứ nhất đối với gang có thể loại trừ T chỉ cịn Rz.
Bảng 12, trang 42, [TKĐA] thì Rz ở các bước sau là:Rz=100 v Rz=10
Sai lệch không gian được xác định theo trang 74[HD TKĐA]
.......................................................................................................
CHƯƠNG VIII : TÍNH TOÁN VÀ THIẾT KẾ ĐỒ GÁ
I/ Yêu cầu kỹ thuật:
Gia cơng lỗ Þ30 với , dung sai +0,025
II/ Kết cấu đồ gá:
- Thành phần đồ gá phải đảm bảo độ cứng vững khi gia công. Thân đồ gá được đúc liền thành một khối với mặt đáy. Được gia công để lắp 1 chốt trụ và 3 chốt phẳng đỡ chi tiết và phần tấm gắn bạc dẫn khoan được bắt ln thân đồ gá nhờ vít và chốt. Toàn bộ đồ gá kẹp bằng bulong ln bn my khot.
- Phương pháp định vị:
+ Dng mặt phẳng của phiến tỳ v phiếm tỳ khống chế 3 bậc tự do .
+ Dng chốt trụ ngắn ∅15 khống chế 2 bậc tự do .
+ Dùng chốt trụ ngắn đầu trịn khống chế 1 bậc tự do chống xoay.
- Kẹp chặt: dùng địn kẹp , kẹp bằng cơ cấu cam.
- Thao tc:
+ Lắp chi tiết: đưa chi tiết đặt ln phiến tỳ và phiếm tỳ được lắp trên thân của đồ gá v lắp vo chốt trụ ngắn ∅15 đươc lắp trên phiến tỳ, xoay nhẹ chi tiết cho tiếp xc với chốt đầu trịn cĩ tc chống xoay chi tiết. Kẹp chặt bằng cơ cấu cam lệch tâm để chi tiết không bị x dịch khi rt dao ln v khơng bị lật vì trọng tm.
+ Tho nhanh chi tiết: sau khi gia cơng xong, ta gạt cần gạt lên tới vị trí chi tiết được nới lỏng ra, ta xoay mỏ kẹp nhấc chi tiết ln v lấy ra ngồi.
III/ Kiểm tra lại những kích thước độ chính xác – độ nhẵn của đồ gá.
Vật liệu gang xm 18-36 đúc liền khối
Đai ốc: vật liệu C45
.....................................................
- Phần chế độ lắp tham khảo ( HDTKĐA CN CTM/trang 247)
Chế độ lắp được sử dụng khi yêu cầu định tâm chính xác khi lắp ráp.
Chế độ lắp tạo mối ghp chắc chắn như lắp bạc dẫn cố định , chốt định vị trên đồ gá, để truyền lực nhỏ. Tho lắp nhờ my p.
Bảo quản đồ gá:
- Không để phôi bám trên bề mặt định vị, khi sử dụng xong cần làm sạch phôi thường xuyên.
- Đây là đồ gá chuyên dùng nên cần phải được bảo quản v cất trữ thật kỹ lưỡng khi tạm dừng khơng sử dụng nữa.Như bôi dầu vào các bề mặt làm việc của đồ gá.
[1].Sổ tay công nghệ chế tạo máy tập 1 –GS.TS Nguyễn Đắc Lộc;PGS.TS Lê văn Tiến;PGS.TS Ninh Đức Tốn;PGS.TS Trần Xuân Việt- nhà xuất bản khoa học kỹ thuật 2006.
[2]. Sổ tay công nghệ chế tạo máy tập 2 –GS.TS Nguyễn Đắc Lộc;PGS.TS Lê văn Tiến;PGS.TS Ninh Đức Tốn;PGS.TS Trần Xuân Việt- nhà xuất bản khoa học kỹ thuật 2006.
[3]. Sổ tay công nghệ chế tạo máy tập 3 –GS.TS Nguyễn Đắc Lộc;PGS.TS Lê văn Tiến;PGS.TS Ninh Đức Tốn;PGS.TS Trần Xuân Việt- nhà xuất bản khoa học kỹ thuật 2006.
[4] Sổ tay dung sai lắp ghép-Ninh Đức Tốn-nxb Giáo Dục 2007
[5].Thiết kế đồ án CNCTM –GS.TS Trần Văn Địch-Nxb Khoa Học Kỹ Thuật 2007.
[6]. Hướng dẫn thiết kế đồ án CNCTM –GS.TS Nguyễn Đắc Lộc;Lưu Văn Nhang-Nxb Khoa Học Kỹ Thuật 2006.
[7]. Chế độ cắt gia công cơ khí –Nguyễn Ngọc Đào –Hố Viết Bình-Trần Thế San trường ĐH SPKT TPHCM-nxb Đà Nẵng
[8].Cơng nghệ chế tạo máy –Nguyễn Ngọc Đào –Hố Viết Bình trường ĐH SPKT TPHCM.
[9].Sổ tay thiết kế cơ khí tập 1–PGS.Hà Văn Vui;TS.Nguyễn Chỉ Sáng–Nxb Khoa Học Kỹ Thuật.
.
THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG NẮP MÁY , đồ án môn học công nghệ chế tạo máy, bài tập lớn công nghệ chế tạo máy, thiết kế quy trình công nghệ gia công chi tiết









