ĐỒ ÁN TỐT NGHIỆP THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG KHỚP NỐI DẠNG TRỤC CÓ THEN

NỘI DUNG ĐỒ ÁN
ĐỒ ÁN TỐT NGHIỆP THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG KHỚP NỐI DẠNG TRỤC CÓ THEN
MỤC LỤC
Trang
Lời nói đầu................................................................................................... 1
Lời nhận xét của giáo viên............................................................................ 3
Mục lục........................................................................................................ 4
Phần I: Phân tích chi tiết gia công................................................................ 5
Phần II: Chọn phôi và phương pháp chế tạo phôi.................................... 11
Phần III: Thuyết kế quy trình công nghệ gia công cơ.................................. 15
Phần IV: Xác định chế độ cắt và Biện luận quy trình công nghệ............... 16
Phần V: Thiết kế đồ gá............................................................................... 64
Phần VII: Kết luận..................................................................................... 70
PHẦN THUYẾT MINH
Phần I phân tích chi tiết gia công
1.1 Phân tích công dụng và diều kiện của chi tiết gia công
1.2 Phân tích vật liệu chế tạo chi tiết gia công
Từ vật liệu CTGC đã cho:
-Thành phần cấu tao của vật liệu là thép C40
- C40 – chữ C kí hiệu thép cacbon (thép cacbon kết cấu ), 4 chỉ hàm lượng cacbon trung bình là 0,4%C.
- Công dụng: để chế tạo các chi tiết máy, các kết cấu chịu tải nhỏ, thường dùng trong ngành xây dựng, và giao thông, tính công nghệ được sử dụng rộng rãi nhờ giá thành không cao tùy theo hàm lượng cacbon chúng được sử dụng với mục đích khác nhau. Thép cacbon có cơ tính tổng hợp không cao chỉ dùng cho các chi tiết chịu tải trọng nhỏ và vừa trong điều kiện áp suất và nhiệt độ thấp.
- Thép C40 là thép hóa tốt có hàm lượng C nằm trong khoảng từ 0.3 – 0.5%, là loại thép chuyên dùng để chế tạo các chi tiết chịu tải trọng tĩnh và va đập cao, yêu cầu độ bền và độ dai va đập cao ( cơ tính tổng hợp cao) .
Nhiệt luyện hóa tốt ( tôi và ram cao) sẽ đạt được yêu cầu trên.
Tổ chức sau nhiệt luyện là Xoocbit Ram
- Cacbon: hàm lượng C nằm trong khoảng 0.3 – 0.5% để thép có sự kết hợp hài hòa giữa độ bền và độ dẻo dai.
Các nguyên tố hợp kim: thường dùng Cr, Mn, Si, Ni với hàm lượng <1% mỗi nguyên tố với mục đích làm tăng độ thấm tôi. Ngoài ra các nguyên tố Mo(<0.3%) và Ti(<0.1%) cũng được dùng để làm nhỏ hạt và chống giòn ram. Cũng có thể dùng B với hàm lượng rất nhỏ(<0.005%) để tăng độ thấm tôi
ĐƠN VỊ % :
|
C |
|
|
|
|
Cr |
Cu |
|
0,40 |
1 |
1 |
0,035 |
0,04 |
0,25 |
0,25 |
- Một số tính chất cơ lý của vật liệu: thép cacbon kết cấu là hợp kim của Fe-C cùng với hàm lượng cacbon nhỏ hơn 2.14 % ngoài ra trong thép cacbon còn chứa một lượng tạp chất như Si, Mn, S, P: Trong đó Si, Mn là những tạp chất có lợi với hàm lượng thích hợp (Mn 0,75% và Si 0,35% ) có khả năng khử được các oxit khỏi các oxit sắt, làm tăng độ bền, độ cứng của thép, nhưng không nên cho nhiều tạp chất này vì nó sẽ làm hại đến một số tính công nghệ như tham gia cắt gọt, nhiệt luyện…còn S, P đặt biệt có hại cho thép cacbon kết cấu. Nguyên tố S sẽ làm cho thép bị giòn nóng, ở nhiệt độ cao sẽ làm mềm chi tiết gây ảnh hưởng tới tính liên kết của thép người ta gọi là giòn nóng. Ngược lại còn phôtpho lại làm thép bị phá hủy ở trạng thái nguội và gọi là giòn nguội vì thế cần hạn chế S, P dưới mức 0,03%.
- Thành phần hóa học của thép C40: Theo TCVN
1.3 Phân tích kết cấu hình dạng chi tiết gia công
Kết cấu hình dạng chi tiết đơn giản dể gia công
Chi tiết dạng bạc
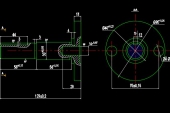
Những kích thước bề mặt cần chú ý khi gia công:
Độ nhám bề mặt Ra 3,2
Kích thước lỗ côn
Kích thước rãnh then trên lỗ côn
1.4 PHÂN TÍCH ĐỘ CHÍNH XÁC GIA CÔNG
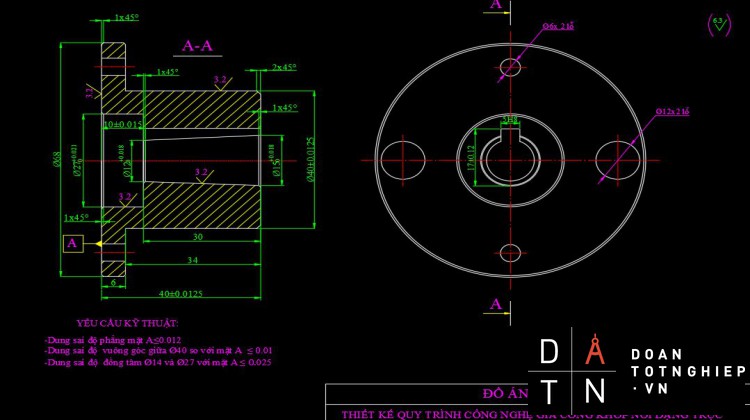
1.4.1 Những kích thước có chỉ dẫn dung sai.
1.4.1 Những kích thước không chỉ dẫn dung sai.
* Kích thước Ø40±0.0125 có:
DN = 40 mm.
es= +0.0125 mm
ei= - 0.0125 mm
IT = es – ei = 0.0125 – (- 0.0125) = 0.025 mm = 25 µm
Tra sách DSLD – KTĐL theo TCVN(2245-99) bảng 1.4 trang 4 ,đạt cấp chính xác 7. Tra bảng 1.30 trang 43 Thuộc miền dung sai js : 40js7
* Kích thước Ø12+0.018
DN = 12mm
es= +0.018 mm
ei= 0 mm
IT = es – ei = 0.018 – 0 = 0.018 mm = 18 µm
Tra sách DSLD – KTĐL theo TCVN(2245-99) bảng 1.4 trang 4 ,đạt cấp chính xác 7. Tra bảng1.15 trang 20 Thuộc miền dung sai JS: 12JS7.
* Kích thước Ø15+0.018 có:
DN = 15mm
es= +0.018 mm
ei= 0 mm
IT = es – ei = 0.018 – 0 = 0.018 mm = 18 µm
Tra sách DSLD – KTĐL theo TCVN(2245-99) bảng 1.4 trang 4 ,đạt cấp chính xác 7. Tra bảng1.15 trang 20 Thuộc miền dung sai JS: 12JS7.
* Kích thước Ø27+0.021 có:
DN = 27mm
es= +0.021 mm
ei= 0 mm
IT = es – ei = 0.021 – 0 = 0.021 mm = 21 µm
Tra sách DSLD – KTĐL theo TCVN(2245-99) bảng 1.4 trang 4 ,đạt cấp chính xác 7. Tra bảng1.15 trang 20 Thuộc miền dung sai JS: 21JS7.
* Kích thước 40±0.0125 có:
DN = 40 mm.
es= +0.0125 mm
ei= - 0.0125 mm
IT = es – ei = 0.0125 – (- 0.0125) = 0.025 mm = 25 µm
Tra sách DSLD – KTĐL theo TCVN(2245-99) bảng 1.4 trang 4 ,đạt cấp chính xác 7. Tra bảng 1.30 trang 43 Thuộc miền dung sai js : 40js7
* Kích thước 10±0,015có:
DN = 10mm.
es= +0,015 mm
ei= - 0,015mm
IT = es – ei = 0,015 – (- 0.015)= 0.03mm = 30 µm
Tra sách DSLD – KTĐL theo TCVN(2245-99) bảng 1.14 trang 4 , đạt cấp chính xác 7. Tra bảng1.30 trang 43 Thuộc miền dung sai js : 10js17.
+ Các kích thước không chỉ dẫn dung sai sau đây, giới hạn bởi 2 bề mặt gia công nên có cấp chính xác 12.
* Kích thước 30có:
Cấp chính xác 12 theo TCVN tra bảng 1.4 trang 4 sách STLG ta được IT = 0.21 mm
Kích thước đầy đủ;
Sai lệch trên: 0.105
Sai lệch giớ hạn dưới: 0.105
* Kích thước 34có:
Cấp chính xác 12 theo TCVN tra bảng 1.4 trang 4 sách STLG ta được IT = 0,25 mm
Kích thước đầy đủ : 0.125
Sai lệch trên: 0,125 mm
Sai lệch giớ hạn dưới: 0.125 mm
* Kích thước 6có:
Cấp chính xác 12 theo TCVN tra bảng 1.4 trang 4 sách STLG ta được IT = 0,15 mm
Kích thước đầy đủ: 6 0,075
Sai lệch trên: 0,075 mm
Sai lệch giớ hạn dưới: 0,075 mm
1.4.2 ĐỘ CHÍNH XÁC VỀ HÌNH DÁNG HÌNH HỌC VÀ VỊ TRÍ TƯƠNG QUAN
- Dung sai độ phẳng mặt A≤0.012
-Dung sai độ vuông góc giữa ∅40 so với mặt A ≤ 0.01
- Dung sai độ đồng tâm lỗ côn và ∅27 với mặt A ≤0.025
1.4.3 chẤT LƯỢNG BỀ MẶT ĐỘ NHÁM
- độ nhám của bề mặt C và rãnh then Ra = 6.3
- còn lại các bề mặt lấy theo độ nhám Ra = 3.2
1.4.4 yêu cẦU VỀ CƠ LÝ TÍNH
- phải có độ cứng bề mặt cao, chịu nhiệt thấp, tải trọng vừa phải
1,4,6 kẾt luẬn
Dung sai kích thước lấy theo tiêu chuẩn.
Độ nhám bề mặt đạt cấp chính xác cao nhất là cấp 5
Độ nhám bề mặt đạt cấp chính xác thấp nhất là cấp 12
1.5 SẢN LƯỢNG NĂM
|
HÌNH |
R(mm) |
r(mm) |
H(mm) |
V(mm3) |
|
TRỤ 40(1) |
20 |
|
34 |
42704 |
|
KHỐI NÓN CỤT 15(2) |
7.5 |
6 |
30 |
4309.65 |
|
TRỤ 27(3) |
13.5 |
|
4 |
2289.06 |
|
(1)-(2)-(3) |
12704 - 4309.65 - 2289.06 |
36105.29(A) |
||
|
TRỤ 68 (4) |
34 |
|
6 |
21779.04 |
|
TRỤ 27 (5) |
13.5 |
|
6 |
3433.59 |
|
2 X LỖ 12 (6) |
6 |
|
6 |
1356.48 |
|
2 X LỖ 6 (7) |
3 |
|
6 |
339.12 |
|
(4)-(5)-(6)-(7) |
|
|
|
16649.85(B) |
|
TOÀN BỘ CHI TIẾT |
A + B |
52755.14 |
||
Thể tích hình trụ V = h
Thể tích hình nón cụt V=2 + r2 + Rr)
Khối lượng chi tiết: Mct = V.
Trong đó: Khối lượng riêng của thép: = 7.852
Mct = V. =52755.14 . 7.852 = 0.4 ( Kg )
Xác định lượng sản xuất:
Tra bảng 1.2 trang 8 sách công nghệ chế tạo máy 1.
Khối lượng chi tiết < 4 Kg => sản xuất hàng loạt vừa.
Sản lượng sản xuất hằng năm là từ 500 đến 5000 chi tiết
Phần ii: chỌn phôi và phương pháp chẾ tẠo phôi
1: Chọn phương pháp chế tạo phôi.
- Phôi cán: gia công tạo phôi nhanh, đảm bảo tổ chức đồng đều tinh thể kim loại. Đảm bảo năng suất do phôi chế tạo bằng phương pháp cán phù hợp với chi tiết dạng tròn, định hình.
- Phôi rèn: phù hợp với dạng sản xuất đơn chiếc, sửa chửa. thích hợp với các chi tiết dạng hộp.
- Phôi dập, rèn khuôn: nung nóng kim loại đến trạng thái nóng chảy dưới tác dụng của chày và cối tạo ra biên dạng mà ta mong muốn, chế tạo phôi nhanh , chính xác cao, chất lượng phôi tốt. Thích hợp với các chi tiết làm việc trong điều kiện chịu tải trọng, momen xoắn và làm việc lien tục. Tùy theo hình dạng của chi tiết mà khuôn được chế tạo đơn giản hay phức tap.
- Phôi đúc: có rất nhiềup hương pháp đúc như đúc trong khuôn cát, đúc áp lực, đúc ly tâm…Tùy vào vật liệu và chi tiết gia công mà chọn kiểu đúc khác nhau. Đúc là quá trình nấu chảy kim loại và cho vào khuôn đã chuẩn bị sẵn để tạo ra chi tiết. Phôi đúc thích hợp cho các chi tiết dạng hộp hay dạng càng.
ðKết luận:
qua quá trình phân tích các phương pháp chế tạo phôi như trên với chất liệu là thép C40, chi tiết dạng hộp, làm việc trong điều kiện lien tục nên chi tiết phù hợp với phương pháp rèn khuôn (dập nóng).
