ĐỒ ÁN THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG VỎ VAN HỒ
NỘI DUNG ĐỒ ÁN
QUY TRÌNH CÔNG NGHỆ GIA CÔNG VỎ VAN HỒ
THUYẾT MINH
NHÓM 8
Đề 25: Vỏ Van Hồ
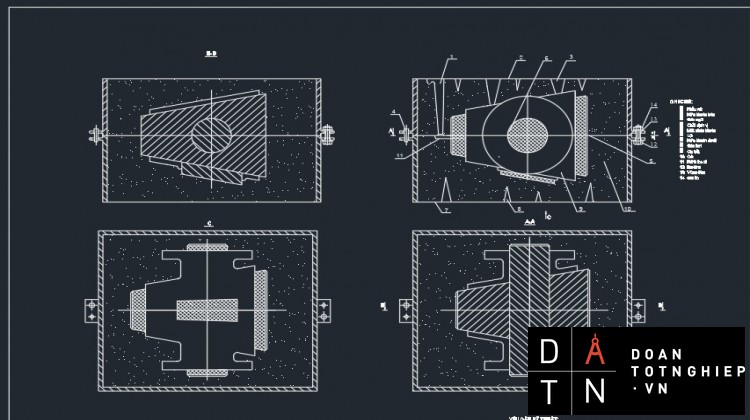
*Bản vẽ chi tiết
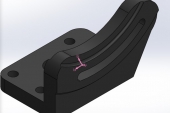
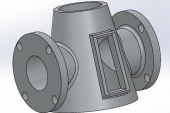
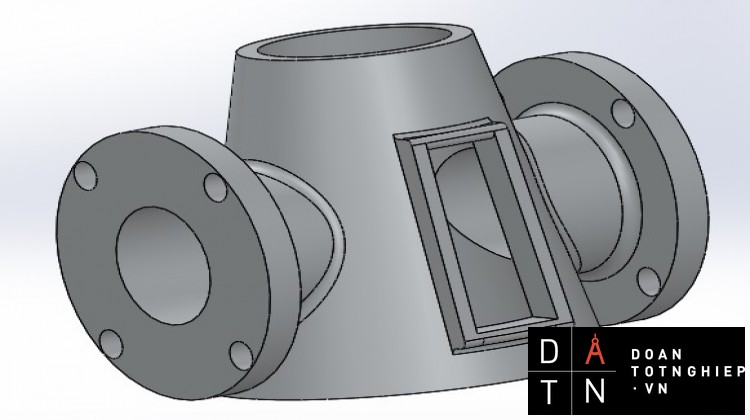
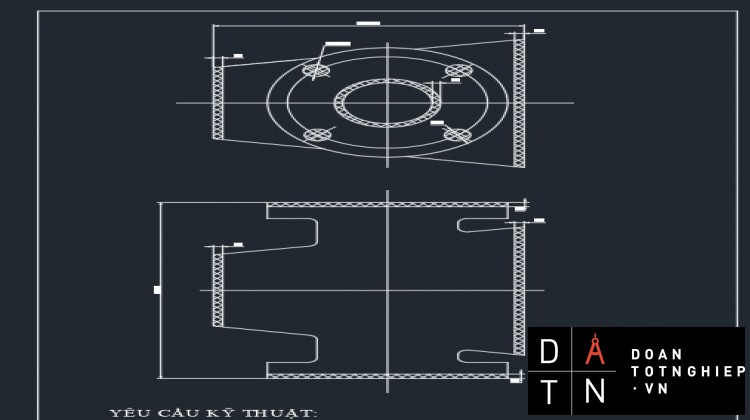
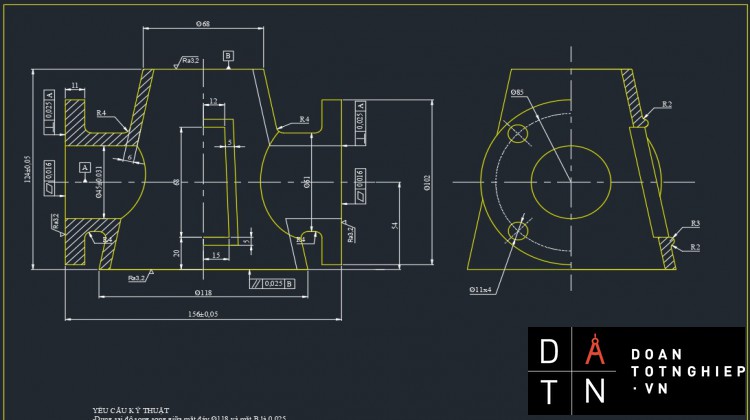
1.Dạng chi tiết: Đây là chi tiết khớp nối có dạng hộp, có thể là một bộ phận trong máy hoặc thân bao chi tiết khác.
2.Chi tiết làm việc: Chi tiết này có chức năng nâng đỡ, cố định, lắp ghép chính nó với một số chi tiết khác. Bề mặt làm việc chính là mặt phẳng Ø102 mm, bề mặt này có 4 lỗ bulong để cố định với chi tiết khác khi ghép nối.
3.Yêu cầu kỹ thuật:
- Hai mặt bên là 2 bề mặt làm việc chính, tiếp xúc, ghép nối với chi tiết khác có thể là ống dẫn nước nên cần độ kín vì vậy độ phẳng, độ nhám bề mặt cao. +Ta cho độ phẳng CCX7 => 0,016mm (tra bảng 3.1 trang 66 BẢNG TRA DUNG SAI LẮP GHÉP).
+Ta cho độ nhám N8=> Ra=3,2µm (bảng 3.1 Sai lệch trung bình cộng Ra và số cấp độ).
- Độ song song giữa mặt đáy và mặt B ta chọn CCX 7=>0,025mm (bảng 3.3 trang 68 sách BẢNG TRA DUNG SAI LẮP GHÉP). Vì 2 mặt này có thể dùng để gá đặt, cố định, lắp ghép lên máy hay chi tiết khác cần độ chính xác nên độ song song giữa 2 bề mặt này cần đạt cấp chính xác cao.
- Độ vuông góc giữa mặt 2 bên và mặt A chọn CCX 7=>0,025mm (bảng 3.3 trang 68 sách BẢNG TRA DUNG SAI LẮP GHÉP) vì để khi lắp ghép với chi tiết khác không bị sai lệch, đảm bảo vị trí tương quan.
- Các kích thước 124mm và 156mm là kích thước tổng thể của chi tiết để đảm bảo lắp ghép được trong cơ cấu máy nên cần độ chính xác. Ta chọn CCX9 (tra bảng 2.2-trang 7-BẢNG TRA DUNG SAI LẮP GHÉP) ta có dung sai là 0.1 =>124±0,05 ; 156±0,05.
THUYẾT MINH
NHÓM 8
Đề 25:Vỏ Van Hồ
*Chọn phôi, phương pháp chế tạo phôi, lượng dư.
+Chọn vật liệu:
- Chi tiết dạng hộp, ít bị va đập, làm việc nhẹ nên chọn vật liệu là Gang xám.
- Gang xám đặc trưng cơ học có độ bền nén cao ,chịu mài mòn, có góp phần làm giảm rung động, nên được sử dụng nhiều trong chế tạo máy. Mặt khác gang có tính đúc cao và lượng dư chế tạo phôi lớn, thích hợp chế tạo phôi đúc.
|
Loại gang |
Độ bền |
Độ rắn HB |
Hàm lượng các nguyên tố (%) |
|||||
|
Kéo |
Uốn |
C |
Si |
Mn |
P |
S |
||
|
|
|
Không quá |
||||||
|
GX 15-32 |
15 |
32 |
163-229 |
3,5 |
2,2 |
0,6 |
0,3 |
0,15 |
- Gang xám GX 15-32 là loại gang được sử dụng nhiều trong thực tế vì độ bền không cao nên chúng thường được sử dụng để chế tạo các chi tiết như vỏ hộp, nắp che ít chịu lực.
=> Vậy ta chọn phôi đúc với vật liệu là gang xám 15-32
+Chọn phương pháp chế tạo phôi
- Vật liệu chế tạo là gang xám GX 15-32. Gang xám là loại vật liệu giòn có tính chảy loãng tốt, độ co ngót thấp, cơ tính phù hợp loại phôi đúc.
- Đúc trong khuôn cát, mẫu gỗ: chất lượng bề mặt không cao, giá thành thấp, trang thiết bị đơn giản thích hợp cho sản xuất đơn chiếc- hàng loạt nhỏ.
- Đúc trong khuôn cát mẫu kim loại: giá thành cao hơn, chất lượng tốt hơn mẫu gỗ thích hợp với sản xuất hàng loạt vừa và lớn.
- Đúc trong khuôn kim loại: độ chính xác cao, giá thành lớn thích hợp cho sản xuất hàng loạt lớn và khối.
- Đúc li tâm: thích hợp cho chi tiết tròn xoay, ống, xuyến.
- Đúc áp lực: chi tiết phức tạp , giá thành cao.
- Đúc trong khuôn vỏ mỏng: chi tiết phức tạp thích hợp cho sản xuất hàng loạt lớn, khối.
=> Vậy ta chọn phương pháp đúc trong khuôn cát, phôi đúc đạt CCX 2, cấp chính xác kích thước: 15 ÷ 16(trang 25 Giáo Trình Công Nghệ Chế Tạo Máy 1-Trường CĐKT Cao Thắng).
- Mẫu gỗ, làm khuôn bằng máy. Phương pháp này có độ chính xác cao hơn khuôn làm bằng tay vì đảm bảo độ đồng nhất của khuôn giảm sai số do quá trình làm khuôn gây ra. Phương pháp này dùng trong sản xuất hàng loạt nhỏ, vừa với trọng lượng chi tiết không quá lớn.
