THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT NẮP BƠM H2 ĐHSPKT HƯNG YÊN



NỘI DUNG ĐỒ ÁN
THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT NẮP BƠM H2 ĐHSPKT HƯNG YÊN
Mục lục
Tiêu đề Trang
Lời nói đầu: 3
1. Phân tích chức năng làm việc của chi tiết 5
2. Phân tích tính công nghệ trong kết cấu của chi tiết 5
3. Xác định dạng sản xuất 6
4. Chọn phương pháp chế tạo phôi 8
5. Lập thứ tự các nguyên công 10
6. Tính lượng dư gia công 17
6.1. Tính lượng dư gia công 17
6.2. Tra lượng dư cho các bề mặt còn lại 20
7. Tính toán và tra chế độ cắt 21
7.1 Tính toán chế độ cắt. 21
7.2 Tra chế độ cắt cho các nguyên công còn lại 24
8. Tính thời gian gia công cơ bản cho các nguyên công 26
9. Tính toán thiết kế đồ gá cho nguyên công 5 34
I. Phân tích sơ đồ gá đặt 34
II. Tính toán chế độ cắt 37
III. Viết phương trình lực kẹp 39
IV. Xác định sai số cho phép của đồ gá 41
V. Yêu cầu kỹ thuật của đồ gá 42
VI. Nguyên lý làm việc của đồ gá 43
VII. Tính sai số chế tạo của đồ gá 44
VIII. Đặt điều kiện kỹ thuật cho đồ gá 45
Tài liệu tham khảo 46
Lời nói đầu
để có được một sản phẩm cơ khí có thể tiêu thụ được trên thị trường, phải qua rất nhiều công đoạn( Khai thác quặng - Luyện kim - Chế tạo phôi - gia công cơ khí lắp ráp - Chạy thử - Bảo quản - Vận chuyển). Trong tất cả các quá trình đó thì quan trọng nhất là quá trình gia công cơ khí. Nó quyết định trực tiếp chất lượng sản phẩm và giá thành của sản phẩm. Với một sản phẩm, có thể tìm ra nhiều phương án để chế tạo. Việc thiết kế qui trình công nghệ gia công chi tiết là nhằm xác định phương pháp và cách thức để đưa một chi tiết từ bản vẽ thiết kế trở thành 1 sản phẩm thực thụ, với điều kiện kỹ thuật đảm bảo theo yêu cầu của bản vẽ chế tạo. Đồng thời chi phí để chế tạo ra sản phẩm phải là thấp nhất có thể.
Đồ án môn học Công nghệ chế tạo máy được coi như là sản phẩm đầu tay của một kỹ sư Công nghệ chế tạo máy. Nó giúp cho em bước đầu làm quen vói công việc thực tế của một kỹ sư, nắm bắt được các kỹ năng khi thiết kế một qui trình công nghệ gia công chi tiết. Qua đồ án này em có điều kiện củng cố lại và nghiên cứu sâu hơn những kiến thức đã học ở các môn học cơ sở và chuyên ngành như:
- Chế tạo phôi .
- Chi tiết máy .
- Nguyên lý cắt kim loại .
- Công nghệ chế tạo máy .
- Đồ gá .
Sau khi hoàn thành đồ án này em sẽ tự tin hơn khi bước vào đồ án tốt nghiệp, là kết quả của thời gian học tập tại trường.
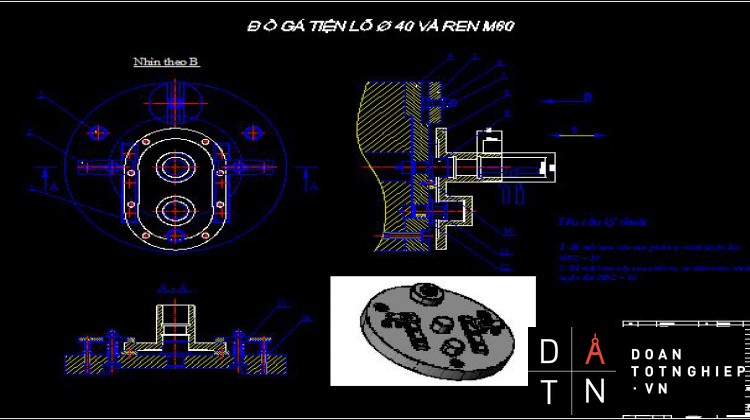
Cơ cấu kẹp phải đảm bảo tạo ra lực kẹp đủ để giữ cho cho tiết không bị lật dưới tác dụng của lực cắt, không phá hỏng bề mặt kẹp chặt và chi tiết không bị tháo lỏng trong quá trình gia công , do đó cơ cấu kẹp phải có tính tự hãm tốt. Vậy ta chọn cơ cấu kẹp bằng ren .
