THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT CÀNG GẠT Đại Học Phạm Văn Đồng


NỘI DUNG ĐỒ ÁN
THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT CÀNG GẠT Đại Học Phạm Văn Đồng, đồ án môn học CÀNG GẠT RÃNH XOAY, bài tập lớn công nghệ chế tạo máy CÀNG GẠT RÃNH XOAY
PHẦN 1: PHÂN TÍCH CHI TIẾT GIA CÔNG
- .Phân tích công dụng và điều kiện làm việc
- Càng gạt dùng để thay đổi các quan hệ động học và động lực học của máy bằng cách dịch chuyển tinh tiến ly hợp, bánh răng hay những chi tiết tương tự khác.
2 .Phân tích vật liệu chế tạo chi tiết.
Ưu điểm :vì cng ga.t được chế tạo bằng gang xám nên có độ bền cao,rất bền trong điều kiện làm việc tải trọng tĩnh.
Nhược điểm:kém bền trong điều kiện làm việc tải trọng động,khả năng chịu va đập kém .
Giải thích ký hiệu:GX15-32.
ỈGX:chỉ ký hiệu của gang xám.
Ỉ15:chỉ giới hạn bền kéo của gang xám dk =15 kg/mm2
Ỉ32:chỉ giới hạnbu= 32kg/mm2.
ỈĐộ cứng của bề mặt chi tiết không ghi trên bản vẽ ,do đó độ cứng được lấy trong khoảng HB=163÷229 kg/mm2.
Chọn HB=185 kg/mm2 .
ỈThành phần hoá học cơ bản của gang xám GX15-32 là sắt(Fe),cacbon
(C )trong đó:
ỈCác bon (C ):3.5÷3.7%
ỈPhốt pho (P ):0.3%
Ỉ Lưu huỳnh (S ):0.15%
ỈMan gang (Mn):0.5÷0.8%
ỈSilic (Si):2÷4%
Còn lại là sắt (Fe)
3. Phân tích độ chính xác chi tiết gia công.
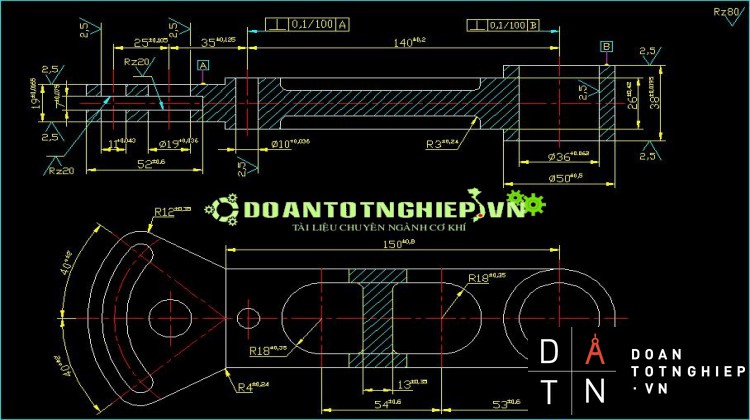
Để gia công càng gạt như bản vẽ chúng ta cần phải đạt các kích thước như sau:
ÆĐộ chính xác về kích thước.
ÆĐộ chính xác về vị trí tương quan.
ÆĐộ chính xác về hình dáng hình học.
ÆĐộ chính xác về cấp độ nhám .
a.Phaân tích veà caùc kích thöôùc coù sai leäch chæ daãn.
ëKích thöôùc : Ø 36+0,039 coù:
DN=36mm
ES=+0.039mm
EI=0
IT=ES-EI=+0.039-0=+0.039mm =+39 Mm
Tra saùch DSLG-KTÑL theo TCVN (2245-99) thì kích thöôùc Ø 36+0,039 ñaït caáp chính xaùc 8,thuoäc heä thoáng loã vaø mieàn dung sai H.
Vaäy kích thöôùc 36+0,039 ñöôïc ghi laïi nhö sau:36H8.
ëKích thöôùc : Ø 10+0,022 coù:
DN=10mm
ES=+0.022mm
EI=0
IT=ES-EI=+0.022-0=+0.022mm =+22 Mm
Tra saùch DSLG-KTÑL theo TCVN (2245-99) thì kích thöôùc Ø 10+0,022 ñaït caáp chính xaùc 8,thuoäc heä thoáng loã vaø mieàn dung sai H.
