ĐỒ ÁN QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT THÂN TRƯỢT TRÊN MÁY CNC
NỘI DUNG ĐỒ ÁN
MỤC LỤC ĐỒ ÁN QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT THÂN TRƯỢT TRÊN MÁY CNC
B.PHẦN THUYẾT MINH.......................................... 6
Chương 1. PHÂN TÍCH CHI TIẾT GIA CÔNG
1.1 PHÂN TÍCH CHI TIẾT GIA CÔNG VỀ ĐIỀU KIỆN LÀM VIỆC CHI TIẾT GIA CÔNG................................................................ 6
1.2 PHÂN TÍCH VẬT LIỆU CHẾ TẠO CHI TIẾT GIA CÔNG7
1.3 PHÂN TÍCH ĐỘ CHÍNH XÁC GIA CÔNG................ 7
1.4 XÁC ĐỊNH DẠNG SẢN XUẤT............................. 9
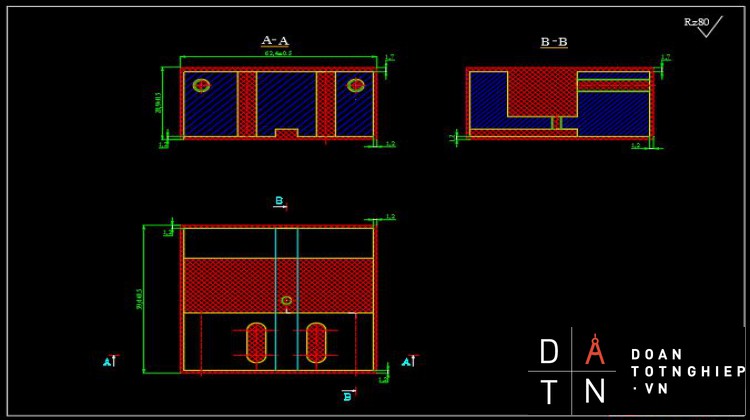
Chương 2. CHỌN PHƯƠNG PHÁP CHẾ TẠO PHÔI VÀ XÁC ĐỊNH LƯỢNG DƯ GIA CÔNG..... 11
2.1 CHỌN PHÔI.................................................. 11
2.2 PHƯƠNG PHÁP CHẾ TẠO PHÔI.......................... 12
2.3 PHÔI CÁN.................................................... 12
Chương 3. LẬP BẢNG QUY TRÌNH CÔNG NGHỆ GIA CÔNG CƠ.......................................................... 12
3.1 XÁC ĐỊNH ĐƯỜNG LỐI SẢN XUẤT CÔNG NGHỆ.... 12
3.2 CHỌN PHƯƠNG PHÁP GIA CÔNG....................... 13
3.3 CHỌN CHUẨN CÔNG NGHỆ.............................. 13
Chương 4. BIỆN LUẬN QUY TRÌNH CÔNG NGHỆ 17
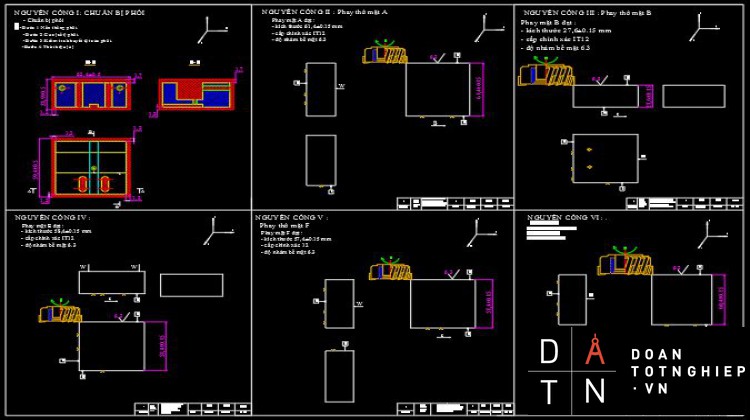
4.1 Nguyên công I: CHUẨN BỊ PHÔI........................... 17
4.2 Nguyên công II: PHAY THÔ MẶT A....................... 19
4.3 Nguyên công III: PHAY THÔ MẶT B...................... 21
4.4 Nguyên công IV: PHAY THÔ MẶT E...................... 24
4.5 Nguyên công V: PHAY THÔ MẶT F....................... 26
4.6 Nguyên công VI: PHAY THÔ MẶT C...................... 28
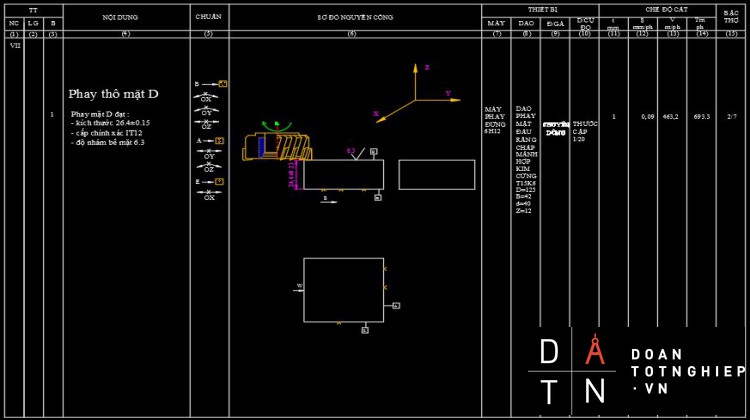
4.7 Nguyên công VII: PHAY THÔ MẶT D..................... 30
4.8 Nguyên công VIII: PHAY TINH MẶT A..................... 33
4.9 Nguyên công IX: PHAY TINH MẶT B...................... 35
4.10 Nguyên công X: PHAY TINH MẶT E...................... 37
4.11 Nguyên công XI: PHAY TINH MẶT F..................... 39
4.12 Nguyên công XII: PHAY TINH MẶT C.................... 41
4.13 Nguyên công XIII: PHAY TINH MẶT D................... 43
4.14 Nguyên công XIV: PHAY THÔ RÃNH MẶT B.......... 45
4.15 Nguyên công XV: PHAY THÔ RÃNH MẶT D........... 47
4.16 Nguyên công XVI: KHOAN-VÁT CẠNH-TARO LỖ M451
4.17 Nguyên công XVII: KHOAN-VÁT CẠNH-TARO LỖ M654
4.18 Nguyên công XVIII: KHOAN 2 LỖ Ø6-PHAY 2RÃNH Ø6-VÁT CẠNH Ø7,5................................................................. 58
4.19 Nguyên công XIX: TỔNG KIỂM TRA.................... 59
4.20 SƠ ĐỒ QUY TRÌNH CÔNG NGHỆ...................... 59
Chương 5. THIẾT KẾ ĐỒ GÁ................................ 59
A. ĐỒ GÁ PHAY MẶT MẲNG.................................. 59
B. ĐỒ GÁ PHAY RÃNH........................................ 61
Chương 6 : HƯỚNG DẪN VÀ SỬ DỤNG ĐỒ GÁ. 64
Chương 7. KẾT LUẬN VỀ ĐỒ ÁN......................... 66
- TÀI LIỆU THAM KHẢO................. 66
BỘ CÔNG THƯƠNG CỘNG HÒA XÃ HỘI CHỦ NGHĨA VIỆT NAM
TRƯỜNG C.Đ.K.T CAO THẮNG Độc lập – Tự do – Hạnh phúc
NHIỆM VỤ ĐỒ ÁN
CAO ĐẲNG CÔNG NGHỆ KỸ THUẬT CƠ KHÍ – KHÓA 2014
NỘI DUNG
Thiết kế quy trình công nghệ gia công chi tiết: Thân trượt máy CNC
Trong điều kiện:
- Dạng sản xuất hàng loạt vừa.