Kết cấu và kích thước cụ thể của thân đồ gá và cơ cấu kẹp được thể hiện cụ thể trên bản vẽ.
.................................................
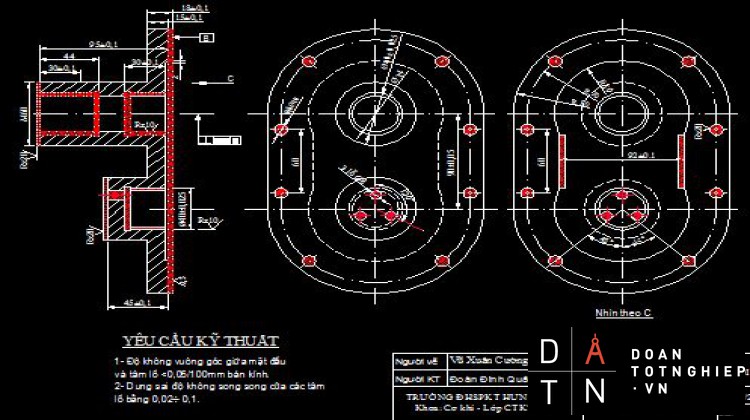
1. Phân tích chức năng làm việc của chi tiết.
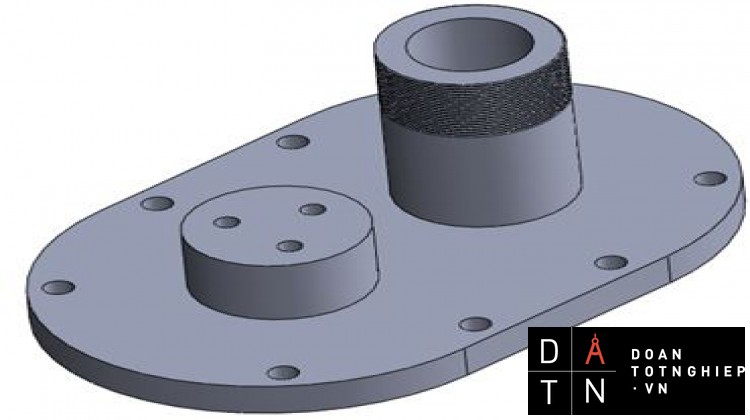
Dựa vào bản vẽ chi tiết ta thấy nắp bơm là chi tiết dạng hộp.
Nắp bơm là bộ phận dùng để lắp vào thân bơm và có thêm bạc đỡ trục bơm. Trong quá trình làm việc trục có chuyển động quay tương đối với bạc. Công suất tổn hao để chống lại ma sát giữa trục và bạc làm cho vùng làm việc có nhiệt độ rất cao, ứng suất nhiệt sinh ra có thể làm cho bạc đỡ bị rạn nứt dẫn đến phá hỏng.
Mặt khác, trong quá trình làm việc có tải trọng dao động. Tải trọng dao động này tác động lên mối lắp ghép giữa lỗ và bạc làm cho mối lắp ghép giữa lỗ và bạc bị phá hỏng, khiến cơ cấu không hoạt động được nữa.
Như vậy khi chế tạo chi tiết cần phải đảm bảo chất lượng của vật liệu gia công đồng đều và phải chịu được ứng suất nhiệt sinh ra. Bề mặt lắp ghép giữa trục và bạc phải gia công đạt độ nhẵn bóng cao để khi lắp ráp lớp nhấp nhô bề mặt bị san phẳng nhỏ đảm bảo cho bạc không bị phá hỏng khi làm việc.
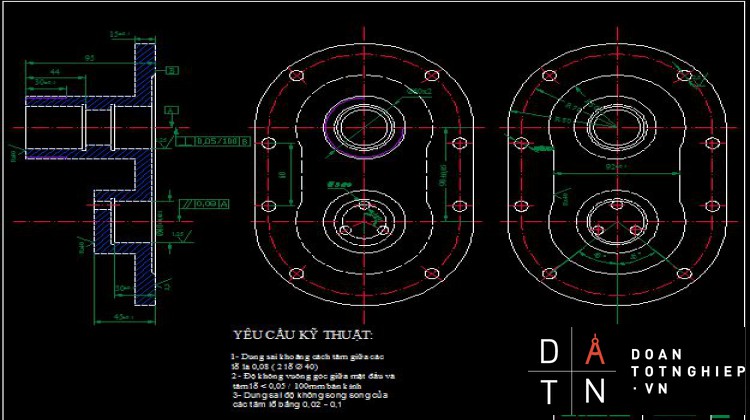
Trên nắp bơm có nhiều mặt phải gia công với độ chính xác khác nhau và cũng có nhiều bề mặt không phải gia công. Bề mặt làm việc chủ yếu là lỗ trụ F40 Cần gia công mặt phẳng B chính xác để làm chuẩn tinh gia công. Đảm bảo kích thước khoảng cách của 2 tâm lỗ F40 là: 90±0,05.
Vật liệu sử dụng là: Hợp kim đồng
2. Phân tích tính công nghệ trong kết cấu của chi tiết.
Chi tiết có dạng hộp do đó ta có thể áp dụng qui trình công nghệ gia công chi tiết dạng hộp để gia công. Bề mặt làm việc chủ yếu là mặt B (yêu cầu độ kín khít).
Xét tính công nghệ của chi tiết dạng hộp ta có thể gia công được bằng nhiều phương pháp. Trên các máy vạn năng, bán tự động, tự động... ở đây với kết cấu của chi tiết đơn giản ta tiến hành gia công trên các máy công cụ vạn năng kết hợp với đồ gá chuyên dùng.
- Các bề mặt đều được thoát dao khi gia công.
- Các lỗ của chi tiết có thể gia công đồng thời trên máy nhiều trục.
- Các bề mặt làm chuẩn đủ diện tích và cứng vững trong khi gia công.
- Với kết cấu và vật liệu chi tiết ta chọn phương pháp đúc.
- Xét về kết cấu vật liệu thống nhất, dễ kiếm, kích thước hợp lý, làm giảm giá thành.

Các bề mặt cần gia công là :
- Phay mặt chuẩn B với độ bóng cao để làm chuẩn tinh cho nguyên công sau.
- Phay mặt đầu 2 khối trụ cao 95 + 0,1 và 45±0,1 qua bước phay thô và phay tinh.
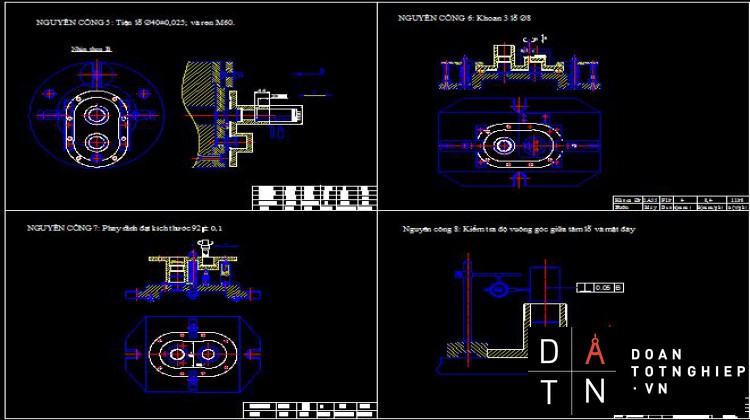
- Tiện 2 lỗ đạt kích thước F40±0,025
- Tiện lỗ đạt kích thước F40 và ren ngoài M60
- Khoan 3 lỗ đạt kích thước F8
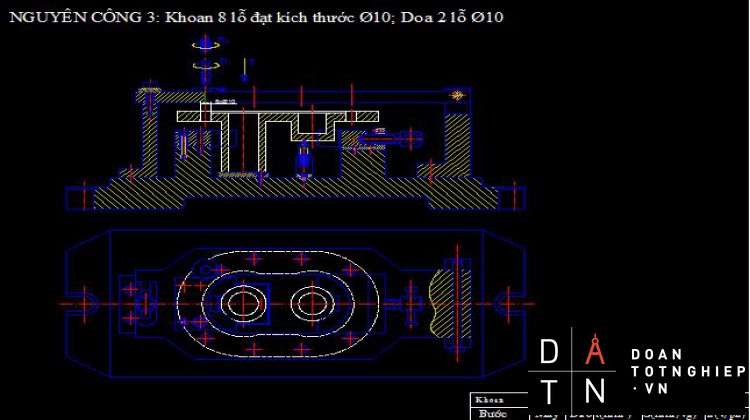
- Khoan, doa 8 lỗ đạt kích thước F10
- Phay rãnh đạt kích thước 92±0,1
- Kiểm tra.
3. Xác định dạng sản xuất.
Dựa vào sản lượng hàng năm và khối lượng của phôi để xác định dạng sản xuất.
Công thức tính sản lượng hàng năm:
Trong đó:
N : Số chi tiết được sản xuất trong 1 năm.
N1: Số sản phẩm được sản xuất trong một năm N1 = 31700 .
m : Số lượng chi tiết như nhau trong một sản phẩm.
a : Số chi tiết phế phẩm (a = 3% đến 6%).
b : Số chi tiết được chế tạo thêm để dự phòng (b = 5% đến 7%).
Trọng lượng chi tiết: Q1 = V.g (kg)
Trong đó: V : Thể tích chi tiết.
........................................................
VII: Tính sai số chế tạo đồ gá
Khi gia công chi tiết sai số gây ra do gá đặt egđ phải được hạn chế
egđ £ [egđ] = d/3
Trong đó :
[egđ] : sai số gá đặt cho phép
d : Dung sai chế tạo chi tiết
Các thành phần của sai số chế tạo :
- Sai số gá đặt cho phép [egd]
Kích thước cần đạt là : 40 ± 0,025 Þ d = 40 mm .
Þ[egd] = 40/3 = 13,33 mm .
- Sai số kẹp chặt ek
Tra bảng 1 (T20)[5] ta có:
C = 0,776 + 0,053F + 0,016Rz - 0,0045HB
n = 0,6
a = 00
F : diện tích mặt tỳ cm2 .
Þ F = 2.(12.98).10-3 = 23,52 cm2 .
Rz = 10 mm : Độ nhám bề mặt .
HB = 190 .
QTB : áp suất trên mặt tiếp xúc QTB = 39,2 Kg/cm2 .
Lấy K = 1,3 (Kẹp bằng tay trong điều kiện dễ dàng)
- Sai số lắp đặt eld
Thông thường eld = 0,01 = 10mm
- Sai số do mòn em
b = 0,3 : Hệ số phụ thuộc điều kiện tiếp xúc (đối với phiến tỳ)
N: Số lần gá dặt chi tiết lên đồ gá. Sau khi gia công được 4000 sản phẩm , ta tiến hành thay đồ định vị Þ N = 4000 .
- Sai số chuẩn ec : Từ sơ đồ gá đặt ta thấy gốc kích thước trùng với chuẩn định vị do đó ta có ec = 0 .
Vậy sai số chế tạo cho phép của đồ gá là:
VIII: Đặt điều kiện kỹ thuật cho đồ gá .
- Độ không vuông góc cho phép giữa bề mặt làm việc của hai phiến tỳ và mặt đáy của đồ gá là : 0,025 mm .
- Độ không song song cho phép giữa tâm các chốt gá vói mặt đáy của đồ gá là : 0,025 mm .
- Độ không vuông góc cho phép giữa tâm của bạc dẫn hướng và mặt đáy của đồ gá là : 0,025 mm .
- Dung sai khoảng cách từ mặt làm việc của các phiến tỳ đến tâm bạc dẫn hướng là : 0,025 mm .
Tài liệu tham khảo
1. Hướng dẫn thiết kế đồ án môn học Công nghệ chế tạo máy .
Pgs. Ts: Nguyễn Đắc Lộc
Lưu Văn Nhang
2. Sổ tay Công nghệ chế tạo máy Tập 1.
Nhà xuất bản khoa học kỹ thuật Hà Nội – 1999 .
3. Sổ tay Công nghệ chế tạo máy Tập 2.
Nhà xuất bản khoa học kỹ thuật Hà Nội – 2000 .
4. Sổ tay thiết kế Công nghệ chế tạo máy – 1970 .
5. Tính và thiết kế đồ gá .
Đặng vũ Giao .
6. Đồ gá cơ khí hoá và tự động hoá .
Pgs. Pts Lê Văn Tiến .
Pgs. Ts.Trần Văn Địch .
Pts.Trần Xuân Việt .
TÀI LIỆU THAM KHẢO THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT NẮP BƠM H2 ĐHSPKT HƯNG YÊN
1] : Thiết kế đồ án công nghệ chế tạo máy
[2] : Sổ tay công nghệ chế tạo máy tập 1 (bộ 3 tập)
[3] : Sổ tay công nghệ chế tạo máy tập 2 (bộ 3 tập)
[4] : Sổ tay công nghệ chế tạo máy tập 2 (bộ 3 tập)
[5] : Sổ tay nhiệt luyện
[6] : Công nghệ chế tạo máy tập 1
[7] : Sổ tay công nghệ chế tạo máy tập 1 (bộ 7 tập)
[8] : Sổ tay công nghệ chế tạo máy toàn tập (trường ĐHBK










