Thiết kế quy trình công nghệ chế tạo chi tiết càng gạt 150 độ ĐH BÁCH KHOA ĐÀ NẴNG

NỘI DUNG ĐỒ ÁN
Thiết kế quy trình công nghệ chế tạo chi tiết càng gạt 150 độ ĐH BÁCH KHOA ĐÀ NẴNG
PHẦN 1: PHÂN TÍCH ĐIỀU KIỆN LÀM VIỆC VÀ YÊU CẦU KỸ THUẬT CỦA SẢN PHẨM
1.1. Phân tích chức năng làm việc của chi tiết càng gạt 150 độ:
Càng gạt là chi tiết dạng càng. Chi tiết dạng càng có chức năng biến chuyển động thẳng của chi tiết này thành chuyển động quay của chi tiết khác. Ngoài ra chi tiết dạng càng còn dùng để đẩy bánh răng di trượt khi cần thay đổi tỉ số truyền trong hộp tốc độ.
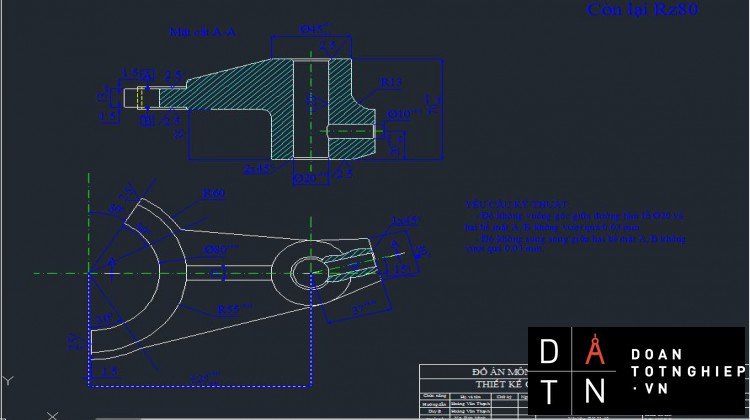
1.2. Yêu cầu kỹ thuật:
- Các bề mặt A, B yêu cầu độ bóng đạt được là Ra = 2,5.
- Các lỗ cơ bản yêu cầu đạt độ bóng đạt được là Ra = 1,25.
- Các bề mặt còn lại đạt độ nhám Rz80.
- Độ song song giữa 2 bề mặt A và B yêu cầu đạt được là 0,03 trên 100 mm chiều dài.
- Độ vuông góc giữa đường tâm lỗ Ø20 với hai bề mặt A và B 0,03 trên 100 mm bán kính.
- Các bề mặt làm việc nhiệt luyện đạt độ cứng 50 ¸ 55 HRC.
- Vật liệu chế tạo chi tiêt là GX 21-40.
PHẦN 2: ĐỊNH DẠNG SẢN XUẤT
2.1. Khối lượng của chi tiết:
Trọng lượng của chi tiết:
Q = V.γ (kg)
Trong đó:
V: thể tích của chi tiết
γ: trọng lượng riêng của vật liệu, gang xám = 6,8 ¸ 7,4 kg/dm3, ta chọn γ = 7,4 kg/dm3.
Thể tích của chi tiết:
V = V1 + V2 + V3 + V4 + V5 -V6
Trong đó:
V1 = p.602.16. - (π.552.1,5.).2 - π.402.16. = 30009 (mm3)
V2 = π.22,52.70 - π.102.70 = 89309 (mm3)
V3 = 1429.10 = 14290 (mm3)
V4 = (1143 + 1876).16 = 48304 (mm3)
V5 = 606.30 = 18180 (mm3)
V6 = π.52.26 = 2042 (mm2)
Þ V = 30009 + 89309 +14290 + 48304 + 18180 - 2042
= 198050 (mm3)
= 0,19805 (dm3)
Suy ra:
Q = 0,19805.7,4 = 1,46557 (kg)
2.2. Định dạng sản xuất:
Số lượng chi tiết tổng cộng cần chế tạo trong một năm:
N = N1.m.(1 + )
Trong đó:
N1: số sản phẩm chế tạo trong 1 năm theo kế hoạch, N1 = 6000
m: số chi tiết trong một sản phẩm, m = 1
a: lượng sản phẩm dự phòng do sai hỏng khi tạo phôi gây ra (đúc hoặc rèn) gây ra, α = 3% ¸ 6%
β: lượng sản phẩm dự trù cho hỏng hóc và phế phẩm trong quá trình gia công cơ, β = 5% ¸ 7%
Þ N = 6000.1.(1 + )
= 6600 (chi tiết/năm)
Dựa vào trọng lượng và sản lượng hàng năm của chi tiết ta tra bảng 2.6 - [1] chọn được dạng sản xuất là: hàng loạt lớn.
