THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT CÀNG GẠT ĐH BÁCH KHOA ĐÀ NẴNG

NỘI DUNG ĐỒ ÁN
THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT CÀNG GẠT ĐH BÁCH KHOA ĐÀ NẴNG
- Nội dung các PHần thuyết minh và tính toán:
PHẦN 1: PHÂN TÍCH ĐIỀU KIỆN LÀM VIỆC VÀ YÊU CẦU KỸ THUẬT CỦA SẢN PHẨM.
- Phân tích điều kiện làm việc và điều kiện kỹ thuật của chi tiết được chế tạo:
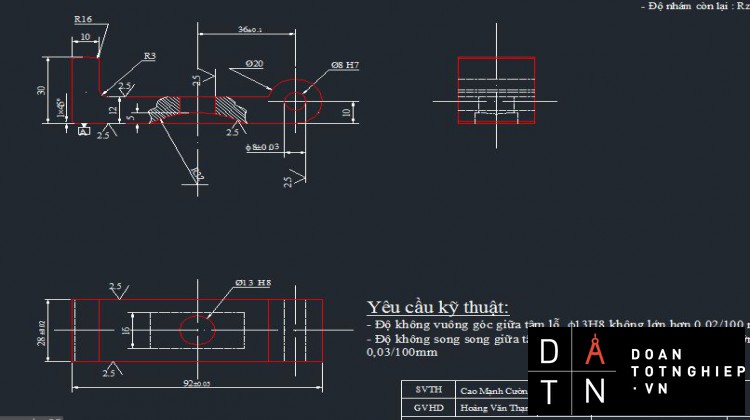
Chi tiết gia công dạng càng ,là càng gạt dùng trong hộp giảm tốc có tác dụng thay đổi tỉ số truyền. Bề mặt làm việc chủ yếu là mặt đáy, mặt lỗ F13, F8,mặt R32.
Điều kiện làm việc:
Chi tiết chịu lực va đập , chịu lực kéo và nén , chịu mài mòn .
Điều kiện kỹ thuật:
Các bề mặt gia công không có vấu lồi thuận lợi cho việc ăn dao, thoát dao , các lỗ gia công có kết cấu đơn giản, bề mặt lỗ không có rãnh , không ngắt quãng các lỗ ngắn và thông suốt .
2. Yêu cầu kỹ thuật:
- Độ vuông góc giữa tâm lỗ F13 và F8 không lớn hơn 0,02/100mm .
- Độ không song song giữa tâm lỗ F8 với mặt phẳng A không lớn hơn 0,03/100mm các lỗ gia công đạt độ chính xác cấp 7,8 .
- Độ nhám của các bề măt còn lại là RZ= 40.
PHẦN 2: ĐỊNH DẠNG SẢN XUẤT
Chi tiết được sản xuất theo loại lớn.
1. Vật liệu chế tạo:
Gang xám GX 21-40
Thành phần hoá học (%) và cơ tính:
|
Loại gang |
C |
Si |
Mn |
P |
S |
Cr |
Độ cứng HB |
|
|
GX 21-40 |
3,3y3,5 |
1.4y1.7 |
0.6y0.9 |
<0.3 |
< 0.15 |
< 0.04 |
170 y241 |
|
- Sản lượng hàng năm : 8000 chiếc / năm
- Trọng lượng của chi tiết
Vct =
Vi : thể tích phần tử thứ i
n : số phần tử
Trọng lượng chi tiết : Qct = Vct . g [kg]
Vct : Thể tích chi tiết [dm3]
g : Trọng lượng riêng của vật liệu ( g = 7,4 kg )
2. Tính thể tích của chi tiết :
Ta có : Vct =
V1 = 28.30.10 = 8400 [mm3]
V2’ = 76.12.28 = 25536 [mm3]
V3’ = p.7,52.12 = 2826 [mm3]
V4’ = 115.16 = 1840 [mm3]
V2 = V2’ - ( V3’ + V4’ ) = 25536 - ( 2826 + 1840 ) = 6506 [dm3]
Vậy: Vct = 8400 + 21350 + 6506 = 36256 mm3
= 0,036256 dm3
Qct = 0,036256.7,4 = 0,268 [kg]
3. Sản lượng hàng năm của chi tiết:
Sản lượng hàng năm của chi tiết càng được xác định theo công thức sau:
N = N1.m (1+)
Trong đó:
N- Số chi tiết được sản xuất trong một năm
N1- Số sản phẩm(số máy) được sản xuất trong một năm
m- Số chi tiết trong một sản phẩm (một máy).
