ĐỀ TÀI ĐIỀU KHIỂN NHIỆT ĐỘ BẰNG ĐIỆN TRỞ VÀ NƯỚC CHO TẤM KHUÔN DƯƠNG

NỘI DUNG ĐỒ ÁN
CHƯƠNGI.GIỚITHIỆU
1.1. Đặt vấn đề - lý do chọn đề tài
Hiện nay, các nước trên thế giới như: Nhật, Đài Loan, Đức, Mỹ …đã áp dụng công nghệ điều khiển nhiệt độ trong ngành công nghiệp nhựa, đã và đang nâng cao chất lượng sản phẩm cũng như hiệu quả kinh tế to lớn. Tuy nhiên, ở Việt Nam công nghệ này cũng còn khá mới mẻ, hầu hết các doanh nghiệp ngành nhựa sử dụng công nghệ này chủ yếu mua của nước ngoài từ khuôn cho đến bộ điều khiển với giá thành cao. Vì vậy, việc nghiên cứu, thiết kế và chế tạo bộ điều khiển nhiệt độ cho khuôn là hết sức cần thiết cho ngành nhựa trong nước, giảm bớt sự phụ thuộc vào công nghệ nước ngoài và chi phí sản xuất.
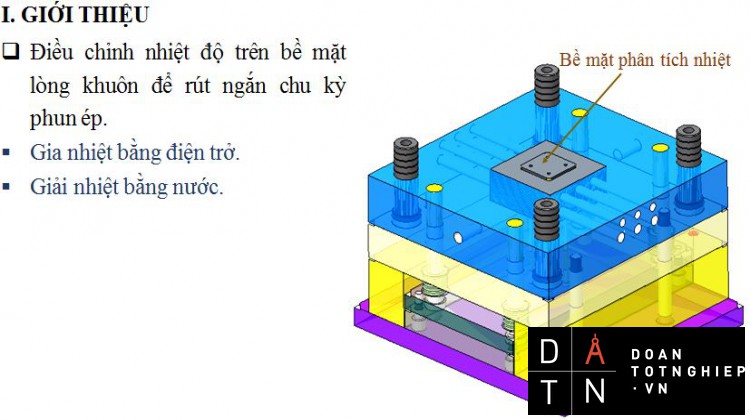
Khi bộ khuôn được thiết kế hệ thống điều khiển nhiệt độ, người kỹ sư sẽ kiểm soát được nhiệt độ bề mặt lòng khuôn hoặc nhiệt độ của cả khuôn tạo điều kiện tốt nhất cho quá trình phun ép. Việc điều khiển được nhiệt độ trong suốt chu kì phun ép là hết sức quan trọng mang lại nhiều lợi ích kỹ thuật và kinh tế.
Đối với những sản phẩm nhựa đơn giản không nhất thiết phải thiết kế hệ thống điều khiển nhiệt độ cho khuôn, nhưng hệ thống này không thể thiếu đối với những sản phẩm phức tạp. Sản phẩm phức tạp có hình dáng và độ dày mỏng thay đổi ở nhiều vị trí khác nhau nên để giảm bớt các khuyết tật có thể xảy ra cho sản phẩm trong quá trình phun ép cần phải có sự điều khiển nhiệt độ. Điều khiển không chỉ đơn giản là tăng hay giảm nhiệt độ theo thời gian mà còn điều khiển phân bố nhiệt độ cao thấp ở những vị trí khác nhau cho phù hợp với hình dáng sản phẩm. Để làm được điều đó cần tính toán số lượng heater, cooling channel, vị trí, chất giải nhiệt, thời gian gia nhiệt, thời gian giải nhiệt … cho phù hợp với thiết kế của khuôn. Có như vậy sản phẩm mới có thể điền đầy khuôn một cách tốt nhất, tránh được các hiện tượng: cong vênh, đường hàn, vết lõm, co rút …
Điều khiển được nhiệt độ bề mặt lòng khuôn cũng góp phần giảm được chu kì phun ép một cách đáng kể, điều này mang lại nhiều lợi ích kinh tế. Thông qua điều khiển nhiệt độ sẽ tìm ra được thời gian gia nhiệt và giải nhiệt hợp lý tránh lãng phí thời gian cũng như công suất của điện trở. Giảm chu kì phun ép đồng nghĩa với sản lượng được tăng lên rất nhiều, giảm hao phí năng lượng không cần thiết trong quá trình gia nhiệt. Khi sản phẩm đảm bảo yêu cầu về kỹ thuật và sản lượng tăng chắc chắn sẽ mang lại nhiều lợi nhuận cho doanh nghiệp.
