ĐỒ ÁN THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT TAY BIÊN PISTON CAO THẮNG
NỘI DUNG ĐỒ ÁN
MỤC LỤC
Nội dung . Trang
Tờ nhiệm vụ. 1
Lời nói đầu. 2
Nhận xét của giáo viên hướng dẫn. 3
Mục lục. 4
I. Phân tích chi tiết gia công. 5
II. Chọn phôi, phương pháp chế tạo phôi và xác định lượng dư gia công. 10
III. Lập bảng tiến trình công nghệ gia công cơ. 13
IV. Chọn tiến trình gia công. 14
V. Biện luận quy trình công nghệp. 15
VI. Thiết kế đồ gá. 60
VII. Tài liệu tham khảo. 67
CHƯƠNG I : PHÂN TÍCH CHI TIẾT GIA CÔNG
- Phân tích công dụng, điều kiện và tính công nghệ trong kết của CTGC.
Tay biên là một dạng chi tiết trong họ chi tiết dạng càng, chúng là một loại
chi tiết có một hoặc một số lỗ cơ bản mà tâm của chúng song song với nhau hoặc tao với nhau một góc nào đó.
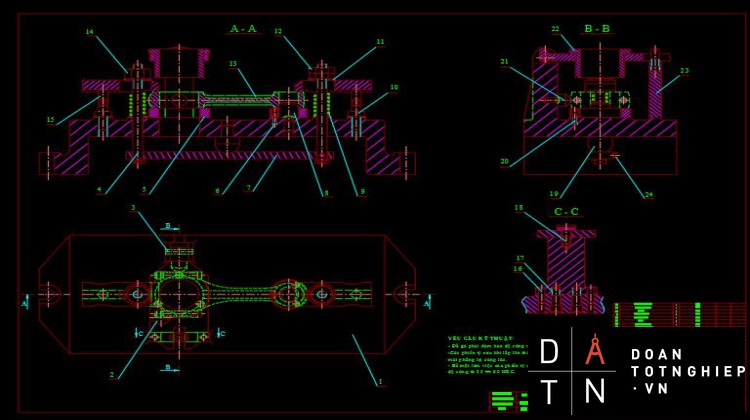
Tay biên là chi tiết quan trọng không thể thiếu được trong tất cả các động cơ đốt trong,tay biên trực tiếp tham gia biến chuyển động tịnh tiến của piston sang chuyển động quay của trục khuỷu và ngược lại. Tay biên được chế tạo bằng thép 45,gồm đầu nhỏ không tháo rời được,trong đó có lắp bạc lót bằng đồng. Thân tay biên có tiết diện hình chữ I và đầu to lắp bạc rời gồm 2 nữa ghép với nhau bằng 2 bulông M11.
Mặt trong của lỗ đầu nhỏ phải gia công đạt Ra = 0.63 để lắp chặt với bạc.
Mặt trong của lỗ đầu to phải gia công đạt Ra = 0.63 để lắp trung gian với bạc.
Mặt trong của lỗ đầu to có phay rãnh để định vị bạc.
Trên đầu nhỏ có một lỗ để dẫn dầu.
2.Phân tích vật liệu chế tạo chi tiết.
- Ưu điểm :Thép cacbon C45 được sữ dụng rộng rãi,giá thành rẽ,làm việc được trong môi trường tải trọng lớn,va đập mạnh.
Do chi tiết có tải trọng tác động lớn,va đập mạnh ,nên ta chọn phôi thép dập trong khuôn hở.
Vật liệu là thép kết cấu cacbon,mác C45.
Giải thích ký hiệu : C45
+ Chữ C kí hiệu thép cacbon.
+ 45 chỉ hàm lượng cacbon trung bình là 0.45%C.
Độ cứng của bề mặt được lấy trong khoảng 25 – 30 HRC.
Thành phần hóa học cơ bản của thép kết cấu cacbon :
|
C |
Si |
Mn |
S |
P |
Ni |
Cr |
|
0.4¸0.5 |
0.17¸0.37 |
0.5¸0.8 |
0.045 |
0.045 |
0.30 |
0.30 |
a.Phân tích độ chính xác chi tiết gia công.