- Trang thiết bị tự chọn.
Với các yêu cầu sau:
A.PHẦN BẢN VẼ:
- Bản vẽ chi tiết gia công khổ giấy A0.
- Bản vẽ chi tiết lồng phôi khổ giấy A0.
- 04 bản vẽ kết cấu nguyên công khổ giấy A0.
- 02 bản vẽ đồ gá khổ giấy A0.
B.PHẦN THUYẾT MINH:
Mở đầu: Phân tích chi tiết gia công
Phần 1: Chọn phôi, phương pháp chế tạo phôi và xác định lượng dư gia công.
Phần 2: Thiết kế quy trình công nghệ gia công cơ và biện luận nguyên công.
Phần 3: Thiết kế đồ gá.
Kết luận
Chương 1.PHÂN TÍCH CHI TIẾT GIA CÔNG
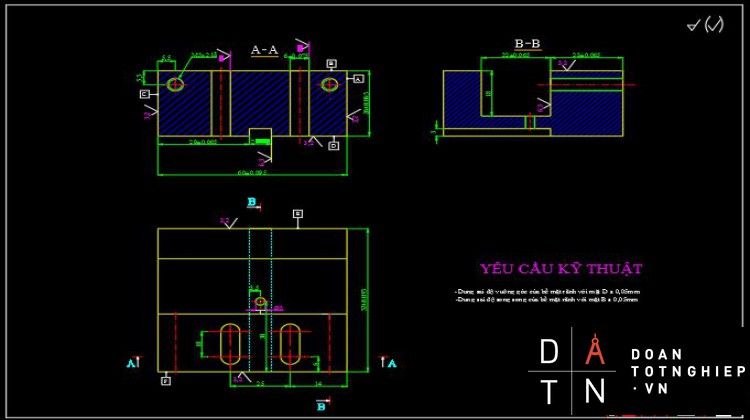
1.1 PHÂN TÍCH CHI TIẾT GIA CÔNG VỀ ĐIỀU KIỆN LÀM VIỆC CHI TIẾT GIA CÔNG
- Hầu như phần lớn các máy móc đều có các chi tiết dạng hộp. Hộp bao gồm các chi tiết có hình khối rỗng (xung quanh có thành vách) thường làm nhiệm vụ của chi tiết cơ sở để láp các đơn vị lắp (như nhóm, cụm, bộ phận) của những chi tiết khác lên tạo thành một bộ phận máy nhằm thực hiện một nhiệm vụ động học nào đó của toàn máy.
- Có rất nhiều kiểu hộp khác nhau như hộp số, hộp chạy dao trong máy công cụ, thân động cơ, thân máy bơm, giá đỡ...
- Hộp thường có trọng lượng và có kích thước lớn hơn nhiều so với các loại chi tiết khác, hình thù phức tạp, có nhiều vách, độ dày mỏng của các vách cũng khác nhau, trong các vách có nhiều gân, có nhiều phần lõm. Bởi vậy khối lượng gia công các chi tiết gia công dạng hộp nhiều. Trên hộp có nhiều mặt phải gia công với độ chính xác khác nhau và cũng có những bề mặt không gia công.
- Trên hộp có nhiều mặt phẳng, các lỗ cần gia công chính xác để làm bề mặt tiếp xúc hoặc thực hiện các mối lắp ghép. Tùy chức năng mà các lỗ trên hộp được chia ra:
Chức năng của chi tiết:
- Than trượt là một loại chi tiết dùng đễ lắp các dao lên nó, theo các yêu cầu chính xác khác nhau do nhà thiết kế quy định. Bảo đảm các yêu cầu ăn khớp và truyền động. Hộp xy-lanh động cơ đốt trong trên đó lắp các xy-lanh, pít-tông, ... Đảm bảo các yêu cầu làm việc giữa chúng.
- Rãnh then chính xác ( chính): Dùng để gá lắp di chyển .
- Lỗ không cần chính xác (lỗ phụ): Dùng để kẹp các bộ phận khác.
1.2 PHÂN TÍCH VẬT LIỆU CHẾ TẠO CHI TIẾT GIA CÔNG
Chi tiết là than trượt CNC được chế tạo bằng thép C45.
- Kí hiệu: C45 theo TCVN trong đó:
+ C là kí hiệu thép Cacbon .
+ 45 chỉ phần vạn Cacbon trung bình .
+ Độ cứng: 163 – 229kg/mm2 => Chọn HB = 190 kg/mm2
- Thành phần hóa học của C45:
+ Cacbon (C):0.45%
+ Silic (Si): 0.04%
+ Phốt pho :0.035%
+ Sắt (Fe): phần còn lại.
- Cơ tính và độ cứng của vật liệu:
+ Thép Cacbon là vật liệu sử dụng rộng rãi nhờ giá thành không cao : tùy theo hàm lượng Cacbon chúng được sử dụng với các mục đích khác nhau . Đánh giá chung thì thép Cacbon có cơ tính tổng hợp không cao , thích hợp làm các chi tiết máy chịu tải trọng nhỏ và vừa trong điều kiện áp xuất vừa .
- Công dụng chung:
+ Thép Cacbon có độ bền cao độ cứng độ dẻo lại có nhiều tính chất tốt, dễ chế tạo, giá thành rẻ nên được ứng dụng khá rộng rãi trong ngành cơ khí và các ngành khác.
+ Thép C45 có độ bền nén cao,
+ Thép C45 thường được dùng để chế tạo các chi tiết chịu tải trọng kéo lớn ít va đập như thân gá, bệ gá ...
1.3 PHÂN TÍCH ĐỘ CHÍNH XÁC GIA CÔNG
vĐộ chính xác về kích thước
a) Kích thước có chỉ dẫn
- Kích thước 60 mm
- Tra bảng 1.4 trang 4 – Bảng tra dung sai lắp ghép
- Ta có: Kích thước danh nghĩa: 60 mm
- Có cấp chính xác 11
ðIT = 0.19 mm
- Từ đó => Sai lệch trên là + 0.095 mm
Sai lệch dưới là – 0.095 mm
- Kích thước 26 mm
- Tra bảng 1.4 trang 4 – Bảng tra dung sai lắp ghép
- Ta có: Kích thước danh nghĩa: 26mm
- Có cấp chính xác 11
ðIT = 0.13 mm
- Từ đó => Sai lệch trên là + 0.65 mm
Sai lệch dưới là – 0.65 mm
- Kích thướ 57 mm
- Tra bảng 1.4 trang 4 – Bảng tra dung sai lắp ghép
- Ta có: Kích thước danh nghĩa: 57 mm
- Có cấp chính xác 11
ðIT = 0.19 mm
- Từ đó => Sai lệch trên là + 0.095 mm
Sai lệch dưới là – 0.095 mm
- Kích thước 23 mm
- Tra bảng 1.4 trang 4 – Bảng tra dung sai lắp ghép
- Ta có: Kích thước danh nghĩa: 23 mm
- Có cấp chính xác 11
ðIT = 0.13 mm
- Từ đó => Sai lệch trên là + 0.65 mm
Sai lệch dưới là -0.065
- Kích thước 22mm
- Tra bảng 1.4 trang 4 – Bảng tra dung sai lắp ghép
- Ta có: Kích thước danh nghĩa: 22 mm
- Có cấp chính xác 12
ðIT = 0.13 mm
- Từ đó => Sai lệch trên là + 0.065 mm
Sai lệch dưới là – 0.065 mm
Kích thước7 mm
- Tra bảng 1.4 trang 4 – Bảng tra dung sai lắp ghép
- Ta có: Kích thước danh nghĩa: 7 mm
- Có cấp chính xác 7
ðIT = 0.15 mm
- Từ đó => Sai lệch trên là + 0.15 mm
Sai lệch dưới là – 0.5 mm
- Kích thước 18mm
- Tra bảng 1.4 trang 4 – Bảng tra dung sai lắp ghép
- Ta có: Kích thước danh nghĩa: 18 mm
- Có cấp chính xác 11
ðIT = 0.11 mm
- Từ đó => Sai lệch trên là + 0.055 mm
Sai lệch dưới là -0.055
- Kích thước 6mm
- Tra bảng 1.4 trang 4 – Bảng tra dung sai lắp ghép
- Ta có: Kích thước danh nghĩa: 6 mm
- Có cấp chính xác 12
ðIT = 0.15 mm
- Từ đó => Sai lệch trên là + 0.075 mm
Sai lệch dưới là – 0.075 mm
Sai lệch dưới là – 0.18 mm
b) Kích thước không có chỉ dẫn
- Kích thước 18mm
- Tra bảng 1.4 trang 4 – Bảng tra dung sai lắp ghép
- Ta có: Kích thước danh nghĩa: 18 mm
- Có cấp chính xác 11
ðIT = 0.11 mm
- Từ đó => Sai lệch trên là + 0.055 mm
Sai lệch dưới là -0.055
c)
- Kích thước 22mm
- Tra bảng 1.4 trang 4 – Bảng tra dung sai lắp ghép
- Ta có: Kích thước danh nghĩa: 22 mm
- Có cấp chính xác 12
ðIT = 0.21 mm
- Từ đó => Sai lệch trên là + 0.15 mm
Sai lệch dưới là – 0.15 mm
Sai lệch dưới là – 0.95 mm
vTra độ nhám:( Tra bảng 2.33 trang 104 – Bảng tra dung sai lắp ghép)
- Mặt A có phương pháp gia công là phay tinh.