Với mục đích nghiên cứu và chế tạo hệ thống điều khiển nhiệt độ cho khuôn nhóm đã quyết định chọn đề tài “TỐI ƯU HÓA HỆ THỐNG ĐIỀU KHIỂN NHIỆT ĐỘ BẰNG ĐIỆN TRỞ VÀ NƯỚC CHO TẤM KHUÔN DƯƠNG”. Với đề tài này, nhóm sinh viên thực hiện sẽ áp dụng những kiến thức đã được học trên ghế nhà trường vào đề tài thực tế, kiểm nghiệm lại những kiến thức bằng chính những thực nghiệm của mình, tạo điều kiện
tiếp xúc, lấy kinh nghiệm làm việc nhóm trước khi ra trường và bắt đầu tham gia sản xuất. Nhóm thực hiện cũng mong muốn đóng góp một phần công sức của mình giúp nhà trường có thêm tài liệu giảng dạy về đề tài khuôn mẫu, và dựa trên những nghiên cứu của đề tài này có thể áp dụng cho doanh nghiệp vào thực tế, hoặc dùng làm cơ sở cho các nhóm nghiên cứu tiếp theo để hoàn thiện đề tài hơn nữa.
1.2.Giớithiệumôhình
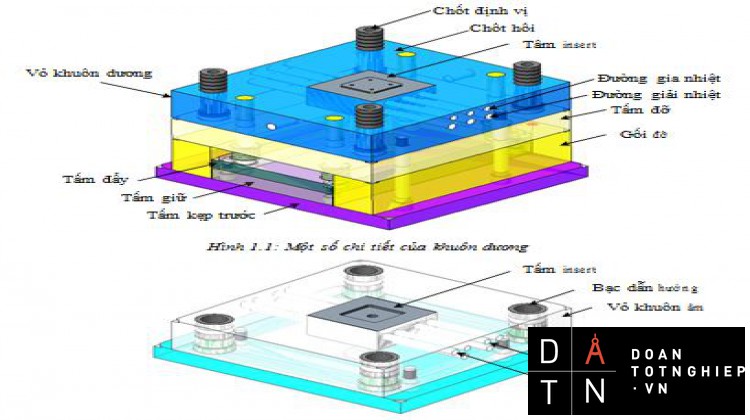
Một bộ khuôn ép nhựa bao gồm nhiều chi tiết ghép lại với nhau như: chốt định vị, chốt hồi, vỏ khuôn, tấm đỡ, gối đỡ, tấm kẹp sau, tấm kẹp trước, vít lục giác, tấm insert, chốt dẫn hướng, bạc cuống phun…
Chốtđịnhvị Chốthồi
Tấm insert
Vỏ khuôn dươn
Đường gia nhiệt
Đường giải nhiệt
Hình 1.1: Một số chi tiết của khuôn dương
Tấm insert
Bạc dẫn hướng
Vỏ khuôn âm
Tấm kẹp sau
Đường giải nhiệt
Đường gia nhiệt
Hình 1.2: Một số chi tiết của khuôn âm
- Chốt định vị: định vị khuôn dương và khuôn âm.