PHẦN 3: LỰA CHỌN PHƯƠNG PHÁP CHẾ TẠO PHÔI
3.1. Chọn dạng phôi:
Dựa vào vật liệu chế tạo chi tiết là gang xám và hình dạng của chi tiết không phức tạp. Kích thước càng gạt nhỏ, dạng sản xuất là hàng loạt lớn nên ta chọn dạng phôi là phôi đúc.
3.2. Chọn phương pháp đúc:
+ Đúc trong khuôn cát - mẫu gỗ:
Chất lượng bề mặt vật đúc không cao, giá thành thấp, trang thiết bị đơn giản, dễ chế tạo thích hợp cho dạng sản xuất đơn chiếc và sản xuất loạt nhỏ.
Cấp chính xác của phôi đạt cấp 16 – 17, gây khó khăn cho các nguyên công gia công sau.
Độ nhám bề mặt đạt Rz = 160µm.
→ Phương pháp này đạt năng suất trung bình, chất lượng bề mặt không cao.
+ Đúc trong khuôn cát mẫu kim loại:
Phương pháp này giá thành cao hơn đúc trong khuôn cát mẫu gỗ vì giá thành gia công mẫu kim loại.
Cấp chính xác của phôi đạt 15 – 16.
Độ nhám bề mặt Rz = 80 µm.
→ Vậy phương pháp này cho chất lượng bề mặt cao hơn đúc với mẫu gỗ, đúc được các chi tiết có hình dạng phức tạp thích hợp với dạng sản xuất hàng loạt vừa và lớn.
+ Đúc trong khuôn kim loại:
Độ chính xác cao, giá thành đầu tư trang thiết bị lớn, phôi đúc gần giống với chi tiết nên lượng dư nhỏ, tiết kiệm được vật liệu nhưng giá thành sản xuất cao, năng suất phù hợp với dạng sản xuất hàng loạt vừa và lớn.
Cấp chính xác của phôi đạt cấp 14 – 15.
Độ nhám bề mặt đạt Rz = 40 µm.
→ Vậy phương pháp này cho năng suất cao, đặc tính kỹ thuật của chi tiết tốt nhưng giá thành cao nên không phù hợp với tính kinh tế trong sản xuất hàng loạt vừa.
+ Đúc ly tâm:
Phương pháp này chỉ thích hợp với những chi tiết có dạng tròn xoay, rỗng, đối xứng đặc biệt là các chi tiết hình ống hay hình xuyến.
Khó nhận được chính xác đường kính trong của lỗ vì khó định lượng kim loại rót vào khuôn.
Chất lượng bề mặt không cao vì có nhiều tạp chất và xỉ.
+ Đúc áp lực:
Dùng áp lực để điền đầy kim loại vào lòng khuôn.
Kim loại để đúc áp lực thường là hợp kim thiếc, chì, kẽm, magie . . .
Đúc áp lực thường dùng để đúc các chi tiết có hình dạng phức tạp.
→ phương pháp này giá thành trang thiết bị cao nên giá thành sản phẩm cao. Đặc tính kỹ thuật của chi tiết cao nhưng đối với dạng sản xuất loạt vừa thì tính kinh tế không tốt.
+ Đúc trong khuôn vỏ mỏng:
Là dạng đúc trong khuôn cát nhưng thành khuôn mỏng chừng 6 - 8mm.
Có thể đúc được gang, thép, kim loại màu như khuôn cát, khối lượng vật đúc có thể lên tới 100kg.
Dùng trong sản xuất loạt lớn và hàng khối.
+ Kết luận chọn phương pháp chế tạo phôi:
Phương pháp chế tạo phôi được chọn dựa vào dạng sản xuất, đối với dạng sản xuất hàng loạt vừa ta chọn phương pháp đúc trong khuôn cát mẫu kim loại. Phương pháp này vừa có thể nâng cao chất lượng bề mặt chi tiết và tăng năng suất lao động.
Cấp chính xác chế tạo là cấp II ứng với phương pháp đúc trong khuôn cát mẫu kim loại. Phôi có cấp chính xác kích thước là 15 – 16, độ nhám bề mặt đạt được Rz = 80µm.