- Có cấp chính xác 11 =>có độ nhám Ra = 40 µm
- Mặt B có phương pháp gia công là phay bán tinh.
- Có cấp chính xác 11 => có độ nhám Rz = 40 µm
. Mặt C có phương pháp gia công phay tinh
- Có cấp chính xác 11=>có độ nhám Ra=40 µm
- Mặt D có phương pháp gia công là phay bán tinh.
- Có cấp chính xác 11 => có độ nhám Ra = 40 µm
-
vVị trí tương quan
- Dung sai độ vuông góc giữa mặt bên so với mặt A
- Kích thước danh nghĩa 26 mm
- Có cấp chính xác 11 => IT = 0.13 ( Bảng tra 2.15 trang 82 – Bảng tra dung sai lắp ghép)
- Dung sai độ phẳng của mặt A
- Có cấp chính xác 11=> IT = 0.13( Bảng tra 2.7 trang 74 – Bảng tra dung sai lắp ghép)
1.4 XÁC ĐỊNH DẠNG SẢN XUẤT
1.4.1 Tính trọng lượng chi tiết
- Thể tích chi tiết: V =66343 mm3
- Khối lượng chi tiết: G =0.5 Kg
1.4.2 Sản lượng chế tạo phôi
Chi tiết đã cho ở dạng sản xuất hàng loạt vừa, chi tiết có khối lượng nên theo bảng ta có số lượng hàng năm 500 – 5000 sản phẩm/năm
|
Dạng sản xuất |
Trọng lượng của chi tiết Mm (kG) |
||
|
< 4 Kg |
4 – 200 Kg |
> 200 Kg |
|
|
Sản lượng hàng năm của chi tiết (sản phẩm) |
|||
|
Đơn chiếc |
< 100 |
< 10 |
< 5 |
|
Hàng loạt nhỏ |
100 – 500 |
10 – 200 |
10 – 55 |
|
Hàng loạt vừa |
500 – 5.000 |
200 – 500 |
100 – 300 |
|
Hàng loạt lớn |
5.000 – 50.000 |
500 – 1.000 |
300 – 1.000 |
|
Hàng khối |
> 50.000 |
> 5.000 |
> 1.000 |
Bảng 1. Cách xác định dạng sản xuất
Chương 2. CHỌN PHƯƠNG PHÁP CHẾ TẠO PHÔI VÀ XÁC ĐỊNH LƯỢNG DƯ GIA CÔNG
2.1 CHỌN PHÔI
Tùy theo dạng sản xuất, vật liệu và phương pháp chế tạo phôi có thể chọn như sau:
2.1.1 Phôi hàn:Phôi hàn được chế tạo từ tấm thép rồi hàn lại thành hộp. Loại này thường dùng trong sản xuất đơn chiếc, sửa chữa và hàng loạt nhỏ người ta chọn vật liệu và phương pháp chế tạo phôi hộp máy là thép hàn.
- Phương pháp phôi hàn kiểu thô
Hàn các tấm thép lại thành hộp, sau đó mới gia công.
- Phương pháp phôi hàn kiểu tinh
Hàn những tấm thép đã được gia công sơ bộ các bề mặt cần thiết thành hộp, sau đó mới gia công tinh lại.
Đặc điểm
Sử dụng phôi hàn rút ngắn được thời gian chuẩn bị phôi, đạt hiệu quả kinh tế cao. Tuy nhiên phôi hàn thường bị ứng suất dư và chỉ chế tạo được phôi có hình dạng đơn giản.
2.1.2 Phôi dập: Được dùng đối với các chi tiết cỡ nhỏ, có hình dạng không phức tạp ở dạng sản xuất hàng loạt và hàng khối. Đối với thép có thể dập nóng cong đối với kim loại màu có thể dập nguội. Phương pháp này tạo được phôi có cơ tính tốt và năng suất cao.
2.1.3 Phôi cán:Trong nghành chế tạo thường dùng các loại phôi cán sau đây:
- Phôi cán thương phẩm dưới dạng thép thỏi , dùng để rèn hoặc dập, tạo nên các phôi của trục lớn , các tay gạt, thanh kéo v..
- Phôi cán có prôphin đơn giản, thông thường là tròn , vuông , lục lăng và thanh hình khác, dùng để chế tạo các trục trơn, trục bậc có đường kính ít thay đổi, vật hình cốc có đường kính tới 50mm, và ống bạc có đường kính tới 25mm, tay gạt, các trục then ,các mặt bích.
Các dạng phôi cán, đặt tính và lĩnh vực sử dụng của chúng trong bảng 2.7. Phôi cán có thể sử dụng để chế tạo trực tiếp chi tiết hoặc dùng làm nguyên liệu ban đầu khi phôi bằng phương pháp biến dạng dẻo. Dung sai của một số loại phôi cán nóng tiết diện tròn và vuông . Các loại phôi cán chuyên dùng được sử dụng trong sản xuất hàng khối và hàng loạt lớn cho phép giảm đáng kể lượng dư và khối lượng gia công , góp phần làm giảm giá thành sản phẩm.
a) Cán nóng .Thường tiến hành ở nhiệt độ gia công nóng , do vậy kim loại có độ dẻo cao, nên năng suất tăng , nhưng kim loại bị oxi hóa nên độ chính xác và độ bóng bề mặt thấp.
b) Cán nguội . Cán ở nhiệt độ gia công nguội, kim loại có tính dẻo kém, nhưng độ bóng bề mặt và độ chính xác cao.Cán nguội thường dùng cán tấm mỏng và cán hình.