Phương pháp chế tạo phôi rèn
- Chi tiết sản xuất theo dạng hoàng loạt vừa, nên chúng ta xét đến những thuận lợi khi gia công chi tiết.
- Ta thấy rèn khuôn là phương pháp mà chúng ta dùng trong điều kiện sản xuất mà công ty hiện có.
- Do yêu cầu cơ tính phải tốt mà rèn khuôn có được yêu cầu đó.hơn nữa sản lượng của rèn cao hơn đúc so với chi tiết “trục con trượt máy bào ngang”.
Ưu và nhược điểm khi tiến hành phương pháp rèn khuôn
- Ưu điểm của rèn khuôn :
+ Tiết kiệm được vật liệu cho chi tiết do rèn khuôn có độ chính xác cao.
+ Dùng trong sản xuất hàng loạt vừa trở lên , sản lượng lớn .
+ Năng xuất cao ,tiết kiệm thời gian sản xuất.
- Nhược điểm :
+ Gia công những chi tiết có kích thước nhỏ ,khó chế tạo các chi tiết có hình dạng phức tạp.
+ Giá thành làm khuôn khá cao.
+ Do thời gian làm việc lớn nên khuôn mau chóng bị mòn.
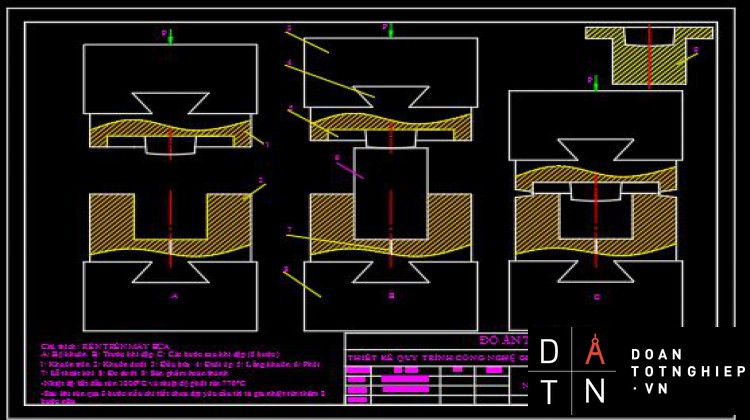
Xác định lượng dư:
Vật liệu chế tạo phôi là thép C40.
Điều kiện sản xuất hàng loạt vừa.
Phương pháp chế tạo phôi rèn (dạng rèn khuôn )
Chi tiết có khối lương 0.4Kg
Tra bảng lượng dư gia công khi rèn khuôn trên máy búa lần thứ hai ta được:
- Lượng dư gia công cho mặt trên là: 1.3
- Lượng dư gia công cho mặt dưới là:1.3
- Lượng dư gia công cho mặt bên là:1.3
Phần III: THIẾT KẾ QUI TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT
1. Chọn chuẩn để gia công chi tiết :
Mục đích chọn chuẩn: chọn chuẩn rất quan trọng trong việc thiết kế quy
trình công nghệ, chọn chuẩn hợp lý cần thỏa mãn 2 yêu cầu sau:
- Đảm bảo chất lượng của chi tiết trong suốt quá trình gia công.
- Đảm bảo năng suất cao, giá thành hạ.
Từ 2 nguyên tắt trên ta có các phương pháp chọn chuẩn sau:
Khi chọn chuẩn phải suất phát từ nguyên tắt 6 điểm định vị chi tiết để khống
chế hết số bậc tự do cần thiết của chi tiết một cách hợp lý nhất tuyết đối
tránh thiếu và siêu định vị, trong một số trường hợp cần tránh thừa định vị
không cần thiết.
Chọn chuẩn sao cho không bị lực cắt, lực kẹp làm biến dạng chi tiết quá
nhiều, đồng thời lực kẹp phải nhỏ để giảm bớt sức lao động cho người công
nhân.
Chọn chuẩn sao cho kết cấu đồ gá phải đơn giản, sử dụng thuận lợi nhất và
thích hợp với từng loại hình sản xuất.
a/ Chọn chuẩn thô:
Chọn chuẩn thô có ý nghĩa quyết định đến quy trình công nghệ, nó ảnh
hưởng đến các nguyên công sau và độ chính xác tới các chi tiết gia công.
b/ Yêu cầu khi chọn chuẩn thô:
Đảm bảo độ chính xác về vị trí tương quan giữa các bề mặt gia công và bề
mặt không gia công.
Đảm bảo phân bố lương dư cho các bề mặt sẽ gia công.
c/ Cần chú ý khi chọn chuẩn thô:
Theo một phương kích thước nhất định, nếu trên kích thước gia công có một
bề mặt gia công, thì nên chọn bề mặt đó làm chuẩn thô.
Theo một phương kích thước nhất định, nếu trên chi tiết gia công có một
hay nhiều bề mặt gia công, thì nên chọn bề mặt nào đó có yêu cầu về độ
chính xác tương quan so với bề mặt gia công là cao nhất làm chuẩn thô.
Theo một phương kích thước nhất định, nếu trên chi tiết gia công có tất cả
các bề mặt gia công thì ta nên chọn bề mặt phôi nào đó có yêu cầu lượng dư
nhỏ và đồng đều nhất làm chuẩn thô.
Ứng với một bậc tự do cần thiết thì chỉ được phép chọn và sử dụng chuẩn
thô không quá một lần, nếu mặt này là mặt chuẩn thô. Nếu phạm chuẩn thô
sẽ gây nên vị trí tương quan giữa các bề mặt gia công với nhau.
D / Chọn chuẩn tinh
Yêu cầu khi chọn chuẩn tinh:
Đảm bảo phân bố lượng dư cho các bề mặt gia công.
Đảm bảo độ chính xác về vị trí tương quan giữa các bề mặt gia công với
Nguyên tắt khi chọn chuẩn tinh:
Cố gắng chọn chuẩn tinh là chuẩn tinh chính, nếu như vậy thì chi tiết có vị
trí khi gia công giống như khi làm việc, độ chính xác đạt được một cách trực
tiếp nên dể dàng hơn, đồng thời đơn giản hóa quá trình lắp ráp và đỡ phải
gia công thêm các chuẩn tinh phụ.
Cố gắng chọn chuẩn tinh sao cho tính trùng chuẩn càng cao càng tốt. Nếu như vậy sẽ giảm sai số gia công và khi chuẩn cơ sở trùng với chuẩn khởi suất thì
sai số chuẩn ec=0.
Cố gắng chọn chuẩn tinh thống nhất cho cả quá trình gia công. Nếu như vậy
thì chủng loại của đồ gá sẽ giảm bớt. Do đó giảm bớt được chi phí thiết kế,tính toán và chế tạo đồ gá nên giá thành giảm.
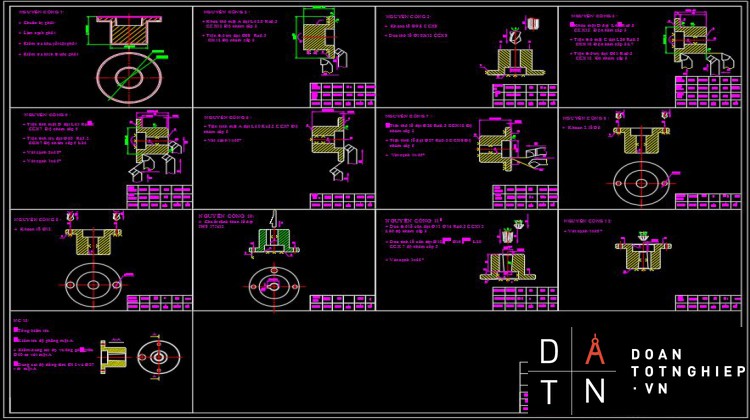
Xác định đường lối công nghệ
- Sao khi phân tích kết cấu cảu chi tiết, dạng sản xuất là hàng loạt vừa trong điều kiện sản xuất nước ta hiện nay, ta chọn phương pháp phân tán nguyên công sử dụng nhiều đồ gá chuyên dùng để gia công chi tiết trên các máy vạn năng thông dụng
|
Phương án |
STT |
Tên nguyên công |
Kí hiệu bề mặt gia công |
Bề mặt định vị chính |
Dạng máy gia công |
|
1 |
1 |
Chuẩn bị phôi |
|
|
|
|
2 |
Khỏa thô mặt A và tiện trụ |
Mặt A, trụ |
Mặt C: 3 bậc : 2 bậc |
Máy tiện T616 |
|
|
3 |
Khoan và doa lỗ |
Lỗ |
Mặt A :3 bậc Mặt B: 2 bậc |
Máy khoan 2A135 |
|
|
4 |
Khỏa mặt D, tiện thô mặt C, tiện thô trụ |
Mặt D, mặt C, trụ |
Mặt A : 3 bậc Mặt E : 2 bậc |
Máy tiện T616 |
|
|
5 |
Tiện tinh mặt D, tiện tinh trụ, vát cạnh |
Mặt D, trụ |
Mặt A: 3 bậc Mặt E: 2 bậc |
Máy tiện T616 |
|
|
6 |
Tiện tinh mặt A, vát cạnh |
Mặt A |
Mặt D: 3 bậc Mặt E : 2 bậc |
Máy tiện T616 |
|
|
7 |
Tiên thô và tiện tinh lỗ, vát cạnh |
Lỗ
|
Mặt D: 3 bậc Mat E: 2 bậc |
Máy tiện T616 |
|
|
8 |
Khoan 2 lỗ |
Lỗ |
MặtD: 1 bậc Mặt E : 4 bậc |
Máy khoan 2A135 |
|
|
9 |
Khoan 2 lỗ |
Lỗ |
MặtD: 3 bậc Mặt E: 2 bậc |
Máy khoan 2A135 |
|
|
10 |
Chuốt rãnh then |
Ranh then |
Mặt A: 3 bậc Mặt E : 2 bậc Mặt H : 1 bậc |
Máy chuốt đứng 774 |
|
|
11 |
Doa tinh và doa thô lỗ côn, vát cạnh |
Lỗ công |
Mặt A: 3 bậc Mặt F: 2 bậc
|
Máy khoan 2A135 |
|
|
|
12 |
Vát cạnh 1x45 |
|
Mặt D: 3 bậc Mặt E: 2 bậc
|
Máy khoan 2A135 |
|
|
13 |
Tổng kiểm tra |
|
|
|
PHẦN IV : BIỆN LUẬN QUI TRÌNH CÔNG NGHỆ
1.Biện luận về thứ tự nguyên công,tên nguyên công ,lần gá , bước công nghệ của các nguyên công.
NC I :
+ Tên nguyên công :chuẩn bị phôi
+ Lần gá : A
+ Bước :
- Chuẩn bị phôi
- Làm sạch phôi
- Cắt bỏ ba via
- Kiểm tra khuyết tật phôi
NC II :
+ Tên nguyên công : Khỏa thô mặt A và tiện thô trụ
+ Lần gá : A
+ Bước :
- Tiện thô mặt A đạt L42.3 CCX12 Độ nhám cấp 3
- Tiện thô trụ đạt Ra6.3
NC III:
+ Tên nguyên công : Khoan và doa lỗ
+ Lần gá : A
+ Bước :
- Khoan lỗ CCX8
- Doa thô lỗ CCX8
NC IV:
+ Tên nguyên công : Khỏa mặt D, tiện thô mặt C và tiện thô trụ
+ Lần gá : A
+ Bước :
- Khỏa mặt D đạt L42 Ra6.3 CCX12 Độ nhám cấp 3
- Tiện thô mặt C đạt L36 Ra6.3 CCX12 Độ nhám cấp 3
- Tiện thô trụ đạt Ra6.3 L36 CCX12 Độ nhám cấp 3
NC V :
+ Tên nguyên công : Tiện tinh mặt D, tiện tinh trụ và cát cạnh
+ Lần gá : A
+ Bước :
- Tiện tinh mặt D đạt L41 Ra6.3 CCX7 Độ nhám cấp 5
- Tiện tinh trụ đạt ∅40 Ra6.3 CCX7 Độ nhám cấp 5
- Vát cạnh 2x45 của
- Vát cạnh 1x45 của
NC VI:
+ Tên nguyên công : Tiện tinh mặt A và vát cạnh
+ Lần gá : A
+ Bước :
- Tiện tinh mặt A đạt L40 Ra6.3 CCX7 Độ nhám cấp 5
- Vát cạnh 1x45 của
NC VII:
+ Tên nguyên công : Tiện thô, tiện tinh lỗ và vát cạnh
+ Lần gá : A
+ Bước :
- Tiên thô lỗ đạt ∅26 Ra6.3 CCX12 Độ nhám cấp 5
- Tiện tinh lỗ đạt ∅27 Ra3.2 CCX7 Độ nhám cấp 3
- Vát cạnh 1x45 của
NC VIII:
+ Tên nguyên công : Khoan 2 lỗ
+ Lần gá : A
+ Bước :
- Khoan 2 lỗ
NC IX:
+ Tên nguyên công : Khoan 2 lỗ
+ Lần gá : A
+ Bước :
- Khoan 2 lỗ
NC X:
+ Tên nguyên công : Chuốt rãnh then trong lỗ
+ Lần gá :A chuốt rãnh then lỗ đạt 5H8 12js12
+ Bước :
- Chuốt rãnh then lỗ đạt 5H8 12js12
NC XI:
+ Tên nguyên công : Doa thô, doa tinh lỗ côn và vát cạnh
+ Lần gá : A
+ Bước :
- Doa thô lỗ côn đạt ∅11 ∅14 Ra6.3 CCX12 L30 độ nhám cấp 3
- Doa tinh lỗ côn đạt ∅120.018∅150.018CCX7 độ nhám cấp 5
- Vát cạnh 1x45 của lỗ côn
NC XII:
+ Tên nguyên công : Vát cạnh
+ Lần gá : 1
+ Bước :
- Vát cạnh 1x45 của lỗ côn
NC XII:
+ Tên nguyên công : Tổng kiểm tra
+ Lần gá : 1 kiể
+ Bước :
- Kiểm tra độ phẳng mặt A
- Kiểm tra dung sai độ vuông góc giữa với mặt A
- Kiểm tra dung sai độ đồng tâm giữa và
2. Biện luận và tính toán qui trình công nghệ gia công cơ.
- Lập tiến trình nguyên công :
Nguyên công 1 : chuẩn bị phôi.
Nguyên công 2 : Tiện thô và mặt A, sử dụng dao tiện đầu cong có gắn mảnh hợp kim cứng để gia công trên máy tiện T616
Tiện thô trụ đạt , sử dụng dao tiện đầu thẳng có gắn mảnh hợp kim cứng để gia công trên máy tiện T616
Nguyên công 3 : Khoan lỗ , sử dụng mũi khoan ruột gà đuôi trụ (P18) để gia công trên máy khoan 2A135.
Doa thô lỗ , sử dụng mũi doa đuôi côn (P18) để gia công trên máy khoan 2A135.
Nguyên công 4 : Tiện thô mặt C và tiện thô trụ dùng dao tiện ngoài thân thẳng gắn mảnh hợp kim cứng gia công trên máy tiện T616
Khỏa mặt D dùng sao tiện ngoài thân cong có gắn mảnh hơp kim cứng để gia công trên máy tiện T616
Nguyên công 5 : Tiện tinh mặt D và vát cạnh dùng dao tiện ngoài thân cong có gắn mảnh hơp kim cứng có góc Φ 90° gia công trên máy tiện T616
Tiện tinh trụ dùng dao tiện ngoài thân thẳng gắn mảnh hợp kim cứng có góc Φ 60° gia công trên máy tiện T616
Nguyên công 6 : Tiện tinh mặt A và vát cạnh dùng dao tiện ngoài thân cong có gắn mảnh hợp kim cứng có góc Φ 90°
gia công trên máy tiện T616
Nguyên công 7 : Tiện thô, tiện tinh lỗ dùng dao tiện lỗ có góc nghiêng Φ 95°
Nguyên công 8 : Khoan 2 lỗ dùng mũi khoan ruột gà đuôi trụ (P18) để gia công trên máy khoan 2A135
Nguyên công 9 : Khoan 2 lỗ dùng mũi khoan ruột gà đuôi trụ (P18) để gia công trên máy khoan 2A135
Nguyên công 10:Chuốt rãnh then trong lỗ dùng dao chuốt rãnh then tự lựa gia công trên máy chuốt đứng 774
Nguyên công 11: Doa thô và doa tinh dùng dao doa côn đuôi trụ để gia công trên máy khoan 2A135
Vát cạnh 1x45 dùng mũi vát đuôi côn để gia công trên máy khoan 2A135
Nguyên công 12: Vát cạnh 1x45 dùng mũi vát đuôi côn để gia công trên máy khoan 2A135
Nguyên công 13: Tổng kiểm tra
- Biện luận và tính toán qui trình công nghệ gia công cơ.
Nguyên công I : chuẩn bị phôi
- Bước 1: Chuẩn bị phôi
- Bước 2: Cắt bỏ bavia
- Bước 3: Làm sạch phôi
- Bước 4: Kiểm tra khuyết tật phôi
Nguyên công II : Khỏa thô mặt A và tiện thô trụ
Phân tích việc chọn chuẩn , chọn phương án kẹp chặt
- Định vị : ta chọn mặt C làm mặt định
vị chính, khử 3 bậc tự do. Mặt trụ khử 2 bậc tự do
Kẹp chặt:
- Lực kẹp có phương vuông góc với mặt D,
và chiều hướng vào mặt D.
Phân tích việc chọn thiết bị
- Máy : Máy tiện 1K62
Thông số kĩ thuật tiện 1K62
Khoảng cách giữa hai mũi tâm 1400mm
Công suất động cơ 10 kw
Hiệu suất n=0.75.
Dao : dao tiện đầu cong có gắn mảnh
hợp kim cứng BK6, góc 45, B = 10,
H = 16, L = 10, m = 8, a = 8.
Dao tiện ngoài thân thẳng gắn mảnh
hợp kim cưng BK6, góc 45 , b=12,
h=20, L=100, l=10, R=1
- Đồ gá : chuyên dùng
- Dụng cụ đo : thước cặp 1/50
- Bậc thợ 2/7
Chế độ cắt :
Tiện thô mặt A
- Chiều sâu cắt
T = 0.15
Bước tiến s
- Tra bảng 21.1/ 27 sách bản tra chế độ cắt của NGUYỄN NGỌC ĐÀO- HỒ VIẾT BÌNH – TRẦN THẾ SAN : KHOA CƠ KHÍ CHẾ TẠO MÁY
C = 4
T < 4
= > S = 1.3
- Tra bảng 25. 1/29 sách bản tra chế độ cắt của NGUYỄN NGỌC ĐÀO- HỒ VIẾT BÌNH – TRẦN THẾ SAN : KHOA CƠ KHÍ CHẾ TẠO MÁY
Thép
3< t
= > s = 0.8 – 1.2
Tra thuyết minh máy
St = 0.87
Vận tốc cắt
- Tra bảng 35- 1 / 35 sách bản tra chế độ cắt của NGUYỄN NGỌC ĐÀO- HỒ VIẾT BÌNH – TRẦN THẾ SAN : KHOA CƠ KHÍ CHẾ TẠO MÁY
= 80
T < 1.4
St < 0.14
Tiện ngoài mặt đầu
= > V = 232
- Tra bảng 36- 1/ 36 sách bản tra chế độ cắt của NGUYỄN NGỌC ĐÀO- HỒ VIẾT BÌNH – TRẦN THẾ SAN : KHOA CƠ KHÍ CHẾ TẠO MÁY
= > k = 1
- Tra bảng 37- 1/ 36 sách bản tra chế độ cắt của NGUYỄN NGỌC ĐÀO- HỒ VIẾT BÌNH – TRẦN THẾ SAN : KHOA CƠ KHÍ CHẾ TẠO MÁY
= > k = 1
- Tra bảng 38- 1/ 36 sách bản tra chế độ cắt của NGUYỄN NGỌC ĐÀO- HỒ VIẾT BÌNH – TRẦN THẾ SAN : KHOA CƠ KHÍ CHẾ TẠO MÁY
= > k = 1
- Tra bảng 39- 1/ 36 sách bản tra chế độ cắt của NGUYỄN NGỌC ĐÀO- HỒ VIẾT BÌNH – TRẦN THẾ SAN : KHOA CƠ KHÍ CHẾ TẠO MÁY
= > k = 1
= > V = 232 .1 .1 .1 .1 = 232
N = = = 1086.5
Tra thuyết minh máy
= > Nt = 1000
= > Vt = = = 213.52 v/p
Công suất cắt gọt
- Tra bảng 52 – 1/ 40 sách bản tra chế độ cắt của NGUYỄN NGỌC ĐÀO- HỒ VIẾT BÌNH – TRẦN THẾ SAN : KHOA CƠ KHÍ CHẾ TẠO MÁY
58 << 97
T 2
S 0.96
V < 245
= > Ncg = 4.1 kw
[ N ] = 10 . 0,75 = 7.5
= > Ncg < [ N ]
Máy làm việc an toàn
Thời gian gia công
Tthô =
Trong đó
L: chiều dài chi tiết
L1: khoảng chạy tới
L2: khoảng chạy quá
S : bước tiến
Nt số vòng quay của trục chính
Thay vào công thức ta được
Tthô = = 0,08 phút
Tiện thô trụ
- Chiều sâu cắt
T = 1.7
Bước tiến s
- Tra bảng 21.1/ 27 sách bản tra chế độ cắt của NGUYỄN NGỌC ĐÀO- HỒ VIẾT BÌNH – TRẦN THẾ SAN : KHOA CƠ KHÍ CHẾ TẠO MÁY
C = 4
T < 4
= > S = 1.3
- Tra bảng 25. 1/29 sách bản tra chế độ cắt của NGUYỄN NGỌC ĐÀO- HỒ VIẾT BÌNH – TRẦN THẾ SAN : KHOA CƠ KHÍ CHẾ TẠO MÁY
Thép
3< t
= > s = 0.8 – 1.2
Tra thuyết minh máy
St = 0.87
Vận tốc cắt
- Tra bảng 35- 1 / 35 sách bản tra chế độ cắt của NGUYỄN NGỌC ĐÀO- HỒ VIẾT BÌNH – TRẦN THẾ SAN : KHOA CƠ KHÍ CHẾ TẠO MÁY
= 80
T < 1.4
St < 0.97
Tiện dọc ngoài
= > V = 182
- Tra bảng 36- 1/ 36 sách bản tra chế độ cắt của NGUYỄN NGỌC ĐÀO- HỒ VIẾT BÌNH – TRẦN THẾ SAN : KHOA CƠ KHÍ CHẾ TẠO MÁY
= > k = 1
- Tra bảng 37- 1/ 36 sách bản tra chế độ cắt của NGUYỄN NGỌC ĐÀO- HỒ VIẾT BÌNH – TRẦN THẾ SAN : KHOA CƠ KHÍ CHẾ TẠO MÁY
= > k = 1
- Tra bảng 38- 1/ 36 sách bản tra chế độ cắt của NGUYỄN NGỌC ĐÀO- HỒ VIẾT BÌNH – TRẦN THẾ SAN : KHOA CƠ KHÍ CHẾ TẠO MÁY
= > k = 1
- Tra bảng 39- 1/ 36 sách bản tra chế độ cắt của NGUYỄN NGỌC ĐÀO- HỒ VIẾT BÌNH – TRẦN THẾ SAN : KHOA CƠ KHÍ CHẾ TẠO MÁY
= > k = 1
= > V = 182 .1 .1 .1 .1 = 182
N = = = 852.3
Tra thuyết minh máy
= > Nt = 1000
= > Vt = = = 213.52 v/p
Công suất cắt gọt
- Tra bảng 52 – 1/ 40 sách bản tra chế độ cắt của NGUYỄN NGỌC ĐÀO- HỒ VIẾT BÌNH – TRẦN THẾ SAN : KHOA CƠ KHÍ CHẾ TẠO MÁY
58 << 97
T 2
S 0.96
V < 245
= > Ncg = 4.1 kw
[ N ] = 10 . 0,75 = 7.5
= > Ncg < [ N ]
Máy đảm bảo an toàn trong quá trình gia công
Thời gian gia công
Ttbt =
Trong đó
L: chiều dài chi tiết
L1: khoảng chạy tới
L2: khoảng chạy quá
S : bước tiến
Nt số vòng quay của trục chính
Thay vào công thức ta được
Tbt = = 0,012 phút
Nguyên công III : Khoan và doa thô lỗ
Phân tích việc chọn chuẩn , chọn phương án kẹp chặt
- Định vị : ta chọn mặt A làm mặt định
vị chính, khử 3 bậc tự do. Mặt B khử 2 bậc tự do
Kẹp chặt:
- Lực kẹp có phương vuông góc với mặt ,
và chiều hướng vào mặt .
Phân tích việc chọn thiết bị
- Máy : Máy khoan đứng 2A135.
Thông số kỹ thuật :
Đường kính khoan lớn nhất 35mm.
Số vòng quay trục chính
68-1100 vòng / phút.
Bước tiến của bàn máy 0.11-1.6.
Công suất động cơ trục chính 6kw.
Dao :
Mũikhoan ruột gà đuôi trụ P18, Ø9.8
L = 165, l = 25.
Mũidoa đuôi côn P18, Ø10
L = 175, l = 85.
- Đồ gá : chuyên dùng
- Dụng cụ đo : calip
- Bậc thợ 3/7
Khoan thô
Chiều sâu cắt
t = = = 4.9
Bước tiến
- Tra bảng 8.3 trang 88 sách bản tra chế độ cắt của NGUYỄN NGỌC ĐÀO- HỒ VIẾT BÌNH – TRẦN THẾ SAN : KHOA CƠ KHÍ CHẾ TẠO M
- = 80
- D<10
- Thép gió
S=0.17-0.21
Ta có :==3.06 vậy 3 < chọn k1=0.9
St = 0.17. 0.9. = 0.15
Tra thuyết minh máy chọn : S = 0.15 (mm/v)
Vận tốc khi khoan:
- tra bảng 11 - 91 trang 95 sách bản tra chế độ cắt của NGUYỄN NGỌC ĐÀO- HỒ VIẾT BÌNH – TRẦN THẾ SAN : KHOA CƠ KHÍ CHẾ TẠO MÁY
- Nhóm thép 7
- Đường kính mũi khoan <20
- S< 0,16
= > V= 32m/ph
- Tra bảng 19.3 – 96 sách bản tra chế độ cắt của NGUYỄN NGỌC ĐÀO- HỒ VIẾT BÌNH – TRẦN THẾ SAN : KHOA CƠ KHÍ CHẾ TẠO MÁY
D mũi khoan tuổi bền : 35 phút = > = 1.2
- Tra bảng 20.3 – 96 sách bản tra chế độ cắt của NGUYỄN NGỌC ĐÀO- HỒ VIẾT BÌNH – TRẦN THẾ SAN : KHOA CƠ KHÍ CHẾ TẠO MÁY
Chọn k=0.91
Tra bảng 15.3 -92 sách bản tra chế độ cắt của NGUYỄN NGỌC ĐÀO- HỒ VIẾT BÌNH – TRẦN THẾ SAN : KHOA CƠ KHÍ CHẾ TẠO MÁY
3D = > k1=1
- Tra bảng 16.3 -92 sách bản tra chế độ cắt của NGUYỄN NGỌC ĐÀO- HỒ VIẾT BÌNH – TRẦN THẾ SAN : KHOA CƠ KHÍ CHẾ TẠO MÁY
P18 => k2=1
V= 32.0.91.1.1= 29.12 m/ph
N= = 946.3 v/ph
Tra TMM chọn nt= 1100 v/ph
Công suất động cơ
- Tra bảng 17.3-93 sách bản tra chế độ cắt của NGUYỄN NGỌC ĐÀO- HỒ VIẾT BÌNH – TRẦN THẾ SAN : KHOA CƠ KHÍ CHẾ TẠO MÁY
Ndc= 1.5 = > máy gia công an toàn
- Thời gian gia công
Tm=
L2= 1-3
L1=( M = = 2.8
Tm= 0.3 ph
Dao doa đuôi côn L=175,l=80.P18 máy 2A135. Hiệu suất 0.8
=75 , C < 0.6% . Tkhoét = 20 , = 60 , z = 4
Chiều sâu cắt
t = = = 0.1
Bước tiến
Theo sức bền cửa dao .có công thức S = Cs .
- Tra bảng 2.3 trang 84 sách bản tra chế độ cắt của NGUYỄN NGỌC ĐÀO- HỒ VIẾT BÌNH – TRẦN THẾ SAN : KHOA CƠ KHÍ CHẾ TẠO M
= > Cs = 0.16
S1 = Cs . = 0.16 . = 0.8 (mm/v)
Tra thuyết minh máy chọn : S = 0.96 (mm/v)
Vận tốc khi khoét:
- V =
- tra bảng 3 -3 trang 84 sách bản tra chế độ cắt của NGUYỄN NGỌC ĐÀO- HỒ VIẾT BÌNH – TRẦN THẾ SAN : KHOA CƠ KHÍ CHẾ TẠO MÁY
- Cv = 10.5 ; Zv = 0.3 ; Yv = 0.65 ; m = 0.4 ; Xv = 0.2
- Tra bảng 5 – 3 sách bản tra chế độ cắt của NGUYỄN NGỌC ĐÀO- HỒ VIẾT BÌNH – TRẦN THẾ SAN : KHOA CƠ KHÍ CHẾ TẠO MÁY
- Kmv = 1
- Tra bảng 6 – 3 sách bản tra chế độ cắt của NGUYỄN NGỌC ĐÀO- HỒ VIẾT BÌNH – TRẦN THẾ SAN : KHOA CƠ KHÍ CHẾ TẠO MÁY
- Klv = 1
- Tra bảng 7 -1 sách bản tra chế độ cắt của NGUYỄN NGỌC ĐÀO- HỒ VIẾT BÌNH – TRẦN THẾ SAN : KHOA CƠ KHÍ CHẾ TẠO MÁY
- Knv = 1
- Tra bảng 8 -1 sách bản tra chế độ cắt của NGUYỄN NGỌC ĐÀO- HỒ VIẾT BÌNH – TRẦN THẾ SAN : KHOA CƠ KHÍ CHẾ TẠO MÁY
- Kuv = 1
- Do đó : Kv = Kmv . Knv . Kuv . Klv = 1
- Thay vào V = . 1 = 26.7 m/p
- Số vồng quay trục chính
- N = = = 850v/ph
- Ttmm = > Nt = 1100 v/p
- Lực cắt và mo men xoắn
- M =
- P0 : Cp. . Syp . Kmp . Kg
- Tra bảng 11.1 sách bản tra chế độ cắt của NGUYỄN NGỌC ĐÀO- HỒ VIẾT BÌNH – TRẦN THẾ SAN : KHOA CƠ KHÍ CHẾ TẠO MÁY
- Cp = 200 ; Xpz = 1 ; Ypz = 1
- Tra bảng( 12 – 1) và (13 – 1) sách bản tra chế độ cắt của NGUYỄN NGỌC ĐÀO- HỒ VIẾT BÌNH – TRẦN THẾ SAN : KHOA CƠ KHÍ CHẾ TẠO MÁY
- Kmp = Kmn = ) = 1
- Tra bảng (15 – 1) sách bản tra chế độ cắt của NGUYỄN NGỌC ĐÀO- HỒ VIẾT BÌNH – TRẦN THẾ SAN : KHOA CƠ KHÍ CHẾ TẠO MÁY
- Kmp = 0.98 k = 1
- = > Kp = 1 .1 . 0.98 = 0.98
- Momen xoắn
- M = = 13.72
- Công suất cắt
- N = = = 1.4
- Thời gian gia công
- Tm =
L1: chiều dài chi tiết
L2: khoảng chạy tới
L3: khoảng chạy quá
L1 = (
= > = cotg60 = 0.05
Tm = = 0.17 (p)
Nguyên công IV: Khỏa mặt D, tiện thô mặt C và tiện thô trụ
Phân tích việc chọn chuẩn , chọn phương án kẹp chặt
- Định vị : ta chọn mặt A làm mặt định
vị chính, khử 3 bậc tự do. Mặt E khử 2 bậc tự do
Kẹp chặt:
- Lực kẹp có phương vuông góc với mặt A,
và chiều hướng vào mặt A.
Phân tích việc chọn thiết bị
- Máy : Máy tiện 1K62
Thông số kĩ thuật tiện 1K62
Khoảng cách giữa hai mũi tâm 1400mm
Công suất động cơ 10 kw
Hiệu suất n=0.75.
Dao : dao tiện đầu cong có gắn mảnh
hợp kim cứng BK6, góc 45, B = 10,
H = 16, L = 100, m = 8, a = 8.