a- Phần trăm phế phẩm, a =(3 ¸ 6) %,chọn a =5 %
b- Số chi tiết được chế tạo thêm để dự phòng, b =(5 ¸ 7)%,chọn b =5%
Vậy ta có: N =8000.1(1 +) =8800 chi tiết/năm
Ta có: Sản lượng hàng năm của chi tiết nắp ổ :8800 (chi tiết/năm) thuộc khoảng [5000-50000]
Tra[I] trang 13- bảng 2,ta xác định được dạng sản xuất.
4. Đặc trưng của dạng sản xuất hàng loạt lớn :
- Sản lượng hàng năm rất lớn .
- Sản phẩm rất ổn định.
- Trnh độ cuyên môn hóa sản xuất cao.
Đối với dạng sản xuất này ta phải tổ chức kỷ thuật và công nghệ như sau :
- Trang thiết bị,dụng cụ ,công nghệ thường là chuyên dùng.
- Quâ trnh thiết kế vă tnh toán chính xác ghi thành các tài liệu công nghệ có nội dụng cụ thể và tỉ mỉ.
Trnh độ thợ đứng máy không cần cao nhưng đồi hỏi phải có thợ điều chỉnh máy giỏi.
- Tổ chức theo dây chuyền.
Dạng sản xuất hàng loạt lớn cho phép áp dụng các phương pháp công nghệ tiên tiến, có điều kiện cơ khí hóa và tự động hóa sản xuất, tạo điều kiện tổ chức các đường dây gia công chuyên môn hóa . Các máy ở dạng sản xuất này thường được bố trí theo thứ tự nguyên công của quá trnh cng nghệ.
5. Phương hướng công nghệ :
Điều kiện trang thiết bị : Tự chọn.
Với dạng sản xuất loạt lớn ta sử dụng thiết bị chuyên dùng : Đồ gá chuyên dùng , máy chuyên dùng tự động. Điều chỉnh tự động để đạt kích thước theo loạt .
PHẦN 3: LỰA CHỌN PHƯƠNG PHÁP CHẾ TẠO PHÔI.
1. Chọn dạng phôi:
Chi tiết Càng Gạt làm bằng gang xám GX 21-40 mà gang thì có tính dễ đúc,chịu nén tốt nhưng tính dẻo kém, dòn, dễ bị mỏi do kéo . Kích thước chi tiết không lớn lắm, hình dạng chi tiết không phức tạp, vì vậy ta chọn phương pháp đúc là tốt nhất .
2. Chọn phương pháp chế tạo phôi:
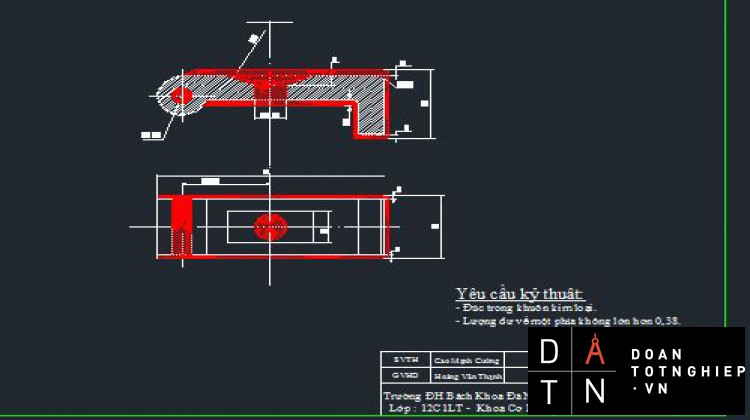
Kích thước chi tiết nhỏ (28x30x92) , kết cấu đơn giản, dạng sản xuất loạt lớn và các điều kiện kỹ thuật khác, ta chọn phương pháp đúc trong khuôn kim loại để chế tạo phôi và nâng cao công nghệ để đạt độ nhám Rz=40.
3. Phôi chế tạo bằng phương pháp đúc:
- Phôi đúc được chế tạo bằng cách rót kim loại lỏng vào khuôn có hình dạng kích thước xác định. Sau khi kết tinh ta thu được chi tiết có hình dạng kích thước thước theo yêu cầu.
- Có nhiều loại phương pháp đúc như sau:
+ Phương pháp đúc trong khuôn cát.
+ Phương pháp đúc trong khuôn kim loại.
+ Phương pháp đúc áp lực.
+ Phương pháp đúc trong khuôn mẫu chảy, đúc chân không, đúc ly tâm....
4. Ưu nhược điểm của phương pháp đúc:
Phương pháp đúc có các ưu điểm sau:
- Có thể đúc được tất cả các kim loại và hợp kim có thành phần khác nhau.
- Có thể đúc được các chi tiết có hình dạng, kết cấu phức tạp mà các phương pháp khác khó hoặc không chế tạo được.
- Tùy theo mức độ đầu tư công nghệ mà chi tiết đúc có thể đạt độ chính xác cao hay thấp.
Ngoài ra đúc còn có ưu điểm dễ cơ khí hóa, tự động hóa , cho năng suất cao, giá thành thấp và đáp ứng được tính chất linh hoạt trong sản xuất
PHẦN 4: THIẾT KẾ QUY TRÌNH CÔNG NGHỆ CHẾ TẠO MÁY
1. Phân tích các đặc điểm về yêu cầu kỹ thuật bề mặt cần gia công.
Chọn chuẩn thô:
Để thực hiện nguyên công đầu tiên,ta phải chọn chuẩn thô.
Nguyên tắc chọn chuẩn thô:
- Nếu trên chi tiết có một bề mặt không gia công thì ta chọn bề mặt đó lam chuẩn thô.
- Trong trường hợp chi tiết có tất cả các bề mặt đều gia công ta chọn bề mặt có lượng dư nhỏ nhất , độ chính xác cao nhất để làm chuẩn thô.
- Bề mặt lầm chuẩn thô cần bằng phẳng , không có đậu ngót , đậu rót.
Dựa vào những nguyên tắc trên ta chọn mặt trên làm chuẩn thô để thực hiện nguyên công đầu tiên.
2. Xác định trình tự các nguyên công và chọn máy , dao, trang bị công nghệ:
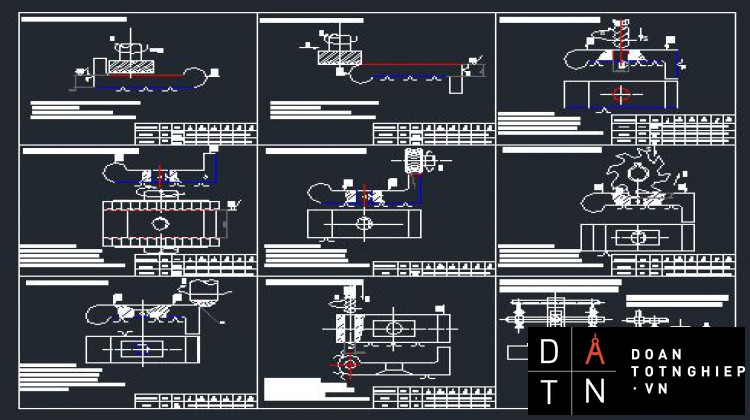
2.1 Trình tự các nguyên công:
Nguyên công 1: Phay mặt trên
Nguyên công 2:Phay mặt đáy
Nguyên công 3: Khoan và doa lỗ F13
Nguyên công 4: Phay hai mặt bên
Nguyên công 5: Phay mặt R16
Nguyên công 6: Phay mặt R32
Nguyên công 7: Vát mép
Nguyên công 8: Khoan lỗ F8
Nguyên công 9: Kiểm tra.
2.2 Chọn máy, dao, trang bị công nghệ cho mỗi nguyên công:
- Nguyên công 1: Phay mặt trên
+ Định vị :
Chi tiết được định vị một phiến tì ở mặt đầu khống chế 2 bậc tự do ,3 chốt tì có khía nhám ở mặt trên hạn chế ba bậc tự do.
+ Kẹp chặt : Dùng cơ cấu bulong đai ốc để kẹp chặt chi tiết. Chiều lực kẹp như hình vẽ.
+Chọn máy :Máy phay 6H12, Tra bảng 9-39/trang71,72,73[3]
Công suất 4,5kw,
Hiệu suất h=75%
Khoảng cách từ trục chính đến bàn máy: 30-400mm
Bề mặt bàn làm việc: 320x1250 mm2
Số vòng quay của trục chính 30-1500(vg/ph)
Bước tiến của bàn 30-1500(mm/ph)
Lực kéo lớn nhất chạy dao dọc 1500 (KG)
Lực kéo lớn nhất chạy dao ngang 1200 (KG)
Lực kéo lớn nhất chạy dao đứng 500 (KG)
+ Chọn dao: Chọn dao phay mặt đầu liền chắp mảnh hợp kim cứng BK8, kích thước: D= 90 (mm), Z = 10 răng Tra bảng 4-94 /trang 376/[ I]
Tuổi bền của dao: T = 180 (ph). Tra bảng 5-40/trang 34/ [II]
-Các chuyển động :
+Dao chuyển động quay tròn.
+Chi tiết chuyển động tịnh tiến với bàn máy.
- Nguyên công 2: Phay mặt đáy
+ Định vị : Chi tiết được định vị bằng 3 chốt tì có khía nhám ở mặt trên hạn chế ba bậc tự do.
+ Kẹp chặt : Dùng cơ cấu bulông đai ốc để kẹp chặt chi tiết. Chiều lực kẹp như hình vẽ.
+ Chọn máy :Máy phay 6H12, công suất 4,5kw, hiệu suất h=75%.
Khoảng cách từ trục chính đến bàn máy: 30-400mm
Bề mặt bàn làm việc: 320x1250 mm2
Số vòng quay của trục chính 30-1500(vg/ph)
Bước tiến của bàn 30-1500(mm/ph)
Lực kéo lớn nhất chạy dao dọc 1500 (KG)
Lực kéo lớn nhất chạy dao ngang 1200 (KG)
Lực kéo lớn nhất chạy dao đứng 500 (KG)
+Chọn dao: Chọn dao phay mặt đầu liền chắp mảnh hợp kim cứng BK8, kích thước: D= 90 (mm), Z = 10 răng Tra bảng 5-40/trang 34/ [II]
Tuổi bền của dao: T = 180 (ph). Tra bảng 4-94 /trang 376/[ I]
-Các chuyển động :
+Dao chuyển động quay tròn.
+Chi tiết chuyển động tịnh tiến với bàn máy.
- Nguyên công 3:Khoan và doa lỗ F13H8.
+ Định vị : Tiến hành định vị chi tiết bằng :
Hai phiến tì ở mặt dưới khống chế 3 bậc tự do
Một phiến tì ở mặt đầu khống chế 2 bậc tự do
Một chốt tì ở mặt bên khống chế 1 bậc tự do
Do đó hạn chế 6 bậc tự do.
+ Kẹp chặt : Tiến hành kẹp chặt bằng cơ cấu bulong đai ốc, hướng từ trên hướng xuống.
+ Chọn máy :Máy khoan đứng 2A135 , công suất động cơ 4.5KW , hiệu suất 80% (KW)
Thông số máy:
Đường kính khoan lớn nhất: 35mm
Kích thước bàn máy: dài 500mm, rộng 450mm
Khoảng cách từ trục chính đến bệ máy: 300mm
Hành trình lớn nhất của trục chính: 225mm
Chuyển dịch lớn nhất theo phương thẳng đứng của bàn máy: 325mm
Giới hạn số vòng quaycủa trục chính: 68-1100(vòng/phút)
Giới hạn chạy dao: 0,115-1.6 (mm/vòng)
+ Chọn dao : Mũi khoan ruột gà đuôi trụ bằng thép gió P18 . Chu kỳ bền T = 35.
Dao doa bằng thép gió P18 Đường kính D = 12
Chuyển động cắt gọt:
+Dao vừa chuyển động quay vừa chuyển động tịnh tiến.
+ Chi tiết gá trên bàn máy đứng yên.
Bước 1: Khoan lổ F10
Bước 2 : Doa thô lổ F13
Bước 3 : Doa tinh lổ F13 ( Ra = 1,25 , Cấp nhẳn bóng Ñ7)
- Nguyên công 4: Phay 2 mặt bên.
+ Định vị : -Hai phiến tì ở mặt đáy
- Một chốt trụ ngắn
- Một chốt tì ở mặt bên khống chế 1 bậc tự do
+ Kẹp chặt: tương tự như nguyên công 2
- Chọn máy: Máy phay nằm ngang 6H82, ta có:
Khoảng cách từ trục chính đến bàn máy: 30-350mm
Bề mặt bàn làm việc:200x800 mm2
Lực kéo lớn nhất chạy dao dọc 1500 (KG)
Lực kéo lớn nhất chạy dao ngang 1200 (KG)
Lực kéo lớn nhất chạy dao đứng 500 (KG)
+Số cấp tốc độ trục chính: 30-37,5-47,5-60-75-95-118-150-190-235-300-375-475-600-753-950-1180-1500
+Bước tiến của bàn: 30-37,5-47,5-60-75-95-118-120-190-235-300-375-475-600-750-900 (mm/ph)
+Nđc=7Kw, hiệu suất h=0,75
- Chọn dao : Dao phay đĩa 3mặt gắn răng thép gió P18
D=100mm , Z=20 răng, B=22 mm
- Nguyên công 5: Phay mặt đầu R16
+ Đinh vị: + Hai phíến tì ở đáy.
+ Một chốt trụ ngắn
+ Một chốt tì ở mặt bên khống chế 1 bậc tự do.
+ Kẹp chặt: Kẹp bằng bulong đai ốc, chiều lực kẹp từ trên xuống dưới.
+ Chọn máy: phay 6H80 , N = 3 (KW)
+ Chọn dao : Dao phay mô đun bằng thép gió D= 60 , Z = 16 (răng) .
- Nguyên công 6: Phay mặt R32
+ Định vị:
Hai phiến tì ở mặt đáy hạn chế ba bậc tự do.
Một chốt trụ ngắn
Một phiến tì ở mặt bên
+ Kẹp chặt :Kẹp chặt bằng bulong đai ốc, kẹp từ trên xuống.
+ Chọn máy: Máy phay đứng 6H82 . công xuất 4,5KW ,hiệu suất 80% , bề mặt làm việc của bàn máy : 200x800 (mm2) , 12 cấp chạy dao .
Lực kéo lớn nhất chạy dao dọc 1500 (KG)
Lực kéo lớn nhất chạy dao ngang 1200 (KG)
Lực kéo lớn nhất chạy dao đứng 500 (KG)
+ Chọn dao : Dao phay dạng đĩa bằng thép gió P6M5 có dung dịch trơn nguội
Đường kính D = 64 (mm), chiều rộng B = 16 (mm) , số răng Z= 20, d=32 (mm) .