+Hầu hết các chi tiết dạng hộp 95% được tạo phôi bằng phương pháp cán và chủ yếu là từ thép . Ngoài ra, có thể đúc . Phôi cán có thể tạo bằng phương pháp cán là cho phôi đi qua khe hở giữ hai trục cán quay ngược chiều nhau, làm cho phôi bị biến dạng dẻo ở khe hở . Hoặc trong khuôn cát hay đúc trong khuôn kim loại, đúc áp lực, đúc trong khuôn vỏ mỏng. Trong sản xuất từ loạt vừa trở lên người ta chọn vật liệu và phương pháp chế tạo phôi dạng hộp máy là cán
Đặc điểm
- Có thể cán được tất cả các loại thép có nhiều hình khác nhau
- Cán sản phẩm thanh có tiết diện hình tròn, vuông…
- Trục cán có nhiều loại khác nhau để dễ dàng tùy theo sản phẩm,nên được ưa chuộn nâng xuất cao.
- Dễ cơ khí hóa, tự động hóa, cho năng suất cao, giá thành thấp và đáp ứng tính linh hoạt trong sản xuất.
2.2 PHƯƠNG PHÁP CHẾ TẠO PHÔI
a)Sơ đồ cán kim loại
Chương 3. LẬP BẢNG QUY TRÌNH CÔNG NGHỆ GIA CÔNG CƠ
3.1 XÁC ĐỊNH ĐƯỜNG LỐI SẢN XUẤT CÔNG NGHỆ
- Trong dạng sản xuất hàng loạt vừa, quy trình công nghệ được xác định theo quy tắc phân tán nguyên công hoặc tập trung nguyên công. Theo nguyên tắc phân tán nguyên công thì quy trình công nghệ được chia ra các nguyên công đơn giản có thời gian như sau.
- Ở đây mỗi máy thực hiện một nguyên công nhất định nên đồ gá được sử dụng là đồ gá chuyên dùng.
3.2 CHỌN PHƯƠNG PHÁP GIA CÔNG
Đối với dạng sản xuất hàng loạt vừa muốn chuyên môn hóa cao để có thể đạt năng suất cao trong điều kiện sản xuất ở Việt Nam thì đường lối công nghệ thích hợp nhất là phân tán nguyên công. Ở đây người ta dùng đồ gá chuyên dùng và máy chuyên dùng dùng để chế tạo.
3.3 CHỌN CHUẨN CÔNG NGHỆ
|
Nguyên công |
Nội dung Nguyên công |
Chuẩn định vị |
Máy |
Dao |
|
I |
Chuẩn bị phôi |
|
|
|
|
II |
Phay mặt thô A |
- Mặt B=> 3 bậc - Mặt C=>2 bậc - Mặt F =>1 bậc |
6H12 |
-Dao phay mặt đầu răng chấp mảnh hợp kim cứng T15K6 |
|
III |
Phay thô mặt B |
- Mặt A =>3 bậc - Mặt D =>2 bậc - Mặt E =>1 bậc |
6H12 |
-Dao phay mặt đầu răng chấp mảnh hợp kim cứng T15K6 |
|
IV |
Phay thô mặt E |
- Mặt B => 3 bậc - Mặt A =>2 bậc - Mặt F =>1 bậc |
6H82 |
-Dao phay mặt đầu răng chấp mảnh hợp kim cứng T15K6 |
|
V |
Phay thô mặt F |
- Mặt AB=> 3 bậc - Mặt E=>2 bậc Mặt C =>1 bậc |
6H12 |
-Dao phay mặt đầu răng chấp mảnh hợp kim cứng T15K6 |
|
VI |
Phay thô mặt C |
- Mặt B=> 3 bậc - Mặt A=>2 bậc - Mặt E=>1 bậc |
6H12 |
-Dao phay mặt đầu răng chấp mảnh hợp kim cứng T15K6 |
|
VII |
Phay thô mặt D |
- Mặt B=> 3 bậc - Mặt C=>2 bậc - Mặt E=>1 bậc |
6H12 |
-Dao phay mặt đầu răng chấp mảnh hợp kim cứng T15K6 |
|
VIII |
Phay tinh mặt A |
- Mặt D=> 3 bậc - Mặt C=>2 bậc Mặt E =>1 bậc |
6H12 |
-Dao phay mặt đầu răng chấp mảnh hợp kim cứng T15K6 |
|
IX |
Phay tinh mặt B |
- Mặt D=> 3 bậc - Mặt A=>2 bậc - Mặt E =>1 bậc |
6H12 |
-Dao phay mặt đầu răng chấp mảnh hợp kim cứng T15K6 |
|
X |
-Phay tinh mặt E |
- Mặt B=> 3 bậc - Mặt A=>2 bậc - Mặt F =>1 bậc |
6H82 |
-Dao phay mặt đầu răng chấp mảnh hợp kim cứng T15K6 |
|
XI |
-Phay tinh mặt F |
- Mặt B=> 3 bậc - Mặt E=>2 bậc - Mặt A =>1 bậc |
6H12 |
-Dao phay mặt đầu răng chấp mảnh hợp kim cứng T15K6 |
|
XII |
-Phay tinh mặt C |
- Mặt B=> 3 bậc - Mặt A=>2 bậc Mặt E =>1 bậc |
6H12 |
-Dao phay mặt đầu răng chấp mảnh hợp kim cứng T15K6 |
|
XIII |
-Phay tinh mặt D |
- Mặt B=> 3 bậc - Mặt A=>2 bậc Mặt F =>1 bậc |
6H12 |
-Dao phay mặt đầu răng chấp mảnh hợp kim cứng T15K6 |
|
XIV |
-Phay thô rãnh mặt B |
- Mặt D=> 3 bậc - Mặt E=>2 bậc Mặt C =>1 bậc |
6H82 |
-Dao phay mặt đầu răng chấp mảnh hợp kim cứng T15K6 |
|
XV |
-Phay thô rãnh mặt D |
- Mặt B=> 3 bậc - Mặt E=>2 bậc Mặt C =>1 bậc |
6H12 |
-Dao phay mặt đầu răng chấp mảnh hợp kim cứng T15K6 |
|
XVI |
-Khoan ,vát cạnh ,taro
|
- Mặt B=> 3 bậc - Mặt F=>2 bậc Mặt C =>1 bậc |
2A125 |
-Mũi khoan ruột gà thép gió đuôi trụ -Mũi vát cạnh -Mũi taro |
|
XVII |
-Khoan 2 lỗ ,vát cạnh ,taro |
- Mặt D=> 3 bậc - Mặt E=>2 bậc Mặt A =>1 bậc |
2A125 |
-Mũi khoan ruột gà thép gió đuôi trụ -Mũi vát cạnh -Mũi taro |
|
XVIII |
-Khoan,phay,vát cạnh |
- Mặt D=> 3 bậc - Mặt C=>2 bậc Mặt F =>1 bậc |
2A125 |
-Mũi khoan ruột gà thép gió đuôi trụ -Mũi vát cạnh -Mũi taro |
Chương 4. BIỆN LUẬN QUY TRÌNH CÔNG NGHỆ
4.1 Nguyên công I: CHUẨN BỊ PHÔI
Hình 1.1 chuẩn bị phôi
- Chuẩn bị phôi (phôi cán)
- Làm sạch bề mặt
- Kiểm tra phôi.
- Kiểm tra kích thước phôi.
- Thời hiệu.
4.2 Nguyên công II: PHAY THÔ MẶT A
Hình 1.2 Phay thô mặt A
B = 28,9 (mm), L = 59,4 (mm), lượng dư t = 1 (mm)
- Chuẩn định vị:
- Mặt B => 3 bậc
- Mặt C =>2 bậc
- Mặt F =>1 bậc
- Chọn máy: Máy phay 6H12
- Bề mặt làm việc của bàn: 320x1250 (mm)
- Công suất động cơ: 7 (kW)
- Số vòng quay trục chính (vòng/phút) : 30-37,5-47,5-60-75-95-118-150-190-235-300-375-475-600-753-950-1180-1500
- Bước tiến của bàn (mm/phút) : 30-37,5-47,5-60-75-95-118-190-150-235-300-375-475-600-753-960-1180-1500
- Hiệu suất máy: 0.75
- Chọn dao: Dao phay mặt đầu gắn mảnh hợp kim cứng T15K6
DxBxdxz = 125x40x42x12. Tra bảng 4.94 – trang 376 – SỔ TAY CÔNG NGHỆ CHẾ TẠO MÁY TẬP 1.
- Chế độ cắt:
- Chọn t:
Gia công thô nên chọn : t = h =1 (mm)
- Tra bảng 6-5 trang 124 CĐC – GCCK:
=>Sz = (0,09 – 0,11) (mm/răng)
Từ đó ta có S = 0,09 (mm/răng)
- Vận tốc cắt theo công thức:
- Tra bảng 70-5 trang 154 CĐC – GCCK:
V = 477 (mm/phút)
- Tra bảng 41-5 trang 139 CĐC – GCCK:
=>K1 = 1
- Tra bảng 42-5 trang 139 CĐC – GCCK:
=>K2 = 1
- Tra bảng 43-5 trang 139 CĐC – GCCK:
=>K3 = 1
- Tra bảng 44-5 trang 139 CĐC – GCCK:
=>K4 = 1
- Tra bảng 45-5 trang 139 CĐC – GCCK:
=>K5 = 1
- Tra bảng 46-5 trang 139 CĐC – GCCK:
=>K6 = 1
=>V = 477x1x1x1x1x1x1 = 456 (mm/phút)
- Số vòng quay trong một phút của dao: n = = = 1215,3(vòng/phút)
ðTheo thuyết minh máy chọn n = 1180 (vòng/phút)
=>V = = = 463,15(m/phút)
- Tính lượng chạy dao phút và lượng chay dao răng thực tế theo máy
- SM = SZ bảng.Z.n = 0,09.12.1180 = 1274,4 (mm/răng)
ðTheo thuyết minh máy chọn SM = 1180 (mm/răng)
Vậy: SZ thực = = 0,08 (mm/răng)
- Lực cắt Pz tính theo công thức:
- Pz = . KP (KG)
- Tra bảng 3-5 trang 123 CĐC – GCCK:
=>CP = 825; xP = 1; yP = 0,75; uP = 1,1; wP = 0,2; qP = 1,3
- Tra bảng 12-1 trang 21 CĐC – GCCK:
=>KP= = = 0,8
- Thay vào công thức ta có :
- Pz = . 0,8 = 2,6 (KG)
- Công suất cắt:
- N = = = 0.2 (kW)
- So với công suất máy N = 7 (kW) máy làm việc đảm bảo an toàn
- Thời gian gia công:
- T0 = = = 0,1 (phút)
- L1 = 0,5. + 3 = 0,5. mm
- L2 = (1 ÷ 6)mm lấy L2 = 6 (mm)
4.3 Nguyên công III: PHAY THÔ MẶT B
Hình 1.3 Phay thô mặt B
B = 59,4 (mm), L = 61,4 (mm), lượng dư t = 1 (mm)
- Chuẩn định vị:
- Mặt A => 3 bậc
- Mặt D =>2 bậc
- Mặt E =>1 bậc
- Chọn máy: Máy phay 6H12
- Bề mặt làm việc của bàn: 320x1250 (mm)
- Công suất động cơ: 7 (kW)
- Số vòng quay trục chính (vòng/phút) : 30-37,5-47,5-60-75-95-118-150-190-235-300-375-475-600-753-950-1180-1500
- Bước tiến của bàn (mm/phút) : 30-37,5-47,5-60-75-95-118-190-150-235-300-375-475-600-753-960-1180-1500
- Hiệu suất máy: 0.75
- Chọn dao: Dao phay mặt đầu gắn mảnh hợp kim cứng T15K6
DxBxdxz = 125x40x42x12. Tra bảng 4.94 – trang 376 – SỔ TAY CÔNG NGHỆ CHẾ TẠO MÁY TẬP 1.
- Chế độ cắt:
- Chọn t:
Gia công thô nên chọn : t = h =1 (mm)
- Tra bảng 6-5 trang 124 CĐC – GCCK:
=>Sz = (0,09 – 0,11) (mm/răng)
Từ đó ta có S = 0,09 (mm/răng)
- Vận tốc cắt theo công thức:
- Tra bảng 70-5 trang 154 CĐC – GCCK:
V = 477 (mm/phút)
- Tra bảng 41-5 trang 139 CĐC – GCCK:
=>K1 = 1
- Tra bảng 42-5 trang 139 CĐC – GCCK:
=>K2 = 1
- Tra bảng 43-5 trang 139 CĐC – GCCK:
=>K3 = 1
- Tra bảng 44-5 trang 139 CĐC – GCCK:
=>K4 = 1
- Tra bảng 45-5 trang 139 CĐC – GCCK:
=>K5 = 1
- Tra bảng 46-5 trang 139 CĐC – GCCK:
=>K6 = 1
=>V = 477x1x1x1x1x1x1 = 456 (mm/phút)
- Số vòng quay trong một phút của dao:
- n = ==1215,3(vòng/phút)
ðTheo thuyết minh máy chọn n = 1180 (vòng/phút)
=>V = = = 463,15(m/phút)
- Tính lượng chạy dao phút và lượng chay dao răng thực tế theo máy
- SM = SZ bảng.Z.n = 0,09.12.1180 = 1274,4 (mm/răng)
ðTheo thuyết minh máy chọn SM = 1180 (mm/răng)
Vậy: SZ thực = = 0,08 (mm/răng)
- Lực cắt Pz tính theo công thức:
- Pz = . KP (KG)
- Tra bảng 3-5 trang 123 CĐC – GCCK:
=>CP = 825; xP = 1; yP = 0,75; uP = 1,1; wP = 0,2; qP = 1,3
- Tra bảng 12-1 trang 21 CĐC – GCCK:
=>KP= = = 0,8
- Thay vào công thức ta có :
- Pz = . 0,8 = 2,6 (KG)
- Công suất cắt:
- N = = = 0.2 (kW)
- So với công suất máy N = 7 (kW) máy làm việc đảm bảo an toàn
- Thời gian gia công:
- T0 = = = 0,1 (phút)
- L1 = 0,5. + 3 = 0,5. mm
- L2 = (1 ÷ 6)mm lấy L2 = 6 (mm)
4.4 Nguyên công IV: PHAY THÔ MẶT E
Hình 1.4 phay thô mặt E
B = 27,6 (mm), L = 61,4 (mm), lượng dư t = 1 (mm)
- Chuẩn định vị:
- Mặt B => 3 bậc
- Mặt A =>2 bậc
- Mặt F =>1 bậc
- Chọn máy: Máy phay 6H82
- Bề mặt làm việc của bàn: 320x1250 (mm)
- Công suất động cơ: 7 (kW)
- Số vòng quay trục chính (vòng/phút) : 30-37,5-47,5-60-75-95-118-150-190-235-300-375-475-600-753-950-1180-1500
- Bước tiến của bàn (mm/phút) : 30-37,5-47,5-60-75-95-118-190-150-235-300-375-475-600-750-900
- Hiệu suất máy: 0.75
- Chọn dao: Dao phay mặt đầu gắn mảnh hợp kim cứng T15K6
DxBxdxz = 125x40x42x12. Tra bảng 4.94 – trang 376 – SỔ TAY CÔNG NGHỆ CHẾ TẠO MÁY TẬP 1.