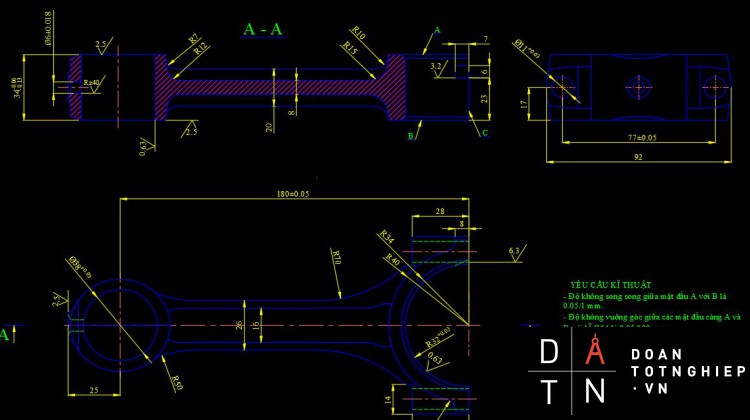
Để gia công chi tiết tay biên như bản vẽ ta cần đạt được các độ chính xác nhu sau :
Độ chính xác về kích thước.
Độ chính xác về vị trí tương quan
Độ chính xác về hình dáng hình học
Độ chính xác về cấp độ nhám.
b.Phân tích về các kích thước có sai lệch chỉ dẫn.
* Kích thước có :
- DN =64mm
ES=+0.03mm
EI=0
IT= ES – EI= 0.03 – 0 = 0.03 mm
Tra sách DSLG-KTĐL theo TCVN(2245-99)thì kích thước đạt cấp chính xác 7,thuộc hệ
thống lỗ và miền dung sai H.
Vậy kích thước được ghi lại như sau :64H7.
* Kích thước có :
- DN = 38 mm
ES = +0.03 mm
EI = 0 mm
IT = ES – EI = 0.03 – 0 = 0.03 mm
Tra sách DSLG-KTĐL theo TCVN(2245-99)thì kích thước đạt cấp chính xác 7,thuộc hệ
thống lỗ và miền dung sai H.
Vậy kích thước được ghi lại như sau :38H7
* Kích thước có :
- DN =34 mm
ES = - 0.06 mm
EI = - 0.13 mm
IT = ES – EI = - 0.06 -(-0.13) = 0.07 mm
* Kích thướccó:
DN = 178 mm
ES = + 0.05 mm
EI = - 0.05 mm
IT = ES – EI = 0.05-(-0.05) = 0.1 mm
Tra sách DSLG-KTĐL theo TCVN (2244-99) bảng 1.4/4 thì kích thước đạt cấp chính xác 9,thuộc hệ thống lỗ và miền dung sai H.
Vậy kích thước được ghi lại như sau : 178H9
*Kích thước có:
DN = 11
ES = +0.043
EI = 0 mm
IT = ES – EI =0.043 mm
Tra sách DSLG-KTĐL theo TCVN (2244-99) bảng 1.4/4 thì kích thước đạt cấp chính xác 9,thuộc hệ thống lỗ và miền dung sai H.
Vậy kích thước được ghi lại như sau: 11H9
*Kích thước: có:
DN = 77 mm
ES = +0.05
EI = -0.05
IT = ES – EI = 0.05-(-0.05) = 0.1 mm
Tra sách DSLG-KTĐL theo TCVN (2244-99) bảng 1.4/4 thì kích thước đạt cấp chính xác 9,thuộc hệ thống lỗ và miền dung sai H.
Vậy kích thước được ghi lại như sau: 77H9
*Kích thước: có:
DN = 6 mm
ES = +0.018 mm
EI = -0.018 mm
IT = ES – EI = 0.018-(-0.018) = 0.036 mm
Tra sách DSLG-KTĐL theo TCVN (2244-99) bảng 1.4/4 thì kích thước đạt cấp chính xác 9,thuộc hệ thống lỗ và miền dung sai H
Vậy kích thước được ghi lại như sau: 6H9
*Kích thước: có:
dN = 34 mm
es = -0.06
ei = -0.13
it = es – ei = -0.06-(-0.13) = 0.07 mm
c. Phân tích độ chính xác về vị trí tương quan
- Độ không vuông góc giữa tâm lỗ Ø64+0.03 vàmặt B ≤ 0.05/100 mm.