Hình 3.1. Khuôn đúc
3.3. Xác định lượng dư gia công cơ, dung sai, kích thước phôi đúc:
Với chi tiết đang chế tạo, có kích thước bao ngoài lớn nhất là 120 ¸ 260 (mm), dựa vào bảng 1 - [2] ta tra lượng dư gia công vật đúc cấp chính xác II theo kích thước danh nghĩa:
+ Kích thước danh nghĩa £ 50 (mm):
Bề mặt trên khi rót kim loại: 3 (mm)
Bề mặt bên và mặt dước khi rót kim loại: 3 ( mm )
+ Kích thước danh nghĩa > 50 ¸ 120 (mm):
Bề mặt trên khi rót kim loại: 3,5 (mm)
Bề mặt bên và mặt dước khi rót kim loại: 3,5 (mm)
Dựa vào bảng 3-3 - [3] ta tra sai lệch cho phép kích thước chi tiết đúc cấp chính xác II theo kích thước danh nghĩa:
+ Kích thước danh nghĩa £ 50 (mm): 0,5 (mm)
+ Kích thước danh nghĩa > 50 ¸ 120 (mm): 0,8 (mm)
Chiều dày nhỏ nhất vách chi tiết đúc: 3 ¸ 4 (mm)
Bán kính góc lượn chi tiết đúc: 3 (mm)
PHẦN 4: THIẾT KẾ QUY TRÌNH CÔNG NGHỆ
CHẾ TẠO CHI TIẾT
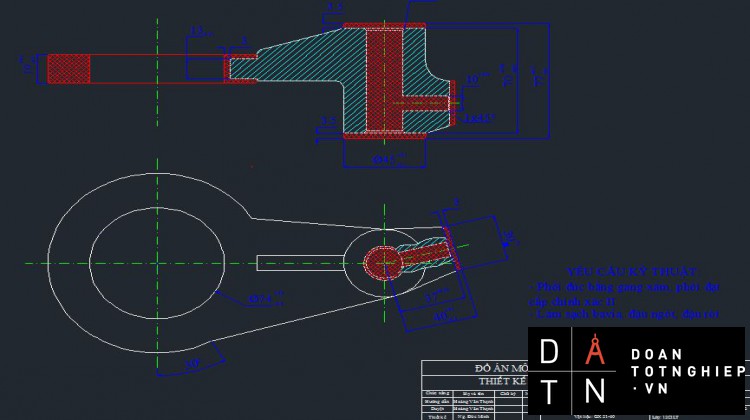
4.1. Phân tích các đặc điểm về yêu cầu kỹ thuật bề mặt cần gia công:
Các bề mặt cần gia công:
Hình 4.1. Các bề mặt gia công
Các bề mặt 1, 2, 4, 5, 6: phay thô, phay tinh đạt Ra 2,5
Các bề mặt 3, 7: khoan, khoét, vát mép, doa đạt Ra 1,25
4.2. Trình tự các nguyên công gia công. Phân tích việc lựa chọn chuẩn, chọn máy, dao, trang bị công nghệ cho mỗi nguyên công:
Trình tự các nguyên công:
+ Nguyên công 1: Phay thô, phay tinh hai mặt đầu thân càng.
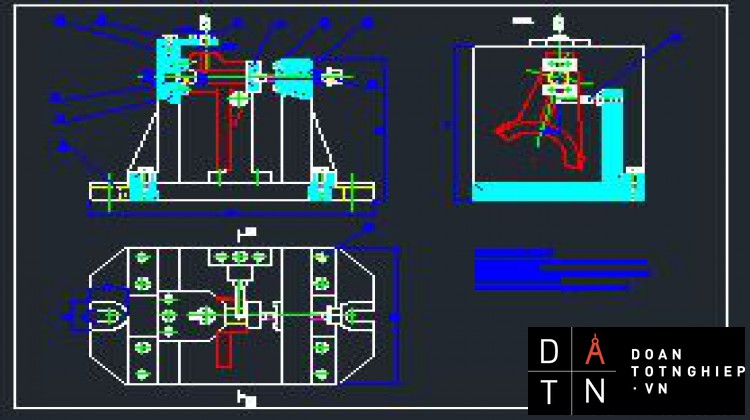
Sơ đồ gá đặt:
Hình 4.2
Định vị: Chi tiết được định vị ba bậc tự do ở mặt thân bằng ba chốt tỳ có khía nhám. Một bậc tự do ở phía dưới càng bằng khối V di động để tăng độ cứng vững khi gia công.
Kẹp chặt: Dùng cơ cấu kẹp bằng thủy lực, chiều lực kẹp hướng vào bề mặt được định vị 3 bậc tự do.
Chọn đồ gá: Đồ gá chuyên dùng.