Vaäy kích thöôùc Ø 10+0,022 ñöôïc ghi laïi nhö sau:10H8.
ëKích thước: Ø19+0.033 có:
Dn=19mm
ES=+0.033mm
EI=0
IT=ES-EI=+0.033-0=+0.033=+33Mm
Tra saùch DSLG-KTÑL theo TCVN (2245-99) thì kích thöôùc Ø 19+0,033 ñaït caáp chính xaùc 8,thuoäc heä thoáng loã vaø mieàn dung sai H.
Vaäy kích thöôùc Ø 19+0,033 ñöôïc ghi laïi nhö sau:19H8.
ë Kích thước: Ø11+0.18 có:
Dn=11mm
ES=+0.18mm
EI=0
IT=ES-EI=+0.18-0=+0.18=+180Mm
Tra saùch DSLG-KTÑL theo TCVN (2245-99) thì kích thöôùc Ø 11+0,18 ñaït caáp chính xaùc 8,thuoäc heä thoáng loã vaø mieàn dung sai H.
Vaäy kích thöôùc Ø 11+0,18 ñöôïc ghi laïi nhö sau:11H12
ë Kích thöôùc 38 ñöôïc xaùc ñònh giöõa hai beà maët ñaõ ñöôïc qua gia coâng tinh neân thuoäc caáp chính xaùc 9.
Tra saùch(DSLG-KTDL) theo TCVN ta coù:
IT = 0.35mm = 62Mm .
PHẦN 2:CHỌN PHÔI, PHƯƠNG PHÁP CHẾ TẠO PHÔI
VÀ XÁC ĐỊNH LƯỢNG DƯ
2.1 Chọn phôi
- Theo phần tính toán ở trên ta xác định được chi tiết được sản xuất theo dạng sản xuất hàng loạt vừa.
- Chi tiết thuộc dạng càng
- Vật liệu chi tiết gia công la gang xám: GX 15-32
Các phương pháp chế tạo phôi:
- Phôi thép thanh: thường dùng để chế tạo con lăn, chi tiế kẹp chặt, các loại trục, xilanh, pitton, bánh răng co đường kính nhỏ…
- Phôi dập: thường dùng để chế tạo trục bánh răng côn, trục bánh răng thẳng, càng, trục khuỷu…
- Phôi rèn tụ do:thường dùng để chế tạo những chi tiết có hình dáng phức tạp, càng, trục khuỷu…
- Phôi đúc: thường được dùng để chế tạo những chi tiết có hình dáng phức tạp, co khối lượng lớn
2.2 Phương pháp chế tạo phôi
- Ta chọn phương pháp chế tạo phôi là đúc khuôn cát mẫu kim loại, làm khuôn bằng máy vì vật liệu chế tạo phôi bằng gang xám và dạng sản xuất là hàng loạt vừa
2.3 Xác định lượng dư gia công
-
Tra bảng 3.4, trang 10, sách bài giảng BTLCNCTM do kích tước lớn nhất của chi tiết là 237mm nên ta có:
- Lượng dư cho bề mặt A và mặt C là 4mm ±0.5
- Lượng dư cho bề mặt B và mặt D là 3mm ±0.5
- Lượng dư cho lỗ Ø30 là 3mm ±0.5
2.4 Hệ số sử dụng của vật liệu
- Ta có khối lượng chi tiết : Mct=1.5(kg)
-
Khối lượng phôi:
- Thể tích đặc lỗ Ø50 V1=h.SF50=45xπx252=2207812.5 (mm3)
- Thể tích rỗng lỗ Ø30 V2=h.SF30= 45xπx152= 31792.5 (mm3)
→ Thể tích của khối Ø50 Va= V1- V2= 2207812.5-31752.5=2176020 (mm3)
- Thể tích hình chữ nhật lớn đặc V3=axbxc=26x(150x.50-( )=169474.6(mm3)
- Thể tích hình chữ nhật nhỏ rỗng: V4=a.b.c=54x36x7=13608(mm3)
- Thể tích R18 rỗng: V5=7xπx182:2=3560.8(mm3)
→ Thể tích khối hình chữ nhật Vb= V3-2V4-4V5 =169474.6-2x13608-4x3560.8
=123931.2(mm3)
- Thể tích mặt C đặc: Vc=26x4283.8=11378.8(mm3)
→ Thể tích phôi: V= Va+Vb+Vc=2176020+123931.2+11378.8=241133(mm3)
=0.2411330(dm3)
- Khối lượng phôi: Mph=2.41133x7.4=1.78(kg)
PHẦN 3: LẬP BẢNG QUY TRÌNH CÔNG NGHỆ GIA CÔNG CƠ
.......................