- Chốt hồi: hồi hệ thống đẩy về vị trí ban đầu khi khuôn đóng.
- Đường ống gia nhiệt: gắng thanh điện trở để gia nhiệt cho khuôn.
- Vỏ khuôn: gắng tấm insert.
- Tấm đỡ: tăng độ bền cho khuôn trong quá trình phun ép.
- Tấm kẹp sau: giữ chặt phần di động của khuôn trên máy ép nhựa.
- Tấm giữ: giữ các chốt đẩy.
- Tấm đẩy: đẩy hệ thống ty đẩy để lấy sản phẩm ra khỏi khuôn.
- Tấm insert: tạo hình cho sản phẩm.
- Bạc dẫn hướng: đảm bảo vị trí tương quan giữa khuôn âm và khuôn dương.
- Vít lục giác: gắng kết các tấm khuôn.
- Vòng định vị: định tâm giữa vòi phun và bạc cuống phun.
- Bạc cuống phun: dẫn nhựa từ máy ép vào kênh dẫn nhựa.
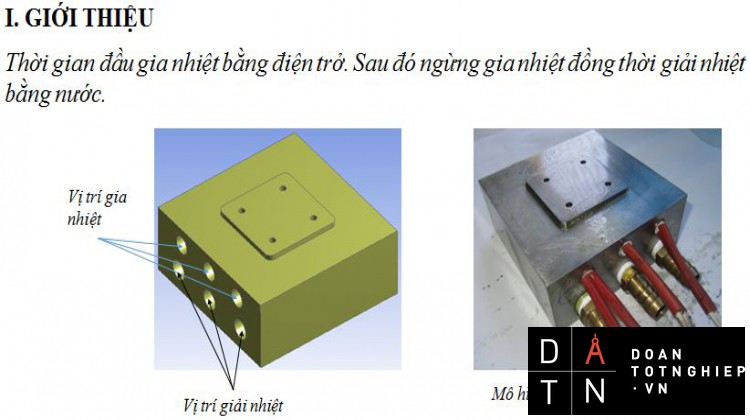
Mô hình để nghiên cứu cho đề tài là tấm insert ở khuôn dương có thiết kế hệ thống điều khiển nhiệt độ. Hệ thống điều khiển nhiệt độ gồm các lỗ Ø10 dùng để gắn thanh điện trở gia nhiệt, các lỗ Ø12 được gắn đầu nối làm đường giải nhiệt. Sự kết hợp giữa thiết kế tấm insert với hệ thống điều khiển nhiệt độ cho tấm insert sẽ tăng tính hiệu quả cho quá trình phun ép: giảm được thời gian chu kì phun ép nhưng vẫn đảm bảo được các yêu cầu kỹ thuật cho sản phẩm. Vì vậy, mô hình điều khiển nhiệt độ cho tấm insert sẽ là cơ sở để kiểm nghiệm kết quả mô phỏng trên phần mềm vào quá trình thực tế được chính xác hơn.
1.3. Mục tiêu của đề tài
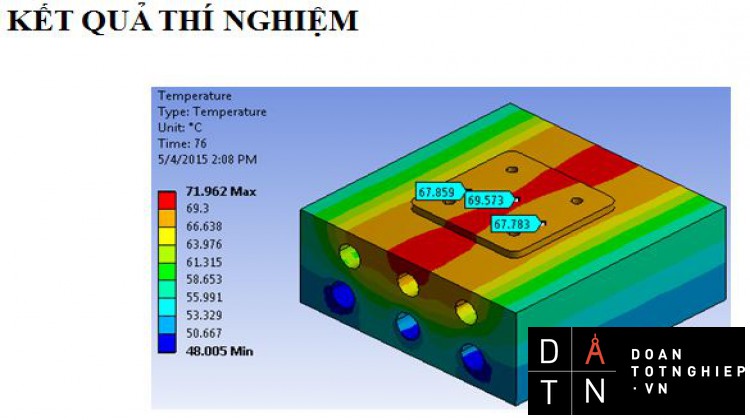
- Thiết kế và chế tạo hệ thống điều khiển nhiệt độ bằng điện trở và nước cho tấm khuôn dương (tấm insert) cho quá trình mô phỏng.
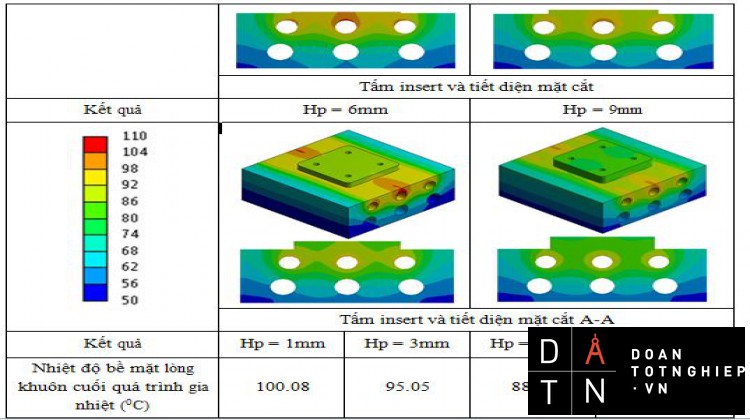
- Điều khiển nhiệt độ theo yêu cầu: gia nhiệt cho bề mặt lòng khuôn đạt được ≥ 800C và
giải nhiệt xuống 400C trong quá trình mô phỏng.
- Biết được các yếu tố như: kích thước thước tấm insert, kích thước sản phẩm, kích thước heater (điện trở), cooling channel (đường giải nhiệt), vật liệu làm tấm insert ảnh hưởng như thế nào đến nhiệt độ bề mặt lòng khuôn trong quá trình mô phỏng.
- Kiểm tra kết quả mô phỏng thay đổi vật liệu bằng thí nghiệm thực tế.
- Giải thích được kết quả giữa mô phỏng và thí nghiệm thực tế.
1.4. Phạm vi – giới hạn đề tài
Do những điều kiện khách quan cũng như chủ quan mà đề tài chỉ nghiên cứu được những vấn đề sau:
- Kinh phí có hạn nên chỉ có thể làm thí nghiệm thay đổi 3 loại vật liệu cho tấm insert.
- Thiết kế tấm insert core bằng phần mềm CreO 2.0.
- Mô phỏng tính toán quá trình điều khiển nhiệt độ bằng phần mềm ANSYS 14.0. Từ quá trình mô phỏng biết được cách bố trí hệ thống điều khiển nhiệt độ hợp lý, các thông số cần thiết cho thí nghiệm.
- Thiết kế và lắp ráp hoàn chỉnh hệ thống điều khiển nhiệt độ cho các tấm insert core.
- Gia công các tấm insert bằng máy CNC 2D.
- Làm thí nghiệm kiểm chứng.
- So sánh kết quả thí nghiệm với kết quả mô phỏng.
1.5. Phương pháp nghiên cứu
Đồ án được thực hiện bằng các phương pháp nghiên cứu:
- Nghiên cứu tổng quan từ sách, báo, tìm hiểu tài liệu.
- Tìm hiểu các loại heater và công suất có trên thị trường.
- Tính toán và mô phỏng trên phần mềm ANSYS 14.0.
CHƯƠNG 2. TỔNG QUAN VỀ PHUN ÉP NHỰA VÀ QUÁ TRÌNH ĐIỀU KHIỂN NHIỆT ĐỘ CHO KHUÔN
Tóm tắt chương:
Trong chương này, sẽ giới thiệu một vài khái niệm cơ bản nhất về phun ép nhựa, những yêu cầu cơ bản của bộ khuôn. Bên cạnh đó cũng giới thiệu khái quát, sơ lược một số loại nhựa được sử dụng rộng rãi trong đời sống hằng ngày và quá trình điều khiển nhiệt độ cho khuôn.