Chọn máy: Máy phay vạn năng nằm ngang 6H82
- Kích thước bề mặt gia công của bàn máy 700x260 (mm2)
- Khoảng lên xuống lớn nhất của bàn máy: 300 (mm)
- Góc quay lớn nhất của bàn máy: + 45o
- Khoảng điều chỉnh tốc độ: 30 – 1500 (vòng/phút)
- Trọng lượng của máy: 2900 (Kg)
Chọn dụng cụ cắt: Dao phay dạng đĩa 3 mặt răng gắn mảnh hợp kim cứng.
- Đường kính D = 150 (mm), số răng Z = 10, chiều rộng B = 8 (mm).
+ Nguyên công 2: Khoan, khoét, vát mép, doa lỗ Ø20.
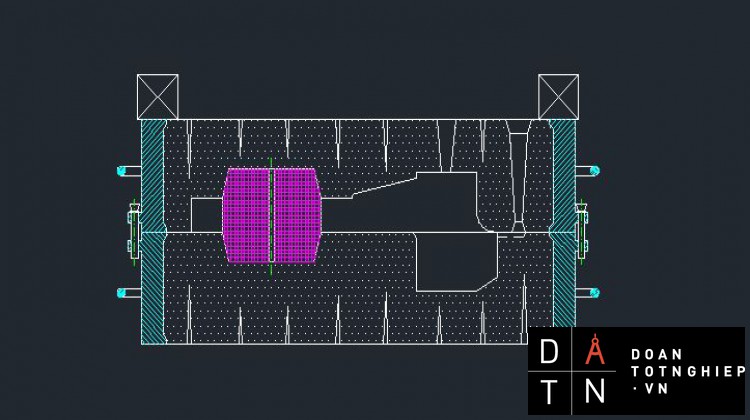
Sơ đồ gá đặt:
Hình 4.3
Định vị: Chi tiết được định vị ba bậc tự do bằng hai phiến tỳ có mặt phẳng vào mặt đầu của hình trụ Ø45. Khối V ngắn định vị vào thân hình trụ 2 bậc tự do. Chốt tỳ định vị vào vấu lồi 1 bậc tự do.
Kẹp chặt: Cơ cấu kẹp bằng bulông – đai ốc, lực kẹp bằng tay.
Chọn đồ gá: Đồ gá chuyên dùng.
Chọn máy: Chọn máy khoan đứng K135
- Đường kính khoan lớn nhất khoan được: 35 mm.
- Côn móc trục chính: No4.
- Công suất động cơ: 6 Kw.
- Số vòng quay trục chính: 68 ÷ 1100 vg/ph.
- Bước tiến: 0,11 ÷ 1,6 mm/vg.
- Lực hướng trục cho phép của cơ cấu tiến dao: 1600 kG.
Chọn dụng cụ cắt:
- Chọn mũi khoan xoắn hợp kim cứng với d = 19 mm.
- Chọn mũi khoét hợp kim cứng với d = 19,75 mm.
- Chọn mũi khoéthợp kim cứng với d = 29 mm.
- Chọn mũi doa hợp kim cứng với d = 20 mm.
+ Nguyên công 3: Khoét lỗ Ø80. Phay thô, phay tinh mặt trên càng.
Sơ đồ gá đặt:
Hình 4.4
Định vị: Chi tiết được định vị ba bậc tự do bằng hai phiến tỳ có mặt phẳng vào mặt đầu của hình trụ Ø45. Chốt trụ ngắn định vị 2 bậc tự do vào lỗ Ø20. Khối V di động định vị 1 bậc tự do ở mặt ngoài càng.
Kẹp chặt: Cơ cấu kẹp bằng bulông – đai ốc, lực kẹp bằng tay .
Chọn đồ gá: Đồ gá chuyên dùng.
Chọn máy: Chọn máy phay đứng 6H12 có các thông số sau:
- Bề mặt làm việc: 320 x 1250 mm2
- Công suất động cơ: N = 7 KW
- Hiệu suất máy: η = 0,75
- Số vòng quay trục chính: 30 ÷ 1500 v/ph
- Bước tiến của bàn dao: s = 30 ÷ 1500 mm/ ph
- Lực lớn nhất cho phép của cơ cấu tiến của máy: 1500 kG
Chọn dụng cụ cắt:
- Dao phay dạng đĩa ba mặt răng hợp kim cứng với D = 110 (mm), số răng Z = 8, chiều rộng B = 8 (mm).
- Chọn mũi khoét hợp kim cứng với d = 79,75 mm.
+ Nguyên công 4: Phay thô, phay tinh mặt dưới càng. Doa lỗ Ø80.
Sơ đồ gá đặt:








