THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT CỬ SO DAO PHAY NGÓN ĐHBK ĐÀ NẴNG
NỘI DUNG ĐỒ ÁN
LỜI NÓI ĐẦU
Công nghệ chế tạo máy là một ngành then chốt, nó đóng vai trò quyết định trong sự nghiệp công nghiệp hoá hiện đại hoá đất nước. Nhiệm vụ của công nghệ chế tạo máy là chế tạo ra các sản phẩm cơ khí cho mõi lĩnh vực của nghành kinh tế quốc dân, việc phát triển ngành công nghệ chế tạo máy đang là mối quan tâm đặc biệt của Đảng và nhà nước ta.
Hiện nay trong các ngành kinh tế nói chung và ngành cơ khí nói riêng đòi hỏi kĩ sư cơ khí và cán bộ kĩ thuật cơ khí được đào tạo ra phải có kiến thức cơ bản tương đối rộng, đồng thời phải biết vận dụng những kiến thức đó để giải quyết những vấn đề cụ thể thường gặp trong sản xuất.
Môn học công nghệ chế tạo máy có vị trí quan trọng trong chương trình đào tạo kĩ sư và cán bộ kĩ thuật về thiết kế, chế tạo các loại máy và các thiết bị cơ khí phục vụ các ngành kinh tế như công nghiệp, nông nghiệp, giao thông vận tải, điện lực ...
Để giúp cho sinh viên nắm vững được các kiến thức cơ bản của môn học và giúp cho họ làm quen với nhiệm vụ thiết kế, trong chương trình đào tạo , đồ án môn học công nghệ chế tạo máy là môn học không thể thiếu được của sinh viên chuyên ngành chế tạo máy khi kết thúc môn học.
Sau một thời gian tìm hiểu và với sự chỉ bảo nhiệt tình của thầy giáo Hoàng Văn Thạnh đến nay em đã hoàn thành đồ án môn học công nghệ chế tạo máy. Trong quá trình thiết kế và tính toán tất nhiên sẽ có những sai sót do thiếu thực tế và kinh nghiệm thiết kế, em rất mong được sự chỉ bảo của các thầy cô giáo trong bộ môn công nghệ chế tạo máy và sự đóng góp ý kiến của các bạn để lần thiết kế sau và trong thực tế sau này được hoàn thiện hơn .
Em xin chân thành cảm ơn.
PHẦN I
XÁC ĐỊNH DẠNG SẢN XUẤT VÀ TẠO PHÔI
- Phân tích yêu cầu kỹ thuật và kết cấu cho chi tiết gia công
1.1. Phân tích điều kiện làm việc và tính công nghệ
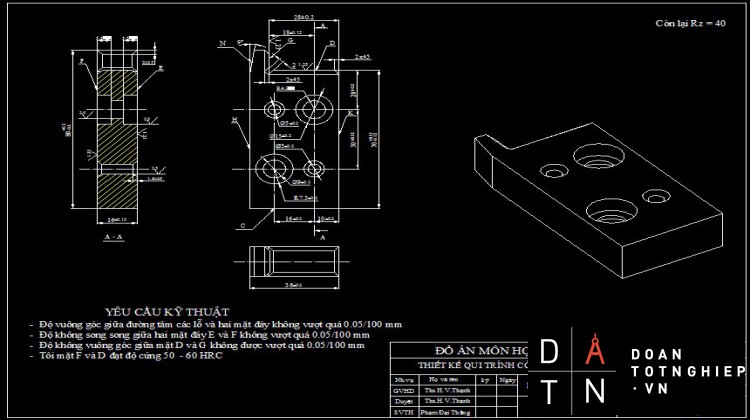
Chi tiết gia công là cữ so dao dùng làm dụng cụ để điều chỉnh cho dao cắt có vị trí tương đối chính xác so với bàn máy và đồ gá để cắt chi tiết gia công đúng theo kích thước quy định .
Cữ so dao là một chi tiết rất quan trọng trong sản xuất quy mô lớn vì trong quá trình gia công, dao bị mòn phải thay thế nên phải điều chỉnh lại vị trí của daoso với đồ gá. Do đó cữ so dao làm giảm thời gian điều chỉnh tăng năng suất lao động.
Cữ so dao được bắt chặt với thân đồ gá bằng hai chốt và hai bu lông vào lần lượt hai lỗ Ф5 và Ф9. Bề mặt làm việc là các bề mặt bên và mặt đáy
Cữ so dao thường được dùng trên máy phay.
1.2. Định dạng và yêu cầu công nghệ.
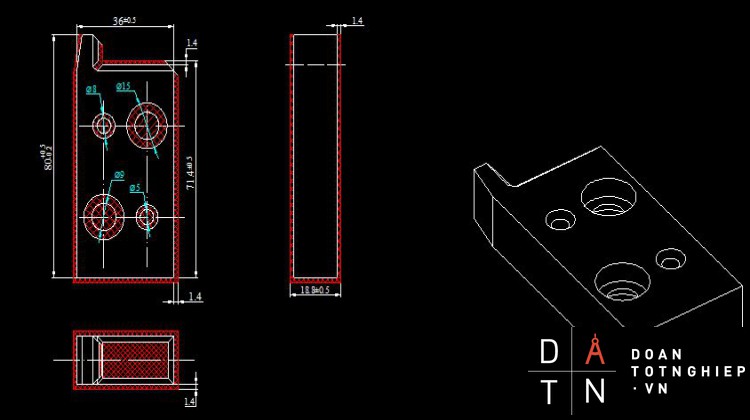
Cữ so dao là chi tiết dạng hộp.
Tính công nghệ trong kết cấu chi tiết không những ảnh hưởng đến khối lượng lao động để chế tạo chi tiết mà còn ảnh hưởng đến việc tiêu hao vật liệu. vì vậy ngay từ khi thiết kế chúng ta phải chú ý đến kết cấu của chi tiết.
Chi tiết phải có độ cứng vững để khi gia công không bị biến dạng và có thể dùng chế độ cắt cao để đạt năng suất cao.
Các bề mặt làm chuẩn phải có diện tích nhất định cho phép thực hiện nhiều nguyên công khi dùng bề mặt đó làm chuẩn và phải cho phép quá trình gá đặt nhanh và dễ dàng
Các lỗ trên chi tiết có kết cấu đơn giản,không nên có rãnh hoặc có dạng đình hình,bề mặt lỗ không đứt quãng.
Các lỗ đồng tâm nên có đường kính giảm dần từ ngoài vào trong.Các lỗ nên thông suốt
Các bề mặt gia công thuận tiện cho việc sữa dao,thay dao và thoát dao dễ dàng.
Bề mặt làm việc tiếp xúc nhiều phải đạt độ chính xác cao và chịu mài mòn tốt.
Các lỗđình vị và kẹp chặt phải là lỗ tiêu chuẩn
Những yêu cầu chủ yếu khi chế tạo cử so dao.
Độ chính xác của mặt đáy và lỗ cao. Đặc biệt là các bề mặt làm việc tiếp xúc nhiều phải chịu được mài mòn tốt. vì vậy các bề mặt đáy và bề mặt làm việc cần được nhiệt luyện đạt độ cứng (50÷60) HRC. Và độ bóng Ra = 2.5 ÷ 1.25 (μm)
Các bề mặt không làm việc chỉ cần gia công thô
Các lỗđịnh vị phải được gia công đạt cấp chính xác 7, độ bóng bề mặt lỗ đạt, Ra=2,5μm
Lỗ bậc là lỗ dùng để bắt vít nên yêu cầu đạt cấp chính xác IT9-IT10, độ nhám Rz=20μm.
Độ không song song giữa 2 mặt A và B không vượt quá 0.05/100mm
Độ không vuông góc giữa đường tâm lỗ Ф5 và 2 mặt A và B không vượt quá 0.05/100mm
Vật liệu được làm từ thép 40X có cơ tính trung bình
- Định dạng sản xuất
2.1. Tính khối lượng chi tiết
Đây là khái niệm mang tính tổng hợp giúp cho việc xác định hợp lý qúa trình tổ chức công nghệ cũng như tổ chức sản xuất để sản phẩm đạt chỉ tiêu kinh tế và kỹ thuật
Các yêu cầu về sản lượng,mức độ chuyên môn hóa quy trình công nghệ dựa vào sản lượng hàng năm và trọng lượng của chi tiết để quyết định dạng sản xuất.
