ĐỒ ÁN THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT GỐI ĐỠ TRỤC THEN HOA


NỘI DUNG ĐỒ ÁN
ĐỒ ÁN THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT GỐI ĐỠ TRỤC THEN HOA
Đề tài: THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG
GỐI ĐỠ TRỤC THEN
PHẦN I: PHÂN TÍCH CHI TIẾT GIA CÔNG
- Phân tích công dụng và điều kiện làm việc của CTGC:
- Tổng quan về chi tiết :
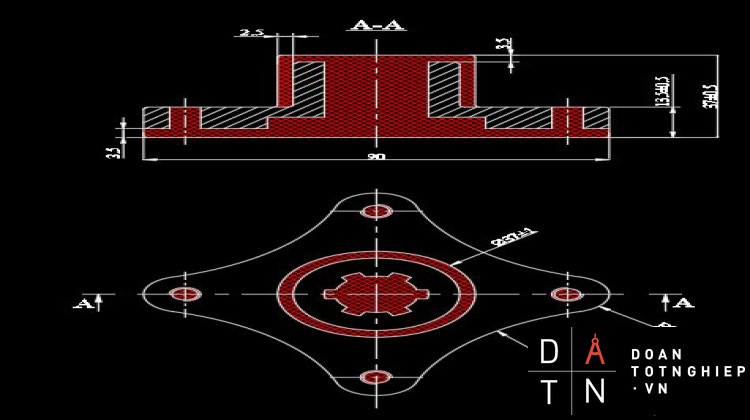
- Gối đỡ có kết cấu nguyên khối, hình dạng đơn giản, với kết cấu hình dạng như trên bản vẽ ta kết luận được CTGC là chi tiết dạng hộp.
- Gối đỡ này dùng để đỡ trục then trong máy. Bề mặt làm việc là các lỗ và các rãnh then hoa
- Dung sai của đường kính lỗ và rãnh then nhỏ, vì vậy yêu cầu gia công đạt độ chính xác cao.
- Khi làm việc người ta định tâm chi tiết trên trục bằng phương pháp định tâm theo D hoặc theo đường kính trong d. Định tâm theo đường kính trong d thì đạt độ chính xác đồng tâm cao hơn khi định tâm theo đường kính ngoài D. Phương pháp định tâm theo rãnh b thường được sử dụng theo yêu cầu khe hở mặt bên của rãnh then nhỏ để tránh va đập khi mối ghép truyền tải trọng thay đổi chiều hoặc khi bạc then cần trượt theo một hướng chính xác trên trục.Từ những ý trên ta chọn định tâm theo đường kính d là hợp lý.
- Điều kiện làm việc của chi tiết :
- Gối đỡ làm việc trong điều kiện chịu lực và chịu tải trọng lớn do trục then hoa gây ra.Các lực là lực momen xoắn, trọng lực của các chi tiết đặt trên gối đỡ.
- Gối đỡ trục then hoa là chi tiết chịu nén ,do vậy vật liệu để chế tạo là gang xám là hoàn toàn hợp lí. Gối đỡ được đúc từ gang xám.
- Vật liệu gia công:
- Gang xám là loại vật liệu được chọn để chế tạo. Kí hiệu GX
- Để chế tạo CTGC thì vật liệu được chọn là GX 18- 36 (Theo TCVN)
- Theo sách Vật liệu cơ khí thì GX 18-36 có:
- Có chỉ số bền kéo là K = 18kg/mm2
- Chỉ số bền uốn là u = 36kg/ mm2
- Loại vật liệu thường dùng để chế tạo vỏ hộp, nắp chắn… loại có cơ tính cao hơn thì thường dùng để làm các chi tiết máy như thân máy, bánh đà,…
- Thành phần của chi tiết :
- Thành phần chủ yếu của GX 18-36 là sắt (Fe) và cacbon (C) ngoài ra trong thành phần còn có một số nguyên tố khác như:
+ Cacbon (C): 3-3,7%
+ Silic (Si): 2-2,5%
+ Mangan (Mn): 0,25-1%
+ Photpho (P): 0,5-0,1%
+ Lưu huỳnh (S): 0,12-0,2%
+ Còn lại là sắt (Fe)
- Cơ tính và độ cứng của vật liệu:
vCông dụng và tính công nghệ:
- Do có tính đúc tốt nên gang xám thường được dùng trong công nghệ đúc chế tạo cao nên gang xám thường được dùng trong công nghệ đúc chế tạo các chi tiết máy từ đơn giản đến phức tạp
- Gang xám có cấu trúc tinh thể ở dạng cacbon tự do.Graphit có độ bền cơ học rất kém, độ dẻo dai kém nhưng Graphit làm tăng khả năng chịu mài mòn của gang xám và còn có tác dụng khử rung động và chịu ma sát.
- Do có tính chịu mài mòn và khửrung động tốt nhưng lại có tính dòn , chịu va đập kém nên gang xám được dùng để chế tạo những chi tiết máy làm việc trong trang thái tĩnh , ít va chạm và trong điều kiện dễ bị mài mòn do thời tiết , nước … như than , bệ máy , các van bơm , than nắp hộp giảm tốc , ống nước …
vMột số cơ lý tính của vật liệu :
- Tổ chức tế vi
- Là loại gang mà hầu hết ở dạng graphit tấm . Nhờ có graphit nên mặt gãy có màu xám
- Gang xám có cấu trúc tinh thể cacbon ở graphit dạng tấm
- Tính chất :
- Do hình dạng và tính chất cơ học của graphit ( có độ bền kém ) nên gang có độ bền kéo nhỏ , độ dẻo và độ dai kém . Tuy nhiên graphit làm tăng độ chiệu mòn của gang , làm chophoi dễ bị vụn khi cắt gọt , dập tắt rung động , làm giảm độ co ngót khi đúc .
vKết luận :Từ những tính chất trên và dựa vào điều kiện làm việc của gối đỡ, ta thấy gối đỡ được chế tạo bằng GX 15-32 là hợp lí.
Gang xám 18-36 có HB = 170 – 229 kg/mm3.
- Phân tích độ chính xác gia công.
- Độ chính xác về kích thước:
vCác kích thước có chỉ dẫn dung sai:
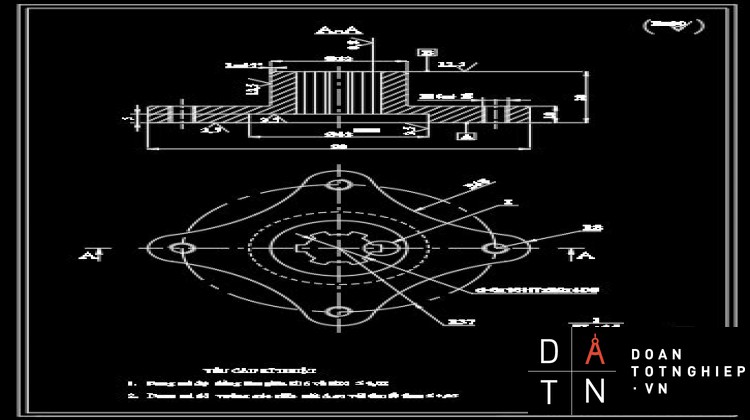
+ Kích thước: d-6x16H7x20x4D9
d: định tâm theo đường kính d
6: số rãnh then tương ứng
ü16H7 ta có:
Kích thước danh nghĩa: DN= 16
Sai lệch trên ES = 0,018
Sai lệch dưới EI = 0
Dung sai kích thước ITD = ES – EI = 0,018 - 0 = 0,018
Tra bảng 1.4/4_DSLG : độ chính xác về kích thước đường kính lỗ đạt cấp chính xác 7
Miền dung sai kích thước lỗ H7 ®Æ16H7.
ü20: đường kính ngoài của lỗ (D)
ü4D9: bề rộng của then ta có:
Kích thước danh nghĩa:DN = 4
Sai lệch trên ES = 0,06
Sai lệch dưới EI = 0,03
Dung sai kích thước ITD = ES – EI = 0,06 – (-0,03) = 0,09
Kích thước này đạt cấp chính xác 9
Miền dung sai kích thước lỗ D9 ® 4D9.
+ Kích thước 5±0,06 mm có:
Kích thước danh nghĩa: DN = 5
Sai lệch trên es = 0,06
Sai lệch dưới ei = 0,06
Dung sai kích thước IT = es – ei = 0,06 – ( - 0,06 ) = 0.12
Tra bảng 1.4 / 4 sách STDSLG
Độ chính xác về kích thước giữa 2 bề mặt ga công đạt cấp chính xác 12
Miền dung sai kích thước khoảng cách js , vậy 5 -> 5js12
+ Kích thước đường kính lỗ Æ42±0,031 mm có:
Kích thước danh nghĩa: DN = 42 mm.
Sai lệch trên ES = 0,031
Sai lệch dưới EI = 0,031
Dung sai kích thước ITD = ES – EI = 0,031 - (-0,031) = 0,062
Tra bảng 1.4/4_DSLG : độ chính xác về kích thước đường kính lỗ đạt cấp chính xác 9
Miền dung sai kích thước lỗ JS9 ®Æ42JS9.
+ Kích thước M6+0,19 mm có:
Tra bảng 6.9 trang 147 Trị số chiều dài vặn ren sách BTDS ta có:
Đường kính danh nghĩa từ 5,6 đến 11,2
Bước ren 1
ðChiều dài vặn ren thuộc nhóm L
Tra bảng 6.8 trang 146 Miền dung sai kích thước ren sách BTDS ta có:
ðMiền dung sai kích thước ren là 7H
Tra bảng 6.14 trang 156 Sai lệch giới hạn đường kín ren trong sách BTDS ta có:
Sai lệch trên ES = 0,19
Sai lệch dưới EI = 0
Dung sai kích thước ITD = ES – EI = 0,19
Miền dung sai kích thước lỗ ren 7H ®M6 7H
vCác kích thước không chỉ dẫn dung sai:
- Dung sai kích thước được giới hạn bởi hai bề mặt gia công CCX 12:
+ Kích thước 30:
Tra bảng 1.4 /4_ DSLG ta có IT = 0,25 mm→ es = + 0,125 mm và ei = - 0,125 mm
Kích thước đầy đủ 30±0,125
+ Kích thước Æ32 :
Tra bảng 1.4 /4_ DSLG ta có IT = 0,25 mm→ es = + 0,125 mm và ei = - 0,125 mm
Kích thước đầy đủ 32±0,125
- Dung sai kích thước được giới hạn bởi một mặt gia công và một mặt không gia công CCX 14:
+ Kích thước 10 :
Tra bảng 1.4 /4_ DSLG ta có IT = 0,43 mm→ es = + 0,215 mm và ei = - 0,215 mm
Kích thước đầy đủ 10±0,215
- Dung sai kích thước được giới hạn bởi hai bề mặt không gia công CCX 16:
+ Kích thước 90 :
Tra bảng 1.4 /4_ DSLG ta có IT = 2,2 mm→ es = + 1,1 mm và ei = - 1,1 mm
Kích thước đầy đủ 90±1,1
+ Kích thước R48:
Tra bảng 1.4 /4_ DSLG ta có IT = 1,6 mm→ es = + 0,8 mm và ei = - 0,8 mm
Kích thước đầy đủ R48±0,8
+ Kích thước R8 :
Tra bảng 1.4 /4_ DSLG ta có IT = 0,9 mm→ es = + 0,45 mm và ei = - 0,45 mm
Kích thước đầy đủ R8±0,45
- Độ chính xác về vị trí tương quan
Dựa trên điều kiện làm việc của chi tiết này thì có các dung sai về hình dáng hình học như :
- Dung sai độ đồng tâm giữa Æ16 và Æ20
Tra bảng 2.21/91 sách bảng tra dung sai ta có :
o kích thước danh nghĩa : 16
o cấp chính xác : 7
ðIT = 0,02 mm
- Dung sai độ vuông góc giữa tâm lỗ then hoa so với mặt A
Tra bảng 2.15/82 sách bảng tra dung sai ta có :
o kích thước danh nghĩa :90
o cấp chính xác : 9
ð IT = 0,05 mm
- Độ chính xác và chất lượng bề mặt gia công
Phân tích độ nhám bề mặt của chi tiết gối đỡ trục then:
- Những bề mặt yêu cầu độ nhám là:
+ Mặt trụ ngoài Æ32: Ra12,5
+ Mặt A: Ra2,5
+ Æ42: Ra2,5
+ Æ16: Ra 0,8
+ Mặt B : Ra12,5
+ Các mặt bên của rãnh then hoa : Ra 0,8
- Giải thích ký hiệu
+ Rz: chiều cao nhấp nhô prophin mỗi điểm.
+ Ra: Sai lệch trung bình số học
- Các số theo sau là các thông số nhám bề mặt
+ Ra12,5: cấp độ nhám 4
+ Ra 2,5: cấp độ nhám 6
+ Ra 0,8: cấp độ nhám 8
- Xác định sản lượng năm:
- Tính khối lượng CTGC:
Vchitiết=Vchitiếtđặc–( Vlỗ then hoa +4VM6 + VÆ42) (1)
+ TrụÆ32: V=Sđ.h= .162.20=16084 mm3
+ Cho đáy chi tiết là hình vuông có cạnh 63 ta có
V=a.a.h=63.63.10=39690 mm3
+ Lỗ M6: V=Sđ.h= .32.10=282 mm3
+ LỗÆ42: V=Sđ.h= .212.5=6927 mm3
+ Rãnh then:
LỗÆ16: V=Sđ.h= .82.25=5026 mm3
LỗÆ20: V=Sđ.h= .102.25=7853 mm3
Vrãnh then=(VÆ20-VÆ16)/2 +VÆ16 = (5026+7853)/2 +5026= 11465 mm3
Thế tất cả kết quả vừa có vào (1) ta có:
Vchitiết= 16084+39690 –(282x4+6927+6439)=41280 (mm3)=0,041280 (dm3)
- Khối lượng riêng của GX18÷36 là g=7,4 (Kg/dm3)
- Khối lượng chi tiết: Mchitiết=g.Vchitiết=0,041280x7,4= 0,3 (Kg)
Dạng sản xuất : hàng loạt vừa (500¸5000 chi tiết)
|
Dạng sản xuất |
Trọng lượng chi tiết |
||
|
>200 kg |
4 ¸ 200 kg |
< 4 kg |
|
|
Sản lượng hàng năm của chi tiết |
|||
|
Đơn chiếc Hàng loạt nhỏ Hàng loạt vừa Hàng loạt lớn Hàng khối |
< 5 5 ¸ 100 100 ¸ 300 300¸ 1000 >1000 |
< 10 10 ¸ 200 200 ¸ 500 500 ¸ 1000 >1000 |
< 100 100 ¸ 500 500 ¸ 5000 5000 ¸ 50000 >50000 |
PHẦN II: XÁC ĐỊNH PHƯƠNG PHÁP CHẾ TẠO PHÔI VÀ TRA LƯỢNG DƯ GIA CÔNG.
- Chọn phôi:
Với chi tiết làm bằng gang xám thường xuyên làm việc trong điều kiện rung động và thay đổi ứng suất ta có thể chọn các loại phôi sau:
- Phôi cán: là phương pháp gia công áp lực trong đó kim loại được biến dạng dẻo đi qua khe hở giữa hai trục cán quay ngược chiều nhau. Hình dạng và khe hở giữa hai trục cán quyết định hình dạng, kích thước tiết diện ngang của sản phẩm. phôi cán chỉ áp dụng cho những vật liệu có tính dẻo.
Chi tiết đã cho làm bằng gang xám nên việc chế tạo phôi theo phương pháp này là không hợp lý vì gang xám có tính dòn nên khi cán làm cho chi tiết dễ bị hiện tượng nứt nẻ.
- Phôi rèn: Gia công áp lực là dùng ngoại lực tác dụng thông qua các dụng cụ làm cho kim loại bị biến dạng ở trạng thái mạng tinh thể theo các định hướng trước để thu được chi tiết có hình dạng kích thước theo yêu cầu.
- Phương pháp rèn tự do:
Rèn tự do là phương pháp gia công kim loại ở trạng thái nóng mà kim loại được biến dạng tự do. Phôi rèn có cơ lý tính tốt hơn hẳn so với phôi đúc. Đơn giản sử dụng đe và búa nếu rèn tay hoặc sử dụng máy búa hơi, máy ép thủy lực để tác động lên vật rèn.
Rèn tự do có đặc điểm:
+ Cho phép rèn được những chi tiết lớn.
+ Độ chính xác và năng suất thấp.
+ Chỉ gia công được những chi tiết đơn giản.
+ Chất lượng sản phẩm phụ thuộc vào tay nghề công nhân.
Rèn tự do sử dụng rộng rãi trong sản xuất đơn chiếc.
- Phương pháp rèn khuôn:
Phôi dập nóng có độ chính xác về hình dạng, kích thước và chất lượng bề mặt cũng như là cơ tính cao. Hệ số sử dụng vật liệu có hơn so với phương pháp rèn tự do. Tuy nhiên cần phải có máy dập, máy ép có công suất cao, chi phí đầu tư ban đầu lớn. Do vậy chỉ thích hợp cho sản xuất hàng loạt lớn và hàng khối.
- Phôi đúc:
Phôi đúc có cơ tính không cao bằng phôi rèn, cán nhưng dễ dàng trong việc chế tạo khuôn đúc cho những chi tiết phức tạp. Thiết bị lại khá đơn giản. Đồng thời chi tiết rất phù hợp với những chi tiết có vật liệu là gang (tính đúc tốt ) vì có những đặc điểm như sau:
- Có thể đúc được tất cả các loại kim loại và hợp kim.
- Đúc chi tiết có hình dạng kết cấu phức tạp.
- Phôi có độ đồng đều cao.
- Dễ cơ khí hóa, tự động hóa, cho năng suất cao, giá thành thấp và đáp ứng tính linh hoạt trong sản xuất.
Kết luận: Từ các phương pháp tạo phôi như trên, ta nhận thấy phôi đúc là phù hợp với chi tiết đã cho nhất vì có nhiều ưu điểm hơn so với các phương pháp khác đặc biệt khi vật liệu chi tiết là gang xám.
- Vậy ta chọn phương pháp chế tạo phôi là dạng phôi đúc.
- Chọn phương pháp đúc để chế tạo phôi:
Đối với phôi đúc ta có các phương pháp chế tạo phôi sau:
- Đúc trong khuôn cát:
Là dạng đúc phổ biến, khuôn chỉ dùng được 1 lần. Kim loại sau khi đã nóng chảy được rót vào khuôn dưới tác dụng của áp suất và nhiệt độ nó được làm nguội lại tạo thành vật đúc gọi là phôi. Với phương pháp này có thể đúc được các chi tiết có khối lượng và kích thước bất kì, những chi tiết có hình dạng phức tạp do có thể đặc được lỗi ở bên trong,. Phương pháp này chia làm hai loại:
- Đúc trong khuôn cát, mẫu gổ, làm khuôn bằng tay :chất lượng bề mặt đúc không cao, lượng dư gia công kim loại lớn, giá thành thấp, trang thiết bị đơn giản, năng xuất phụ thuộc vào tay nghề người thợ đúc thích hợp cho sản xuất đơn chiếc và hàng loạt nhỏÞvới phương phôi pháp này đạt CCX III.
- Đúc trong khuôn cát, mẫu kim loại, làm khuôn bằng máy: chất lượng bề mặt tốt hơn so với làm khuôn bằng tay, độ chính xác cao hơn, nâng suất cao, lượng dư gia công nhỏ áp dụng cho đúc hàng loạt vừa và hàng khối Þ phương pháp này phôi đạt được CCX II.
- Đúc trong khuôn kim loại:
Sản phẩm đúc có độ bóng và độ chính xác cao, cơ tính tốt. Khuôn được sử dụng nhiều lần. Tuy nhiên phương pháp này không đúc được các chi tiết có kết cấu phức tạp ở bên trong . Phương pháp này cho năng suất cao, đặc tính kỹ thuật tốt nhưng giá thành cao. Dùng trong sản xuất cho hàng loạt lớn và hàng khối.
- Đúc ly tâm:
Khi kim loại nóng chảy được đổ vào khuôn quay tròn. Dưới tác dụng của lực ly tâm kim loại bị ép vào thành khuôn và nguội đi. Các bọt khí, chất bẩn, xỉ bị đẩy vào phía trong và nổi lên. Sản phẩm đúc ly tâm có tinh thể nhỏ, tỷ trọng cao, cơ tính tốt nhưng không đồng đều từ ngoài vào trong. Thường dùng với những sản phẩm có dạng tròn xoay.
- Đúc áp lực:
Kim loại nóng chảy được đổ vào khuôn dưới áp lực lớn nhờ đó mà kim loại được điền đầy vào các phần rổng của khuôn và chịu được áp lực cao khi nguội. phương pháp này đúc được các chi tiết có hình dạng phức tạp, cơ tính, độ chính xác cao hơn các phương pháp khác. Tuy nhiên không đúc được những chi tiết có hình dạng phức tạp ở bên trong. Phương pháp này cho nâng suất cao thường dùng trong sản xuất hàng loạt lớn.
Kết Luận: Dựa những yêu cầu chi tiết, tính kinh tế và dạng sản xuất đã cho ta chọn phương pháp chế tạo phôi đúc trong khuôn cát mẫu kim loại, làm khuôn bằng máy.
Với phương pháp này vật đúc có độ chính xác đạt cấp chính xác II.
- Chọn mặt phân khuôn: chọn mặt phẳng đối diện mặt A theo kích thước 10,chia chi tiết thành 2 phần .
- Số hòm khuôn: Dùng 2 hòm khuôn để tiện việc lấy mẫu và rót kim loại vào khuôn.
- Lý do chọn mặt phân khuôn
+ Do diện tích lớn nhất dễ làm khuôn và lấy mẩu
+ Là mặt phẳng.
+ Nó có thể đảm bảo chất lượng vật liệu đúc tốt nhất,những bọt khi, rổ khí, lõm co sẽ nổi lên trên còn nhưng bề mặt yêu cầu độ bóng, độ chính xác cao nhất sẽ ở dưới.
+ Bề mặt ít dùng để định vị khi gia công.
- Trình tự đúc chi tiết:
+ Đặt nửa khuôn lên bề mặt phẳng bằng gỗ,… Sau đó đặt nửa mẫu vào giữa lòng khuôn, cho cát đúc vào và giã, nèn chặt, rồi cào bằng mặt.
+ Lật nửa khuôn đó lên, đặt nửa khuôn còn lại, hệ thống rót, ngót, rãnh dẫn vào lòng khuôn, giữa hai khuôn có chốt định vị, đặt nửa mẫu còn lại lên nửa mẫu ban đầu, giữa chúng cũng có chốt định vị để mẫu không bị lệch trong quá trình làm khuôn.
+ Cho cát vào và giã khuôn như ở bước 1.
+ Nhấc 2 nửa khuôn ra và lấy mẫu, lấy hệ thống đậu rót, ngót, rãnh dẫn ra ngoài.
+ Ghép hai nửa khuôn lại như lúc trước, có chốt định vị không bị lệch khuôn.
+ Rót kim loại lỏng vào khuôn, chờ vật đúc nguội, phá rỡ khuôn lấy vật đúc ra ngoài, đập bỏ đậu rót, ngót, rãnh dẫn ra khỏi vật đúc, làm sạch vật đúc.
Hình 1: Bản vẽ sơ đồ đúc
- Xác định lượng dư gia công:
Chọn mặt phẳng đối diện mặt A theo kích thước 10 ,chia chi tiết thành 2 phần .Do phôi đúc đạt cấp chính xác là II nên ta tra bảng 28-1/44 sách thiết kế công nghệ chế tạo máy 1. Ta có lượng dư của các kích thước như sau:
+ 32 mm có lượng dư 2,5 mm
+ 10 mm có lượng dư 3,5 mm
+ 20 mm có lượng dư 3,5 mm
+ Còn lại 4 lỗ ren, lỗ then hoa và lỗ Æ42 ta đúc đặc.
- Dung sai lượng dư gia công:
Tra sách hướng dẫn thiết kế đồ án CNCTM bảng 2.11/36với phôi đúc có kích thước danh nghĩa lớn nhất là 90mm, dạng sản xuất hàng loạt vừa , phôi đạt CCX II. Ta có các lượng dư sau:
+ 32 mm có lượng dư 2,5 mm dung sai là :±1 mm
+ 10 mm có lượng dư 3,5 mm dung sai là: ±0,5 mm
+ 20 mm có lượng dư 3,5 mm dung sai là: ±0,5 mm
Khối lượng của phôi đúc:
Ta tính khối lượng phôi bằng cách:
Vphôi=VÆ38 + Vđáy (1)
+ TrụÆ38 : V=Sđ.h= .192.23=26071 mm3
+ Cho đáy chi tiết là hình vuông có cạnh 63 ta có
+ V=a.a.h=63.63.14=55566 mm3
+ Thế tất cả kết quả vừa có vào (1) ta có:
+ Vphôi= 26071 + 55566= 81637 (mm3)=0,081237 (dm3)
+ Khối lượng riêng của GX18÷36 là g=7,4 (Kg/dm3)
+ Khối lượng chi tiết: Mchitiết=g.Vphôi =0,081237x7,4= 0,6 (Kg)
Hình 1.2: Bản vẽ lượng dư gia công
PHẦN III: LẬP QUY TRÌNH CÔNG NGHỆ
1. MỤC ĐÍCH:
Xác định các trình tự gia công hợp lý nhằm đảm bảo chính xác về kích thước, vị trí tương quan, hình dáng hình học, độ nhám bề mặt theo yêu cầu chi tiết cần chế tạo.
2. NỘI DUNG:
- Chọn phương pháp gia công các bề mặt phôi.
- Chọn chuẩn công nghệ và sơ đồ gá đặt.
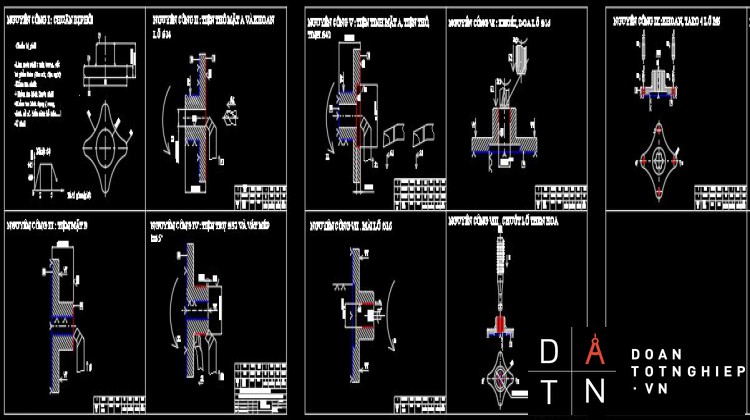
Chọn trình tự gia công chi tiết gối đỡ then hoa
PHẦN IV : BIỆN LUẬN QUY TRÌNH CÔNG NGHỆ
- NGUYÊN CÔNG I: CHUẨN BỊ PHÔI:
Hình 1.3: Kích thước phôi ban đầu
Bước 1 : Làm sạch phôi.
- Làm sạch cát trên bề mặt phôi.
- Mài bavia, phần thừa của đậu rót, đậu ngót.
Bước 2 : Kiểm tra phôi
- Kiểm tra về kích thước.
- Kiểm tra về hình dáng.
- Kiểm tra về vị trí tương quan.
Bước 3 : Ủ phôi.(Ủ hoàn toàn)
Hình 1.5 : Sơ đồ ủ
Với phương pháp này được ủ như sau: trước tiên chi tiết được nung nóng đến nhiệt độ AC3 + (30 - 50°). (AC3 là đường cong GS trên giản đồ trạng thái và bằng 911°). Rồi ta giữ nhiệt độ đó khoảng thời gian là 3h. sau đó ta làm nguội cùng lò đến 200 - 500° với thời gian là 1h. rồi tiếp tục làm nguội ngoài trời.
Với phương pháp này thì chi tiết có thể giảm được độ cứng, tăng tính dẻo và làm nhỏ hạt.
NGUYÊN CÔNG II: TIỆN THÔ MẶT A,KHOAN LỖ Æ14 :
Hình 1.4 : Sơ đồ định vị
vChuẩn gia công :
- Mặt B : 3 bậc
- Trụ Æ32 : 2 bậc
vChọn máy : 1K62
- Đường kính lổ trục chính : 45mm.
- Lổ côn chính côn mooc số 5
- Công suất động cơ : 10kw.
- Số vòng quay của trục chính : 12,5 -2000.
- Lượng tiến dao dọc : 0,07 – 4.16.
- Lượng tiến dao ngang : 0,035 – 2,08.
vChọn dao : Dao tiện ngoài thân cong ghép mảnh hợp kim cứng BK8 có : h= 16 mm, b = 10 mm, L = 100 mm, m=8 mm, a = 8, r = 0,5
(Tra bảng 4-4 trang 295 sách sổ tay công nghệ chế tạo máy 1)
vChế độ cắt:Tiện thô mặt A
- Chọn t: Gia công thô nên chọn t = 3
- Chọn lượng chạy dao: Theo bảng 27.1 trang 31_CHẾ ĐỘ CẮT GIA CÔNG CƠ KHÍ. Ta được:
S= 1,2 (mm/vòng). Tra thuyết minh thư máy chọn S= 1,21 mm/vòng.
- Vận tốc cắt :
Trabảng 45.1 trang 39_CHẾ ĐỘ CẮT GIA CÔNG CƠ KHÍ. Ta có :
- Gang HB 182÷199
- S = 1,8 mm/vòng
- t = 1,3 mm
- Tiện ngang
Þ V = 154 m/phút.
Tra bảng 47.1, 48.1, 49.1 trang 39_CHẾ ĐỘ CẮT GIA CÔNG CƠ KHÍ.
Þ V = 154. 0,83.0,87. 1 = 111 m/p
-Số vòng quay trong 1 phút :
= 393 vòng/phút
Tra thuyết minh thư máy chọn nt = 400 vòng/phút Þ tốc độ cắt thực tế là :
Þ = 113 m/phút
- Lực cắt:
Trabảng 11.1 trang 19_CHẾ ĐỘ CẮT GIA CÔNG CƠ KHÍ. Ta có :
|
|
Cp |
x |
y |
n |
|
Pz |
92 |
1 |
0,75 |
0 |
|
Px |
46 |
0,4 |
|
0 |
|
Py |
54 |
0,9 |
0,7 |
0 |
Trabảng 2.1 trang 15_CHẾ ĐỘ CẮT GIA CÔNG CƠ KHÍ. Ta có :
Trabảng 3.1 trang 16_CHẾ ĐỘ CẮT GIA CÔNG CƠ KHÍ. Ta có :
- Lực tiếp tuyến:Pz = Cp . Sy . tx . Vn . Kp
= 92. 1,210,75. 31. 1130. 1 =316 KG
- Lực dọc trục: Px = Cp . Sy . tx . Vn . Kp
= 46. 1,21,75.31. 1130. 1 = 158KG
- Lực hướng kính : Py = Cp . Sy . tx . Vn . Kp
= 54.1,21,75.31. 1130. 1 = 185 KG
- Công suất cắt:Trabảng 54.1 trang 42_CHẾ ĐỘ CẮT GIA CÔNG CƠ KHÍ. Ta có :
= 5,83 Kw
Þ N = 5,83 kw
So với công suất máy ( 10 kw ) máy đảm bảo hoạt động an toàn.
- Thời gian gia công: = 0,1 phút
Với : L1 = = 1,7 mm
L2 = 2 mm L= D/2 = 90/2 = 45 mm
|
t( mm) |
S (mm/vg) |
n (v/phút) |
T (phút) |
|
3 |
1,21 |
400 |
0,1 |
vChế độ cắt: Khoan lỗ Æ14
Chọn dao :- Mủi khoan ruột gà có : d = 14 mm, L= 265 mm, l = 185 mm.
(Tra bảng 4-42 trang 328 sách sổ tay cnctm1)
- Chọn t: Gia công thô nên chọn t=
- Chọn lượng chạy dao: Theo bảng 8.3 trang 88_CHẾ ĐỘ CẮT GIA CÔNG CƠ KHÍ. Ta được:
- D = 13 ¸ 16
- Thép gió
- Gang HB ≤ 200
Þ S= (0,61 ÷ 0,75) mm/vòng. Chọn S= 0,75 mm/vòng
Tra tmt máy ta chọn S = 0,78 mm/vòng
- Vận tốc cắt :
Trabảng 18.3 trang 95_CHẾ ĐỘ CẮT GIA CÔNG CƠ KHÍ. Ta có :
- Gang HB 182÷199
- S = 0,7 mm/vòng
- Đường kính mủi khoan <20 mm
Þ V = 24 m/phút.
-Số vòng quay trong 1 phút của dao :
= 546 vòng/phút
Tra thuyết minh thư máy chọn nt = 630 vòng/phút Þ tốc độ cắt thực tế là :
Þ = 27,7 m/phút
- Moment xoắn khi khoan:
Mx = Cm + Dz + Sy + Km = 0,021 . . 1 = 3,26 KGm
Trong đó: Trabảng 7.3 trang 87_CHẾ ĐỘ CẮT GIA CÔNG CƠ KHÍ. Ta có :
|
Cm |
z |
x |
y |
|
0,021 |
2 |
2 |
0,8 |
Trabảng 2.1 trang 16_CHẾ ĐỘ CẮT GIA CÔNG CƠ KHÍ. Ta có :
Trabảng 3.1 trang 16_CHẾ ĐỘ CẮT GIA CÔNG CƠ KHÍ. Ta có :
,3
- Công suất cắt: = 1,8
Þ N = 1,8 kw
So với công suất máy ( 10 kw ) máy đảm bảo hoạt động an toàn.
- Thời gian gia công: = 1,59 phút
Với : L1 =
L2 = 2÷ 3Þ Chọn L2 = 2 mm
|
t( mm) |
S (mm/vg) |
n (v/phút) |
T (phút) |
|
7 |
0,78 |
630 |
1,59 |
- NGUYÊN CÔNG III: TIỆN MẶT B:
Hình 1.5 : Sơ đồ định vị
vChuẩn gia công :
- Mặt A : 3 bậc
- LỗÆ14 : 2 bậc
vChọn máy : 1K62
- Đường kính lổ trục chính : 45mm.
- Lổ côn chính côn mooc số 5
- Công suất động cơ : 10kw.
- Số vòng quay của trục chính : 12,5 -2000.
- Lượng tiến dao dọc : 0,07 – 4.16.
- Lượng tiến dao ngang : 0,035 – 2,08.
vChọn dao : Dao tiện ngoài thân cong ghép mảnh hợp kim cứng BK8 có : h= 16 mm, b = 10 mm, L = 100 mm, m=8 mm, a = 8, r = 0,5
(Tra bảng 4-4 trang 295 sách sổ tay công nghệ chế tạo máy 1)
vChế độ cắt:Tiện thô mặt B
- Chọn t: Chọn t = 3,5
- Chọn lượng chạy dao: Theo bảng 27.1 trang 31_CHẾ ĐỘ CẮT GIA CÔNG CƠ KHÍ. Ta được:
S= 1,2 (mm/vòng). Tra thuyết minh thư máy chọn S= 1,21 mm/vòng.
- Vận tốc cắt :
Trabảng 45.1 trang 38_CHẾ ĐỘ CẮT GIA CÔNG CƠ KHÍ. Ta có :
- Gang HB 182÷199
- S = 1,3 mm/vòng
- t = 4 mm
- Tiện ngang
Þ V = 122 m/phút.
Tra bảng 47.1, 48.1, 49.1 trang 39_CHẾ ĐỘ CẮT GIA CÔNG CƠ KHÍ.
Þ V = 122. 0,83.0,87. 1 = 88,1 m/p
-Số vòng quay trong 1 phút :
= 738 vòng/phút
Tra thuyết minh thư máy chọn nt = 800 vòng/phút Þ tốc độ cắt thực tế là :
Þ = 95,5 m/phút
- Lực cắt:
Trabảng 11.1 trang 19_CHẾ ĐỘ CẮT GIA CÔNG CƠ KHÍ. Ta có :
|
|
Cp |
x |
y |
n |
|
Pz |
92 |
1 |
0,75 |
0 |
|
Px |
46 |
0,4 |
|
0 |
|
Py |
54 |
0,9 |
0,7 |
0 |
Trabảng 2.1 trang 15_CHẾ ĐỘ CẮT GIA CÔNG CƠ KHÍ. Ta có :
Trabảng 3.1 trang 15_CHẾ ĐỘ CẮT GIA CÔNG CƠ KHÍ. Ta có :
- Lực tiếp tuyến:Pz = Cp . Sy . tx . Vn . Kp
= 92. 1,210,75. 3,51. 95,50. 1 =371 KG
- Lực dọc trục: Px = Cp . Sy . tx . Vn . Kp
= 46. 1,210,75.3,51. 95,50. 1 = 185KG
- Lực hướng kính : Py = Cp . Sy . tx . Vn . Kp
= 54.1,210,75.3,51. 95,50. 1 = 218 KG
- Công suất cắt:Trabảng 54.1 trang 42_CHẾ ĐỘ CẮT GIA CÔNG CƠ KHÍ. Ta có :
= 5,78 Kw
Þ N = 5,78 kw
So với công suất máy ( 10 kw ) máy đảm bảo hoạt động an toàn.
- Thời gian gia công: = 0,02 phút
Với : L1 = = 2 mm
L2 = 2 mm L= D/2 = 38/2 = 19 mm
|
t( mm) |
S (mm/vg) |
n (v/phút) |
T (phút) |
|
3,5 |
1,21 |
800 |
0,02 |
NGUYÊN CÔNG IV: TIỆN Æ32 , VÁT MÉP 1´450
Hình 1.6 : Sơ đồ định vị kẹp chặc tiện thô lổÆ44
vChuẩn gia công :
- Mặt A : 3 bậc
- Lỗ Æ14 : 2 bậc ( chốt côn tự lựa định vị 2 bậc lỗ thô)
vChọn máy : 1K62
- Đường kính lổ trục chính : 45mm.
- Lổ côn chính côn mooc số 5
- Công suất động cơ : 10kw.
- Số vòng quay của trục chính : 12,5 -2000.
- Lượng tiến dao dọc : 0,07 – 4.16.
- Lượng tiến dao ngang : 0,035 – 2,08.
vChế độ cắt:Tiện Æ32
Chọn dao : Dao tiện ngoài thân cong ghép mảnh hợp kim cứng BK8 có : h= 16 mm, b = 10 mm, L = 100 mm, m=8 mm, a = 8, r = 0,5
(Tra bảng 4-6 trang 297 sách sổ tay công nghệ chế tạo máy 1)
- Chọn t: Gia công thô nên chọn t = 2,5
- Chọn lượng chạy dao: Theo bảng 27.1 trang 31_CHẾ ĐỘ CẮT GIA CÔNG CƠ KHÍ. Ta được:
S= 1,2 (mm/vòng). Tra thuyết minh thư máy chọn S= 1,21 mm/vòng.
- Vận tốc cắt :
Trabảng 45.1 trang 38_CHẾ ĐỘ CẮT GIA CÔNG CƠ KHÍ. Ta có :
- Gang HB 182÷199
- S = 0,8 mm/vòng
- t = 1 mm
- Tiện ngang
Þ V = 164 m/phút.
Tra bảng 47.1, 48.1, 49.1 trang 39_CHẾ ĐỘ CẮT GIA CÔNG CƠ KHÍ.
Þ V = 164. 0,83.0,87. 1 = 118,4 m/p
-Số vòng quay trong 1 phút :
= 419 vòng/phút
Tra thuyết minh thư máy chọn nt = 500 vòng/phút Þ tốc độ cắt thực tế là :
Þ = 141,3 m/phút
- Lực cắt:
Trabảng 11.1 trang 19_CHẾ ĐỘ CẮT GIA CÔNG CƠ KHÍ. Ta có :
|
|
Cp |
x |
y |
n |
|
Pz |
92 |
1 |
0,75 |
0 |
|
Px |
46 |
0,4 |
|
0 |
|
Py |
54 |
0,9 |
0,7 |
0 |
Trabảng 2.1 trang 15_CHẾ ĐỘ CẮT GIA CÔNG CƠ KHÍ. Ta có :
Trabảng 3.1 trang 16_CHẾ ĐỘ CẮT GIA CÔNG CƠ KHÍ. Ta có :
- Lực tiếp tuyến:Pz = Cp . Sy . tx . Vn . Kp
= 92. 1,210,75. 2,51. 141,30. 1 = 265 KG
- Lực dọc trục: Px = Cp . Sy . tx . Vn . Kp
= 46. 1,21,75.2,51. 141,30. 1 = 132,5 KG
- Lực hướng kính : Py = Cp . Sy . tx . Vn . Kp
= 54.1,21,75.2,51. 141,30. 1 = 155,5 KG
- Công suất cắt:Trabảng 54.1 trang 42_CHẾ ĐỘ CẮT GIA CÔNG CƠ KHÍ. Ta có :
= 6,1 Kw
Þ N = 6,1 kw
So với công suất máy ( 10 kw ) máy đảm bảo hoạt động an toàn.
- Thời gian gia công: = 0,097 phút
Với : L1 = = 0,28 mm
L2 = 2 mm L= D/2 = 90/2 = 45 mm
|
t( mm) |
S (mm/vg) |
n (v/phút) |
T (phút) |
|
2,5 |
1,21 |
500 |
0,097 |
vChế độ cắt: Vát mép Æ32
vChọn dao : Dao tiện ngoài thân cong ghép mảnh hợp kim cứng BK8 có : h= 16 mm, b = 10 mm, L = 100 mm, m=8 mm, a = 8, r = 0,5
(Tra bảng 4-4 trang 295 sách sổ tay công nghệ chế tạo máy 1)
- Chọn t: t = 1
- Chọn lượng chạy dao: Theo bảng 27.1 trang 31_CHẾ ĐỘ CẮT GIA CÔNG CƠ KHÍ. Ta được:
S= 1,2 (mm/vòng). Tra thuyết minh thư máy chọn S= 1,21 mm/vòng.
- Vận tốc cắt :
Trabảng 45.1 trang 38_CHẾ ĐỘ CẮT GIA CÔNG CƠ KHÍ. Ta có :
- Gang HB 182÷199
- S = 1,8 mm/vòng
- t = 1,3 mm
- Tiện ngang
Þ V = 154 m/phút.
Tra bảng 47.1, 48.1, 49.1 trang 39_CHẾ ĐỘ CẮT GIA CÔNG CƠ KHÍ.
Þ V = 154. 0,83.0,87. 1 = 111,2 m/p
-Số vòng quay trong 1 phút :
= 1106 vòng/phút
Tra thuyết minh thư máy chọn nt = 1250 vòng/phút Þ tốc độ cắt thực tế là :
Þ = 125,6 m/phút
- Lực cắt:
Trabảng 11.1 trang 19_CHẾ ĐỘ CẮT GIA CÔNG CƠ KHÍ. Ta có :
|
|
Cp |
x |
y |
n |
|
Pz |
92 |
1 |
0,75 |
0 |
|
Px |
46 |
0,4 |
|
0 |
|
Py |
54 |
0,9 |
0,7 |
0 |
Trabảng 2.1 trang 15_CHẾ ĐỘ CẮT GIA CÔNG CƠ KHÍ. Ta có :
Trabảng 3.1 trang 16_CHẾ ĐỘ CẮT GIA CÔNG CƠ KHÍ. Ta có :
- Lực tiếp tuyến:Pz = Cp . Sy . tx . Vn . Kp
= 92. 1,210,75. 11. 125,60. 1 = 106 KG
- Lực dọc trục: Px = Cp . Sy . tx . Vn . Kp
= 46. 1,21,75.11. 125,60. 1 = 53 KG
- Lực hướng kính : Py = Cp . Sy . tx . Vn . Kp
= 54.1,21,75.11. 125,60. 1 = 62,2 KG
- Công suất cắt:Trabảng 54.1 trang 42_CHẾ ĐỘ CẮT GIA CÔNG CƠ KHÍ. Ta có :
= 2,17 Kw
Þ N = 2,17 kw
So với công suất máy ( 10 kw ) máy đảm bảo hoạt động an toàn.
- Thời gian gia công: = 0,012 phút
Với : L1 = = 0,57 mm
L2 = 2 mm L= D/2 = 32/2 = 16 mm
|
t( mm) |
S (mm/vg) |
n (v/phút) |
T (phút) |
|
1 |
1,21 |
1250 |
0,012 |
.............
MỤC LỤC
Trang
LỜI NÓI ĐẦU…………………………………………………………….1
LỜI NHẬN XÉT CỦA GIÁO VIÊN…………………………………….3
PHẦN 1 :PHÂN TÍCH CHI TIẾT GIA CÔNG
- Phân tích công dụng và điều kiện làm việc của CTGC tiết……………………..4
2. Vật liệu gia công……………………………………………………………...…4
3. Phân tích về độ chính xác gia công…………………………………………..….6
4. Xác định dạng sản xuất………………………………………………………....10
PHẦN 2 :CHỌN PHÔI ,PHƯƠNG PHÁP CHẾ TẠO PHÔI VÀ XÁC ĐỊNH LƯỢNG DƯ GIA CÔNG
1.Chọn phôi ……………………………………………………………………....12
- Chọn phương pháp đúc để chế tạo phôi……………………………….………..13
3. Xác định lượng dư gia công ………………………………………………..… 17
PHẦN 3 :LẬP BẢNG QUY TRÌNH CÔNG NGHỆ GIA CÔNG CƠ
1. Mục đích………………………………………………………………………19
2. Nội dung………………………………………………………………………19
PHẦN 4 :BIỆN LUẬN QUY TRINH CÔNG NGHỆ
1. Nguyên công 1: Chuẩn bị phôi……………………………………………….20
2. Nguyên công 2: Tiện thô mặt A và khoan lỗ Æ14…………………………...22
3. Nguyên công 3: Tiện mặt B…………………………………………………..27
4. Nguyên công 4: Tiện trụ Æ32 và vát mép 1´45……………………………...31
5. Nguyên công 5: Tiện tinh mặt A và Tiện thô, tinh lỗ Æ42…………………...37
6. Nguyên công 6: Khoét – doa lỗ Æ16…………………………………………45
7. Nguyên công 7: Mài lỗ Æ16………………………………………………….49
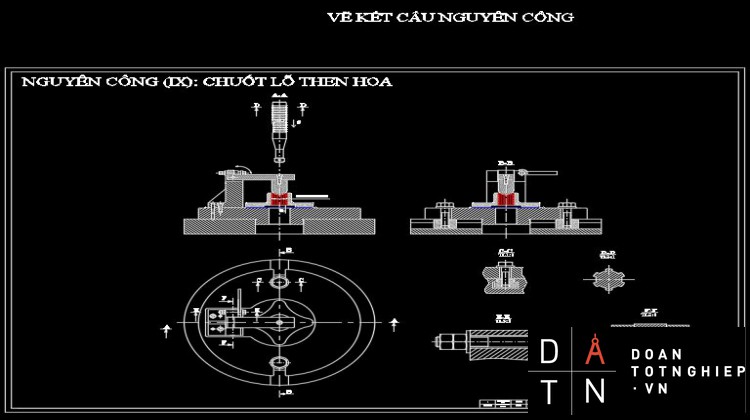
8. Nguyên công8: Chuốt lỗ then hoa……………………………………………52
9. Nguyên công 9: Khoan – taro 4 lỗ M6……………………………………….56
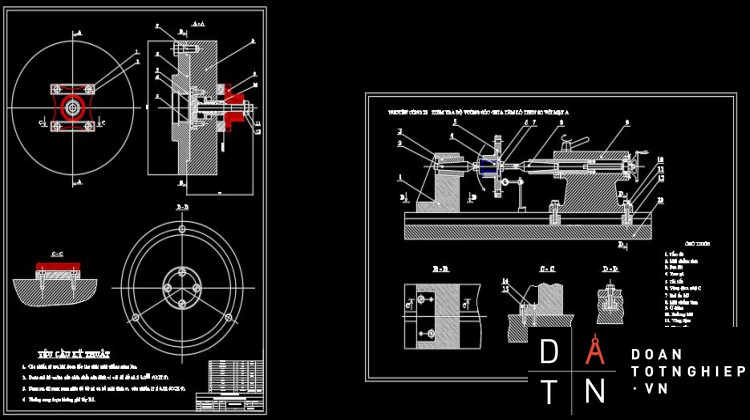
10. Nguyên công 10: Tổng kiểm tra…………………………………………….61
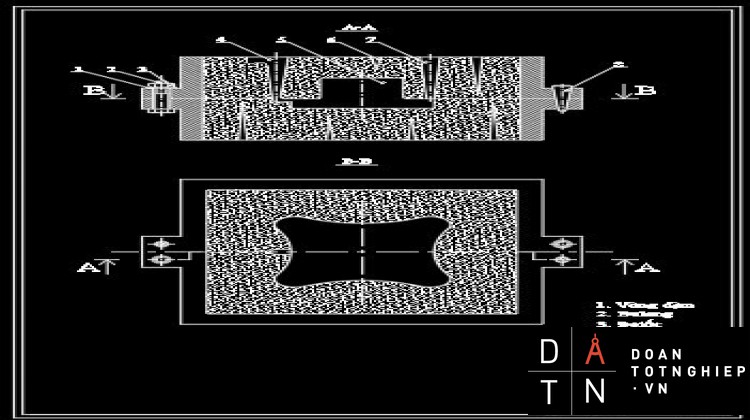
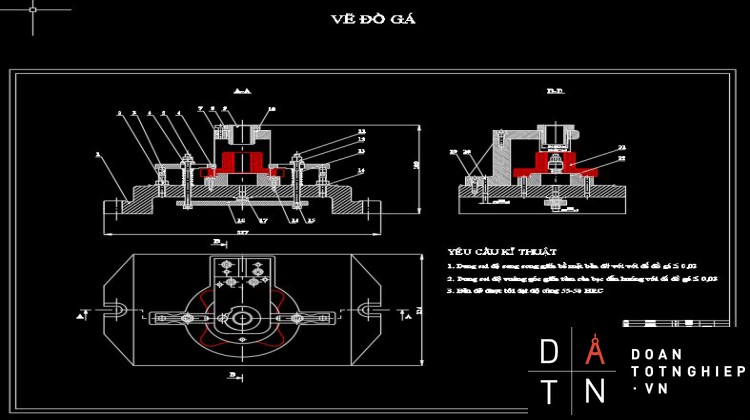
PHẦN 5 :THIẾT KẾ ĐỒ GÁ
1. Đồ gá khoét, doa lỗ Æ16…………………….……………………………….62
2. Đồ gá tiệnÆ32………………………………………………………………..69