2.1. Giới thiệu công nghệ phun ép
2.1.1. Khả năng công nghệ
Có thể hiểu một cách đơn giản: công nghệ phun ép là quá trình điền đầy lòng khuôn bằng dòng nhựa nóng chảy, sau đó giải nhiệt và lấy sản phẩm ra nhờ hệ thống đẩy, không xảy ra bất kỳ phản ứng hóa học nào. Trong đó, yêu cầu kỹ thuật cũng như chất lượng sản phẩm phụ thuộc vào các yếu tố như: nhiệt độ, tốc độ phun, áp suất phun, vật liệu, chất lượng khuôn…
a) Ưu điểm của phun ép
- Tốc độ sản xuất nhanh.
- Có thể sản xuất với sản lượng lớn.
- Chi phí nhân lực (trên từng sản phẩm) thấp.
- Dễ dàng tự động hóa.
- Đa số sản phẩm không cần gia công thêm.
- Có thể gia công được các sản phẩm với nhiều loại hình dáng, màu sắc và chất lượng bề
mặt cao.
- Với một số loại hình dạng, phun ép là phương pháp sản xuất có chi phí thấp nhất.
- Có khả năng sản xuất được các sản phẩm kích thước nhỏ.
- Tỉ lệ phế phẩm thấp (runner, gate …).
- Trong nhiều trường hợp, cùng một dạng sản phẩm, có thể chế tạo ra với nhiều loại vật liệu khác nhau mà không cần thay đổi máy phun ép hoặc khuôn.
- Có thể sản xuất được các sản phẩm nhựa với độ chính xác cao.
- Sản phẩm nhựa có thể được ghép với nhiều loại vật liệu khác nhau, kể cả kim loại.
- Vật liệu nhựa có thể được trộn với các loại vật liệu khác như kim loại, thủy tinh…
b) Khuyết điểm của phun ép
- Thị trường cạnh tranh cao.
- Chi phí chế tạo khuôn và máy phun ép cao.
- Quá trình điều khiển phức tạp.
- Với từng loại sản phẩm cần có thời gian để tìm ra thông số phun ép tối ưu (chấp nhận được).
- Cần có kiến thức về quá trình phun ép.
2.1.2. Các yêu cầu kỹ thuật đối với tấm insert a) Yêu cầu hình học
- Độ chính xác kích thước: đảm bảo cho việc lắp tấm insert vào vỏ khuôn một cách dễ
dàng và đảm bảo cho sản phẩm sau khi ép đúng với thiết kế.
- Độ song song, độ phẳng giữa các bề mặt: đảm bảo cho quá trình lắp ráp khuôn và quá trình ép được chính xác, không xảy ra hiện tượng bavia.
- Độ bóng bề mặt: đảm bảo cho sản phẩm ép ra đạt được độ bóng (nhám) theo yêu cầu.
- Độ cứng vững, độ bền: vì được sử dụng trong môi trường công nghiệp, làm việc nhiều lần ở nhiệt độ cao, lực ép lớn...
b) Quy luật thiết kế cooling channel
- Dòng nước làm mát phải chảy liên tục và mang nhiệt độ từ nơi có nhiệt độ cao sang nơi có nhiệt dộ thấp.
- Đảm bảo giải nhiệt đồng đều toàn sản phẩm. Do đó, cần chú ý giải nhiệt những phần dày nhất của sản phẩm.
- Thiết kế đường nước sao cho có một đầu vào một đầu ra.
- Đường kính kênh dẫn giải nhiệt thường lớn hơn 8mm để dễ gia công và phải giữ không đổi trên toàn bộ chiều dài kênh để tránh tốc độ chảy của chất lỏng đang giải nhiệt khác nhau do đường kính các kênh giải nhiệt khác nhau.
- Hệ thống làm mát phải đều cả hai phía khuôn dương và khuôn âm.