- Độ không song song giữa hai mặt đầu A và B 0.05/1 mm.
- Độ không song song giữa hai lỗ tâm chính Ø64 và Ø38 ≤ 0.05/100 mm.
d.Phân tích độ chính xác về cấp độ nhám.
Giải thích ký hiệu trên bản vẽ.
Các bề mặt không qua gia công hoặc qua gia công không phôi.
Các ký hiệu trên bản vẽ:Ra6.3; Ra0.63; Ra2.5; Rz40
-Ra: Sai lệch trung bình số học của profin.
+ Ra=6.3: sai lệch trung bình số học của profin là 6.3 đạt cấp độ nhám cấp 12.
+ Ra=0.63:sai lệch trung bình số học của profin là 0.63 đạt cấp độ nhám cấp 8.
+ Ra = 2.5 : sai lệch trung bình số học của profin là 2.5 đạt cấp độ nhám cấp 10.
+ Rz = 40 : chiều cao trung bình của profin theo 10 điềm đạt cấp độ nhám 4.
CHƯƠNG II
CHỌN PHÔI, PHƯƠNG PHÁP CHẾ TẠO PHÔI
VÀ XÁC ĐỊNH LƯỢNG DƯ
1 .Chọn vật liệu phôi.
Đối với chi tiết tay biên,ta chọn vật liệu chế tạo là thép kết cấu cacbon C45.Thép có thành phần hóa học .
|
C |
Si |
Mn |
S |
P |
Ni |
Cr |
|
0.4¸0.5 |
0.17¸0.37 |
0.5¸0.8 |
0.045 |
0.045 |
0.30 |
0.30 |
- Công dụng : Loại thép này được dùng dể chế tạo các chi tiết chịu tải trọng lớn, độ cứng vững cao, chịu được va đập và giá thành rẻ.
2.Phương pháp chế tạo phôi :
- Ứng với vật liệu chế tạo chi tiết tay biên là thép kết cấu : thép kết cấu có cơ tính cao, hình dạng chi tiết gia công tương đối phức tạp và sản lượng hàng loạt,hàng khối nên ta chọn phương pháp dập thể tích (rèn khuôn):
+ Phương pháp dập trong khuân hở trên máy ép thủy lực được dùng phổ biến để tạo ra các hợp kim nhôm,magie,co kích thước lớn đưới dạng khung ,bệ ,các chi tiết dài và hẹp dưới dạng dầm.
+Dập trên máy thủy lực trong khuôn kín không tháo dời được phần lớn dùng để tạo ra các phôi chinh xác không có góc nghiêng bằng hợp kim nhôm magie.
+Dập trên máy ép ma sát trong khuôn kín tháo rời được dùng để chế tạo các phôi nhỏ có các nhánh không đối xứng bằng hợp kim màu .tháo rời khuôn thường đứng.
+Dập trên máy búa trong khôn hở
Vì vậy ta chọn phương pháp dập trên máy búa trong khuôn hở
.Xác định lượng dư
* Lượng dư gia công :
- Ứng với nhóm rèn khuôn lần thứ 2
|
Mặt |
Trọng lượng vật rèn khuôn (kg) |
Kích thước (mm) |
Lượng dư (mm) |
|
A |
1.45 |
34 |
1.4 |
|
B |
1.45 |
34 |
1.4 |
|
D |
1.45 |
250 |
2 |
|
Lỗ Ø64 |
1.45 |
64 |
1.5 |
|
Lỗ Ø38 |
1.45 |
38 |
1.4 |
|
N |
1.45 |
56 |
1.5 |
Bản vẽ lồng phôi
4. Tính khối lượng chi tiết.
Sữ dụng phần mềm PTC creo 3.0 để tính toán khối lượng và thể tích chi tiết.
- Vậy ta có khối lượng m = 1.45 Kg.
- Vậy ta có thể tích V = 0.186 dm3 .