Phần 4: BIỆN LUẬN QUY TRÌNH CÔNG NGHỆ GIA CÔNG CƠ
- Nguyên công I: Chuẩn bị phôi
- Làm sạch bavia
- Kiểm tra phôi
-
Nguyên công II: Phay thô cùng lúc 2 mặt A và mặt C
- Đạt l1= 42±0.31; l2=23±0.26
- Độ nhám Rz40
-
Chuẩn định vị:
- Vì mặt đáy có diện tích lớn nhất và là bề mặt có kim loại điều nhất nên ta chọn mặt đáy làm chuẩn thô khống chế 3 bậc tự do: tinh tiến theo oz, quay quanh ox, quay quanh oy
- Mặt bên Ø50 ta dùng khối V cố định khống chế 2 bậc tự do: tịnh tiến theo ox, tịnh tiến theo oy
- Mặt bên đối diện mặt Ø50 ta dùng khối V di trượt khống chế 1 bậc tự do: quay quanh oz
-
Tra chế độ cắt:
- Tính chiều dài gia công: Lgc=50+19=69(mm)
-
Chọn bước tiến
- Tra bảng 2.80, trang 199, sách sổ tay gia công cơ ta có
Sz=0.25÷0.35 chọn Sz=0.25
- Tra bảng 2.81, trang 199, sách sổ tay gia công cơ ta có tuổi bền dao
Tp=100
- Xác định vận tốc cắt, tính vòng quay và bước tiến cho bàn máy
Tra bảng 2.84, trang 201, sách sổ tay gia công cơ ta có v=50;
K1=0.7
Tra bảng 2.85, trang 201, sách sổ tay gia công cơ ta có K2=1.1
Tra bảng 2.86, trang 201, sách sổ tay gia công cơ ta có K3=1
- V=50x1x1.1x1=55(mm/ph)
- Tính số vòng quay
n= (vg/ph)
Tra TMT ta chọn n=235(vg/ph)
- V= (mm/ph)
Bước tiến dao: Sm=0,125x14x235=411.25(mm/ph)
Tra TMT ta chọn Sm=475(mm/ph)
Tính công suất Nc:
Nc= E .Zu.K1.K2
Trong đó: E hệ số xác định theo bảng 2.96
v: vận tốc cắt(mm/ph)
K1: h/s phụ thuộc vật liệu gia công
K2: h/s phụ thuộc loại dao và vận tốc cắt
bmax : bề rộng phay lớn nhất
Zu: số răng dao phay.
MỤC LỤC
- Phân tích chi tiết gia công ……………………………………………….. Trang 5
- Phân tích công dụng và điều kiện làm việc………………………………………………..5
- Phân tích vật liệu chế tạo chi tiết……………………………………………………….....5
- Phân tích độ chính xác chi tiết gia công………………………………………………......5
- Phân tích về các kích thước có sai lệch chỉ dẫn…………………………….......5
- Phân tích các kích thước có sai lệch không chỉ dẫn………………………………..8
- Phân tích độ chính xác về vị trí tương quan………………………………………..9
- Phân tích độ chính xác về cấp độ nhám………………………………………..…..9
- Xác định sản lượng năm…………………………………………………………………..9
- Chọn phôi, phương pháp chế tạo và xác định lượng dư ……………..11
- Chọn phôi ……………………………………………………………………………...…11
- Phương pháp chế tạo phôi ……………………………………………………………..…11