- Chế độ cắt:
- Chọn t:
Gia công thô nên chọn : t = h =1 (mm)
- Tra bảng 6-5 trang 124 CĐC – GCCK:
=>Sz = (0,09 – 0,11) (mm/răng)
Từ đó ta có S = 0,09 (mm/răng)
- Vận tốc cắt theo công thức:
- Tra bảng 70-5 trang 154 CĐC – GCCK:
V = 477 (mm/phút)
- Tra bảng 41-5 trang 139 CĐC – GCCK:
=>K1 = 1
- Tra bảng 42-5 trang 139 CĐC – GCCK:
=>K2 = 1
- Tra bảng 43-5 trang 139 CĐC – GCCK:
=>K3 = 1
- Tra bảng 44-5 trang 139 CĐC – GCCK:
=>K4 = 1
- Tra bảng 45-5 trang 139 CĐC – GCCK:
=>K5 = 1
- Tra bảng 46-5 trang 139 CĐC – GCCK:
=>K6 = 1
=>V = 477x1x1x1x1x1x1 = 456 (mm/phút)
- Số vòng quay trong một phút của dao:
n = = = 1215,3(vòng/phút)
ðTheo thuyết minh máy chọn n = 1180 (vòng/phút)
=>V = = = 463,15(m/phút)
- Tính lượng chạy dao phút và lượng chay dao răng thực tế theo máy
- SM = SZ bảng.Z.n = 0,09.12.1180 = 1274,4 (mm/răng)
ðTheo thuyết minh máy chọn SM = 1180 (mm/răng)
Vậy: SZ thực = = 0,08 (mm/răng)
- Lực cắt Pz tính theo công thức:
- Pz = . KP (KG)
- Tra bảng 3-5 trang 123 CĐC – GCCK:
=>CP = 825; xP = 1; yP = 0,75; uP = 1,1; wP = 0,2; qP = 1,3
- Tra bảng 12-1 trang 21 CĐC – GCCK:
=>KP= = = 0,8
- Thay vào công thức ta có :
- Pz = . 0,8 = 2,6 (KG)
- Công suất cắt:
- N = = = 0.2 (kW)
- So với công suất máy N = 7 (kW) máy làm việc đảm bảo an toàn
- Thời gian gia công:
- T0 = = = 0,1 (phút)
- L1 = 0,5. + 3 = 0,5. mm
- L2 = (1 ÷ 6)mm lấy L2 = 6 (mm)
4.5 Nguyên công V: PHAY THÔ MẶT F
Hình 1.5 phay thô mặt F
B = 27,6 (mm), L = 58,4 (mm), lượng dư t = 1 (mm)
- Chuẩn định vị:
- Mặt B => 3 bậc
- Mặt E =>2 bậc
- Mặt C =>1 bậc
- Chọn máy: Máy phay 6H12
- Bề mặt làm việc của bàn: 320x1250 (mm)
- Công suất động cơ: 7 (kW)
- Số vòng quay trục chính (vòng/phút) : 30-37,5-47,5-60-75-95-118-150-190-235-300-375-475-600-753-950-1180-1500
- Bước tiến của bàn (mm/phút) : 30-37,5-47,5-60-75-95-118-190-150-235-300-375-475-600-753-960-1180-1500
- Hiệu suất máy: 0.75
- Chọn dao: Dao phay mặt đầu gắn mảnh hợp kim cứng T15K6
DxBxdxz = 125x40x42x12. Tra bảng 4.94 – trang 376 – SỔ TAY CÔNG NGHỆ CHẾ TẠO MÁY TẬP 1.
- Chế độ cắt:
- Chọn t:
Gia công thô nên chọn : t = h =1 (mm)
- Tra bảng 6-5 trang 124 CĐC – GCCK:
=>Sz = (0,09 – 0,11) (mm/răng)
Từ đó ta có S = 0,09 (mm/răng)
- Vận tốc cắt theo công thức:
- Tra bảng 70-5 trang 154 CĐC – GCCK:
V = 477 (mm/phút)
- Tra bảng 41-5 trang 139 CĐC – GCCK:
=>K1 = 1
- Tra bảng 42-5 trang 139 CĐC – GCCK:
=>K2 = 1
- Tra bảng 43-5 trang 139 CĐC – GCCK:
=>K3 = 1
- Tra bảng 44-5 trang 139 CĐC – GCCK:
=>K4 = 1
- Tra bảng 45-5 trang 139 CĐC – GCCK:
=>K5 = 1
- Tra bảng 46-5 trang 139 CĐC – GCCK:
=>K6 = 1
=>V = 477x1x1x1x1x1x1 = 456 (mm/phút)
- Số vòng quay trong một phút của dao: n = = = 1215,3(vòng/phút)
ðTheo thuyết minh máy chọn n = 1180 (vòng/phút)
=>V = = = 463,15(m/phút)
- Tính lượng chạy dao phút và lượng chay dao răng thực tế theo máy
- SM = SZ bảng.Z.n = 0,09.12.1180 = 1274,4 (mm/răng)
ðTheo thuyết minh máy chọn SM = 1180 (mm/răng)
Vậy: SZ thực = = 0,08 (mm/răng)
- Lực cắt Pz tính theo công thức:
- Pz = . KP (KG)
- Tra bảng 3-5 trang 123 CĐC – GCCK:
=>CP = 825; xP = 1; yP = 0,75; uP = 1,1; wP = 0,2; qP = 1,3
- Tra bảng 12-1 trang 21 CĐC – GCCK:
=>KP= = = 0,8
- Thay vào công thức ta có :
- Pz = . 0,8 = 2,6 (KG)
- Công suất cắt:
- N = = = 0.2 (kW)
- So với công suất máy N = 7 (kW) máy làm việc đảm bảo an toàn
- Thời gian gia công:
- T0 = = = 0,1 (phút)
- L1 = 0,5. + 3 = 0,5. mm
- L2 = (1 ÷ 6)mm lấy L2 = 6 (mm)
4.5 Nguyên công VI: PHAY THÔ MẶT C
Hình 1.6 phay thô mặt C
B = 27,4 (mm), L = 57,4 (mm), lượng dư t = 1 (mm)
- Chuẩn định vị:
- Mặt B => 3 bậc
- Mặt A =>2 bậc
- Mặt E =>1 bậc
- Chọn máy: Máy phay 6H12
- Bề mặt làm việc của bàn: 320x1250 (mm)
- Công suất động cơ: 7 (kW)
- Số vòng quay trục chính (vòng/phút) : 30-37,5-47,5-60-75-95-118-150-190-235-300-375-475-600-753-950-1180-1500
- Bước tiến của bàn (mm/phút) : 30-37,5-47,5-60-75-95-118-190-150-235-300-375-475-600-753-960-1180-1500
- Hiệu suất máy: 0.75
- Chọn dao: Dao phay mặt đầu gắn mảnh hợp kim cứng T15K6
DxBxdxz = 125x40x42x12. Tra bảng 4.94 – trang 376 – SỔ TAY CÔNG NGHỆ CHẾ TẠO MÁY TẬP 1.