Theo đề thì chi tiết có sản lượng hàng năm là 5000 chiếc/năm
Trọng lượng của chi tiết được tính theo công thức
Q = V. γ (KG). (TKDACNCTM)
Trong đó :
Q. trọng lượng chi tiết (kg)
V. thể tích chi tiết (dm3)
γ = 7.852 kg/
Vậy ta có Q =0,041852.7,852 = 0,329(kg)
2.2. Loại hình tổ chức sản xuất
- Với trọng luợng chi tiết là Q = 0.329(kg) và sản luợng hàng năm là 5000 chiếc/năm (tài liệu 1,trang 25,bảng 2.1)ta có đuợc đây là sản xuất hàng loạt vừa.
- Từ dạng sản xuất kết hợp với điều kiện sản xuất của nhà máy,xí nghiệp ta chọn tổ chức sản xuất không theo dây chuyền.Với loại hình sản xuất loạt vừa các nguyên công không bị ràng buộc lẫn nhau về thời gian và địa điểm,máy đuợc bố trí theo kiểu ,loại và không phụ thuộc thứ tự các nguyên công.Với loại hình sản xuất này hiệu quả kinh tế tuy thấp hơn so với kiểu sản xuất theo dây chuyền nhưng nó đơn giản và dễ bố trí.
3. Phương pháp tạo phôi
3.1. Xác định dạng phôi
- Có nhiều dạng phôi như( phôi đúc, phôi rèn phôi dập phôi cán …) mỗi loại đều có tính chất cơ lý khác nhau và dạng phôi được xác định theo vật liệu, hình dạng , kích thước và dạng sản xuất.
- Vật liệu để chế tạo chi tiết là thép 40X vật liệu này có thể chế tạo bằng nhiều phương pháp , nhưng cữ so dao là chi tiết dạng hộp có kích thước khuôn khổ nhỏ và yêu cầu kỹ thuật cao nên ta chọn phôi dập.
- Phương pháp tạo phôi
+ phôi ban đầu được dập nóng
+ dập lại phôi
+ cắt bavia
3.2. Phương pháp dập trong khuôn kín
- Là quá trình làm biến dạng kim loại hạn chế trong một lòng khuôn có mặt phân khuôn song song hoặc gần song song với phương của lực tác dụng tại vùng tiếp giáp với vật gia công,khuôn không có rãnh bavia nên vật không có bavia,trong quá trình gia công 2 nữa khuôn luôn kín với nhau.
- Khuôn không có rãnh bavia do đó vật dập không có bavia không phải có nguyên công cắt bavia,nhưng phải tính khối lượng phôi chính xác nếu không vật dập kh
- Do không lực từ phía kim loại tác dụng vào thành khuôn lớn,ứng suất trong vật gia công hoàn toàn nén khối nên tính dẻo kim loại cao,kim loại dễ điền đầy khuôn,có khả năng dập được vật phức tạp hơn.
- Do không có rãnh bavia nên hình chiếu vật dập trên mặt phân khuôn nhỏ hơn `
- Độ chính xác của vật dập trong khuôn kín cao hơn theo kich thước chiều ngang nhưng kích thước theo chiều dọc không chính xác bằng khuôn hở.
- Không hap phí kim loại ra khe bavia nên hệ số sử dụng kim loại cao hơn khuôn hở.
- -Chất lượng vật dập cao hơn vì kim loại dễ biến dạng hơn,sự điền đầy của kim loại vào khuôn tốt hơn,thớ kim loại không bị cắt.
- Dập trong khuôn kín rất dễ quá tải gây vỡ khuôn,đặc biệt là các cạnh của khuôn hay bị vỡ vì tại đây ứng suất lớn.
3.3. Ưu,nhuợc điẻm khi chế tạo bằng phôi dập
2.2.1 Ưu điểm
- Chế tạo bằng phương pháp dập làđơn giản,nâng cao năng suất và giảm chi phí sản xuất nhờ khả năng tự động hóa cao.
- Chế tạo băng phương pháp dập còn đạt được độ chính xác tương đối cao, giảm lượng ba via. Làm cho quá trình gia công được rút ngắn.
- Đối với thép có thể dập nóng sẽ tạo được cơ tính tốt vàđạt năng suất cao Vì vậy người ta dùng phương pháp dập trong khuôn kín.
2.2.1 Nhược điểm
- Do quá trình tạo hình đều đuợc thực hiện với phôi ở trạng thái nóng,do vậy chất lượng bề mặt chi tiết thấp,độ chính xác không cao,khó khăn cho việc cơ khí hóa và tự đông hoá quá trình sản xuất.
- Do phải gia công phôi ở trạng thái nóng nên công nhân phải làm việc trong môi truờng nóng,độc,khói bụi.Khi làm việc,các thiết bị thường gây tiếng ồn lớn,ảnh huởng đến sức khoẻ của người lao động.
1: chày , 2: nắp khuôn ,3 : lớp phân cách ,4: vật liệu dập ,5: hòm khuôn
PHẦN II
THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CƠ
1. Phân tích chuẩn và lập trình tự gia công
2.1. Phân tích chuẩn
- Từ yêu cầu kỹ thuật, ta thấy rằng nếu chọn một trong hai mặt đáy E, F ( ở đây ta chọn mặt F) và 2 lỗ Ф 5 làm chuẩn tinh thống nhất là hợp lý nhất. Do đó, 2 bề mặt cần gia công đầu tiên phải là bề mặt F, E và 2 lỗ Ф 5. Sau đó, ta dùng mặt F làm chuẩn để gia công các bề mặt còn lại. Ở các nguyên công tiếp theo khi vát mép và khoan lỗ bậc F15 ta có thể dùng măt E để làm chuẩn tinh để gia công.
1.2Lập trình tự gia công
Từ nhận định trên và dựa vào dạng của chi tiết, ta có thể đưa ra hai phương án công nghệ như sau:
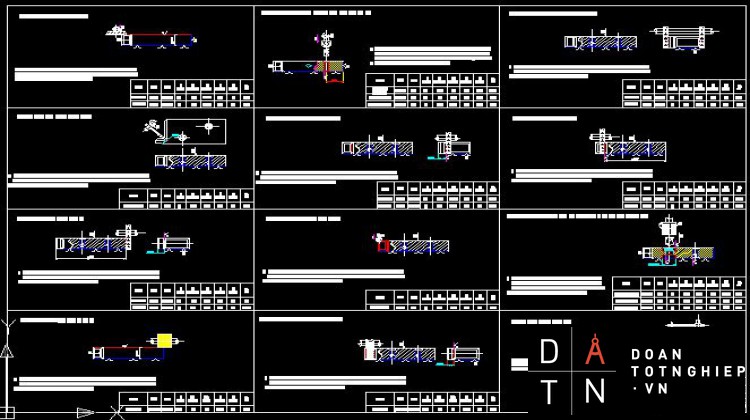
- Phương án 1:
Nguyên công 1: Phay mặt E và mặt F
Nguyên công 2: Khoan,khoét, vát mép 1.6x45 hai lỗ F5
Nguyên công 3: Phay mặt K và H
Nguyên công 4: Phay rãnh 2x45
Nguyên công 5: Phay mặt D
Nguyên công 6: Phay mặt G và N
Nguyên công 7: Vát nép 2x45
Nguyên công 8: Phay mặt C
Nguyên công 9: Khoan,khoét hai lỗ F9, và khoét F15
Nguyên công 10: Nhiệt luyện
Nguyên công 11: Mài mặt E và F
Nguyên công 12: Mài hai mặt G và D
Nguyên công 13: Kiểm tra
- Phương án 2:
Nguyên công 1: Phay mặt đáy F.
Nguyên công 2: Phay mặt đáy E.
Nguyên công 3: Phay hai mặt bên A
Nguyên công 4: Phay hai mặt bên B
Nguyên công 5: Khoan, doa, vát mép hai lỗ F5,và khoan, hai lỗ F9,
và khoét F15 mặt E
Nguyên công 6: Vát mép hai lỗ F 5 khoét hai lỗ F 15 mặt F
Nguyên công 7: Phay rãnh 2x45
Nguyên công 8: Phay mặt D
Nguyên công 9: Phay mặt G
Nguyên công 10. Nhiệt luyện
Nguyên công 11: Mài mặt đáy E
Nguyên công 12: Mài mặt đáy F
Nguyên công 13: Mài mặt D và G
Nguyên công 14: Kiểm tra
Nhận xét :
- Phương án 1 đúng với trình tự của quy trình công nghệ gia công chi tiết dạng hộp là phương án có ít nguyên công hơn,số lần gá đặt ít hơn và việc chọn chuẩn chính xác hơn khi gia công các mặt chính xác.Mặt khác,với phương án này,ta có thể thiết kế một loại đồ gá dùng cho nhiều nguyên công khác nhau,do đó,hiệu quả kinh tế sẽ lớn hơn.
- Phương án 2 là phương án công nghệđúng với quy trình công nghệ gia công chi tiết dạng hộp.Tuy nhiên,phương án này có nhiều nguyên công hơn phương án 2 nên sẽ có nhiều lần gá đặt,do đó,sai số tích luỹ sẽ lớn.Mặt khác,nếu gia công hai lỗ định vị F 5 sau khi gia công 2 lỗ F9 và F15 thì không hơp lý và không bảo đảm yêu cầu kỹ thuật của chi tiết vì 2 lỗ định vị F5 đòi hỏi độ chính xác cao hơn .
ÞVì vậy ta chon phương án 1 làm trình tự gia công chi tiết
2 Nội dung các nguyên công
2.1 Nguyên công 1: Phay mặt E và F
2.2.2 Các bước thực hiện
- Bước 1 : Phay thô đạt kích thước 16 mm
- Bước 2 : Phay tinh đạt kích thước 15 mm
2.2.2 Læåüng dæ gia cäng :
Để xác định luợng dư nhỏ nhất khi gia công kích thuớc 16±0.13 ta dùng công thức sau:
Z = Z1+ Z2= 1 + 0,4 = 1.4 [mm].
- Trong âoï: Phay thä: Z1= 1 [mm].
Phay tinh: Z2= 0,4 [mm].
2.2.2 Sơ đồ gá đặt nguyên công
- Dùng mặt E làm chuẩn thô sử dụng 3 chốt tỳ khía nhám định vị 3 bậc tự do, bề mặt C sử dụng 2 chốt tỳ khía nhám định vị 2 bậc tự do
- Để kẹp chặt chi tiết ta dùng cơ cấu ren ốc
2.2.2 Chọn máy: Chọn máy phay đứng ký hiệu 6H11 có các thông số kỹ thuật sau:
Tốc độ nhỏ nhất : nmin = 60 (v/ph)
Tốc độ lớn nhất : nmax = 1900 (v/ph)
Số cấp tốc độ : Z = 6
Công suất của máy : N= 4 kW
Giới hạn chạy dao : Sdoc = (35¸1125) mm/ph .
Sngang = (25¸765) mm/ph .
Sđứng = (35¸1125) mm/ph .
2.2.2 Chọn dao: Để phay được mặt phẳng đáy ta chọn loại dao phay đĩa mặt đầu cán lắp răng nhỏ T5K10,có các thông số hình học như sau.Tra bảng 4-82
D = 50 mm , d = 22 mm , Z = 14 răng.
2.2.2 Chế dộ cắt :
a. Chế độ cắt khi phay thô : (tra theo Sổ tay CNCTM-tập 2):
- Chiều sâu cắt: t = Z1= 1 [mm].
- Lượng chạy dao răng tra theo bảng (5-125): SZ = 0,12 [mm/răng].
- Hệ số điều chỉnh tra theo bảng (5-126):
Vb= 86 [m/ph].
K1=0,9-hệ số điều chỉnh phụ thuộc vào cơ tính của thép.
K2=0,66-hệ số điều chỉnh phụ thuộc vào mác hợp kim cứng.
K3=0,9-hệ số điều chỉnh phụ thuộc vào trạng thái của bề mặt gia công.
K4=1,13-hệ số điều chỉnh phụ thuộc chiều rộng phay.
.
- Vận tốc vòng được tính theo công thức:
- Tốc độ cắt thực tế:
- Lượng chạy dao phút: SPh = SVg.n = 2,4.160 = 384 [mm/ph]
Chọn theo máy ta có: S = 375[mm/ph].
- Công suất cắt tra theo bảng(5-129):NC = 1.2 [KW].
b. Chế độ cắt khi phay tinh : (tra theo Sổ tay CNCTM-tập 2):
- Chiều sâu cắt: t = Z2 = 0,4 [mm].
- Lượng chạy dao răng tra theo bảng (5-37): Sz = 0.06 [mm/vòng].
- Tốc độ cắt và các hệ số điều chỉnh tra theo bảng (5-126):
Vb= 90[m/ph]; K1= 0,9; K2=0,66; K3=1; K4=1,13.
.
- Tốc độ cắt thực tế :
- Lượng chạy dao phút: SPh=SVg.n = 1.2x250 = 300[mm/ph]
- Công suất cắt tra theo bảng(5-129):NC = 2 [KW].
c. Thời gian cơ bản được tính theo công thức :
Trong đó :
L = 80[mm] là chiều dài bề mặt gia công.
L1- chiều dài ăn dao được tính theo công thức trong bảng 31[1]
L2 = 1 - 6[mm]-Chiều dài thoát dao.
- Khi phay thô:
- Khi phay tinh :
2.2. Nguyên công 2: Khoan,khoét,vát mép hai lỗ F5
2.2.1 Các bước thực hiện
- Bước 1 : Khoan 2 lỗ đạt kích thước lỗ 4
- Bước 2 : Khoét 2 lỗ đạt kích thước lỗ 5
- Bước 3 : Vác mép 1.6 x 45
2.2.2 Læåüng dæ gia cäng :
- Lượng dư gia công khi khoan: Z = 2[mm]
- Lượng dư gia công khi khoét: Z = 0,5[mm]
- Lượng dư gia công khi vát mép: Z=1.6[mm].
2.2.3 Sơ đồ gá đặt nguyên công
- Dùng mặt E làm chuẩn thô sử dụng 3 chốt tỳ khía nhám định vị 3 bậc tự do, bề mặt C sử dụng 2 chốt tỳ khía nhám định vị 2 bậc tự do,mặt K sử dụng 1 chốt tỳ định vị 1 bậc tựu do
- Để kẹp chặt chi tiết ta dùng cơ cấu ren ốc
2.2.4 Chọn máy: Chọn máy,chọn máy khoan loại 2A125 có các thông số sau:
- Đường kính khoan lớn nhất D = 25 mm
- Khoảng cách từ trục đến bàn máy H = (700 mm)
- Giới hạn số vòng quay n = (97÷1360) v/p
- Số cấp tốc độ Z = 9
- Công suất máy N = 2.8 kw
2.2.5 Chọn dao: Ta chọn mũi khoan xoắn ruột gà P18 có thông số kỹ thuật sau:
- Đường kính các mũi khoan : d = 4 mm,
- Đường kính mũi doa d = 5 mm
- Chiều dài toàn bộ L = 80 mm
- Chiều dài phần làm việc l = 48 mm
2.2.6 Chế dộ cắt :
a. Chế độ cắt khi khoan lỗ 4 :
- Chiều sâu cắt lấy bằng lượng dư: t = Z = 2[mm].
- Lượng chạy dao tra theo bảng (5-87)[3]: Sb= 0,06[mm/vg].
- Hệ số điều chỉnh lượng chạy dao: K=1
Lượng chạy dao tính toán: St=Sb.K=0,06.1= 0,06 [mm/vg].
Chọn theo máy ta có: S= 0,42[mm/vg].
- Vận tốc cắt được tính theo công thức:
Hệ số CV và các số mũ tra theo bảng (5-28)[3]:
CV = 7; q = 0,4; y = 0,7; m = 0,2
T=15[ph]- chu kỳ bền trung bình của mũi khoan (bảng 5-30[3]).
KV=KMV.Knv.Kuv=1 x 0,8 x 1=0,8
Trong đó:
KMV=1- hệ số điều chỉnh phụ thuộc vào vật liệu gia công.
Knv=0,8- hệ số điều chỉnh phụ thuộc vào trạng thái bề mặt phôi.
Kuv=1- hệ số điều chỉnh phụ thuộc vào vật liệu của dụng cụ cắt.
Như vậy:
Chọn theo máy ta có:n = 960[vg/ph].
- Tốc độ cắt thực tế:
- Lực chiều trục được tính theo công thức:
Trong đó: KP=1- hệ số phụ thuộc vật liệu gia công (bảng5-9[3]).
CP và các hệ số mũ tra theo bảng (5-32)[3]: CP = 68; q=1; y= 0,7
- Mômen xoắn được tính theo công thức:
Tra bảng (5-32)[3] ta có: CM = 0,345; q=2; y = 0,8; KP = 1.
- Công suất cắt được xác định theo công thức:
b. Chế độ cắt khi khoét lỗ 5
- Chiều sâu cắt lấy bằng lượng dư: t = Z = 0.5[mm].
- Lượng chạy dao tra theo bảng (5-27)[3]: Sb=0,8[mm/vg].
- Hệ số điều chỉnh lượng chạy dao: K= 0,7
- Lượng chạy dao tính toán: St=Sb.K=0,8.0,7=0,56[mm/vg].
- Chọn theo máy ta có: S = 0,5[mm/vg].
- Vận tốc cắt được tính theo công thức:
Hệ số CV và các số mũ tra theo bảng (5-29)[3]:
CV=10,6; x=0; q=0,3; y=0,65; m=0,4
T=10[ph]- chu kỳ bền trung bình của mũi doa (bảng 5-30[3]).
KV=KMV.Knv.Kuv=1 x 0,8 x 1=0,8
Như vậy:
Chọn theo máy ta có:n = 545 [vg/ph].
- Tốc độ cắt thực tế:
- Mômen xoắn được tính theo công thức:
Trong đó :
Z = 8[răng]- số răng của dao doa.
SZ = S/Z = ,5/8 = 0,0625 [mm/răng] là lượng chạy dao răng.
Các hệ số tra bảng(5-23)[3]: CP = 300; x = 1; y = 0,75.
- Công suất cắt được xác định theo công thức:
c. Chế độ cắt khi vát mép 1.6x45
- Chiều sâu cắt lấy bằng lượng dư: t = Z =1.6[mm].
- Các giá trị khác lấy như chế độ cắt khi doa:
+ Lượng chạy dao chọn theo máy: S= 0,82[mm/vg].
+ Số vòng quay chọn theo máy:n = 392[vg/ph].
+ Tốc độ cắt thực tế: V = 6,1[m/ph].
+ Công suất cắt:NC=0,15[KW]
2.2.7 Tính thời gian :
a. Thời gian cơ bản khi khoan lố Ф4 :
Trong âoï : L=16[mm]; L2=2 [mm]
L1 âæåüc tênh theo cäng thæïc trong baíng 28[1]:
b. Thời gian cơ bản khi khoét lố Ф5:
- Trong âoï : L=16[mm]; L2=2[mm]
L1 âæåüc tênh theo cäng thæïc trong baíng 28[1]:
c. Thời gian cơ bản khi vát mép 1.6x45 :
Trong âoï : L=1.6[mm]; L2=0[mm]; L1=2[mm]
2.3. Nguyên công 3: Phay mặt K và H
2.3.1 Các bước thực hiện
- Bước 1 : Phay thô đạt kích thước 36.5 mm
- Bước 2 : Phay tinh đạt kích thước 36 mm
2.3.2 Læåüng dæ gia cäng :
Z = Z1+Z2=1+0,4= 1.4 [mm].
- Trong âoï: Phay thä: Z1=1 [mm].
Phay tinh: Z2=0,4 [mm].
2.3.3 Sơ đồ gá đặt nguyên công
- Dùng mặt E làm chuẩn tinh sử dụng 3 chốt tỳ chỏm cầu định vị 3 bậc tự do, sử dụng 1 chốt trụ ngắn định vị 2 bậc tự do và chốt trám định vị 1 bậc tự do
- Để kẹp chặt chi tiết ta dùng cơ cấu ren ốc
2.3.4 Chọn máy: chọn máy phay ngang vạn năng 6H82 có các thông số sau:
- Tốc độ nhỏ nhất nmin= 65 (v/ph)
- Tốc độ lớn nhất nmax= 1800 (v/ph)
- Số cấp tốc độ Z =16
- Công suất động cơ N=4,5(kw)
- Giới hạn chạy dao : Sdọc = (35÷980)mm/ph
Sngang = (25÷765) mm/ph
Sđứng = (12÷390) mm/ph
2.3.5 Chọn dao: Để phay được mặt phẳng đáy ta chọn loại dao phay đĩa ba mặt kép cắt với mặt thép T5K10,có các thông số hình học như sau.Tra bảng 4-82(4)
D = 50mm, B =10mm , Z = 14 răng.
2.3.6 Chế dộ cắt :
a. Chế độ cắt khi phay thô : (tra theo Sổ tay CNCTM-tập 2):
- Chiều sâu cắt: t = Z1=1 [mm].
- Lượng chạy dao răng tra theo bảng (5-125): SZ = 0,13 [mm/răng].
- Hệ số điều chỉnh tra theo bảng (5-126):
Vb= 96 [m/ph].
K1=0,9-hệ số điều chỉnh phụ thuộc vào cơ tính của thép.
K2=0,66-hệ số điều chỉnh phụ thuộc vào mác hợp kim cứng.
K3=0,9-hệ số điều chỉnh phụ thuộc vào trạng thái của bề mặt gia công.
K4=1-hệ số điều chỉnh phụ thuộc chiều rộng phay.
.
- Vận tốc vòng được tính theo công thức:
- Tốc độ cắt thực tế:
- Lượng chạy dao phút: SPh=SVg.n=1,82.245 = 445.9 [mm/ph]
- Chọn theo máy ta có: S= 375[mm/ph].
- Công suất cắt tra theo bảng(5-129):NC= 2.2 [KW].
b. Chế độ cắt khi phay tinh : (tra theo Sổ tay CNCTM-tập 2):
- Chiều sâu cắt: t = Z1=0,5 [mm].
- Lượng chạy dao răng tra theo bảng (5-125): SZ = 0,06 [mm/răng].
- Hệ số điều chỉnh tra theo bảng (5-126):
Vb = 118 [m/ph].
.
- Vận tốc vòng được tính theo công thức:
- Tốc độ cắt thực tế:
- Lượng chạy dao phút: SPh=SVg.n=1,92.375 = 720 [mm/ph]
Chọn theo máy ta có: S = 545 mm/ph].
- Công suất cắt tra theo bảng(5-129):NC = 2.2 [KW].
c. Thời gian cơ bản được tính theo công thức :
Trong đó :
L = 80 [mm] là chiều dài bề mặt gia công.
L1- chiều dài ăn dao được tính theo công thức trong bảng 31[1]
L2=5[mm]-Chiều dài thoát dao.
- Khi phay thô:
- Khi phay tinh :
2.4. Nguyên công 4: Phay rãnh 2x45
2.4.1 Các bước thực hiện
- Bước 1 : Phay một lần đạt kích thước 2x45 mm
2.4.2 Læåüng dæ gia cäng : Z0= 2x2 [mm].
2.4.3 Sơ đồ gá đặt nguyên công
- Dùng mặt E làm chuẩn tinh sử dụng 3 chốt tỳ đầu bằng định vị 3 bậc tự do, sử dụng 1 chốt trụ ngắn định vị 2 bậc tự do và chốt trám định vị 1 bậc tự do
- Để kẹp chặt chi tiết ta dùng cơ cấu ren ốc
2.4.4 Chọn máy: chọn máy phay ngang vạn năng 6H82 có các thông số sau:
- Tốc độ nhỏ nhất nmin= 65 (v/ph)
- Tốc độ lớn nhất nmax= 1800 (v/ph)
- Số cấp tốc độ Z =16
- Công suất động cơ N=4,5(kw)
- Giới hạn chạy dao : Sdọc = (35÷980)mm/ph
Sngang = (25÷765) mm/ph
Sđứng = (12÷390) mm/ph
2.4.5 Chọn dao: Để phay được rãnh ta chọn loại dao phay đĩa ba mặt cắt với mặt thép gió P18 ,có các thông số hình học như sau. Tra bảng 4-82(4)
D = 80 mm , B =2mm , d = 12 mm , Z = 48 răng.
2.4.6. Chế dộ cắt :
- Chiều sâu cắt lấy bằng lượng dư gia công: t=Z0=2[mm]
- Lượng chạy dao răng tra theo bảng (5-182)[3]: SZ=0,015[mm/răng].
- Lượng chạy dao vòng: Svg=0,015x48= 0,72[mm/vg].
- Tốc độ cắt tra theo bảng (5-183)[3]: V=75[m/ph]
- Các hệ số hiệu chỉnh: K1=0,9; K2=0,9; K3=1;
K4=1- hệ số điều chỉnh phụ thuộc vào dạng gia công.
- Như vậy, vận tốc cắt tính toán là:
Vt=Vb.K1.K2.K3.K4=75.0,9.0,9.1.1=60,75[m/ph].
Chọn theo máy ta có : n = 235[vg/ph].
- Tốc độ cắt thực tế:
- Lượng chạy dao phút: Sph=0,72.235=169,2[mm/ph]
Chọn theo máy ta có: S=150[mm/ph].
- Công suất cắt: NC=1,2[KW].
2.4.7. Thời gian cơ bản được tính theo công thức :
Trong đó: L=16[mm]; L2=5[mm]
2.5. Nguyên công 5: Phay mặt G và N
2.7.1 Các bước thực hiện
- Bước 1 : Phay thô đạt kích thước 8.5 mm
- Bước 2 : Phay tinh đạt kích thước 8 mm
2.5.2 Læåüng dæ gia cäng :
Z=Z1+Z2=1+0,4= 2 [mm].
- Trong âoï: Phay thä: Z1=1 [mm].
Phay tinh: Z2=0,4 [mm].
2.5.3 Sơ đồ gá đặt nguyên công
- Dùng mặt E làm chuẩn tinh sử dụng 3 chốt tỳ chỏm cầu định vị 3 bậc tự do, sử dụng 1 chốt trụ ngắn định vị 2 bậc tự do và chốt trám định vị 1 bậc tự do
- Để kẹp chặt chi tiết ta dùng cơ cấu ren ốc
2.5.4 Chọn máy: chọn máy phay ngang vạn năng 6H82 có các thông số sau:
- Tốc độ nhỏ nhất nmin = 65 (v/ph)
- Tốc độ lớn nhất nmax = 1800 (v/ph)
- Số cấp tốc độ Z =16
- Công suất động cơ N=4,5(kw)
- Giới hạn chạy dao : Sdọc = (35÷980)mm/ph
Sngang = (25÷765) mm/ph
Sđứng = (12÷390) mm/ph
2.5.5 Chọn dao: Để phay được mặt phẳng đáy ta chọn loại dao phay đĩa ba mặt cắt với mặt thép T5K10,có các thông số hình học như sau. Tra bảng 4-82(4)
D = 80 mm , B = 6 mm , d = 12 mm , Z = 16 răng.
2.5.6 Chế dộ cắt :
a. Chế độ cắt khi phay thô : (tra theo Sổ tay CNCTM-tập 2):
- Chiều sâu cắt: t = Z1=1,5 [mm].
- Lượng chạy dao răng tra theo bảng (5-125): SZ = 0,08 [mm/răng].
- Hệ số điều chỉnh tra theo bảng (5-126):
Vb = 118 [m/ph].
K1=0,9-hệ số điều chỉnh phụ thuộc vào cơ tính của thép.
K2=0,66-hệ số điều chỉnh phụ thuộc vào mác hợp kim cứng.
K3=0,9-hệ số điều chỉnh phụ thuộc vào trạng thái của bề mặt gia công.
K4=1,13-hệ số điều chỉnh phụ thuộc chiều rộng phay.
.
- Vận tốc vòng được tính theo công thức:
- Tốc độ cắt thực tế:
- Lượng chạy dao phút: SPh=SVg.n=1,92.375 = 720 [mm/ph]
Chọn theo máy ta có: S = 545 mm/ph].
- Công suất cắt tra theo bảng(5-129):NC = 2.2 [KW].
b. Chế độ cắt khi phay tinh : (tra theo Sổ tay CNCTM-tập 2):
- Chiều sâu cắt: t = Z1 = 0,5 [mm].
- Lượng chạy dao vòng tra theo bảng (5-37): SVg= 0.06 [mm/vòng].
-
- Tốc độ cắt và các hệ số điều chỉnh tra theo bảng (5-126):
Vb= 96 [m/ph]; K1=0,9; K2=0,66; K3=0,9; K4=1.
.
- Tốc độ cắt thực tế :
- Lượng chạy dao phút:SPh=SVg.n = 1.28x250 = 320[mm/ph]
- Công suất cắt tra theo bảng(5-129):NC= 1.6 [KW].
c. Thời gian cơ bản được tính theo công thức :
Trong đó :
L=10[mm] là chiều dài bề mặt gia công.
L1- chiều dài ăn dao được tính theo công thức trong bảng 31[1]
L2=5[mm]-Chiều dài thoát dao.
- Khi phay thô:
- Khi phay tinh :
2.6. Nguyên công 6: Phay mặt D
2.6.1 Các bước thực hiện
- Bước 1 : Phay thô đạt kích thước 8.5 mm
- Bước 2 : Phay tinh đạt kích thước 8 mm
2.6.2 Læåüng dæ gia cäng :
Z=Z1+Z2=1+0,4= 1.4 [mm].
- Trong âoï: Phay thä: Z1=1 [mm].
Phay tinh: Z2=0,4 [mm].
2.6.3 Sơ đồ gá đặt nguyên công
- Dùng mặt E làm chuẩn tinh sử dụng 3 chốt tỳ chỏm cầu định vị 3 bậc tự do, sử dụng 1 chốt trụ ngắn định vị 2 bậc tự do và chốt trám định vị 1 bậc tự do
- Để kẹp chặt chi tiết ta dùng cơ cấu ren ốc
2.6.4 Chọn máy: chọn máy phay ngang vạn năng 6H82 có các thông số sau:
- Tốc độ nhỏ nhất nmin= 65 (v/ph)
- Tốc độ lớn nhất nmax= 1800 (v/ph)
- Số cấp tốc độ Z =16
- Công suất động cơ N=4,5(kw)
- Giới hạn chạy dao : Sdọc = (35÷980)mm/ph
Sngang = (25÷765) mm/ph
Sđứng = (12÷390) mm/ph
2.6.5 Chọn dao: Để phay được mặt phẳng đáy ta chọn loại dao phay đĩa ba mặt cắt
với mặt thép T5K10,có các thông số hình học như sau.Tra bảng 4-82(4) D = 50mm, B =10mm , Z = 14 răng.
2.6.6 Chế dộ cắt :
a. Chế độ cắt khi phay thô : (tra theo Sổ tay CNCTM-tập 2):
- Chiều sâu cắt: t = Z1=1 [mm].
- Lượng chạy dao răng tra theo bảng (5-125): SZ = 0,13 [mm/răng].
- Hệ số điều chỉnh tra theo bảng (5-126):
Vb= 126 [m/ph].
K1=0,9-hệ số điều chỉnh phụ thuộc vào cơ tính của thép.
K2=0,66-hệ số điều chỉnh phụ thuộc vào mác hợp kim cứng.
K3=0,9-hệ số điều chỉnh phụ thuộc vào trạng thái của bề mặt gia công.
K4=1-hệ số điều chỉnh phụ thuộc chiều rộng phay.
.
- Vận tốc vòng được tính theo công thức:
- Tốc độ cắt thực tế:
- Lượng chạy dao phút: SPh=SVg.n=1,82.375 = 682.5 [mm/ph]
- Chọn theo máy ta có: S= 545[mm/ph].
- Công suất cắt tra theo bảng(5-129):NC= 2.2 [KW].
b. Chế độ cắt khi phay tinh : (tra theo Sổ tay CNCTM-tập 2):
- Chiều sâu cắt: t = Z1=0,5 [mm].
- Lượng chạy dao vòng tra theo bảng (5-37): SZ = 0,08 [mm/răng].
- Tốc độ cắt và các hệ số điều chỉnh tra theo bảng (5-126):
Vb=102[m/ph]; K1=0,9; K2=0,66; K3=1; K4=1,13.
.
- Tốc độ cắt thực tế :
- Lượng chạy dao phút:SPh=SVg.n = 1,12.450 = 504[mm/ph]
- Công suất cắt tra theo bảng(5-129):NC = 2.5 [KW].
c. Thời gian cơ bản được tính theo công thức :
Trong đó :
L = 28 [mm] là chiều dài bề mặt gia công.
L1- chiều dài ăn dao được tính theo công thức trong bảng 31[1]
L2=5[mm]-Chiều dài thoát dao.
- Khi phay thô:
- Khi phay tinh :
2.7. Nguyên công 7: Phay mặt C
2.7.1 Các bước thực hiện
- Bước 1 : Phay thô đạt kích thước 80.5 mm
- Bước 2 : Phay tinh đạt kích thước 80 mm
2.7.2 Læåüng dæ gia cäng :
Z=Z1+Z2=1+0,4= 1.4 [mm].
- Trong âoï: Phay thä: Z1=1 [mm].