- Nguyên công 7: Vát mép .
+ Định vị: Hai phiến tì ở mặt đáy hạn chế ba bật tự do.
Một chốt tì ở mặt bên
Một chốt trụ ngắn
+ Kẹp chặt :Kep bằng bulong đai ốc.
Lực kẹp từ trên xuống
.......................................................
MỤC LỤC TRANG
Lời nói đầu
PHẦN 1: PHÂN TÍCH ĐIỀU KIỆN LÀM VIỆC VÀ YÊU CẦU KỸ THUẬT CỦA SẢN PHẨM. 1
- Phân tích điều kiện làm việc và điều kiện kỹ thuật của chi tiết được chế tạo........... 1
2. Yêu cầu kỹ thuật................................................................................................................... 1
PHẦN 2: ĐỊNH DẠNG SẢN XUẤT1
1. Vật liệu chế tạo...................................................................................................................... 1
2. Tính thể tích của chi tiết....................................................................................................... 2
3. Sản lượng hàng năm của chi tiết.......................................................................................... 3
4. Đặc trưng của dạng sản xuất hàng loạt vừa ..................................................................... 3
5. Phương hướng công nghệ..................................................................................................... 3
PHẦN 3: LỰA CHỌN PHƯƠNG PHÁP CHẾ TẠO PHÔI.................................................... 4
1. Chọn dạng phôi...................................................................................................................... 4
2. Chọn phương pháp chế tạo phôi......................................................................................... 4
3. Phôi chế tạo bằng phương pháp đúc................................................................................... 4
4. Ưu nhược điểm của phương pháp đúc................................................................................ 5
PHẦN 4: THIẾT KẾ QUY TRÌNH CÔNG NGHỆ CHẾ TẠO MÁY............. 5
1.Phân tích các đặc điểm về yêu cầu kỹ thuật bề mặt cần gia công................................... 5
2. Xác định trình tự các nguyên công và chọn máy , dao, trang bị công nghệ.................. 5
2.1 Trình tự các nguyên công................................................................................................... 5
2.2 Chọn máy, dao, trang bị công nghệ cho mỗi nguyên công............................................ 6
3.Tra lượng dư các bề mặt gia công..................................................................................... .15
4.Tra chế độ cắt các nguyên công gia công......................................................................... 16
5. Tính toán thời gian cơ bản cho tất cả các nguyên công gia công................................. 25
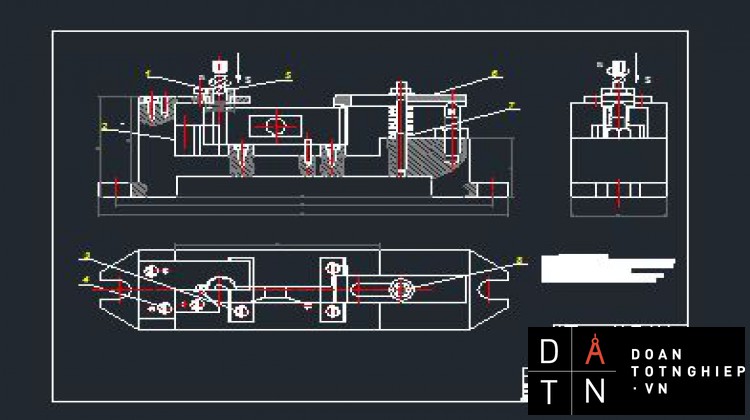
PHẦN 5: THIẾT KẾ ĐỒ GÁ CHO NGUYÊN CÔNG F8H7.............................................. 33
1. Xây dựng sơ đồ nguyên lý đồ gá: định vị, kẹp chặt, lực cắt, mômen cắt, cơ cấu kẹp 33
2. Tính toán lực kẹp cần thiết, chọn cơ cấu tạo lực kẹp và tính toán nguồn sinh lực... 34
Tài liệu tham khảo........................................................................................ 39