- Chế độ cắt:
- Chọn t:
Gia công thô nên chọn : t = h =1 (mm)
- Tra bảng 6-5 trang 124 CĐC – GCCK:
=>Sz = (0,09 – 0,11) (mm/răng)
Từ đó ta có S = 0,09 (mm/răng)
- Vận tốc cắt theo công thức:
- Tra bảng 70-5 trang 154 CĐC – GCCK:
V = 477 (mm/phút)
- Tra bảng 41-5 trang 139 CĐC – GCCK:
=>K1 = 1
- Tra bảng 42-5 trang 139 CĐC – GCCK:
=>K2 = 1
- Tra bảng 43-5 trang 139 CĐC – GCCK:
=>K3 = 1
- Tra bảng 44-5 trang 139 CĐC – GCCK:
=>K4 = 1
- Tra bảng 45-5 trang 139 CĐC – GCCK:
=>K5 = 1
- Tra bảng 46-5 trang 139 CĐC – GCCK:
=>K6 = 1
=>V = 477x1x1x1x1x1x1 = 456 (mm/phút)
- Số vòng quay trong một phút của dao:
- n = = =1215,3(vòng/phút)
Theo thuyết minh máy chọn n = 1180 (vòng/phút)
=>V = = = 463,15(m/phút)
- Tính lượng chạy dao phút và lượng chay dao răng thực tế theo máy
- SM = SZ bảng.Z.n = 0,09.12.1180 = 1274,4 (mm/răng)
ðTheo thuyết minh máy chọn SM = 1180 (mm/răng)
Vậy: SZ thực = = 0,08 (mm/răng)
- Lực cắt Pz tính theo công thức:
- Pz = . KP (KG)
- Tra bảng 3-5 trang 123 CĐC – GCCK:
=>CP = 825; xP = 1; yP = 0,75; uP = 1,1; wP = 0,2; qP = 1,3
- Tra bảng 12-1 trang 21 CĐC – GCCK:
=>KP= = = 0,8
- Thay vào công thức ta có :
- Pz = . 0,8 = 2,6 (KG)
- Công suất cắt:
- N = = = 0.2 (kW)
- So với công suất máy N = 7 (kW) máy làm việc đảm bảo an toàn
- Thời gian gia công:
- T0 = = = 0,1 (phút)
- L1 = 0,5. + 3 = 0,5. mm
- L2 = (1 ÷ 6)mm lấy L2 = 6 (mm)
4.6 Nguyên công VII: PHAY THÔ MẶT D
Hình 1.7 phay thô mặt D
B = 57,4 (mm), L = 60,4 (mm), lượng dư t = 1 (mm)
- Chuẩn định vị:
- Mặt B => 3 bậc
- Mặt C =>2 bậc
- Mặt E =>1 bậc
- Chọn máy: Máy phay 6H12
- Bề mặt làm việc của bàn: 320x1250 (mm)
- Công suất động cơ: 7 (kW)
- Số vòng quay trục chính (vòng/phút) : 30-37,5-47,5-60-75-95-118-150-190-235-300-375-475-600-753-950-1180-1500
- Bước tiến của bàn (mm/phút) : 30-37,5-47,5-60-75-95-118-190-150-235-300-375-475-600-753-960-1180-1500
- Hiệu suất máy: 0.75
- Chọn dao: Dao phay mặt đầu gắn mảnh hợp kim cứng T15K6
DxBxdxz = 125x40x42x12. Tra bảng 4.94 – trang 376 – SỔ TAY CÔNG NGHỆ CHẾ TẠO MÁY TẬP 1.
- Chế độ cắt:
- Chọn t:
Gia công thô nên chọn : t = h =1 (mm)
- Tra bảng 6-5 trang 124 CĐC – GCCK:
=>Sz = (0,09 – 0,11) (mm/răng)
Từ đó ta có S = 0,09 (mm/răng)
- Vận tốc cắt theo công thức:
- Tra bảng 70-5 trang 154 CĐC – GCCK:
V = 477 (mm/phút)
- Tra bảng 41-5 trang 139 CĐC – GCCK:
=>K1 = 1
- Tra bảng 42-5 trang 139 CĐC – GCCK:
=>K2 = 1
- Tra bảng 43-5 trang 139 CĐC – GCCK:
=>K3 = 1
- Tra bảng 44-5 trang 139 CĐC – GCCK:
=>K4 = 1
- Tra bảng 45-5 trang 139 CĐC – GCCK:
=>K5 = 1
- Tra bảng 46-5 trang 139 CĐC – GCCK:
=>K6 = 1
=>V = 477x1x1x1x1x1x1 = 477 (mm/phút)
- Số vòng quay trong một phút của dao:
- n = = = 1215,3(vòng/phút)
Theo thuyết minh máy chọn n = 1180 (vòng/phút)
=>V = = = 463,15(m/phút)
- Tính lượng chạy dao phút và lượng chay dao răng thực tế theo máy
- SM = SZ bảng.Z.n = 0,09.12.1180 = 1274,4 (mm/răng)
ðTheo thuyết minh máy chọn SM = 1180 (mm/răng)
Vậy: SZ thực = = 0,08 (mm/răng)
- Lực cắt Pz tính theo công thức:
- Pz = . KP (KG)
- Tra bảng 3-5 trang 123 CĐC – GCCK:
=>CP = 825; xP = 1; yP = 0,75; uP = 1,1; wP = 0,2; qP = 1,3
- Tra bảng 12-1 trang 21 CĐC – GCCK:
=>KP= = = 0,8
- Thay vào công thức ta có :
- Pz = . 0,8 = 2,6 (KG)
- Công suất cắt:
- N = = = 0.2 (kW)
- So với công suất máy N = 7 (kW) máy làm việc đảm bảo an toàn
- Thời gian gia công:
- T0 = = = 0,1 (phút)
- L1 = 0,5. + 3 = 0,5. mm
- L2 = (1 ÷ 6)mm lấy L2 = 6 (mm)
4.7Nguyên công VIII: PHAY TINH MẶT A
Hình 1.8 phay tinh mặt A
B = 26,4 (mm), L = 57,4 (mm), lượng dư t = 0,2 (mm)
- Chuẩn định vị:
- Mặt D => 3 bậc
- Mặt C =>2 bậc
- Mặt F =>1 bậc
- Chọn máy: Máy phay 6H12
- Bề mặt làm việc của bàn: 320x1250 (mm)
- Công suất động cơ: 7 (kW)
- Số vòng quay trục chính (vòng/phút) : 30-37,5-47,5-60-75-95-118-150-190-235-300-375-475-600-753-950-1180-1500
- Bước tiến của bàn (mm/phút) : 30-37,5-47,5-60-75-95-118-190-150-235-300-375-475-600-753-960-1180-1500
- Hiệu suất máy: 0.75
- Chọn dao: Dao phay mặt đầu gắn mảnh hợp kim cứng T15K6
DxBxdxz = 125x42x40x12. Tra bảng 4.94 – trang 376 – SỔ TAY CÔNG NGHỆ CHẾ TẠO MÁY TẬP 1.
- Chế độ cắt:
- Chọn t:
Gia công tinh nên chọn : t = h =0,2 (mm)
- Tra bảng 6-5 trang 124 CĐC – GCCK:
=>Sz = (0,09 – 0,11) (mm/răng)
Từ đó ta có S = 0,09 (mm/răng)
- Vận tốc cắt theo công thức:
- Tra bảng 70-5 trang 138 CĐC – GCCK:
V = 477 (mm/phút)
- Tra bảng 41-5 trang 139 CĐC – GCCK:
=>K1 = 1
- Tra bảng 42-5 trang 139 CĐC – GCCK:
=>K2 = 1
- Tra bảng 43-5 trang 139 CĐC – GCCK:
=>K3 = 1
- Tra bảng 44-5 trang 139 CĐC – GCCK:
=>K4 = 1
- Tra bảng 45-5 trang 139 CĐC – GCCK:
=>K5 = 1
- Tra bảng 46-5 trang 139 CĐC – GCCK:
=>K6 = 1
=>V = 477x1x1x1x1x1x1 = 477 (mm/phút)
- Số vòng quay trong một phút của dao:
- n = = = 1215,3(vòng/phút)
Theo thuyết minh máy chọn n = 1180(vòng/phút)
=>V = = = 463,15 (m/phút)
- Tính lượng chạy dao phút và lượng chay dao răng thực tế theo máy
- SM = SZ bảng.Z.n = 0,09.12.1180 = 1274,4 (mm/răng)
ðTheo thuyết minh máy chọn SM = 1180 (mm/răng)
Vậy: SZ thực = = 0,08 (mm/răng)
- Lực cắt Pz tính theo công thức:
- Pz = . KP (KG)
- Tra bảng 3-5 trang 122 CĐC – GCCK:
=>CP = 825; xP = 1; yP = 0,75; uP = 1,1; wP = 0,2; qP = 1,3
- Tra bảng 12-1 trang 21 CĐC – GCCK:
=>KP = = = 0,8 ;Thay vào công thức ta có :
- Pz = . 0,8 = 0,26 (KG)
- Công suất cắt:
- N = = = 0,02 (kW)
- So với công suất máy N = 7 (kW) máy làm việc đảm bảo an toàn
- Thời gian gia công:
- T0 = = = 0,06 (phút)
- L1 = 0,5. + 3 = 0,5. mm
- L2 = (1 ÷ 6)mm lấy L2 = 6 (mm)
4.8Nguyên công IX: PHAY TINH MẶT B
Hình 1.9 phay tinh mặt B
B = 26,4 (mm), L = 57,4 (mm), lượng dư t = 0,2 (mm)
- Chuẩn định vị:
- Mặt D => 3 bậc
- Mặt A =>2 bậc
- Mặt E =>1 bậc
- Chọn máy: Máy phay 6H12
- Bề mặt làm việc của bàn: 320x1250 (mm)
- Công suất động cơ: 7 (kW)
- Số vòng quay trục chính (vòng/phút) : 30-37,5-47,5-60-75-95-118-150-190-235-300-375-475-600-753-950-1180-1500
- Bước tiến của bàn (mm/phút) : 30-37,5-47,5-60-75-95-118-190-150-235-300-375-475-600-753-960-1180-1500
- Hiệu suất máy: 0.75
- Chọn dao: Dao phay mặt đầu gắn mảnh hợp kim cứng T15K6
DxBxdxz = 125x42x40x12. Tra bảng 4.94 – trang 376 – SỔ TAY CÔNG NGHỆ CHẾ TẠO MÁY TẬP 1.
- Chế độ cắt:
- Chọn t:
Gia công tinh nên chọn : t = h =0,2 (mm)
- Tra bảng 6-5 trang 124 CĐC – GCCK:
=>Sz = (0,09 – 0,11) (mm/răng)
Từ đó ta có S = 0,09 (mm/răng)
- Vận tốc cắt theo công thức:
- Tra bảng 70-5 trang 138 CĐC – GCCK:
V = 477 (mm/phút)
................
Chương 6 : HƯỚNG DẪN VÀ SỬ DỤNG ĐỒ GÁ
6.1.Nguyên công X :
- Đầu tiên là thực hiện quá trình định vị chi tiết trên các chi tiết định vị trên thân gá.
- Sau khi quá trình định vị chi tiết lên đồ gá được hoàn thành thì ta tiếp tục quá trình kẹp chặt chi tiết.
- Quá trình kẹp chặt được thưc hiện như sau:
+ Dùng một dụn cụ truyền cơ năng (lực tay vặn) qua đai ốc bên phải. Dước tác dụng lực vặn đó, lúc này xảy ra đòng thời hai lực kẹp lên chi tiết thông qua hai mỏ kẹp. Cụ thể như sau:
- Lực kẹp thứ nhất: thông qua con chốt tỳ đó cũng là điểm đặt momen quay của mỏ kẹp dưới tác dụng của lực tay vặn. Vậy dưới tác dụng của lực tay vặn làm cho chi tiết bị kẹp chặc thông qua mỏ kẹp.
- Lực kẹp thứ hai: khi lực kẹp thứ nhất được sinh ra thì lực kẹp thứ hai cũng được sinh ra (cùng như là đồng thời). Lực kẹp thứ hai sinh ra thôn qua thanh truyền nó đóng vai trò như một đòng bẫy. Khi thực hiện lực tay vặn thì thanh truyền được kéo lên thông qua con chốt đầu cầu làm cho đầu kia cảu thanh truyền bị kéo xuống. Khi bị kéo xuống nó cũng sinh ra lực kéo, kéo mỏ kẹp đi xuống tạo lực kẹp lên chi tiết. Qua trình hoạt động của mỏ kẹp cũng như bên lực kẹp thứ nhất.
- Sau khi quá trình kẹp chặt được thực hiện xong thì tiến hành quá trình cắt gọt.
- Sau quá trình cắt gọt là quá trình lấy chi tiết ra theo phương ngang. Qúa trình hoạt động của đòn gá khi lấy chi tiết ra ngược lại quá trình kẹp chặt chi tiết.
Quá trình đó được lặp đi lặp lại nhiều lần tạo thành một chu kỳ xuyên suốt trong quá trình sản xuất..
6.2.Bảo quản :
- Không làm trầy xước các mặt định vị
- Quét dầu khi không sử dụng
6.3.Nguyên công XIV :
- Đầu tiên là thực hiện quá trình định vị chi tiết trên các chi tiết định vị trên thân gá.
- Sau khi quá trình định vị chi tiết lên đồ gá được hoàn thành thì ta tiếp tục quá trình kẹp chặt chi tiết.
- Quá trình kẹp chặt được thưc hiện như sau:
+ Dùng một dụn cụ truyền cơ năng (lực tay vặn) qua đai ốc bên phải. Dước tác dụng lực vặn đó, lúc này xảy ra đòng thời hai lực kẹp lên chi tiết thông qua hai mỏ kẹp. Cụ thể như sau:
- Lực kẹp thứ nhất: thông qua con chốt tỳ đó cũng là điểm đặt momen quay của mỏ kẹp dưới tác dụng của lực tay vặn. Vậy dưới tác dụng của lực tay vặn làm cho chi tiết bị kẹp chặc thông qua mỏ kẹp.
- Lực kẹp thứ hai: khi lực kẹp thứ nhất được sinh ra thì lực kẹp thứ hai cũng được sinh ra (cùng như là đồng thời). Lực kẹp thứ hai sinh ra thôn qua thanh truyền nó đóng vai trò như một đòng bẫy. Khi thực hiện lực tay vặn thì thanh truyền được kéo lên thông qua con chốt đầu cầu làm cho đầu kia cảu thanh truyền bị kéo xuống. Khi bị kéo xuống nó cũng sinh ra lực kéo, kéo mỏ kẹp đi xuống tạo lực kẹp lên chi tiết. Qua trình hoạt động của mỏ kẹp cũng như bên lực kẹp thứ nhất.
- Sau khi quá trình kẹp chặt được thực hiện xong thì tiến hành quá trình cắt gọt.
- Sau quá trình cắt gọt là quá trình lấy chi tiết ra theo phương thẳng đứng. Qúa trình hoạt động của đòn gá khi lấy chi tiết ra ngược lại quá trình kẹp chặt chi tiết.
Quá trình đó được lặp đi lặp lại nhiều lần tạo thành một chu kỳ xuyên suốt trong quá trình sản xuất.
6.4.Bảo quản :
- Không làm trầy xước các mặt định vị
- Quét dầu khi không sử dụng