- Hệ số sử dụng của vật liệu……………………………………………………………….11
- Xác định lượng dư gia công……………………………………………………………11
- Lập bảng qui trình công nghệ gia công cơ ………………………………..13
- Biện luận qui trình công nghệ gia công cơ ………………………………...14
- Nguyên công I……………………………………………………………………………14
- Nguyên công II………………………………………………………………………….14
- Nguyên công III…………………………………………………………………………...15
- Nguyên công IV…………………………………………………………………………16
- Nguyên công V……………………………………………………………………………17
- Nguyên công VI………………………………………………………………………..…18
- Nguyên công VII…………………………………………………………………………20
- Nguyên công VIII…………………………………………………………………………22
- Nguyên công IX…………………………………………………………………………..25
- Nguyên công X………………………………………………………………………….26
- Nguyên công XI…………………………………………………………………………27
- Nguyên công XII…………………………………………………………………………28
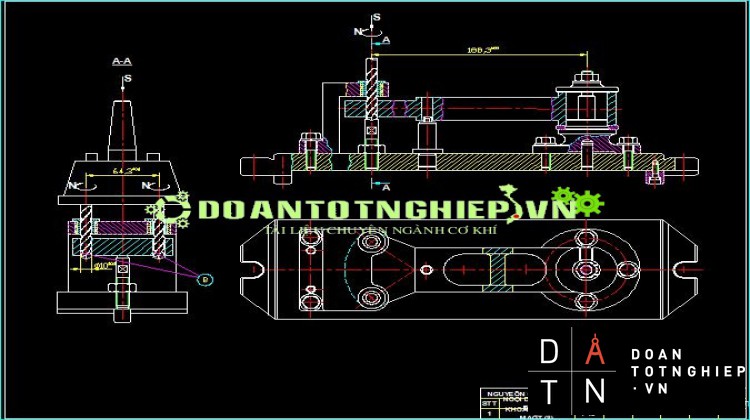
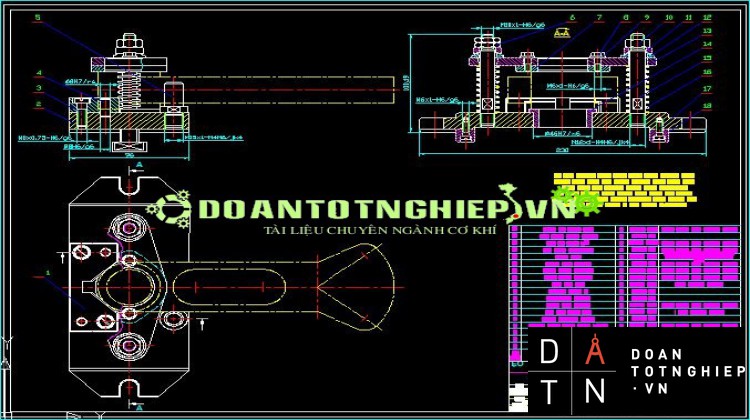
- Thiết kế đồ gá …………………………………………………………………………29
- Thiết kế đồ gá nguyên công VI ……………………………………………….....29
- Phân tích yêu cầu kỹ thuật của nguyên công. ……………………………………..….29
- Phân tích lại phương án định vị và chọn phương án kẹp chặt ……………….…….29
- Chọn chi tiết định vị và tính sai số chẵn ………………………………………....…….29
- Tính lục cắt……………………………………………………………………….......….…29
- Chọn cơ cấu kẹp …………………………………………………………….....…………29
- Tính lực kẹp ……………………………………………………………………......………29
- Hướng dẫn sử dụng, tháo lắp đồ gá khi gia công…………………………………….29
- Cách sử dụng………………………………………………………………...……..29
- Tháo lắp chi tiết……………………………………………………………........…..30
- Thiết kế đồ gá nguyên công VII ………………………………………………….30
- Phân tích yêu cầu kĩ thuật của nguyên công………………………………………......30
- Phân tích lại phương án định vị và chọp phương án kẹp chặt……………..…….....30
- Chọn chi tiết định vị và tính sai số chuẩn………………………………………....……30
- Tính lực cắt…………………………………………………………………………....……30
- Chọn cơ cấu kẹp…………………………………………………………………………..30
- Tính lực kẹp…………………………………………………………………………..…….30
- Hướng dẫn sử dụng, tháo lắp đồ án khi gia công…………………………………………31
- Cách sử dụng………………………………………………………………...……31
- Tháo lắp chi tiết gia công…………………………………………………………31
- Kết luận quá trình công nghệ …………………………………………………...31
Tài Liệu Tham Khảo……………………………………………………...........…………...31