CHƯƠNG III
LẬP BẢNG QUY TRÌNH GIA CÔNG CƠ
CHƯƠNG IV : CHỌN TIẾN TRÌNH GIA CÔNG
1. Mục đích.
Xác định trình tự gia công hợp lý nhằm đảm bảo độ chính xác về kích thước, vị trí tương quan, hình dáng hình học , độ nhám, độ bóng của bề mặt theo yêu cầu của chi tiết cần chế tạo và tính kinh tế sản phẩm.
2. Chọn tiến trình gia công các bề mặt.
- Nguyên công I : Chuẩn bị phôi (cắt bỏ ba via, làm sạch phôi, kiểm tra kích thước, khuyết tật của phôi)
- Nguyên công II : Phay thôi mặt A.
- Nguyên công III : Phay thô mặt B.
- Nguyên công IV : Phay tinh mặt B.
- Nguyên công V : Khoét, doa thô, doa tinh lỗ Ø38.
- Nguyên công VI : Phay tinh mặt A.
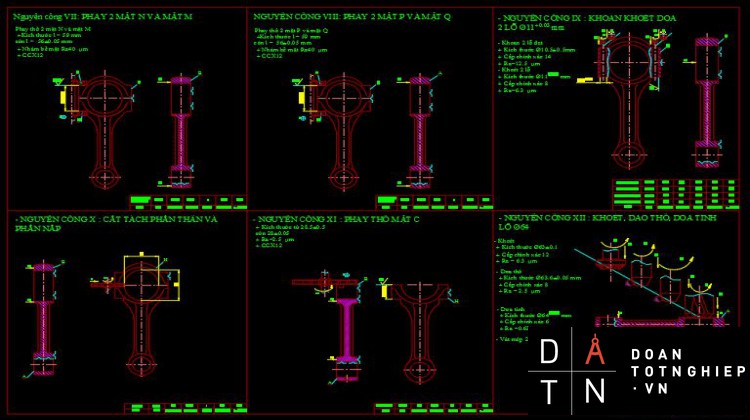
- Nguyên công VII : Phay đồng thời mặt N và mặt M.
- Nguyên công VIII : Phay đồng thời mặt P và mặt Q.
- Nguyên công IX : Khoét doa 2 lỗ Ø11.
- Nguyên công X : Cắt tách phần đầu và phần thân chi tiết.
- Nguyên công XI : Phay thô mặt C.
- Nguyên công XII : Khoét, dao thô, doa tinh lỗ Ø64.
- Nguyên công XIII : Khoan, vát cạnh lỗ Ø6.
- Nguyên công XIV : Phay rãnh
- Nguyên công XV : Phay vát mặt nghiêng một góc 200.
- Nguyên công XVI : Lật ngược phay vát mặt còn lại nghiêg một góc 200.
- Nguyên công XVII : Tổng kiểm tra .
CHƯƠNG V : BIÊN LUẬN QUY TRÌNH CÔNG NGHỆ
I.Nguyên công I : Chuẩn bị phôi
- Cắt bỏ ba via,
- Làm sạch phôi,
- Kiểm tra kích thước.khuyết tật phôi.
- Xử lý nhiệt.
II .Nguyên công II : Gia công thô mặt A
* Sơ dô gá đặt :
- Định vị : Chi tiết được định vị mặt dưới (mặt B) hạn chế 3 bậc tự do,mặt K định vị 2 bậc tự do,mặt D 1 bậc tự do.
- Kẹp chặt : Khối V di động
1. Chọn máy : Máy phay đứng 6H12, công suất máy N=10Kw
2. Chọn dao : Dao phay mặt đầu gắn mảnh HKC T15K6 D=200 .(Z= 8)
3. Chọn t.
Lượng dư gia công :
Chiều sau cắt t=h=1mm
Chiều rộng phay B= 92mm
4. Chọn Sz.
Bước tiến S : Bảng 6.5 trang 124 (CĐC GCCK)
Sz=0.12 →0.15(mm/ răng)
→ Chọn Sz=0.12(mm/răng)
5. Chọn V.
Tra bảng (34-5/136) CĐC GCCK.
Ta có :=
t< 5 → V = 266 m/ph
Sz = 0.12 mm/răng
+ Tra bảng (34b-5)/137 : σb = (63 ÷ 70) Kg/mm2 → K1=1.12
+ Tra bảng (36-5)/137 : T15K6 → KHKC = 1
+ Tra bảng (37-5)/137 : Có võ cứng Rèn day dập → K = 0.9
+ Tra bảng (38-5)/137 :==0.46 → K = 1
V = 266 x1.12x1x0.9x1 = 268.128 (m/ph)
→ n = ≈ 426.95 (vòng/ph)
Tra TMT máy,ta lấy nt = 475 (vòng/phút)
→ Vt = ≈ 298 (m/ph)
6. Tính lượng chạy dao phút và lượng chạy dao răng thực tế theo máy
Bước tiến dao sp :
Sp=Sz x Z x n =0.12x 8 x 475= 456 (mm/phút)
Tra TMM/221=>Spthực=475 (mm/phút)
Sz= ==0.125 (mm/vòng)
7. Lực cắt khi phay :
Pz= x Kmp(kg)
Theo bảng(3-5/122) có :
Cpz Xpz Ypz Upz Wpz Qpz
825 1 0.75 1.1 0.2 1.3
Bảng (12.1/21) và (13.1/21) => Km=== 0.89
=> Pz = x 0.89 = 51.5(kg)
8. Kiểm nghiêm
Công suất :
ð Ncg == = 2.5 (KW)
Ncg = 2.5 (KW) < Nđc = 7x0.75 = 7.5(kw) => Vậy máy hoạt động tốt
9. Tính T.
*Thời gian gia công :Tm =
- l = 250
- l1là khoảng chạy quá lấy l1 = (1÷3) mm
- l2: Dao phay mặt đầu đối xứng
l2 = 0.5x(D - ) = 0.5x(200 - ) = 11.2mm
(sách CĐC GCCK trang 208)
=> T == 4.4 = 4’25’’
→ Nguyên công II :Tm = 4’25’’ phút
III. Nguyên công III : Phay thô mặt B
- Định vị : Chi tiết định vi (mặt A)khống chế 3 bậc tự do, (mặt K) định vị 2 bậc tự do,(mặt D) 1 bậc tự do.
- Kẹp chặt : Kẹp chặt bằng khối V di động.
1. Chọn máy : Máy phay đứng 6H12, công suất máy N=10Kw
2. Chọn dao : Dao phay mặt đầu gắn mảnh HKC T15K6 D=200 (Z=8)
3. Chọn t.
Lượng dư gia công :
Chiều sau cắt t= 1 mm
Chiều rộng phay B= 92mm
4. Chọn Sz.
Bước tiến S : Bảng 6.5 trang 124 (CĐC GCCK)
Sz = 0.12 → 0.15 (mm/ răng)
→ Chọn Sz=0.12(mm/răng)
5. Chọn V.
Tra bảng (34-5/136) CĐC GCCK.
Ta có :=
t< 5 → V = 266 m/phút
Sz = 0.12 mm/răng
+ Tra bảng (34b-5)/137 : σb = (63 ÷ 70) Kg/mm2 → K1=1.12
+ Tra bảng (36-5)/137 : T15K6 → KHKC = 1
+ Tra bảng (37-5)/137 : Có võ cứng Rèn day dập → K = 0.9
+ Tra bảng (38-5)/137 : = = 0.46 → K = 1
V = 266 x1.12x1x0.9x1 = 268.128 (m/ph)
→ n = ≈ 426.95 (vòng/ph)
Tra TMT máy,ta lấy nt = 475 (vòng/phút)
→ Vt = ≈ 298 (n/ph)
6. Tính lượng chạy dao phút và lượng chạy dao răng thực tế theo máy
Bước tiến dao sp :
Sp=Sz x Z x n = 0.12x 8 x 475 = 456 (mm/phút)
Tra TMM/221 => Spthực = 475 (mm/phút)
Sz= ==0.125 (mm/vòng)
7. Lực cắt khi phay :
Pz= x Kmp(kg)
Theo bảng(3-5/122) có :
Cpz Xpz Ypz Upz Wpz Qpz
825 1 0.75 1.1 0.2 1.3
Bảng (12.1/21) và (13.1/21) => Km= ==0.89
=>Pz= x 0.89 = 51.5 (kg)
8. Kiểm nghiêm
Công suất :