+Bản vẽ đúc:
+Lượng dư gia công:
Với vật đúc trong khuôn cát cấp chính xác II, kích thước lớn nhất của chi tiết 156mm
- Mặt bên kích thước 156mm (tra Bảng 28-1 sổ tay thiết kế CN CTM tập 1. Bộ môn CN CTM. ĐH BK HN 1970; Bảng 3-95 và 3-98 Sổ tay CN CTM Nguyễn Đắc Lộc).
=>Lượng dư là 3,5±0,8mm.
-Mặt bên kích thước 124mm (tra Bảng 28-1 sổ tay thiết kế CN CTM tập 1. Bộ môn CN CTM. ĐH BK HN 1970; Bảng 3-95 và 3-98 Sổ tay CN CTM Nguyễn Đắc Lộc).
=>Lượng dư là 3,5±0,8mm.
-Lỗ Ø45
-8 lỗ Ø11.
Yêu cầu kỹ thuật :
-Phôi không bị rỗ xỉ, rỗ khí, cháy cát.
-Phôi không bị rạn nứt.
-Phôi không bị biến trắng.
LẬP QUY TRÌNH CÔNG NGHỆ
Nguyên công I: chuẩn bị phôi
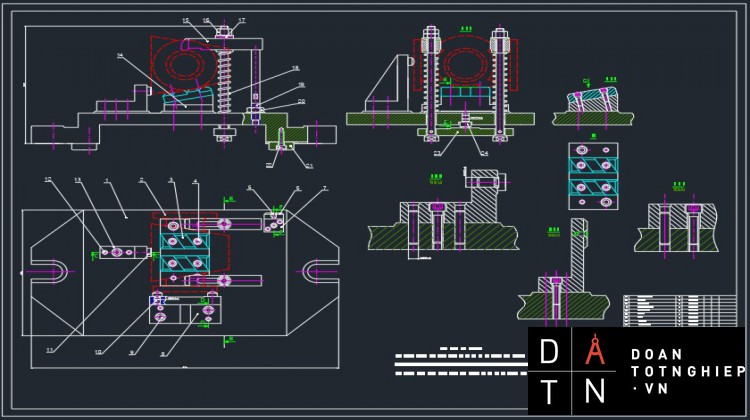
Nguyên công II: phay thô mặt phẳng D
- Sơ đồ gá dặt:
- Định vị: chi tiết được định vị 6 bật tự do
- Kẹp chặt: Chi tiết được kẹp chặt bằng cơ cấu kẹp liên động, kẹp từ trên xuống
- Chọn máy: Chọn máy phay ngang 6H82 có công suất 7 Kw, 18 cấp tốc độ, n=301500 (Trang 163 sách Máy cắt kim loại và máy điều khiển chương trình số)
- Chọn dao: Chọn dao phay mặt đầu gắn mảnh hợp kim cứng có: D125, z=12, BK6
Các thông số dao (tra bảng 4-94 trang 376 STCNCTM1)
- Tra chế độ cắt và tính thời gian gia công:
Phay thô:
a) Chiều sâu cắt: t =2 mm
b) Lượng chạy dao
Theo bảng (6-5 trang 120 sách chế độ cắt)Sz =(0,24-0,29)
Vì phay nhiều dao => giảm 15% => Sz=0.2
c) Vận tốc cắt theo công thức:
V=
Theo bảng (1-5)
Cv qv xv yv Uv Pv m
445 0,2 0,15 0,35 0,2 0 0,32
Bảng (2-5/118): T=180’
Bảng (2-1/8):
Bảng (7-1/10): =0,7
Bảng (8-1/10): =1
Kv=
Thay vào ta có:
V=
Số vòng quay trong một phút của dao:
n= = 141,4 v/p
theo thuyết minh máy chọn n=118v/p. Lúc này tốc độ cắt thực tế là:
VT =
d) Tính lượng chạy dao phút và lượng chạy dao răng thực tế theo máy:
SM= Szbảng.Z.n= 0.2.12.118= 564mm/p
theo máy,chọn SM= 475mm/p
Szthực= 0.16 răng
e) Lực cắt Pz tính theo công thức:
Pz= Kp
Theo bảng (3-5)
Cp xp yp Up wp qp
54,50,9 0,74 1 0 1
Theo bảng (12-1)
Kp= =1
Thay vào công thức
Pz= 1=310
f) Công suất cắt:
N=
Vậy so với công suất máy = 7 Kw, máy làm việc bảo đảm an toàn
i) Thời gian gia công khi phay :
Thời gian gia công khi phay thô: Ttc=To+Tp+Tpv+Ttn= To+20% To
Thời gan cơ bản :To=
L=123mm
L1=0,5(D - +(0,5-3)= 0,5.(125 - +1= 42,37
Chọn L2=(16mm)=4mm
=> To==0,48 phút
Ttc= 0,48+20%.0,48=0,51phút
Nguyên công III: phay thô mặt phẳng A
- Sơ đồ gá dặt:
- Định vị: chi tiết được định vị 6 bật tự do
- Kẹp chặt: Chi tiết được kẹp chặt bằng cơ cấu kẹp liên động, kẹp từ trên xuống
- Chọn máy: Chọn máy phay đứng 6H12 có công suất 7 Kw, 18 cấp tốc độ, n=301500 (Trang 163 sách Máy cắt kim loại và máy điều khiển chương trình số)
- Chọn dao: Chọn dao phay mặt đầu gắn mảnh hợp kim cứng có: D125, z=12, BK6
Các thông số dao (tra bảng 4-94 trang 376 STCNCTM1)
- Tra chế độ cắt và tính thời gian gia công:
Phay thô:
a) Chiều sâu cắt: t =2 mm
b) Lượng chạy dao
Theo bảng (6-5 trang 120 sách chế độ cắt)Sz =(0,24-0,29)
Vì phay nhiều dao => giảm 15% => Sz=0.2
c) Vận tốc cắt theo công thức:
V=
Theo bảng (1-5)
Cv qv xv yv Uv Pv m
445 0,2 0,15 0,35 0,2 0 0,32
Bảng (2-5/118): T=180’
Bảng (2-1/8):
Bảng (7-1/10): =0,7
Bảng (8-1/10): =1
Kv=
Thay vào ta có:
V=
Số vòng quay trong một phút của dao:
n= = 239 v/p
theo thuyết minh máy chọn n=235v/p. Lúc này tốc độ cắt thực tế là:
VT =
d) Tính lượng chạy dao phút và lượng chạy dao răng thực tế theo máy:
SM= Szbảng.Z.n= 0.2.12.235= 564mm/p
theo máy,chọn SM= 475mm/p
Szthực= 0.16 răng
e) Lực cắt Pz tính theo công thức:
Pz= Kp
Theo bảng (3-5)
Cp xp yp Up wp qp
54,50,9 0,74 1 0 1
Theo bảng (12-1)
Kp= =1
Thay vào công thức
Pz= 1=310
f) Công suất cắt:
N=
Vậy so với công suất máy = 7 Kw, máy làm việc bảo đảm an toàn
ii) Thời gian gia công khi phay :
Thời gian gia công khi phay thô: Ttc=To+Tp+Tpv+Ttn= To+20% To
Thời gan cơ bản :To=
L=123mm
L1=0,5(D - +(0,5-3)= 0,5.(125 - +1= 42,37
Chọn L2=(16mm)=4mm
=> To==0,48 phút
Ttc= 0,48+20%.0,48=0,51phút
Nguyên công IV: phay tinh mặt phẳng D
- Sơ đồ gá dặt:
- Định vị: chi tiết được định vị 6 bật tự do
- Kẹp chặt: Chi tiết được kẹp chặt bằng cơ cấu kẹp liên động, kẹp từ trên xuống
- Chọn máy: Chọn máy phay đứng 6H12 có công suất 7 Kw, 18 cấp tốc độ, n=301500 (Trang 163 sách Máy cắt kim loại và máy điều khiển chương trình số)
- Chọn dao: Chọn dao phay mặt đầu gắn mảnh hợp kim cứng có: D125, z=12, BK6
Các thông số dao (tra bảng 4-94 trang 376 STCNCTM1)
- Tra chế độ cắt và tính thời gian gia công:
Phay thô:
a) Chiều sâu cắt: t =1 mm
b) Lượng chạy dao
Theo bảng (5-37/31, STCNCTM2) S=1,2
=> Sz= = =0,1 mm/răng
c) Vận tốc cắt theo công thức:
V=
Theo bảng (1-5)
Cv qv xv yv Uv Pv m
445 0,2 0,15 0,35 0,2 0 0,32
Bảng (2-5/118): T=180’
Bảng (2-1/8):
Bảng (7-1/10): =0,7
Bảng (8-1/10): =1
Kv=
Thay vào ta có:
V=
Số vòng quay trong một phút của dao:
n= = 341 v/p
theo thuyết minh máy chọn n=300v/p. Lúc này tốc độ cắt thực tế là:
VT =
d) Tính lượng chạy dao phút và lượng chạy dao răng thực tế theo máy:
SM= Szbảng.Z.n= 0.2.12.300= 360mm/p
theo máy,chọn SM= 300mm/p
Szthực= 0.083 răng
e) Lực cắt Pz tính theo công thức:
Pz= Kp
Theo bảng (3-5)
Cp xp yp Up wp qp
54,50,9 0,74 1 0 1
Theo bảng (12-1)
Kp= =1
Thay vào công thức
Pz= 1=112
f) Công suất cắt:
N=
Vậy so với công suất máy = 7 Kw, máy làm việc bảo đảm an toàn
i) Thời gian gia công khi phay :
Thời gian gia công khi phay thô: Ttc=To+Tp+Tpv+Ttn= To+20% To
Thời gan cơ bản :To=
L=118mm
L1=0,5(D - +(0,5-3)= 0,5.(125 - +1= 42,37
Chọn L2=(16mm)=4mm
=> To==0,55 phút
Ttc= 0,55+20%.0,55=0,66phút
Nguyên công V: phay tinh mỏng mặt phẳng D
- Sơ đồ gá dặt:
- Định vị: chi tiết được định vị 6 bật tự do
- Kẹp chặt: Chi tiết được kẹp chặt bằng cơ cấu kẹp liên động, kẹp từ trên xuống
- Chọn máy: Chọn máy phay đứng 6H12 có công suất 7 Kw, 18 cấp tốc độ, n=301500 (Trang 163 sách Máy cắt kim loại và máy điều khiển chương trình số)
- Chọn dao: Chọn dao phay mặt đầu gắn mảnh hợp kim cứng có: D125, z=12, BK6
Các thông số dao (tra bảng 4-94 trang 376 STCNCTM1)
- Tra chế độ cắt và tính thời gian gia công:
Phay thô:
a) Chiều sâu cắt: t =0,5 mm
b) Lượng chạy dao
Theo bảng (5-37/31, STCNCTM2) S=0,6
=> Sz= = =0,05 mm/răng
c) Vận tốc cắt theo công thức:
V=
Theo bảng (1-5)
Cv qv xv yv Uv Pv m
445 0,2 0,15 0,35 0,2 0 0,32
Bảng (2-5/118): T=180’
Bảng (2-1/8):
Bảng (7-1/10): =0,7
Bảng (8-1/10): =1
Kv=
Thay vào ta có:
V=
Số vòng quay trong một phút của dao:
n= = 481 v/p
theo thuyết minh máy chọn n=475v/p. Lúc này tốc độ cắt thực tế là:
VT =
d) Tính lượng chạy dao phút và lượng chạy dao răng thực tế theo máy:
SM= Szbảng.Z.n= 0.2.12.475= 285mm/p
theo máy,chọn SM= 300mm/p
Szthực= 0,04mm/răng
e) Lực cắt Pz tính theo công thức:
Pz= Kp
Theo bảng (3-5)
Cp xp yp Up wp qp
54,50,9 0,74 1 0 1
Theo bảng (12-1)
Kp= =1
Thay vào công thức
Pz= 1=36kg
f) Công suất cắt:
N=
Vậy so với công suất máy = 7 Kw, máy làm việc bảo đảm an toàn
Thời gian gia công khi phay :
Thời gian gia công khi phay thô: Ttc=To+Tp+Tpv+Ttn= To+20% To
Thời gan cơ bản :To=
L=118mm
L1=0,5(D - +(0,5-3)= 0,5.(125 - +1= 42,37
Chọn L2=(16mm)=4mm
=> To==0,7 phút
Ttc= 0,7+20%.0,7=0,84phút
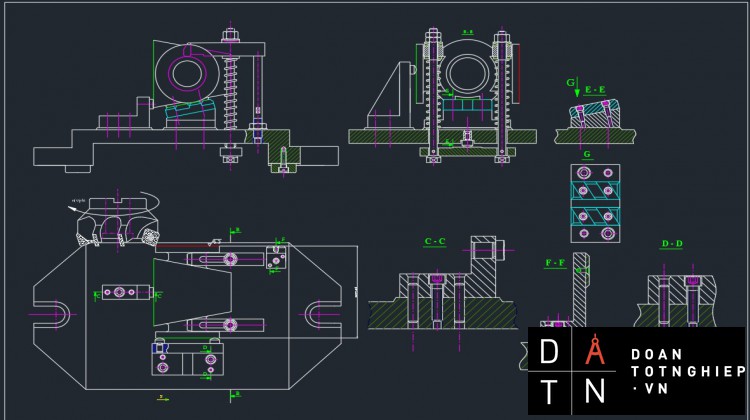
Nguyên công VI: phay thô mặt phẳng C
- Sơ đồ gá dặt:
- Định vị: chi tiết được định vị 6 bật tự do
- Kẹp chặt: Chi tiết được kẹp chặt bằng cơ cấu kẹp liên động, kẹp từ trên xuống
- Chọn máy: Chọn máy phay ngang 6H82 có công suất 7 Kw, 18 cấp tốc độ, n=301500 (Trang 163 sách Máy cắt kim loại và máy điều khiển chương trình số)
- Chọn dao: Chọn dao phay mặt đầu gắn mảnh hợp kim cứng có: D125, z=12, BK6
Các thông số dao (tra bảng 4-94 trang 376 STCNCTM1)
- Tra chế độ cắt và tính thời gian gia công:
Phay thô:
a) Chiều sâu cắt: t =2 mm
b) Lượng chạy dao
Theo bảng (6-5 trang 120 sách chế độ cắt)Sz =(0,24-0,29)
Vì phay nhiều dao => giảm 15% => Sz=0.2
c) Vận tốc cắt theo công thức:
V=
Theo bảng (1-5)
Cv qv xv yv Uv Pv m
445 0,2 0,15 0,35 0,2 0 0,32
Bảng (2-5/118): T=180’
Bảng (2-1/8):
Bảng (7-1/10): =0,7
Bảng (8-1/10): =1
Kv=
Thay vào ta có:
V=
Số vòng quay trong một phút của dao:
n= = 239 v/p
theo thuyết minh máy chọn n=235v/p. Lúc này tốc độ cắt thực tế là:
VT =
d) Tính lượng chạy dao phút và lượng chạy dao răng thực tế theo máy:
SM= Szbảng.Z.n= 0.2.12.235= 564mm/p
theo máy,chọn SM= 475mm/p
Szthực= 0.16 răng
e) Lực cắt Pz tính theo công thức:
Pz= Kp
Theo bảng (3-5)
Cp xp yp Up wp qp
54,50,9 0,74 1 0 1
Theo bảng (12-1)
Kp= =1
Thay vào công thức
Pz= 1=310
f) Công suất cắt:
N=
Vậy so với công suất máy = 7 Kw, máy làm việc bảo đảm an toàn
i) Thời gian gia công khi phay :
Thời gian gia công khi phay thô: Ttc=To+Tp+Tpv+Ttn= To+20% To
Thời gan cơ bản :To=
L=123mm
L1=0,5(D - +(0,5-3)= 0,5.(125 - +1= 42,37
Chọn L2=(16mm)=4mm
=> To==0,35 phút
Ttc= 0,35+20%.0,35=0,51phút
Nguyên công VII: phay thô mặt phẳng B
- Sơ đồ gá dặt:
- Định vị: chi tiết được định vị 6 bật tự do
- Kẹp chặt: Chi tiết được kẹp chặt bằng cơ cấu kẹp liên động, kẹp từ trên xuống
- Chọn máy: Chọn máy phay ngang 6H82 có công suất 7 Kw, 18 cấp tốc độ, n=301500 (Trang 163 sách Máy cắt kim loại và máy điều khiển chương trình số)
- Chọn dao: Chọn dao phay mặt đầu gắn mảnh hợp kim cứng có: D75, z=10, BK6
Các thông số dao (tra bảng 4-94 trang 376 STCNCTM1)
- Tra chế độ cắt và tính thời gian gia công:
Phay thô:
a) Chiều sâu cắt: t =2 mm
b) Lượng chạy dao
Theo bảng (6-5 trang 120 sách chế độ cắt)Sz =(0,24-0,29)
Vì phay nhiều dao => giảm 15% => Sz=0.2
c) Vận tốc cắt theo công thức:
V=
Theo bảng (1-5)
Cv qv xv yv Uv Pv m
445 0,2 0,15 0,35 0,2 0 0,32
Bảng (2-5/118): T=180’
Bảng (2-1/8):
Bảng (7-1/10): =0,8
Bảng (8-1/10): =1
Kv=
Thay vào ta có:
V=
Số vòng quay trong một phút của dao:
n= = 463 v/p
theo thuyết minh máy chọn n=475v/p. Lúc này tốc độ cắt thực tế là:
VT =
d) Tính lượng chạy dao phút và lượng chạy dao răng thực tế theo máy:
SM= Szbảng.Z.n= 0.2.10.475= 950mm/p
theo máy,chọn SM= 750mm/p
Szthực= 0.16 răng
e) Lực cắt Pz tính theo công thức:
Pz= Kp
Theo bảng (3-5)
Cp xp yp Up wp qp
54,50,9 0,74 1 0 1
Theo bảng (12-1)
Kp= =1
Thay vào công thức
Pz= 1=310
f) Công suất cắt:
N=
Vậy so với công suất máy = 7 Kw, máy làm việc bảo đảm an toàn
i) Thời gian gia công khi phay :
Thời gian gia công khi phay thô: Ttc=To+Tp+Tpv+Ttn= To+20% To
Thời gan cơ bản :To=
L=123mm
L1=0,5(D - +(0,5-3)= 0,5.(125 - +1= 42,37
Chọn L2=(16mm)=4mm
=> To==0,35 phút
Ttc= 0,35+20%.0,35=0,42phút
Nguyên công VIII: phay tinh mặt phẳng C
- Sơ đồ gá dặt:
- Định vị: chi tiết được định vị 6 bật tự do
- Kẹp chặt: Chi tiết được kẹp chặt bằng cơ cấu kẹp liên động, kẹp từ trên xuống
- Chọn máy: Chọn máy phay ngang 6H82 có công suất 7 Kw, 18 cấp tốc độ, n=301500 (Trang 163 sách Máy cắt kim loại và máy điều khiển chương trình số)
- Chọn dao: Chọn dao phay mặt đầu gắn mảnh hợp kim cứng có: D125, z=12, BK6
Các thông số dao (tra bảng 4-94 trang 376 STCNCTM1)
- Tra chế độ cắt và tính thời gian gia công:
Phay thô:
a) Chiều sâu cắt: t =1 mm
b) Lượng chạy dao
Theo bảng (5-37/31, STCNCTM2) S=1,2
=> Sz= = =0,1 mm/răng
c) Vận tốc cắt theo công thức:
V=
Theo bảng (1-5)
Cv qv xv yv Uv Pv m
445 0,2 0,15 0,35 0,2 0 0,32
Bảng (2-5/118): T=180’
Bảng (2-1/8):
Bảng (7-1/10): =0,7
Bảng (8-1/10): =1
Kv=
Thay vào ta có:
V=
Số vòng quay trong một phút của dao:
n= = 341 v/p
theo thuyết minh máy chọn n=300v/p. Lúc này tốc độ cắt thực tế là:
VT =
d) Tính lượng chạy dao phút và lượng chạy dao răng thực tế theo máy:
SM= Szbảng.Z.n= 0.2.12.300= 360mm/p
theo máy,chọn SM= 300mm/p
Szthực= 0.083 răng
e) Lực cắt Pz tính theo công thức:
Pz= Kp
Theo bảng (3-5)
Cp xp yp Up wp qp
54,50,9 0,74 1 0 1
Theo bảng (12-1)
Kp= =1
Thay vào công thức
Pz= 1=112
f) Công suất cắt:
N=
Vậy so với công suất máy = 7 Kw, máy làm việc bảo đảm an toàn
ii) Thời gian gia công khi phay :
Thời gian gia công khi phay thô: Ttc=To+Tp+Tpv+Ttn= To+20% To
Thời gan cơ bản :To=
L=118mm
L1=0,5(D - +(0,5-3)= 0,5.(125 - +1= 42,37
Chọn L2=(16mm)=4mm
=> To==0,55 phút
Ttc= 0,55+20%.0,55=0,66phút
Nguyên công IX: phay tinh mỏng mặt phẳng C
- Sơ đồ gá dặt:
- Định vị: chi tiết được định vị 6 bật tự do
- Kẹp chặt: Chi tiết được kẹp chặt bằng cơ cấu kẹp liên động, kẹp từ trên xuống
- Chọn máy: Chọn máy phay ngang 6H82 có công suất 7 Kw, 18 cấp tốc độ, n=301500 (Trang 163 sách Máy cắt kim loại và máy điều khiển chương trình số)
- Chọn dao: Chọn dao phay mặt đầu gắn mảnh hợp kim cứng có: D125, z=12, BK6
Các thông số dao (tra bảng 4-94 trang 376 STCNCTM1)
- Tra chế độ cắt và tính thời gian gia công:
Phay thô:
a) Chiều sâu cắt: t =0,5 mm
b) Lượng chạy dao
Theo bảng (5-37/31, STCNCTM2) S=0,6
=> Sz= = =0,05 mm/răng
c) Vận tốc cắt theo công thức:
V=
Theo bảng (1-5)
Cv qv xv yv Uv Pv m
445 0,2 0,15 0,35 0,2 0 0,32
Bảng (2-5/118): T=180’
Bảng (2-1/8):
Bảng (7-1/10): =0,7
Bảng (8-1/10): =1
Kv=
Thay vào ta có:
V=
Số vòng quay trong một phút của dao:
n= = 481 v/p
theo thuyết minh máy chọn n=475v/p. Lúc này tốc độ cắt thực tế là:
VT =
d) Tính lượng chạy dao phút và lượng chạy dao răng thực tế theo máy:
SM= Szbảng.Z.n= 0.2.12.475= 285mm/p
theo máy,chọn SM= 235mm/p
Szthực= 0,04mm/răng
e) Lực cắt Pz tính theo công thức:
Pz= Kp
Theo bảng (3-5)
Cp xp yp Up wp qp
54,50,9 0,74 1 0 1
Theo bảng (12-1)
Kp= =1
Thay vào công thức
Pz= 1=36kg
f) Công suất cắt:
N=
Vậy so với công suất máy = 7 Kw, máy làm việc bảo đảm an toàn
Thời gian gia công khi phay :
Thời gian gia công khi phay thô: Ttc=To+Tp+Tpv+Ttn= To+20% To
Thời gan cơ bản :To=
L=118mm
L1=0,5(D - +(0,5-3)= 0,5.(125 - +1= 42,37
Chọn L2=(16mm)=4mm
=> To==0,7 phút
Ttc= 0,7+20%.0,7=0,84phút
Nguyên công X: Gia công lỗ Ø45
1) Sơ đồ gá dặt:
2) Định vị: chi tiết được định vị 6 bật tự do
3) chọn máy: chọn máy khoan cần 2H150,có công suất 4,5 Kw,12 cấp chạy dao 0,05-2,2 mm/vòng
4) Chọn dao:
5) Chia bước: NC này gồm 3 bước: Khoét thô, Khoét Tinh, Doa.
6) Tra chế độ cắt và tính thời gian gia công:
Khoét thô lỗ Ø43:
a) Chiều sâu cắt: t = = = 2,5 mm
b) Bước tiến S
S=1,6 (tra bảng 5-107 trang 98 sách STCNCTM2)
c) Tốc độ cắt:
Theo công thức: V=
Theo bảng (3-3)/84
Cv Zv xv yv m
105 0,4 0,15 0,05 0,4
Bảng (4-3)/81: T=60
Bảng (5-3)/82:
Bảng (6-3)/82:=1
Bảng (7-1)/10: =0,8
Bảng (8-1)/10: =0,83
=>kv=1.1.0,8.0,83=0,664
Thay vào ta có:
V= .0,664= 43m/p
Số vòng quay
n= = 318 v/p
theo máy lấy n= 95 v/p
d) Moment xoắn khi khoét:
M=
Theo bảng(11-1/15): CPz=114: Xp=0,9: Yp=0,75
Theo bảng(12-1/17) và (13-1): Kmp= =1
Theo bảng(15-1/17): Knp=1; KYp=1,15
Kp=1.1.1,15=1,15
M= =17 KGm
Công suất cắt:
N= 3,9 kw
So với máy =4,5 kw máy đảm bảo an toàn
Thời gian gia công khi khoét Ttc=To+Tp+Tpv+Ttn= To+20% To
Thời gan cơ bản :To=
L=15mm
L1= (0,5)=
=> To==0,16 phút
Ttc= 0,16+20%.0,16=0,2phút
Khoét tinh lỗ Ф44,7:
a) Chiều sâu cắt: t = = = 0,85mm
b) Bước tiến S
Sử dụng dao thép gió, có công thức S=Cs.D0,6
theo bảng (1-3) Cs=0,113mm/vòng
Thay vào: S =0,113.41,70,6= 1,05 mm/vòng
Theo thuyết minh máy: chọn S =0,79 mm/ vòng
c) Tốc độ cắt:
Theo công thức: V=
Theo bảng (3-3)
Cv Zv xv yv m
18,8 0,2 0.,1 0,4 0,125
Bảng (4-3) T=60
Bảng (5-3):
Bảng (6-3): =1
Bảng (7-1): =0,7
Bảng (8-1): =1;
KV=1.1.1.0,7=0,7
Thay vào ta có:
V= .0,7= 18,6m/p
Số vòng quay
n= = 146 v/p
theo máy lấy n= 118 v/p
d) Moment xoắn khi khoét:
M=
Theo bảng(11-1): CPz=114: Xp=0,9: Yp=0,75
Theo bảng(12-1) và (13-1): Kmp= =1
Theo bảng(15-1): Knp=1; KYp=1,15
Kp=1.1.1,15=1,15
M= =7,9 KGm
Công suất cắt:
N= 0,9 kw
So với máy =4,5 kw máy đảm bảo an toàn
Thời gian gia công khi khoét: Ttc=To+Tp+Tpv+Ttn= To+20% To
Thời gan cơ bản :To=
L=15mm
L1= (0,5)=
=> To==0,18 phút
Ttc= 0,18+20%.0,18=0,21phút
Doa lỗ Ø45:
a) Chiều sâu cắt: t = = = 0,15 mm
b) Bước tiến S
theo sức bền dao, có công thức S=Cs.D0,7
theo bảng (2-3) Cs=0,15
Thay vào: S =0,15.420,7= 1,36mm/vòng
Theo thuyết minh máy: chọn S =1,15 mm/ vòng
c) Tốc độ cắt:
Theo công thức: V=
Theo bảng (3-3/84)
Cv Zv xv yv m
15,6 0,2 0.,1 0,5 0,3
Bảng(4-3) T=180
Bảng (5-3):
Bảng (6-3): =1
Bảng (7-1): =0,7
Bảng (8-1): =1;
KV=1.1.1.0,7=0,7
Thay vào ta có:
V= .0,7= 5,5m/p
Số vòng quay trong một phút của mũi khoan:
n= = 41,6 v/p
theo máy chọn n=37,5v/p
d) Moment xoắn khi doa nhỏ có thể bỏ qua
e) Thời gian gia công khi doa Ttc=To+Tp+Tpv+Ttn= To+20% To
Thời gan cơ bản :To=
L=15mm
L1= .cotg +(0,5)=.cotg45+2=2,15
Chọn L2=(23mm)=3mm
=> To==0,39phút
Ttc= 0,3+20%.0,39=0,49phút
Nguyên công XI: phay tinh mặt phẳng B
- Sơ đồ gá dặt:
- Định vị: chi tiết được định vị 6 bật tự do
- Kẹp chặt: Chi tiết được kẹp chặt bằng cơ cấu kẹp liên động, kẹp từ trên xuống
- Chọn máy: Chọn máy phay ngang 6H82 có công suất 7 Kw, 18 cấp tốc độ, n=301500 (Trang 163 sách Máy cắt kim loại và máy điều khiển chương trình số)
- Chọn dao: Chọn dao phay mặt đầu gắn mảnh hợp kim cứng có: D75, z=10, BK6
Các thông số dao (tra bảng 4-94 trang 376 STCNCTM1)
- Tra chế độ cắt và tính thời gian gia công:
Phay thô:
a) Chiều sâu cắt: t =1 mm
b) Lượng chạy dao