- Nên chia kênh dẫn giải nhiệt thành nhiều vòng giải nhiệt. Không nên thiết kế chiều dài kênh dẫn giải nhiệt quá dài vì dễ dẫn đến mất áp và tăng nhiệt độ trên nó khiến ΔT vượt quá 30C.
- Nhiệt độ đầu vào và đầu ra càng ít chênh lệch càng tốt ΔT khoảng 1÷50C.
- Tính toán thiết kế sao cho dòng chảy trong hệ thống làm mát bị hỗn loạn → tạo thành dòng chảy rối → giải nhiệt tốt hơn.
- Cần tính toán tiết diện lỗ nước sao cho nguồn nước cung cấp đủ cho cả hệ thống và phù
hợp thiết bị đầu nối trên thị trường.
- Các kênh giải nhiệt đặt càng gần bề mặt khuôn càng tốt nhưng cần chú ý đến độ bên cơ học của vật liệu khuôn.
- Các kênh giải nhiệt thường được thiết kế cách nhau ít nhất 3mm. Với những kênh dài hơn 150mm khoảng cách an toàn giữa các kênh là 5mm.
Hình 2.1: Thiết kế kênh làm nguội
- Cần ưu tiên thiết kế đường nước cho những vị trí trên sản phẩm có thành dày đột ngột.
c) Quy luật thiết kế heater
- Nhiệt độ trên khuôn phải phân bố đều, đặc biệt là trên bề mặt lòng khuôn.
- Hệ thống gia nhiệt phải đều cả hai phía khuôn dương và khuôn âm.
- Cần tính toán tiết diện lỗ để gắng điện trở sao cho phù hợp với thị trường.
- Bề mặt lỗ gắng điện trở cần độ bóng tốt nhất để giảm thất thoát nhiệt ra môi trường bên ngoài trong quá trình gia nhiệt.
2.1.3. Chu trình ép phun
Một chu trình ép phun thường bao gồm 4 giai đoạn: quá trình điền đầy (Filling); quá trình định hình (Packing Time); quá trình giải nhiệt cho khuôn (Cooling); mở khuôn (Mold Open).
|
Quá trình điền đầy (Filling). – Đóng khuôn. – Trục vít di chuyển về phía khuôn. Quá trình định hình (Packing Time). – Lòng khuôn được điền đầy. – Nhựa trong lòng khuôn vẫn được giữ ở áp suất cao. – Quá trình giải nhiệt bắt đầu xuất hiện. – Nhựa tại cổng phun (gate) bắt đầu nguội. |
|
|
Vít sẽ tạo ra một áp lực định sẵn để đẩy nhựa nóng chảy vào tấm insert |
|
|
Quá trình giải nhiệt cho khuôn (Cooling). – Sản phẩm được giảinhiệt đến nhiệt độ mở khuôn. |
|
– Trục vít di chuyển về phía sau và tiến hành nạp liệu cho chu kì kế tiếp.
Mở khuôn (Mold Open).
– Sản phẩm được tách rời khỏi khuôn.
.
Bảng2.1:Chutrìnhphunép
2.1.4. Vật liệu trong công nghệ ép phun
Vật liệu thường được sử dụng trong công nghệ ép phun là nhựa. Nhựa là sản phẩm nhân tạo dựa trên cơ sở các polyme hữu cơ. Khi nung nóng nhựa này sẽ chảy dẻo, dưới áp lực cao chúng tạo thành hình dáng nhất định và giữ nguyên hình dạng đó khi nguội lại.
a) Phân loại vật liệu nhựa
Phân loại theo hiệu ứng nhiệt có 2 loại:
- Nhựa nhiệt dẻo: khi nung nóng đến nhiệt độ nóng chảy, nhựa chảy mềm ra. Khi hạ nhiệt độ thì đông cứng trở lại và có khả năng tái sinh.