Ncg = 2.5 (KW) < Nđc = 7 x 0.75 = 7.5(kw) => Vậy máy hoạt động tốt
9. Tính T.
* Thời gian gia công :Tm =
- l=250
- l1là khoảng chạy quá lấy l1 = (1÷3) mm
- l2: Dao phay mặt đầu đối xứng l2= 0.5x(D - ) = 0.5x(200 - )=11.2mm
(sách CĐC GCCK trang 208)
ð T = = 4.43 = 4’25’’
→ Nguyên công III :Tm = 4’25’’ phút
IV. Nguyên công IV : Phay tinh mặt B
- Định vị :chi tiết định vi (mặt A)khống chế 3 bậc tự do,(mặt K) định vị 2 bậc tự do,(mặt D) 1 bậc tự do.
- Kẹp chặt : Kẹp chặt bằng khối V di động.
1. Chọn máy : Máy phay đứng 6H82, công suất máy N=10Kw
2. Chọn dao : Dao phay mặt đầu gắn mảnh HKC T15K6 D= 200 .(Z=8)
3. Chọn t.
Lượng dư gia công :
Chiều sau cắt t= 0.4 mm
Chiều rộng phay B= 92mm
4. Chọn Sz.
Bước tiến S : Bảng 9-5 trang 124 (CĐC GCCK)
Sz = 1.1 → 0.8 (mm/ răng)
→ Chọn Sz= 0.8 (mm/răng)
5. Chọn V.
Tra bảng (34-5/136) CĐC GCCK.
Ta có :=
t< 5 → V = 336 m/phút
So = 0.08 mm/răng
+ Tra bảng (34b-5)/137 : σb = (63 ÷ 70) Kg/mm2 → K1=1.12
+ Tra bảng (36-5)/137 : T15K6 → KHKC = 1
+ Tra bảng (37-5)/137 : Có võ cứng Rèn day dập → K = 0.9
+ Tra bảng (38-5)/137 := =0.46 → K = 1
V = 336 x1.12x1x0.9x1 = 338.6 (m/ph)
→ n = ≈ 539.17 (vòng/ph)
Tra TMT máy,ta lấy nt = 600 (vòng/phút)
→ Vt = ≈ 377 (n/ph)
6. Tính lượng chạy dao phút và lượng chạy dao răng thực tế theo máy
Bước tiến dao sp :
Sp = Sz x Z x n = 0.08x 8 x 600 = 384(mm/phút)
Tra TMM/221 => Spthực = 475 (mm/phút)
Sz = == 0.125 (mm/vòng)
7. Lực cắt khi phay :
Pz = x Kmp(kg)
Theo bảng(3-5/122) có :
Cpz Xpz Ypz Upz Wpz Qpz
825 1 0.75 1.1 0.2 1.3
Bảng (12.1/21) và (13.1/21) => Km= == 0.89
=>Pz = x 0.89 = 36.26(kg)
8. Kiểm nghiêm
Công suất :
=> Ncg = = = 2.23 (KW)
Ncg = 2.23 (KW) < Nđc = 5x0.75 = 3.5 (kw) => Vậy máy hoạt động tốt
9. Tính T.
* Thời gian gia công :Tm =
- l=250
- l1là khoảng chạy quá lấy l1 = (1÷3) mm
- l2: Dao phay mặt đầu đối xứng l2= 0.5 x (D - ) = 0.5 x (200 - ) = 11.2mm
(sách CĐC GCCK trang 208)
ð T== 3.5 = 3’30’’
→ Nguyên công IV :Tm = 3’30’’ phút.
V. Nguyên công V : Khoét,dao thô,dao tinh lỗ Ø38mm
** Bước 1 :Khoét Ø37mm
- Định vị : Chi tiết được định vị mặt dưới (mặt B) hạn chế 3 bậc tự do,(mặt K) định vị 1 bậc tự do, (mặt D) 2 bậc tự do.