Phay tinh: Z2=0,4 [mm].
2.7.3 Sơ đồ gá đặt nguyên công
- Dùng mặt E làm chuẩn tinh sử dụng 3 chốt tỳ chỏm cầu định vị 3 bậc tự do, sử dụng 1 chốt trụ ngắn định vị 2 bậc tự do và chốt trám định vị 1 bậc tự do
- Để kẹp chặt chi tiết ta dùng cơ cấu ren ốc
2.7.4 Chọn máy: chọn máy phay ngang vạn năng 6H82 có các thông số sau:
- Tốc độ nhỏ nhất nmin= 65 (v/ph)
- Tốc độ lớn nhất nmax= 1800 (v/ph)
- Số cấp tốc độ Z =16
- Công suất động cơ N=4,5(kw)
- Giới hạn chạy dao : Sdọc = (35÷980)mm/ph
Sngang = (25÷765) mm/ph
Sđứng = (12÷390) mm/ph
2.7.5 Chọn dao: Để phay được mặt phẳng đáy ta chọn loại dao phay đĩa ba mặt cắt
với mặt thép T5K10,có các thông số hình học như sau.Tra bảng 4-82(4) D = 50mm, B =10mm , Z = 14 răng.
2.7.6 Chế dộ cắt :
a. Chế độ cắt khi phay thô : (tra theo Sổ tay CNCTM-tập 2):
- Chiều sâu cắt: t = Z1=1 [mm].
- Lượng chạy dao răng tra theo bảng (5-125): SZ = 0,13 [mm/răng].
- Hệ số điều chỉnh tra theo bảng (5-126):
Vb= 126 [m/ph].
K1=0,9-hệ số điều chỉnh phụ thuộc vào cơ tính của thép.
K2=0,66-hệ số điều chỉnh phụ thuộc vào mác hợp kim cứng.
K3=0,9-hệ số điều chỉnh phụ thuộc vào trạng thái của bề mặt gia công.
K4=1-hệ số điều chỉnh phụ thuộc chiều rộng phay.
.
- Vận tốc vòng được tính theo công thức:
- Tốc độ cắt thực tế:
- Lượng chạy dao phút: SPh=SVg.n=1,82.375 = 682.5 [mm/ph]
- Chọn theo máy ta có: S= 545[mm/ph].
- Công suất cắt tra theo bảng(5-129):NC= 2.2 [KW].
b. Chế độ cắt khi phay tinh : (tra theo Sổ tay CNCTM-tập 2):
- Chiều sâu cắt: t = Z1=0,5 [mm].
- Lượng chạy dao vòng tra theo bảng (5-37): SZ = 0,08 [mm/răng].
- Tốc độ cắt và các hệ số điều chỉnh tra theo bảng (5-126):
Vb=102[m/ph]; K1=0,9; K2=0,66; K3=1; K4=1,13.
.
- Tốc độ cắt thực tế :
- Lượng chạy dao phút:SPh=SVg.n = 1,12.450 = 504[mm/ph]
- Công suất cắt tra theo bảng(5-129):NC = 2.5 [KW].
c. Thời gian cơ bản được tính theo công thức :
Trong đó :
L = 36 [mm] là chiều dài bề mặt gia công.
L1- chiều dài ăn dao được tính theo công thức trong bảng 31[1]
L2=5[mm]-Chiều dài thoát dao.
- Khi phay thô:
- Khi phay tinh :
2.8. Nguyên công 8: Vát mép 2x 45
2.8.1 Các bước thực hiện
- Bước 1 : Phay đạt kích thước 2x45 mm
2.8.1 Læåüng dæ gia cäng : Z = 2x45 [mm].
2.8.3 Sơ đồ gá đặt nguyên công
- Dùng mặt E làm chuẩn thô sử dụng 3 chốt tỳ khía nhám định vị 3 bậc tự do, bề mặt C sử dụng 2 chốt tỳ khía nhám định vị 2 bậc tự do
- Để kẹp chặt chi tiết ta dùng cơ cấu ren ốc
2.8.4 Chọn máy: Chọn máy phay đứng ký hiệu 6H11 có các thông số kỹ thuật sau:
Tốc độ nhỏ nhất : nmin = 60 (v/ph)
Tốc độ lớn nhất : nmax = 1900 (v/ph)
Số cấp tốc độ : Z = 6
Công suất của máy : N= 4 kW
Giới hạn chạy dao : Sdoc = (35¸1125) mm/ph .
Sngang = (25¸765) mm/ph .
Sđứng = (35¸1125) mm/ph .
2.8.5 Chọn dao: Để phay vát mép ta chọn loại dao phay ngón P18,có các thông số hình học như sau.Tra bảng 4-82
D = 40 mm , d = 16 mm , Z = 10 răng.
2.9. Nguyên công 9:Khoan, hai lỗ F9,và khoét F15
2.9.1 Các bước thực hiện
- Bước 1 : Khoan 2 lỗ đạt kích thước lỗ 8
- Bước 2 : Khoét 2 lỗ đạt kích thước lỗ 9
- Bước 3 : Khoét 2 lỗ đạt kích thước lỗ 15
2.9.2 Læåüng dæ gia cäng :
- Lượng dư gia công khi khoan: Z = 4[mm]
- Lượng dư gia công khi khoét: Z = 0,5[mm]
- Lượng dư gia công khi khoét lỗ 15 : Z = 3[mm].
2.9.3 Sơ đồ gá đặt nguyên công
- Dùng mặt F làm chuẩn tinh sử dụng 3 chốt tỳ đầu bằng định vị 3 bậc tự do, bề mặt B sử dụng 2 chốt tỳ chỏm cầu định vị 2 bậc tự do
- Để kẹp chặt chi tiết ta dùng cơ cấu ren ốc
2.9.4 Chọn máy: Chọn máy,chọn máy khoan loại 2A125 có các thông số sau:
- Đường kính khoan lớn nhất D = 25 mm
- Khoảng cách từ trục đến bàn máy H = (700 mm)
- Giới hạn số vòng quay n = (97÷1360) v/p
- Số cấp tốc độ Z = 9
- Công suất máy N = 2.8 kw
2.9.5 Chọn dao:
- Ta chọn mũi khoan xoắn ruột gà P18 có thông số kỹ thuật sau:
- Đường kính các mũi khoan : d = 8 mm,
- Đường kính mũi khoét d = 15 mm
- Chiều dài toàn bộ L = 80 mm
- Chiều dài phần làm việc l = 48 mm
2.9.6 Chế dộ cắt :
a. Chế độ cắt khi khoan lỗ 8 :
- Chiều sâu cắt lấy bằng lượng dư: t = Z = 4.5[mm].
- Lượng chạy dao tra theo bảng (5-87)[3]: Sb= 0,13[mm/vg].
- Hệ số điều chỉnh lượng chạy dao: K=1
Lượng chạy dao tính toán: St=Sb.K=0,13.1= 0,13[mm/vg].
Chọn theo máy ta có: S = 0,13[mm/vg].
- Vận tốc cắt được tính theo công thức:
Hệ số CV và các số mũ tra theo bảng (5-28)[3]:
CV = 5; q = 0,4; y = 0,7; m = 0,2
T=15[ph]- chu kỳ bền trung bình của mũi khoan (bảng 5-30[3]).
KV=KMV.Knv.Kuv=1 x 0,8 x 1=0,8
Trong đó:
KMV=1- hệ số điều chỉnh phụ thuộc vào vật liệu gia công.
Knv=0,8- hệ số điều chỉnh phụ thuộc vào trạng thái bề mặt phôi.
Kuv=1- hệ số điều chỉnh phụ thuộc vào vật liệu của dụng cụ cắt.
Như vậy:
Chọn theo máy ta có:n = 680[vg/ph].
- Tốc độ cắt thực tế:
- Lực chiều trục được tính theo công thức:
Trong đó: KP=1- hệ số phụ thuộc vật liệu gia công (bảng5-9[3]).
CP và các hệ số mũ tra theo bảng (5-32)[3]: CP = 68; q=1; y= 0,7
- Mômen xoắn được tính theo công thức:
Tra bảng (5-32)[3] ta có: CM = 0,0345; q=2; y = 0,8; KP = 1.
- Công suất cắt được xác định theo công thức:
b. Chế độ cắt khi khoét lỗ 9
- Chiều sâu cắt lấy bằng lượng dư: t = Z = 0.5[mm].
- Lượng chạy dao tra theo bảng (5-27)[3]: Sb=0,8[mm/vg].