- Nhựa nhiệt rắn: khi gia nhiệt sẽ biến đổi trạng thái, chuyển sang trạng thái rắn. Khi ngừng gia nhiệt sẽ trở về trạng thái đầu, không tái sinh được.
Phân loại theo ứng dụng:
- Nhựa thông dụng: là loại nhựa được sử dụng với số lượng lớn, được dùng làm các vật dụng hằng ngày (PP, PE, PS, PVC, PET, ABS…).
- Nhựa kỹ thuật: là loại nhựa có tính chất vượt trội hơn hẳn nhựa thông dụng, dùng trong các mặt hàng công nghiệp như PC, PA ...
- Nhựa chuyên dụng: là loại nhựa tổng hợp, chỉ sử dụng trong một số ít trường hợp riêng biệt.
b) Một số loại nhựa thông dụng
Nhựa PP (Polypropylene).
- Độ bền cơ học cao.
- Trong suốt, khả năng in ấn cao.
- Dòn ở nhiệt độ thấp, dễ cháy ở nhiệt độ cao, dễ bị tia UV phá hủy.
- Khả năng ép phun tốt.
- Khả năng cách điện cực tốt.
- Dùng trong công nghiệp thực phẩm: bao bì 1 lớp, màng phủ ngoài...
Nhựa PE (Polyetylene).
- Màu trắng, mờ.
- Dễ cháy, dòn ở nhiệt độ thấp.
- Chống thấm nước, hóa chất.
- Khả năng chống ăn mòn và độ bền mỏi cao.
- Dùng làm thùng chứa dung môi, chai lọ...
Nhựa PS (Polystyrene).
- Độ bền cao, chịu va đập kém.
- Dễ dàng pha màu, độ giãn dài tốt.
- Nhiệt độ biến dạng thấp, tạo khí màu đen.
- Sử dụng cho những sản phẩm rẻ tiền, nhựa tái sinh...
- Dùng làm vỏ, hộp điện, ống....
Nhựa ABS (Acrylonitrile Butadene Styrene)
- Độ dai va đập cao ngay cả ở nhiệt độ thấp.
- Khả năng truyền nhiệt thấp, chịu được nhiệt độ cao.
- Khả năng chống mài mòn và ăn mòn cao.
- Tính co ngót thấp, trọng lượng nhẹ.
- Được sử dụng rộng rãi trong các sản phẩm: vỏ màn hình, xe máy, công tắc, mũ bảo hiểm....
2.2. Quá trình điều khiển nhiệt độ cho khuôn
2.2.1. Tính toán lưu lượng nước cần thiết để giải nhiệt cho khuôn
Khi tính toán thiết kế hệ thống làm nguội cho khuôn thì lưu lượng dòng chảy là một thông số quan trọng vì sự giải nhiệt cho khuôn được thực hiện nhờ quá trình đối lưu. Khả năng giải nhiệt được đặc trưng bởi trạng thái của dòng chảy chứ không phải là nhiệt độ. Theo Osborne Reynolds, tiêu chuẩn để xác định trạng thái dòng chảy là tỉ số giữa lực quán tính và lực ma sát nhớt của lưu chất và được gọi là số Reynolds (Re).
Yêu cầu đặt ra là nước làm nguội luôn ở trạng thái chảy rối. Nikuradse với các chỉ tiêu thực nghiệm dựa vào hệ số Reynolds, đưa ra như sau:
Re=�.l.v≥4000
�
Trong đó:
��: khối lượng riêng của lưu chất (kg/m3).
��: hệ số nhớt động học của lưu chất (N.s/m2).
l: chiều dài đặc trưng của dòng chảy (m).
v: vận tốc đặc trưng của dòng chảy (m/s).
Đối với loại chất lỏng làm nguội là nước, dựa vào phần mềm phân tích Moldflow, có
thể xác định được các thông số qua bảng sau:
Khối lượng riêng:







