BÀI TẬP LỚN CÔNG NGHỆ KHUÔN THIẾT KẾ QUY TRÌNH CÔNG NGHỆ KHUÔN NẮP CHỤP


NỘI DUNG ĐỒ ÁN
BÀI TẬP LỚN CÔNG NGHỆ KHUÔN THIẾT KẾ QUY TRÌNH CÔNG NGHỆ KHUÔN NẮP CHỤP
ĐỒ ÁN THIẾT KẾ KHUÔN NHỰA
- Chọn sản phẩm nhựa làm khuôn.
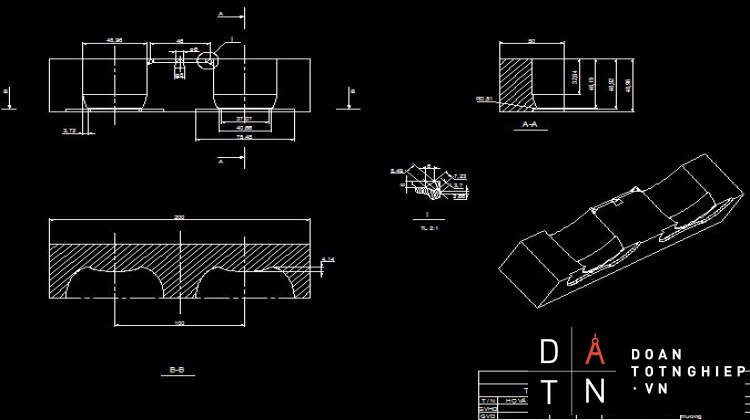
- Nắp máy xay sinh tố.
- Công dụng: là một bộ phận của máy xay sinh tố, có nhiệm vụ ngăn không cho những thực phẩm xay văn ra ngoài( có thể gây nguy hiểm cho người dùng).
- Chọn nhựa: PET.
- Là nhựa vô định hình, có tính cứng, trong suốt, màu sắc tự nhiên của loại nhựa này gần như là trong suốt.
- Độ bền hóa chất tốt, không mùi vị, không độc.
- Thích hợp cho sản xuất những vật dụng thực phẩm.
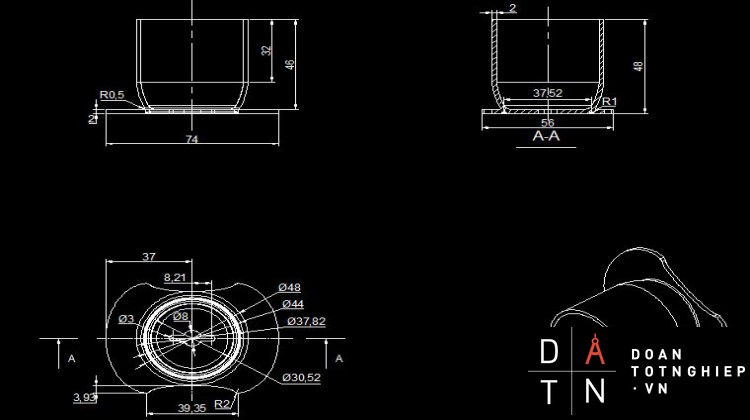
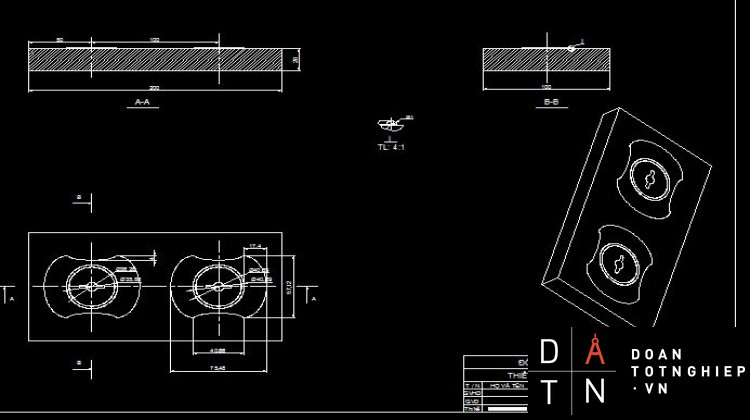
- Chọn, bố trí sản phẩm trong khuôn cho hợp lí.
- Quan sát kết cấu của chi tiết biết được đây là chi tiết khuôn 4 mảnh.
- Đối với sản phẩm này ta có thể làm khuôn nhiều sản phẩm nhưng chỉ được bố trí một hàng duy nhất vì sản phẩm được tạo bởi khuôn nhiều mảnh nên ta không được bố trí khác vì sẽ không tách khuôn được.
- Bố trí được 2 chi tiết trên khuôn (ép được 2 sản phẩm/ 1 khuôn).
- Chú ý: tùy thuộc vào yêu cầu của nhà sản xuất mà ta thiết kế khuôn 2 sản phẩm, 4 sản phẩm,…
- Các yếu tố cần thiết khi thiết kế khuôn.
- Độ co rút của sản phẩm nhựa: 0.017 – 0.023 .
- Góc thoát khuôn của sản phẩm: 0.3º - 1º .
- Loại hệ thống kênh dẩn nhựa: kênh dẩn nguội.
- Phương thức tháo sản phẩm: sử dụng cơ cấu chốt xiên và tách khuôn trái phải bằng hệ thống thủy lực.
- Kích thước miệng phun:
- Trên khuôn không có khắc chữ hay hoa văn.
- Kênh dẩn nhựa:
- Kiểu miệng phun: miệng phun ngầm ( nhằm mục đích: không để lại vết nhựa trên bề mặt sản phẩm gây xấu cho sản phẩm ,
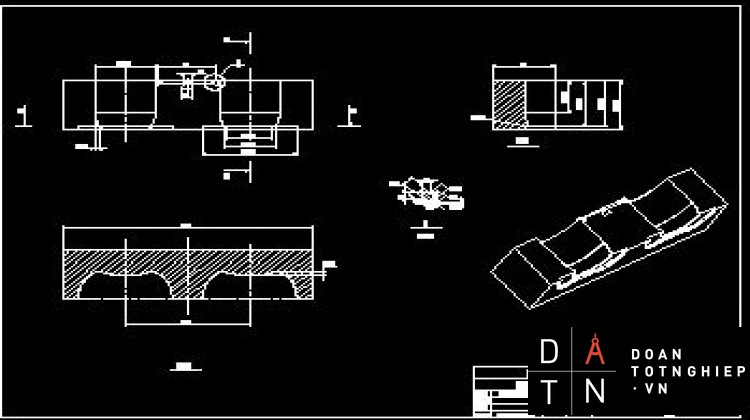
- Chọn mặt phân khuôn.
- Đối với chi tiết này cần có 3 mặt phân khuôn.
- Các vị trí mặt phân khuôn như sau:
- Mặt phân khuôn thứ nhất: đặt trên miệng chụp nhựa.
- Mặt phân khuôn thứ hai: đặt vào mặt dưới của chụp nhựa.
- Mặt phân khuôn thứ ba: được tạo bởi đường đi qua tâm đối xứng của sản phẩm.
→ Để tách khuôn cho sản phẩm nhựa 4 mảnh này ta sử dụng cơ cấu chốt xiêng và tách khuôn bằng khí né thủy lực. Do sản phẩm có phần khuôn dưới ngắn nên ta không sử dụng ti lối để lấy sản phẩm ra.
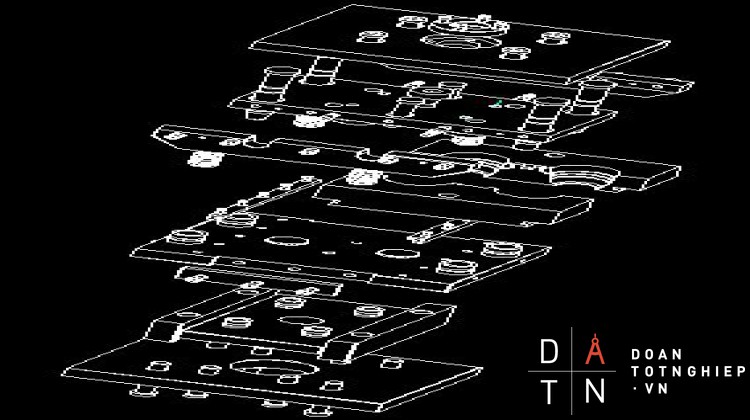
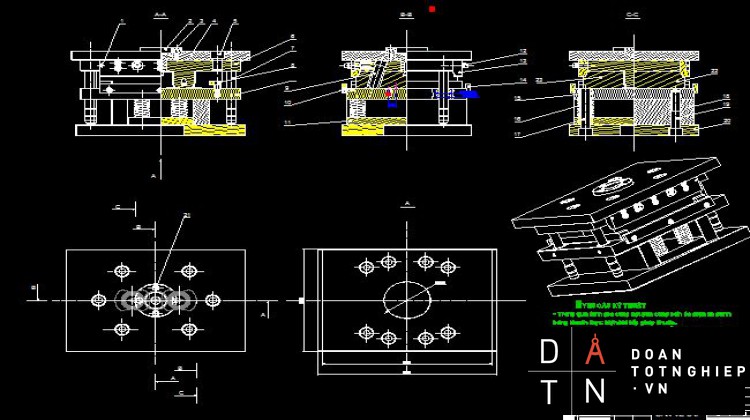
- Thiết kế kênh dẩn nhựa.
- Hệ thống dẩn nhựa làm nhiệm vụ đưa nhựa từ vòi của máy ép phun vào các lòng khuôn. Gồm: cuống phun, kênh dẩn và miệng phun.
- Vòi phun của máy ép tiếp xúc vào cuống phun để đưa nhựa vào kenh dẩn qua miệng phun vào các lòng khuôn.
- Kênh dẩn nhựa nối liền các miệng phun và cuống phun, chúng làm nhiệm vụ đưa nhựa vào lòng khuôn.
- Hệ thống làm nguội khuôn.
- Nhựa lỏng sau khi vào khuôn phải được làm nguôi thật nhanh để định hình sản phẩm. Quyết định đến năng xuất và chất lượng sản phẩm.
- Bố trí hệ thống kênh làm nguội sao cho làm nguội khuôn thật nhanh càng gần lòng khuôn càng tốt nhưng không ảnh hưởng đến khả năng chịu lực của khuôn.
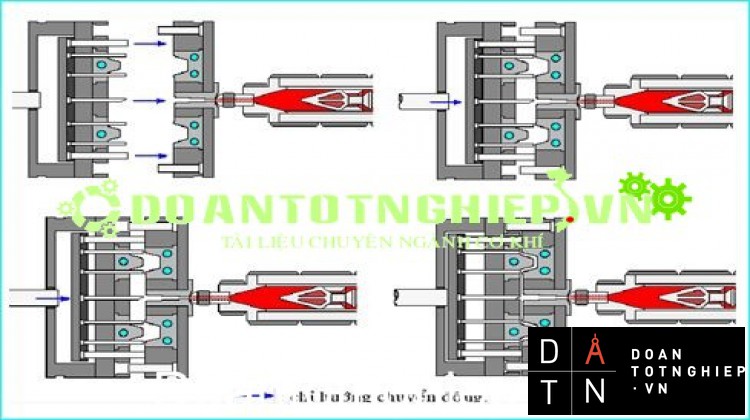
- Các giai đoạn tạo ra sản phẩm bằng công nghệ ép phun.
- Ép phun nhựa là quá trình chuyển hóa nguyên liệu nhựa ở dạng hạt hoặc bột thành dạng lỏng lẻo và được đẩy vào khuôn dưới áp lực nén của máy. Sau đó khuôn được làm nguội, nhựa rắn lại, có hình dạng của lòng khuôn và cuối cùng mở khuôn lấy sản phẩm ra.
- Qúa trình thực hiện ép phun nhựa gồm 4 giai đoạn:
- Giai đoạn 1: Hóa lỏng hạt nhựa.
Khuôn được đóng lại, hạt nhựa nguyên liệu trong phiểu được tải vào buồn nung và hóa dẻo.
- Giai đoạn 2: Phun nhựa.
Chất dẻo lỏng được phun ép vào khuôn. Thông qua các cuống phun, kênh nhựa và miệng phun,nhựa lỏng sẽ được điền đầy vào lòng khuôn. Áp lực phun trong giai đoạn này cần phải được đảm bảo đủ để nhựa lỏng có thể điền đầy khắp lòng khuôn.
- Giai đoạn 3: Làm nguội.
Khuôn được làm nguội, lúc này vẫn duy trì áp lực phun để cho những phần bị co rút trên sản phẩm tiếp tục được điền đầy. Quá trình làm nguội sẽ được kết thúc khi sảm phẩm đông đặc hoàn toàn.
- Giai đoạn 4: Lấy sản phẩm ra.
Mở khuôn, sản phẩm và hệ thống các kênh nhựa sẽ được lấy ra ngoài nhờ các ti đẩy.