Dao tiện ngoài thân thẳng gắn mảnh
hợp kim cưng BK6, góc 45 , b=12,
h=20, L=100, l=10, R=1
- Đồ gá : chuyên dùng
- Dụng cụ đo : thước cặp 1/50
- Bậc thợ 2/7
Chế độ cắt :
Tiện thô mặt D
- Chiều sâu cắt
T = 0.15
Bước tiến s
- Tra bảng 21.1/ 27 sách bản tra chế độ cắt của NGUYỄN NGỌC ĐÀO- HỒ VIẾT BÌNH – TRẦN THẾ SAN : KHOA CƠ KHÍ CHẾ TẠO MÁY
C = 4
T < 4
= > S = 1.3
- Tra bảng 25. 1/29 sách bản tra chế độ cắt của NGUYỄN NGỌC ĐÀO- HỒ VIẾT BÌNH – TRẦN THẾ SAN : KHOA CƠ KHÍ CHẾ TẠO MÁY
Thép
3< t
= > s = 0.4 – 0.5
Tra thuyết minh máy
St = 0.43
Vận tốc cắt
- Tra bảng 35- 1 / 35 sách bản tra chế độ cắt của NGUYỄN NGỌC ĐÀO- HỒ VIẾT BÌNH – TRẦN THẾ SAN : KHOA CƠ KHÍ CHẾ TẠO MÁY
= 80
T < 1.4
St < 0.54
Tiện ngoài mặt đầu
= > V = 205
- Tra bảng 36- 1/ 36 sách bản tra chế độ cắt của NGUYỄN NGỌC ĐÀO- HỒ VIẾT BÌNH – TRẦN THẾ SAN : KHOA CƠ KHÍ CHẾ TẠO MÁY
= > k = 1
- Tra bảng 37- 1/ 36 sách bản tra chế độ cắt của NGUYỄN NGỌC ĐÀO- HỒ VIẾT BÌNH – TRẦN THẾ SAN : KHOA CƠ KHÍ CHẾ TẠO MÁY
= > k = 1
- Tra bảng 38- 1/ 36 sách bản tra chế độ cắt của NGUYỄN NGỌC ĐÀO- HỒ VIẾT BÌNH – TRẦN THẾ SAN : KHOA CƠ KHÍ CHẾ TẠO MÁY
= > k = 1
- Tra bảng 39- 1/ 36 sách bản tra chế độ cắt của NGUYỄN NGỌC ĐÀO- HỒ VIẾT BÌNH – TRẦN THẾ SAN : KHOA CƠ KHÍ CHẾ TẠO MÁY
= > k = 1
= > V = 205 .1 .1 .1 .1 = 205
N = = = 1632
Tra thuyết minh máy
= > Nt = 1600
= > Vt = = = 200.96 v/p
Công suất cắt gọt
- Tra bảng 52 – 1/ 40 sách bản tra chế độ cắt của NGUYỄN NGỌC ĐÀO- HỒ VIẾT BÌNH – TRẦN THẾ SAN : KHOA CƠ KHÍ CHẾ TẠO MÁY
58 << 97
T 2
S 0.6
V < 245
= > Ncg = 5.8 kw
[ N ] = 10 . 0,75 = 7.5
= > Ncg < [ N ]
Máy làm việc an toàn
Thời gian gia công
Tthô =
Trong đó
L: chiều dài chi tiết
L1: khoảng chạy tới
L2: khoảng chạy quá
S : bước tiến
Nt số vòng quay của trục chính
Thay vào công thức ta được
Tthô = = 0,15 phút
Tiện thô mặt C
- Chiều sâu cắt
T = 0.65
Bước tiến s
- Tra bảng 21.1/ 27 sách bản tra chế độ cắt của NGUYỄN NGỌC ĐÀO- HỒ VIẾT BÌNH – TRẦN THẾ SAN : KHOA CƠ KHÍ CHẾ TẠO MÁY
C = 4
T < 4
= > S = 1.3
- Tra bảng 25. 1/29 sách bản tra chế độ cắt của NGUYỄN NGỌC ĐÀO- HỒ VIẾT BÌNH – TRẦN THẾ SAN : KHOA CƠ KHÍ CHẾ TẠO MÁY
Thép
3< t
= > s = 0.8 – 1.2
Tra thuyết minh máy
St = 0.87
Vận tốc cắt
- Tra bảng 35- 1 / 35 sách bản tra chế độ cắt của NGUYỄN NGỌC ĐÀO- HỒ VIẾT BÌNH – TRẦN THẾ SAN : KHOA CƠ KHÍ CHẾ TẠO MÁY
= 80
T < 1.4
St < 0.14
Tiện ngoài mặt đầu
= > V = 232
- Tra bảng 36- 1/ 36 sách bản tra chế độ cắt của NGUYỄN NGỌC ĐÀO- HỒ VIẾT BÌNH – TRẦN THẾ SAN : KHOA CƠ KHÍ CHẾ TẠO MÁY
= > k = 1
- Tra bảng 37- 1/ 36 sách bản tra chế độ cắt của NGUYỄN NGỌC ĐÀO- HỒ VIẾT BÌNH – TRẦN THẾ SAN : KHOA CƠ KHÍ CHẾ TẠO MÁY
= > k = 1
- Tra bảng 38- 1/ 36 sách bản tra chế độ cắt của NGUYỄN NGỌC ĐÀO- HỒ VIẾT BÌNH – TRẦN THẾ SAN : KHOA CƠ KHÍ CHẾ TẠO MÁY
= > k = 1
- Tra bảng 39- 1/ 36 sách bản tra chế độ cắt của NGUYỄN NGỌC ĐÀO- HỒ VIẾT BÌNH – TRẦN THẾ SAN : KHOA CƠ KHÍ CHẾ TẠO MÁY
= > k = 1
= > V = 232 .1 .1 .1 .1 = 232
N = = = 1086.5
Tra thuyết minh máy
= > Nt = 1000
= > Vt = = = 213.52 v/p
Công suất cắt gọt
- Tra bảng 52 – 1/ 40 sách bản tra chế độ cắt của NGUYỄN NGỌC ĐÀO- HỒ VIẾT BÌNH – TRẦN THẾ SAN : KHOA CƠ KHÍ CHẾ TẠO MÁY
58 << 97
T 2
S 0.96
V < 245
= > Ncg = 4.1 kw
[ N ] = 10 . 0,75 = 7.5
= > Ncg < [ N ]
Máy làm việc an toàn
Thời gian gia công
Tthô =
Trong đó
L: chiều dài chi tiết
L1: khoảng chạy tới
L2: khoảng chạy quá
S : bước tiến
Nt số vòng quay của trục chính
Thay vào công thức ta được
Tthô = = 0,02 phút
Tiện thô trụ
- Chiều sâu cắt
T = 2.4
Bước tiến s
- Tra bảng 21.1/ 27 sách bản tra chế độ cắt của NGUYỄN NGỌC ĐÀO- HỒ VIẾT BÌNH – TRẦN THẾ SAN : KHOA CƠ KHÍ CHẾ TẠO MÁY
C = 4
T < 4
= > S = 1.3
- Tra bảng 25. 1/29 sách bản tra chế độ cắt của NGUYỄN NGỌC ĐÀO- HỒ VIẾT BÌNH – TRẦN THẾ SAN : KHOA CƠ KHÍ CHẾ TẠO MÁY
Thép
3> t
= > s = 0.4 – 0.5
Tra thuyết minh máy
St = 0.43
Vận tốc cắt
- Tra bảng 35- 1 / 35 sách bản tra chế độ cắt của NGUYỄN NGỌC ĐÀO- HỒ VIẾT BÌNH – TRẦN THẾ SAN : KHOA CƠ KHÍ CHẾ TẠO MÁY
= 80
T < 3
St < 0.14
Tiện ngoài mặt đầu
= > V = 231
- Tra bảng 36- 1/ 36 sách bản tra chế độ cắt của NGUYỄN NGỌC ĐÀO- HỒ VIẾT BÌNH – TRẦN THẾ SAN : KHOA CƠ KHÍ CHẾ TẠO MÁY
= > k = 1
- Tra bảng 37- 1/ 36 sách bản tra chế độ cắt của NGUYỄN NGỌC ĐÀO- HỒ VIẾT BÌNH – TRẦN THẾ SAN : KHOA CƠ KHÍ CHẾ TẠO MÁY
= > k = 1
- Tra bảng 38- 1/ 36 sách bản tra chế độ cắt của NGUYỄN NGỌC ĐÀO- HỒ VIẾT BÌNH – TRẦN THẾ SAN : KHOA CƠ KHÍ CHẾ TẠO MÁY
= > k = 1
- Tra bảng 39- 1/ 36 sách bản tra chế độ cắt của NGUYỄN NGỌC ĐÀO- HỒ VIẾT BÌNH – TRẦN THẾ SAN : KHOA CƠ KHÍ CHẾ TẠO MÁY
= > k = 1