- Kẹp chặt : Khối đòn kẹp liên động.
- Chọn máy : Máy 2A125
- Chọn dao : Mũi khoét thép gio đuôi lắp P18,răng liền Ø37mm
1. Chọn t .
Chiều sau cắt :t === 0.9 mm
2. Lượng chạy dao
(bảng 9.3/89 sách CĐC GCCK)
S=0.91.1(mm/vòng)
Smin=0.9 x 0.7=0.63 (mm/vòng)
Smax=1.1 x 0.7=0.77(mm/vòng) → Vậy lấy S = 0.72 mm/vòng(tra Tmm/220)
- Chọn vận tốc khi khoét.
+ Tra bảng 25.3/99(sách CĐC GCCK)
V= 31(m/ phút)
+ Bảng 30.3/100=> k1=1
Vậy V = 31x1 = 3 (m/phút)
+ Số vòng quay trục chính.
N = = = 266.82 (vòng/phút)
+ Tra TMM => n=272 (v/p)
V = = = 31.6(m/phút)
+ Tra bảng 7-3/87 (sách CĐC GCCK)
Cpz Xp Ypz
1 1 1
Bảng (12.1/21) và (13.1/21) => Kmp = = = 0.89
Thay vào : M = = = 0.08
4. Công suốt cắt :
=> Ncg = 0.02 < Ndc = 4.5 => máy gia công được
5. Tính T.
* Thời gian gia công :Tm =
- l = 0.9 x cogt60 = 0.5
- l1 là khoảng chạy quá lấy l1 = (1÷3) mm
- l2: (0.2 ÷ 0.5)lk = 6.8
(sách CĐC GCCK trang 208)
=> T == 0.04
→ Nguyên công V : Tm = 0.04
** Bước 2 : Doa thô lỗ Ø37.6mm
- Định vị : Chi tiết được định vị mặt dưới (mặt B) hạn chế 3 bậc tự do,(mặt K) định vị 1 bậc tự do, (mặt D) 2 bậc tự do.
- Kẹp chặt : Đòn kẹp liên động.
- Máy:Máy doa 278
- Chọn dao : chọn mũi dao gắn mảnh hợp kim cứng T15K6.
1. Chọn chiều sâu cắt t :t == 0.3(mm)
2. Chọn bươc tiến S :
-Tra bảng 10.3/90 CĐC GCCK)
→ S = 0.8 (mm/vòng)
- Tra bảng TMM máy lấy S=0.2 mm/vòng
3. Chọn vận tốc khi doa
+ Tra bảng 47.3/106 CĐC GCCK => V =14.3(m/ph)
+ Tra bảng 49.3/106=>ttt=80ph
+ Tra bảng 50.3/107=>k1=1
→ Vậy V =14.3x1=14.3(m/ph)
- Số vòng quay trục chính :
→ n = ==121.05(v/ph)
Tra bảng thuyết minh CĐC GCCK trang 221 => nt =112(v/ph)
Vt ===13.23(m/ph)
- Moment khi doa : Nhỏ,có thể bỏ qua.
5. Tính T.
* Thời gian gia công :Tm=
- l = 0.3 x cogt60 = 0.17
- l1là khoảng chạy quá lấy l1 = (1÷3) mm
- l2: (0.2 ÷ 0.5)lk = 6.8
(sách CĐC GCCK trang 208)
=>T = = 0.4
→ Nguyên công V :Tm= 0.4
** Bước 3 : Doa tinh lỗ Ø38mm
- Định vị : Chi tiết được định vị mặt dưới (mặt B) hạn chế 3 bậc tự do,(mặt K) định vị 1 bậc tự do, (mặt D) 2 bậc tự do.
- Kẹp chặt : Khối đòn kẹp liên động.
- Máy:May doa 278,công suất đông cơ 1.7kw,hiệu suất của máy ƞ =0.75
- Chọn dao : chọn mũi dao gắn mảnh hợp kim cứng T15K6.
1. Chọn chiều sâu căt tinh : t===0.2 mm
2. Chọn lượng chạy dao(bảng 10.3/90 sách CĐC GCCK)









