CHUẨN VÀ GÁ ĐẶT CHI TIẾT là gì ? Câu hỏi Công Nghệ Chế Tạo Máy
NỘI DUNG ĐỒ ÁN
CHƯƠNG VI
CHUẨN VÀ GÁ ĐẶT CHI TÍẾT
6.1 - ĐỊNH NGHĨA VÀ PHÂN LOẠI :
6.1.1- Định Nghĩa :
Mỗi chi tiết khi được gia công cơ thường có các dạng bề mặt sau:
- Bề mặt gia công.
- Bề mặt dùng để định vị.
- Bề mặt dùng để kẹp chặt.
- Bề mặt dùng để đo lường.
- Bề mặt không gia công.
Trong thực tế, có thể có một bề mặt làm nhiều nhiệm vụ khác nhau như vừa dùng để định vị, vừa dùng để kẹp chặt hay kiểm tra.
Để xác định vị trí tương quan giữa các bề mặt của một chi tiết hay giữa các chi tiết khác nhau, người ta đưa ra khái niệm về chuẩn va định nghĩa như sau:
“Chuẩn là tập hợp của những bề mặt, đường hoặc điểm của một chi tiết mà căn cứ vào đó người ta xác định vị trí tương quan của các bề mặt, đường hoặc điểm khác của bản thân chi tiết đó hoặc của chi tiết khác”.
Như vậy, chuẩn có thể là một hay nhiều bề mặt, đường hoặc điểm. Vị trí tương quan của các bề mặt, đường hoặc điểm được xác định trong quá trình thiết kế hoặc gia công cơ, lắp ráp hoặc đo lường.
Việc xác định chuẩn ở một nguyên công gia công cơ chính là việc xác định vị trí tương quan giữa dụng cụ cắt và bề mặt cần gia công của chi tiết để đảm bảo những yêu cầu kỹ thuật và kinh tế của nguyên công đó.
6.1.2- Phân Loại :
Một cách tổng quát, ta có thể phân loại chuẩn trong Chế tạo máy thành các loại như sau:
a) Chuẩn thiết kế :
Chuẩn thiết kế là chuẩn được dùng trong quá trình thiết kế. Chuẩn này được hình thành khi lập các chuỗi kích thước trong quá trình thiết kế.
Chuẩn thiết kế có thể là chuẩn thực hay chuẩn ảo.
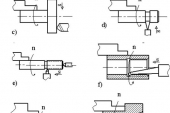
Chuẩn thực như mặt A (hình 6.1a) dùng để xác định kích thước các bậc của trục. Chuẩn ảo như điểm O (hình 6.1b) là đỉnh hình nón của mặt lăn bánh răng côn dùng để xác định góc côn α.
Hình 6.1: chuẩn thiết kế
b) Chuẩn công nghệ :
Chuẩn công nghệ được chia ra thành: Chuẩn gia công, chuẩn lắp ráp và chuẩn kiểm tra.
- Chuẩn gia công dùng để xác định vị trí của những bề mặt, đường hoặc điểm của chi tiết trong quá trình gia công cơ. Chuẩn này bao giờ cũng là chuẩn thực.
Hình 6.2 : Chuẩn gia công
- Nếu gá đặt để gia công theo phương pháp tự động đạt kích thước cho cả loạt chi tiết máy thì mặt A làm cả hai nhiệm vụ tỳ và định vị (hình 6.2a).
- Nếu rà gá từng chi tiết theo đường vạch dấu B thì mặt A chỉ làm nhiệm vụ tỳ, còn chuẩn định vị là đường vạch dấu B (hình 6.2b). Như vậy, chuẩn gia công có thể trùng hoặc không trùng với mặt tỳ của chi tiết lên đồ gá hoặc lên bàn máy.
Chuẩn gia công còn được chia ra thành chuẩn thô và chuẩn tinh:
- Chuẩn thô là những bề mặt dùng làm chuẩn chưa qua gia công. Hầu hết các trường hợp thì chuẩn thô là những yếu tố hình học thực của phôi chưa gia công; chỉ trong trường hợp phôi đưa vào xưởng đã ở dạng gia công sơ bộ thì chuẩn thô mới là những bề mặt gia công, trường hợp này thường gặp trong sản xuất máy hạng nặng.
- Chuẩn tinh là những bề mặt dùng làm chuẩn đã qua gia công. Nếu chuẩn tinh còn được dùng trong quá trình lắp ráp thì gọi là chuẩn tinh chính, còn chuẩn tinh không được dùng trong quá trình lắp ráp thì gọi là chuẩn tinh phụ.
Hình 6.3: Chuẩn tinh chính và chuẩn tinh phụ
Ví dụ:
- Khi gia công bánh răng, người ta thường dùng mặt lỗ A để định vị. Mặt lỗ này sau đó sẽ được dùng để lắp ghép với trục. Vậy, lỗ A được gọi là chuẩn tinh chính (hình 6.3a).
- Các chi tiết trục thường có 2 lỗ tâm ở hai đầu. Hai lỗ tâm này được dùng làm chuẩn để gia công trục, nhưng về sau sẽ không tham gia vào lắp ghép, do vậy đây là chuẩn tinh phụ (hình 6.3b).
c) Chuẩn lắp ráplà chuẩn dùng để xác định vị trí tương quan của các chi tiết khác nhau của một bộ phận máy trong quá trình lắp ráp.
Chuẩn lắp ráp có thể trùng với mặt tỳ lắp ráp và cũng có thể không.
d) Chuẩn kiểm tra(hay chuẩn đo lường) là chuẩn căn cứ vào đó để tiến hành đo hay kiểm tra kích thước về vị trí giữa các yếu tố hình học của chi tiết máy.
Ví dụ: Khi kiểm tra độ không đồng tâm của các bậc trên một trục, người ta thường dùng hai lỗ tâm của trục làm chuẩn, chuẩn này được gọi là chuẩn kiểm tra.
Chú Ý: trong thực tế, chuẩn thiết kế, chuẩn công nghệ (chuẩn gia công, chuẩn kiểm tra, chuẩn lắp ráp) có thể trùng hoặc không trùng nhau. Do vậy, trong quá trình thiết kế, việc chọn chuẩn thiết kế trùng chuẩn công nghệ là tối ưu vì lúc đó mới sử dụng được toàn bộ miền dung sai; nếu không thõa mãn điều trên thì ta chỉ sử dụng được một phần của trường dung sai.
Ví dụ: Khi gia công piston, yêu cầu phải đảm bảo kích thước H1 để đảm bảo tỷ số nén cho động cơ. Chuẩn thiết kế là mặt M. Ta phải chọn chuẩn gia công là M, lúc đó mới sử dụng được hết dung sai của H1; còn nếu chọn chuẩn gia công là N thì phải gia công H2 để đạt được H1 thông qua kích thước H. Như vậy thì H1 sẽ là khâu khép kín, dung sai nó sẽ là tổng dung sai các khâu thanh phần H và H2, vì thế gia công H2 sẽ rất khó để đảm bảo dung sai của H1.
Hình 6.4: Chuẩn định vị trùng với chuẩn kích thước
6.2 - QUÁ TRÌNH GÁ ĐẶT CHI TIẾT KHI GIA CÔNG:
6.2.1 - Khái Niệm Về Quá Trình Gá Đặt Chi Tiết Gia Công:
Gá đặt chi tiết bao gồm hai quá trình: định vị chi tiết và kẹp chặt chi tiết.
a) Định vị là sự xác định vị trí tương quan của chi tiết so với dụng cụ cắt trước khi gia công.
b) Quá trình kẹp chặt chi tiết là quá trình cố định vị trí của chi tiết sau khi đã định vị để chống lại tác dụng của ngoại lực (chủ yếu là lực cắt) trong quá trình gia công làm cho chi tiết không được xê dịch và rời khỏi vị trí đã được định vị.
Ví dụ: khi gá đặt chi tiết trên mâm cặp 3 chấu tự định tâm. Sau khi đưa chi tiết lên mâm cặp, vặn cho các chấu cặp tiến vào cho đến khi tâm chi tiết trùng với tâm trục chính của máy, đó là quá trình định vị. Sau đó tiếp tục vặn cho các chấu tiến vào kẹp chặt chi tiết, đ ể chi tiết sẽ không bị dịch chuyển trong quá trình gia công sau đó. Đó là quá trình kẹp chặt.
Cần lưu ý rằng quá trình gá đặt bao giờ cũng được thực hiện theo trình tự sau: Quá trình định vị rồi đến quá trình kẹp chặt. Không bao giờ làm ngược lại.
6.2.2 - Các Phương Pháp Gá Đặt Chi Tiết Gia Công:
a) Phương pháp rà gá:
Một trong những phương pháp gá đặt đó là rà gá, có thể chia ra hai trường hợp đó là rà trực tiếp trên máy ( hình 6.5a) hoặc theo dấu đã vạch sẵn (hình 6.5b).
Hình 6.5: Các phương pháp rà gá.
Để thực hiện phương pháp rà gá người ta sử dụng một số dụng cụ như bàn máy hoặc mũi rà, đồng hồ so, hệ thống đo quang học để xác định vị trí của chi tiết so với máy hoặc với dụng cụ cắt.
Hình a là cách rà trực tiếp trên máy, chi tiết là một bạc lệch tâm do tạo phôi sai, để tận dụng phôi người ta gá lên mâm cặp 4 chấu rồi rà theo mặt A để đảm bảo tâm của lỗ bạc trùng với tâm trục chính của máy, bằng cách điều chỉnh các chấu cặp của mâm cặp. trong trường hợp này mặt A đóng vai trò là chuẩn rà định vị.
Ở hình 6.5b là cách rà gá theo dấu vạch sẵn. trước khi phay người ta rà sao cho quỹ đạo chuyển động của lưỡi dao phay trùng với đường vạch dấu B bằng cách kê ở mặt A, trong trường hợp này vạch dấu B đóng vai trò định vị:
Ưu điểm của phương pháp rà gá:
- Có thể đạt được độ chính xác nhất nhờ ra gá( độ chính xác ở đây phụ thuộc vào tay nghề của công nhân).
- Có thể loại trừ được ảnh hưởng ro mòm dao đến độ chính xác gia công.
- Có thể tận dụng được một số phôi có sai số chế tạo lớn.
- Không cần đồ gá phức tạp.
Nhược điểm của phương pháp này là:
- Độ chính xác thấp.
- Chất lượng phụ thuộc nhiều vào tay nghề người thợ.
- Năng xuất thấp.
Phương pháp này thường được sử dụng trong sản xuất đơn chiếc và loạt nhỏ trong sửa chữa và chế tạo thử.
b) Phương pháp tự động đạt kích thước:
Trong sản xuất hàng loạt và hàng khối để đảm bảo chất lượng và năng suất khi gia công người ta dùng phương pháp tự động đạt kích thước. theo phương pháp này sự xác định vị trí tương quan giữa chi tiết, máy và dụng cụ cắt thông qua các cơ cấu định vị của đồ gá.
Ví dụ trước khi phay chi tiết được định vị bởi mặt A để đảm bảo kích thước H khi gia công được định vị bởi mặt B để đảm bảo kích thước a. do đó khi gia công cả loạt phôi( trong 1 lần điều chỉnh dao) nếu như độ mòn của 2 mặt dao nhỏ hơn dung sai cho phép thì các kích thước H và a trong loạt gia công này đều đạt yêu cầu.
Ưu điểm của phương pháp tự động đạt kích thước:
- Độ chính xác gia công ít phụ thuộc vào tay nghề của người công nhân do đó có khả năng đạt đọ chính xác cao.
- Thời gian gia công nhanh hơn do đó nâng cao năng suất hạ giá thành.
Nhược điểm là:
- Số lượng chi tiết gia công trong loạt phải đủ lớn( để giảm thời gian thay đổi chế tạo đồ gá, dụng cụ cắt dụng cụ đo chuyên dùng cũng như thời gian điều chỉnh máy…).
- Không tận dụn được một số phôi có dung sai quá lớn do quá trình chế tạo phôi gây ra.
- Cần lưu ý rằng nếu dụng cụ cắt mòn nhanh trong quá trình gia công làm cho thời gian giữa 2 lần điều chỉnh máy ngắn lại, làm giảm độ chính xác gia công và làm tăng chi phí gia công.
6.3 – NGUYÊN TẮC 6 ĐIỂM ĐỊNH VỊ CHI TIẾT :
6.3.1 - Khái Niệm Về Bậc Tự Do Của Một Vật Rắn Tuyệt Đối:
Bậc tự do theo một phương nào đó của một vật rắn tuyệt đối là khả năng di chuyển của vật rắn theo phương đó mà không bị bởi bất kỳ một cản trở nào trong phạm vi ta đang xét.
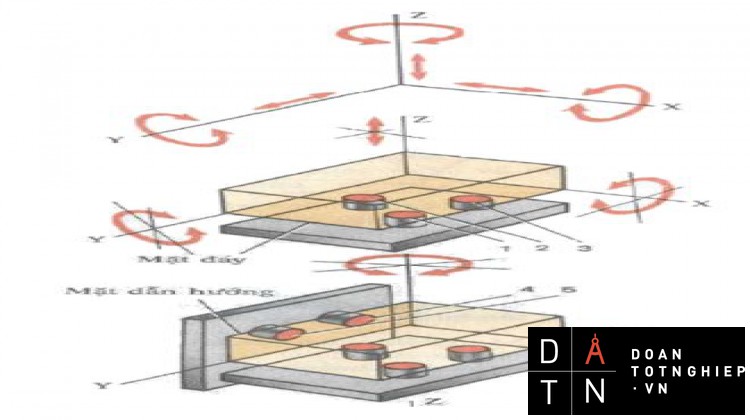
Một vật rắn tuyệt đối trong không gian có 6 bậc tự do chuyển động. Khi ta đặt nó vào trong hệ tọa độ Đề các, 6 bậc tự do đó là: 3 bậc tịnh tiến dọc trục T(Ox), T(Oy), T(Oz) và 3 bậc quay quanh trục Q(Ox), Q(Oy), Q(Oz).
Hình bên là sơ đồ xác định vị trí của một vật rắn tuyệt đối trong hệ toạ độ Đềcác.
- Điểm 1 khống chế bậc tịnh tiến theo Oz
- Điểm 2 khống chế bậc quay quanh Oy.
- Điểm 3 khống chế bậc quay quanh Ox.
- Điểm 4 khống chế bậc tịnh tiến theo Ox
- Điểm 5 khống chế bậc quay quanh Oz.
- Điểm 6 khống chế bậc tịnh tiến theo Oy
Người ta dùng nguyên tắc 6 điểm này để định vị các chi tiết khi gia công.
Hình 6.7: Nnguyên tắc 6 điểm định vị
Chú ý:
- Mỗi một mặt phẳng bất kỳ đều có khả năng khống chế 3 bậc tự do nhưng không thể sử dụng trong một chi tiết có 2 mặt phẳng cùng khống chế 3 bậc tự do.
- Trong quá trình gia công, chi tiết được định vị không cần thiết phải luôn đủ 6 bậc tự do mà chỉ cần những bậc tự do cần thiết theo yêu cầu của nguyên công đó.
- Số bậc tự do khống chế không lớn hơn 6, nếu có 1 bậc tự do nào đó được khống chế quá 1 lần thì gọi là siêu định vị. Siêu định vị sẽ làm cho phôi gia công bị kênh hoặc lệch, không đảm bảo được vị trí chính xác, gây ra sai số gá đặt phôi, ảnh hưởng đến độ chính xác gia công. Do đó, trong quá trình gia công không được để xảy ra hiện tượng siêu định vị.
- Không được khống chế thiếu bậc tự do cần thiết, nhưng cho phép khống chế lớn hơn số bậc tự do cần thiết để có thể dễ dàng hơn cho quá trình định vị gá đặt.
- Số bậc tự do cần hạn chế phụ thuộc vào yêu cầu gia công ở từng bước công nghệ, vào kích thước bề mặt chuẩn, vào mối lắp ghép giữa bề mặt chuẩn của phôi với bề mặt làm việc của cơ cấu định vị phôi.
Hình 6.8: Một số điểm định vị thường gặp
a) siêu định vị. b) định vị đúng.
6.3.2 – Ví Dụ Minh Họa Về Khả Năng Khống Chế Của Các Chi Tiết Định Vị:
+ Dưới đây là một sô ví dụ về các chi tiết định vị:
- Mặt phẳng tương đương 3 điểm (khống chế 3 bậc tự do).
- Đường thẳng tương đương 2 điểm (khống chế 2 bậc tự do).
- Khối V dài tương đương 4 điểm (khống chế 4 bậc tự do).
- Khối V ngắn tương đương 2 điểm (khống chế 2 bậc tự do).
- Chốt trụ dài tương đương 4 điểm ( khống chế 4 bậc tự do).
- Chốt trụ ngắn tương đương 2 điểm (khống chế 2 bậc tự do).
- Chốt trám tương đương 1 điểm (khống chế 1 bậc tự do).
- Hai mũi tâm tương đương 5 điểm (khống chế 5 bậc tự do).
- Mâm cặp 3 chấu tự định tâm tương đương 4 điểm ( khống chế 4 bậc tự do).
Hình 6.9: Định vị bằng 2 mũi tâm khống chế 5 bậc tự do
Hình 6.10: Mâm cặp 3 chấu tự định tâm khống chế 4 bậc tự do.
Trường hợp siêu định vị: khi một bậc tự do được khống chế quá 1 lần thì gọi là siêu định, trong quá trình định vị chi tiết không cho phép xảy ra quá trình siêu định vị.
Ví dụ ở hình 6.11a nếu chi tiết được định vị bằng mặt A với chốt trụ dài khống chế 4 bậc tự do, và mặt phẳng B với 3 bậc tự do thì trường hợp này là siêu định vị và khi đó sảy ra 2 trường hợp.
- Chi tiết bị nghiêng, mặt B của chi tiết không tiếp xúc với mặt phẳng chốt tỳ hình b.
- Chốt định vị có thể bị bẻ nghiêng để mặt B của chi tiết có thể tiếp xúc với mặt phẳng của chốt tỳ hình c.
Cần lưu ý rằng chi tiết bị khống chế quá 6 bậc tự do cũng là một trường hợp của siêu định vị. cho nên khi định vị chi tiết , số bậc tự do được khống chế tối đa là 6 bậc tự do.
6.4 – CÁC NGUYÊN TẮC CHỌN CHUẨN :
Khi chọn chuẩn để gia công, ta phải xác định chuẩn cho nguyên công đầu tiên và chuẩn cho nguyên công tiếp theo. Thông thường, chuẩn dùng cho nguyên công đầu tiên là chuẩn thô, còn chuẩn dùng trong các nguyên công tiếp theo là chuẩn tinh.
Mục đích của việc chọn chuẩn là để bảo đảm :
- Chất lượng của chi tiết trong quá trình gia công.
- Nâng cao năng suất và giảm giá thành.
Dưới đây là một số điểm cần tuân thủ khi chọn chuẩn:
6.4.1 - Nguyên Tắc Chọn Chuẩn Thô :
Chuẩn thô thường được dùng trong ở nguyên công đầu tiên trong quá trình gia công cơ. Việc chọn chuẩn thô có ý nghĩa quyết định đối với quá trình công nghệ, nó có ảnh hưởng đến các nguyên công tiếp theo và độ chính xác gia công của chi tiết.
+ Khi chọn chuẩn thô phải chú ý hai yêu cầu:
- Phân phối đủ lượng dư cho các bề mặt gia công.
- Bảo đảm độ chính xác cần thiết về vị trí tương quan giữa các bề mặt không gia công và các bề mặt được gia công.
- Dựa vào các yêu cầu trên, người ta đưa ra 5 nguyên tắc khi chọn chuẩn thô:
1) Nếu chi tiết gia công có một bề mặt không gia công thì nên chọn bề mặt đó làm chuẩn thô, vì như vậy sẽ làm cho sự thay đổi vị trí tương quan giữa bề mặt gia công và bề mặt không gia công là nhỏ nhất.
Ví dụ: Hình bên là chi tiết có các bề mặt B, C, D được gia công, duy nhất chỉ có bề mặt A là không gia công. Ta chọn bề mặt A làm chuẩn thô để gia công các mặt B, C, D để đảm bảo độ đồng tâm với A.
Hinh 6.11: Chọn chuẩn thô là mặt không gia công
2) Nếu có một số bề mặt không gia công thì nên chọn bề mặt không gia công nào có yêu cầu độ chính xác về vị trí tương quan cao nhất đối với các bề mặt gia công làm chuẩn thô.
Hình 6.12: chuẩn thô A là mặt không gia công có yêu cầu
về độ chính xác vị trí tương quan cao nhất
Ví dụ: Khi gia công lỗ biên, nên lấy mặt A lam chuẩn thô để đảm bảo lỗ có bề day đều nhau vì yêu cầu về vị trí tương quan giữa tâm lỗ với mặt A cao hơn đối với mặt B.
3) Nếu tất cả các bề mặt phải gia công, nên chọn mặt nào có lượng dư nhỏvà đều làm chuẩn thô.
Ví dụ khi gia công băng máy tiện nên chọn mặt B làm chuẩn thô để gia công mặt A, sau đó lấy mặt A làm chuẩn để gia công lại mặt B, vì khi đúc mặt B nằm ở nửa mặt khuôn dưới có cấu trúc kim loại tốt hơn mặt A và do đó có khả năng chống mòn tốt hơn.
4) Cố gắng chọn bề mặt làm chuẩn thô tương đối bằng phẳng, không có bavia,đậu ngót, đậu rót hoặc quá gồ ghề.
5) Chuẩn thô chỉ nên dùng một lần trong cả quá trình gia công.
Ví dụ: Từ phôi thép cán ban đầu, để gia công được DA, DB, DC ta có thể chọn chuẩn thô như sau:
Hình 6.13: chọn chuẩn thô khi gia công trục bậc
- Nguyên công 1: Gá phôi lên mâm cặp máy tiện bằng mặt M, gia công DC.
- Nguyên công 2: Trở đầu, gá phôi lên mâm cặp bằng mặt M, gia công DA.
Lúc này trục gia công ra sẽ có độ không đồng tâm giữa DC va DA vì đã dùng chuẩn thô cho hai nguyên công.
Để đảm bảo gia công chính xác, ta phải làm như sau:
- Nguyên công 1: Gá phôi lên mâm cặp máy tiện bằng mặt M, tiện một đoạn ngắn trên mặt ngoài, khoả đầu, khoan tâm đầu C, gia công DC.
- Nguyên công 2: Chọn chuẩn tinh là một đoạn bề mặt ngoài vừa tiện ở nguyên công 1, khoả đầu, khoan tâm đầu A, gia công DA.
- Nguyên công 3: Gá đầu DA (hoặc DC) lên mâm cặp, đầu kia chống tâm để gia công tiếp mặt DB.
6.4.2 - Nguyên Tắc Chọn Chuẩn Tinh :
Khi chọn chuẩn tinh, người ta cũng đưa ra 5 nguyên tắc sau:
1) Cố gắng chọn chuẩn tinh là chuẩn tinh chính, khi đó chi tiết lúc gia công sẽ có vị trí tương tự lúc làm việc. Vấn đề này rất quan trọng khi gia công tinh.
Ví dụ: Khi gia công răng của bánh răng, chuẩn tinh được chọn là bề mặt lỗ của bánh răng, chuẩn tinh này cũng là chuẩn tinh chính vì sau này nó sẽ được lắp với trục.
2) Cố gắng chọn chuẩn định vị trùng với gốc kích thước để sai số chuẩn bằng 0.
3) Chọn chuẩn sao cho khi gia công, chi tiết không bị biến dạng do lực cắt, lực kẹp. Mặt chuẩn phải đủ diện tích định vị.
Hình 6.14: sơ đồ kẹp chặt chi tiết khi gia công lỗ biên
4) Chọn chuẩn sao cho kết cấu đồ gá đơn giản và thuận tiện khi sử dụng.
5) Cố gắng chọn chuẩn thống nhất, tức là trong nhiều lần cũng chỉ dùng một chuẩn để thực hiện các nguyên công của cả quá trình công nghệ, vì khi thay đổi chuẩn sẽ sinh ra sai số tích lũy ở những lần gá sau.
Ví dụ:
Khi gia công các mặt của một vỏ hộp (hình 6.15), có thể so sánh hai trường hợp chọn chuẩn thống nhất và chọn chuẩn không thống nhất khi tính sai số chuẩn cho các kích thước a, b, h để thấy rằng khi chọn chuẩn thống nhất thì sai số chuẩn sẽ nhỏ hơn (bảng 6.1).
1) Tính sai số chuẩn cho các kích thước a, b, h khi gia công trong trường hợp chọn chuẩn không thống nhất (hinh 6.15).
- Khi gia công để đạt kích thước a (hình 6.15a) chuẩn định vị là mặt đáy (3 điểm) và mặt K (2 điểm), và kẹp chặt từ mặt L bằng lực kẹp W. Khi đó sai số chuẩn của kích thước a là:
- Khi gia công để đạt kích thước b (hình 6.15b ) chuẩn định vị là mặt đáy (3 điểm) và mặt L (2 điểm), và kẹp chặt từ mặt K bằng lực kẹp W. Chú ý, ở đây đã đổi chuẩn từ mặt K sang mặt L. Khi đó sai số chuẩn của kích thước b là:
Hình 6.15: Sơ đồ định vị khi gia công vỏ hộp trong trường hợp
chọn chuẩn không thống nhất
- Khi gia công để đạt kích thước h (hình 6.15c), chuẩn định vị cũng giống như trường hợp gia công kích thước b. Khi đó sai số chuẩn kích thước h là:
2) Tính sai số chuẩn cho các kích thước a, b, h khi gia công trong trường hợp chọn chuẩn thống nhất (hình 6.16)
Để gia công các kích thước a, b, h cần chọn chuẩn thống nhất là mặt đáy (3 điểm) một chốt trụ ngắn (2 điểm) và một chốt tram (1 điểm) như trên sơ đồ hình và sai số chuẩn của các kích thước a, b, h là:
- Sai số chuẩn của kích thước a:
- Sai số chuẩn của kích thước b:
- Sai số chuẩn của kích thước h:
Hình 6.16: Chọn chuẩn thống nhất khi gia công các kích thước a, b, h
Bảng 6.1 – So sánh sai số chuẩn của các kích thước a, b, h trong 2 trường hợp chọn chuẩn thống nhất và chọn chuẩn không thống nhất
|
Khi chọn chuẩn thống nhất |
Khi chọn chuẩn không thống nhất |
Bảng 6.1 là sự so sánh sai số chuẩn của các kích thước a, b, h trong 2 trường hợp chọn chuẩn thống nhất và chọn chuẩn không thống nhất.
Cần lưu ý rằng khi định vị bằng chốt ( trong trường hợp chọn chuẩn thống nhất) thì sai số kích thước A’ nhỏ hơn sai số kích thước A, có nghĩa là . Vì vậy so sánh kết quả trên ta có thể thấy:
Điều đó cho thấy, khi chọn chuẩn thống nhất thì sai số chuẩn sẽ nhỏ hơn khi chọn chuẩn không thống nhất
6.5 – XÁC ĐỊNH CHUẨN TRÊN MÁY ĐIỀU KHIỂN SỐ:
Việc xác định chuẩn trên máy điều khiển số CNC chính là việc xác định vị trí tương quan giữa máy, dụng cụ cắt và chi tiết gia công thông qua các điểm chuẩn gốc và các điểm có liên quan.
6.5.1 - Điểm Zero Và Các Điểm Liên Quan:
Ở mỗi máy điều khiển số cần phải xác định điểm không và các điểm liên quan, mà căn cứ vào đó để tiến dao cũng như xác định kích thước của chi tiết.
1) Điểm không của máy.
Đó là điểm cố định trên bàn máy, do nhà chế tạo quy định và không được thay đổi. nó là cơ sở để xác định điểm khác, vị trí chính xác của điểm M sẽ được hướng dẫn rõ trong hướng dẫn sử dụng máy, xong người ta không nhất thiết phải biết.
2) Điểm gốc:
Đây là một điểm nằm trong vùng làm việc của máy, được xác định chính xác nhờ các cữ hành trình. Vị trí tương quan đối với điểm M và điểm R luôn luôn xác định. Thay cho điểm M trong quá trình làm việc hệ thống đo và bộ điều khiển luôn lấy điểm R làm gốc kích thước. vai trò của R tương tự như của cột cây số trên đường.sau khi mở máy hay khi có sự cố xảy ra phải cho máy chuẩn lại vị trí R.
3) Điểm không của chi tiết W:
W là gốc để xác định các kích thước trên chi tiết gia công. Muốn gia công kích thước đạt yêu cầu, vị trí của w so với M (hay R) phải luôn luôn xác định. Việc làm này phải tiến hành ngay khi gá đặt phôi lên máy. Thông thường điểm w có vị trí như trên hình 5.35 điều đó làm cho việc đo kích thước dễ dàng, đồng thời tăng mức độ an toàn cho quá trình gia công vì muốn ăn dao vào chi tiết thì phải cho Z < 0.
Trong chương trình có thể thay đổi vị trí điểm w cho phù hợp với gốc kích thước thiết kế và tạo điều kiện cho việc lập trình.
6.5.2 - Ví Dụ Điểm Không Và Các Điểm Liên Quan Trên Các Máy Điều Khiển Số CNC:
1) Điểm không và các điểm liên quan trên máy khoan và máy phay CNC (hình 6.17):
Hình 6.17: điểm không và điểm gốc của máy khoan và máy phay CNC
2) Điểm không và các điểm liên quan trên máy tiện CNC hình 5.36.
Hình 6.18: điểm không và các điểm liên quan trên máy tiện CNC
6.5.3 - Tọa Độ Tuyệt Đối Và Tọa Độ Theo Gia Số:
1) Tọa độ tuyệt đối:
Mỗi điểm trong vùng làm việc của dụng cụ cắt có thể được tính trực tiếp từ gốc tọa độ w trong trường hợp đó ta nhận được tọa độ tuyệt đối của điểm.
Hình 6.19: các loại tọa độ
Lệnh chạy dao theo đường thẳng từ điểm hiện tại đến điểm A trên hình 5.37 là:
LX + 30Y + 30
2) Tọa độ theo gia số:
Nếu tọa độ của điểm A được tính từ điểm B biết trước thì nhận được tọa độ tính theo gia số. trong chương trình, tọa độ tính theo gia số có thêm chữ I.
Ví dụ lệnh chạy dao trên đường thẳng từ A đến B là:
LIX + 10Y + 10
Có thể dùng kết hợp 2 loại tọa độ trong cùng một câu lệnh.
LIX + 10Y + 30