- Hệ số điều chỉnh lượng chạy dao: K= 0,7
- Lượng chạy dao tính toán: St=Sb.K=0,8.0,7=0,56[mm/vg].
- Chọn theo máy ta có: S = 0,43[mm/vg].
- Vận tốc cắt được tính theo công thức:
Hệ số CV và các số mũ tra theo bảng (5-29)[3]:
CV=12; x=0; q=0,3; y=0,65; m=0,4
T=10[ph]- chu kỳ bền trung bình của mũi doa (bảng 5-30[3]).
KV=KMV.Knv.Kuv=1 x 0,8 x 1=0,8
Như vậy:
Chọn theo máy ta có:n = 545 [vg/ph].
- Tốc độ cắt thực tế:
- Mômen xoắn được tính theo công thức:
Trong đó :
Z = 8[răng]- số răng của dao doa.
SZ = S/Z = ,5/8 = 0,0625 [mm/răng] là lượng chạy dao răng.
Các hệ số tra bảng(5-23)[3]: CP = 300; x = 1; y = 0,75.
- Công suất cắt được xác định theo công thức:
c. Chế độ cắt khi khoét 2 lỗ Ф15
- Khi khoét chiều sâu cắt mm
- Lượng chạy dao tra theo bảng (5-27)[3]: Sb=0,2[mm/vg].
- Hệ số điều chỉnh lượng chạy dao: K= 0,7
- Lượng chạy dao tính toán: St=Sb.K=0,8.0,7=0,56[mm/vg].
- Chọn theo máy ta có: S = 0,32[mm/vg].
- Vận tốc cắt được tính theo công thức:
Hệ số CV và các số mũ tra theo bảng (5-29)[3]:
CV=12; x=0; q=0,3; y=0,65; m=0,4
T=10[ph]- chu kỳ bền trung bình của mũi doa (bảng 5-30[3]).
KV=KMV.Knv.Kuv=1 x 0,8 x 1=0,8
Như vậy:
Chọn theo máy ta có:n = 545 [vg/ph].
- Tốc độ cắt thực tế:
- Mômen xoắn được tính theo công thức:
Trong đó :
Z = 8[răng]- số răng của dao doa.
SZ = S/Z = ,5/8 = 0,0625 [mm/răng] là lượng chạy dao răng.
Các hệ số tra bảng(5-23)[3]: CP = 300; x = 1; y = 0,75.
- Công suất cắt được xác định theo công thức:
2.9.7 Tính thời gian :
a. Khoan 2 lỗ Ф8
Với : L=16 mm (chiều sâu lỗ khoan)
;chọn mm
S = 0,16 (mm/vg)
Vậy : (phút)
b. Khoét 2 lỗ Ф9
- Trong âoï : L=16[mm]; L2=2[mm]
L1 âæåüc tênh theo cäng thæïc trong baíng 28[1]:
c. Khoét 2 lỗ Ф15
Trong âoï : L=16[mm]; L2=2[mm]
L1 âæåüc tênh theo cäng thæïc trong baíng 28[1]:
2.10. Nguyên công 10: Nhiệt luyện
2.10.1 Mục đích :
Chi tiết làm việc trong điều kiẹn chịu mài mòn .đẻ tăng tuổi thọ của chi tiết .thì bề mặt làm việc của chi tiết cần độ cứng cao .Vì vậy ta tiến hành nhiệt luyện chi tiết nhằm nâng cao độ cứng bề mặt chi tiết
2.10.2. Phương pháp nhiệt luyện :
Trộn bột thanvà một ít chất xuc tác Na2Co3 trộn đềucho vào hộp cuing với chi tiết,chi tiết cách nhau 25cm
Đưa hộp vào lò nung,nung đến nhiệt đột = 9000C
Tuy theo yêu câu chiều daylớp thấm tôi ta chọn thời gian thich họp,chiều d ay lớp thấm tôicàng lớnthì thoi gian thấm càng dài
Sau khi thấm tôi ta tiên hành tôi vẩm chi tiết để đạt đọ cứng bề mặt từ (55-60)HRC .
Sơ đồ nhiệt luyện
2.11. Nguyên công 11 : Mài hai mặt E và F
2.11.1. Sơ đồ định vị và kẹp chặt :
- Dùng mặt E làm chuẩn tinh sử dụng 3 chốt tỳ chỏm cầu định vị 3 bậc tự do, sử dụng 1 chốt trụ ngắn định vị 2 bậc tự do và chốt trám định vị 1 bậc tự do
- Để kẹp chặt chi tiết ta dùng cơ cấu ren ốc
2.11.2. Chọn máy :
Chọn loại máy mài phẳng, bằng hình chữ nhật có kí hiệu 3B732, có đặc tính kỹ thuật:
Tra bảng 13 ta được :
Bề mặt làm việc của bàn (mm) 320 . 800
Tốc độ dịch chuyển của máy (m/phút) : 330
Chạy dao ngang sau một hành trình kép của bàn máy (mm) : 0,3 30
Giới hạn chạy dao đứng (mm) : 0,005 0,05
Số vòng quay của đá mài (vòng/phút) : 1450
Kích thước máy (mm) : 1645 . 3450
Độ phức tạp sửa chữa R : 46
2.11.3. Chọn đá :
Ta chọn loại đá mài prôphin thẳng ký hiệu : . Tra bảng 4.170 ta có các thông số kỹ thuật sau :
Đường kính ngoài của đá : D = 60 (mm)
Đường kính trong của đá d = 30 (mm)
Chiều cao của đá H = 20 (mm)
2.11.4. Chế độ cắt : Tra bảng 5.55
Ta được chiều sâu cắt t : t = 0,005 (mm)
Tốc độ đá mài Vd = 35m/s
Tốc độ của chi tiết : Vct = 20 (m/phút)
2.12. Nguyên công 12 : Mài mặt D và G
2.12.1. Sơ đồ định vị và kẹp chặt :
- Dùng mặt E làm chuẩn tinh sử dụng 3 chốt tỳ chỏm cầu định vị 3 bậc tự do, sử dụng 1 chốt trụ ngắn định vị 2 bậc tự do và chốt trám định vị 1 bậc tự do
- Để kẹp chặt chi tiết ta dùng cơ cấu ren ốc
2.12.2. Chọn máy :
Chọn loại máy mài phẳng, bằng hình chữ nhật có kí hiệu 3B732, có đặc tính kỹ thuật
Tra bảng 13 ta được :
Bề mặt làm việc của bàn (mm) 320 . 800
Tốc độ dịch chuyển của máy (m/phút) : 330
Chạy dao ngang sau một hành trình kép của bàn máy (mm) : 0,3 30
Giới hạn chạy dao đứng (mm) : 0,005 0,05
Số vòng quay của đá mài (vòng/phút) : 1450
Kích thước máy (mm) : 1645 . 3450
Độ phức tạp sửa chữa R : 46
2.12.3. Chọn đá :
Ta chọn loại đá mài prôphin thẳng ký hiệu : . Tra bảng 4.170 ta có các thông số kỹ thuật sau :
Đường kính ngoài của đá : D = 60 (mm)
Đường kính trong của đá d = 30 (mm)
Chiều cao của đá H = 20 (mm)
2.12.4. Chế độ cắt : Tra bảng 5.55
Ta được chiều sâu cắt t : t = 0,05 (mm)
Tốc độ đá mài Vd = 35m/s
Tốc độ của chi tiết : Vct = 20 (m/phút)
2.13. Nguyên công 13: Kiểm tra chi tiết sau khi gia công.
2.13.1 Mục đích
- Mục đích: nguyên công kiểm tra nhằm loại bỏ các chi tiết không đảm bảo chất lượng và không đúng yêu cầu kỹ thuật
Vì vậy nguyên công kiểm tra là bước không thể thiếu được trong quá trình công nghệ gia công chi tiết .
2.13.2. Sơ đồ định vị và kẹp chặt
Kiểm tra độ không song song giữa 2 mặt đáy
2.13.3. Nội dung kiểm tra .
- Kiểm tra độ không song song giữa 2 mặt A và B không vượt quá 0,05/100
- Kiểm tra độ không vuông góc giữa 2 mặt D và E không vượt quá 0,05/100
- Kiểm tra độ không vuông góc giữa đường tâm lỗ Ф5 và 2 mặt đáy không vượt quá 0,05/100(mm)
- Dụng cụ kiểm tra : đông hồ đo
Giá gá đặt đồng hồ .
Cữ tỳ di động và tay vặn
- Cách đo và đánh giá kết quả
Gá đặt đồng hồ lên giá và đặt lên mặt đáy
Đưa cữ tỳ tỳ lên đặt chi tiết
Điều chỉnh kim đồng hồ chỉ vị trí số không
Tịnh tiến đồng hồ đi sang trái ở vị trí cuối cùng đọc giá trị trên đồng hồ.
Giá trị không vuông góc ∆
∆= Gía trị đo trên đồng hồ
Chiều dài đoạn cần đo
So sánh với (∆)
Ngoài ra ta cần kiểm tra độ nhám của các bề mặt,độ cứng của bề mặt,độ không song song giữa 2 lỗ định vị.
PHẦN III
TÍNH TOÁN THIẾT KẾ ĐỒ GÁ CHO NGUYÊN CÔNG
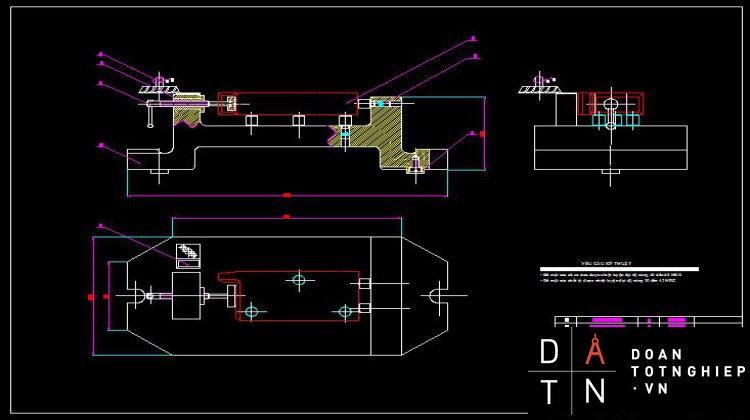
3.1. Mục đích yêu cầu của nguyên công,giới thiệu sơ đồ định vị và kẹp chặt
3.1.1. Mục đích yêu cầu của nguyên công
Nhằm mục đích định vị và kẹp chặt phôi trong quá trình gia công. Do đó việc thiết kế đồ ga mang lại hiệu qủa kinh tế thiết thực mà nó mang lại. Nên đồ gá phải có đầy đủ các thành phần sau:
3.1.2 Đối với cơ cấu định vị :
- Phải phù hợp với bề mặt chuẩn về hình dáng, kích thước cũng như độ bóng.
- Đảm bảo chính xác lâu dài về vị trí tương quang và vị trí hình học.
- Có tuổi thọ cao.
- Dễ tháo lắp khi bị mòn.
3.1.3 Đối với cơ câu kẹp chặt:
- Tạo được lực kẹp cần thiết để giữ chặt chi tiết trong quá trình gia công.
- Có kích thước nhỏ gọn, đủ bền, phù hợp với nhiều đồ gá và tạo cơ cấu định vị một thể thống nhất.
- Dễ điều khiển
3.1.4 Sơ đồ định vị và kẹp chặt
- Dùng mặt E làm chuẩn thô sử dụng 3 chốt tỳ khía nhám định vị 3 bậc tự do, bề mặt C sử dụng 2 chốt tỳ khía nhám định vị 2 bậc tự do
- Để kẹp chặt chi tiết ta dùng cơ cấu ren ốc
- Dùng bulông và đai ốc để tạo ra lực kẹp,cơ cấu này có ưu điểm kết cấu đơn giản,rẻ,có khả năng tạo lực kẹp lớn tính tự hảm tốt,tính vạn năng cao.Tuy nhiên có nhược điểm là khi kẹp và tháo chi tiết phải quay nhiều vòng tốn kém thời gian. Khi cần lực kẹp lớn người công nhân tiêu tốn nhiều sức lao động và khi kẹp chặc lực ma sát giữa đầu kẹp với chi tiết bị xê lệch trong khi kẹp chặc. Hiện nay cơ cấu này được dùng phổ biến ở nước ta.
3.2. Tính lực kẹp:
3.2.1 Sơ đồ cơ cấu kẹp chặt kiểu vít:
3.2.2 Tính lực kẹp:
Chọn đường kính răng D = 12.
Công thức tính lực kẹp.
W =
Q: Lực vặn tay của công nhân Q = 17 N.
l: Cánh tay đòn của lực Q.
l » 14.d = 14.12 = 168 mm.
rtb: Bán kính trung bình củu ren vít
rtb = mm
a: Góc nâng của ren a = 30.
jtđ = 640: Góc ma sát tương đương của vít đai ốc.
f = 0,15: Hệ số ma sát giữa hai mặt tiếp xúc.
r = 6: Bán kính phần hình trụ của đầu vít.
R = 12: Bán kính phần hình cầu của đầu vít trong để ép.
b = 1200: Góc giữa các tiếp với bề mặt cầu của vít trong để ép.
Vậy:
W = = 1236 N
Đường kính ngoài danh nghĩa của vít:
d = = 9 mm. chọn theo tiêu chuẩn d = 12 mm
[sk] = (20 ¸ 50) MPa: Ứng suất kéo cho phép của vật liệu chế tạo vít khi chịu tải thay đổi. Lấy [sk] = 30 Mpa
3.3. Tính sai số gá đặt:
. Trong đó sai số do chọn chuẩn =0. Vì chuẩn định vị trùng với gốc kích thước.
.sai số do kệp chặt chọn =0,04 (tra bảng 20-24 stay công nghệ máy II).
Sai số do đồ gá = 1/3δ (δ dung sai nguyên công δ= 0,2 )
ð= 0,07
Vậy = =0,08.
Sai số chế tạo cho chi tiết.
= .trong đó
. Sai số do đồ gá.
=1/3δ (δ dung sai nguyên công δ= 0,2 )
sai số do chọn chuẩn. =0. Vì chuẩn định vị trùng với gốc kích thước.
.sai số do kệp chặt chọn. =0,04 (tra bảng 20-24 stay công nghệ máy II).
= δ. trong đó :δ (δ dung sai nguyên công δ= 0,2 ).
N sản lượng hang năm N=1200
ð = 0,2. 0,109 nm.
Vậy = = 0,056 mm.
PHỤ LỤC
LỜI NÓI ĐẦU.. 1
PHẦN I: XÁC ĐỊNH DẠNG SẢN XUẤT VÀ TẠO PHÔI:................................................ 2
- Phân tích yêu cầu kỹ thuật và kết cấu cho chi tiết gia công. 2
1.1.......................................... Phân tích điều kiện làm việc và tính công nghệ. 2
1.2 Định dạng và yêu cầu công nghệ......................................................................... 2
2.Định dạng sản xuất3
2.1....................................................................................... Tính khối lượng chi tiết3
2.2.Loại hình tổ chức sản xuất3
3.Phương pháp tạo phôi3
3.1.Xác định dạng phôi3
3.2.Phương pháp dập trong khuôn kín. 4
3.3.Ưu,nhuợc điẻm khi chế tạo bằng phôi dập. 4
PHẦN II: THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CƠ:................................... 5
1. Phân tích chuẩn và lập trình tự gia công. 5
1.1.Phân tích chuẩn. 5
1.2 Lập trình tự gia công. 5
2 Nội dung các nguyên công. 7
2.1 Nguyên công 1: Phay mặt E và F. 7
2.2 Nguyên công 2: Khoan,khoét 2 lỗ Ф5. 9
2.3 Nguyên công 3: Phay hai mặt K và H.. 13
2.4 Nguyên công 4: Phay rãnh 2x45. 15
2.5 Nguyên công 5: Phay mặt G và N.. 17
2.6 Nguyên công 6: Phay mặt D.. 19
2.7 Nguyên công 7: Phay mặt C 21
2.8 Nguyên công 8: Phay vát mép 2x45. 23
2.9 Nguyên công 9: Khoan,khoét 2 lỗ Ф9,Ф15. 24
2.10 Nguyên công 10: Nhiệt luyện. 27
2.11 Nguyên công 11: Mài mặt E và F. 29
2.12 Nguyên công 12: Mài mặt G và D.. 28
2.13 Nguyên công 13: Kiểm tra. 29
PHÂN III: TÍNH TOÁN THIẾT KẾ ĐỒ GÁ NGUYÊN CÔNG. 31
1. Trình bày mục đích yêu cầu nguyên công:31
2. Tính lực kẹp: 32
3. Sai số gá đặt: 33





