ĐỒ ÁN Thiết kế xưởng đúc-cán nóng thép băng rộng bản liên tục năng suất 3,6 triệu tấn/năm.



NỘI DUNG ĐỒ ÁN
ĐỒ ÁN Thiết kế xưởng đúc-cán nóng thép băng rộng bản liên tục năng suất 3,6 triệu tấn/năm.
Ngành học: KH&KT Vật liệu; Chuyên ngành: CHVL & Cán kim loại.
Chuyên ngành: CHVL & Cán kim loại.
- Đầu đề thiết kế tốt nghiệp
Thiết kế xưởng đúc-cán nóng thép băng rộng bản liên tục năng suất 3,6 triệu tấn/năm.
- Số liệu ban đầu
- Mác thép cán: thép kết cấu SAE1006, SAE1008, SS400, SS490, A36, ...
- Chủng loại sản phẩm: , khối lượng cuộn tấn.
- Nội dung thuyết minh và tính toán
- Tổng quan về các xưởng đúc-cán nóng thép băng rộng bản liên tục, kết cấu và vận hành của các hệ thống đúc phôi slab liên tục;
- Phân tích lựa chọn công nghệ và thiết bị cho xưởng đúc-cán nóng thép băng liên tục;
- Thiết kế xưởng (mặt bằng xưởng, phân bố trang thiết bị, phân bố các bộ phận của dây chuyền sản xuất, ...);
- Tính toán công nghệ cán sản phẩm điển hình : , mác thép SAE1008 (tương đương mác thép 08kп của Nga).
- Tính toán các chỉ tiêu kinh tế - kỹ thuật của xưởng;
- Quản trị, tổ chức sản xuất và an toàn lao động;
Các bản vẽ A0
- Bản vẽ mặt bằng xưởng cán;
- Bản vẽ giá cán (động cơ – truyền động – giá cán);
- Bản vẽ trục cán;
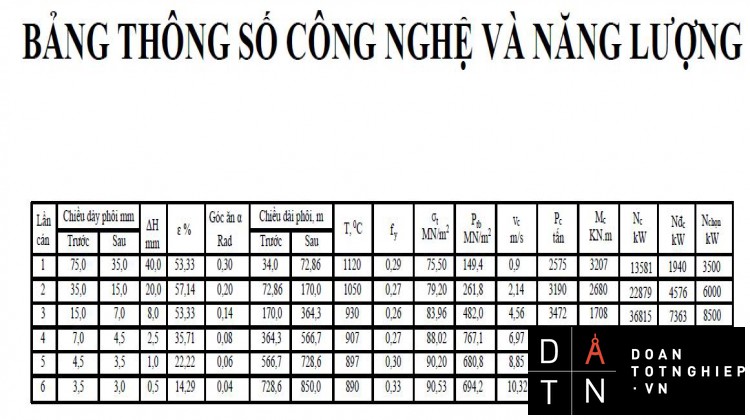
- Bảng các thông số công nghệ cán;
- Biểu đồ chu kỳ cán;
- Biểu đồ phân bố các thông số năng lượng (lực cán và công suất động cơ ).
- Cán bộ hướng dẫn :
- Ngày giao nhiệm vụ thiết kế :
Mục lục
LỜI NÓI ĐẦU.. 5
CHƯƠNG 1 TỔNG QUAN CÔNG NGHỆ VÀ THIẾT BỊ ĐÚC-CÁN NÓNG THÉP BĂNG LIÊN TỤC 6
1.1. Sản phẩm thép băng bản rộng và nhu cầu thị trường hiện nay. 6
1.2. Công nghệ đúc liên tục phôi slab. 8
1.3. Thiết bị và công nghệ cán nóng thép băng liên tục. 13
1.3.1. Sơ đồ bố trí thiết bị tổng quát và công nghệ cán nóng thép băng liên tục…………………………………………………………………………………...13
1.3.2. Thiết bị và công nghệ ở máy cán nóng thép băng 2000. 17
1.3.3. Thiết bị và công nghệ cán ở máy cán nóng thép băng Hòa Phát18
1.3.4. Các thiết bị chính trong dây chuyền công nghệ cán nóng thép băng của Danieli………………………………………………………………………………21
1.4. Kết luận. 33
CHƯƠNG 2 PHÂN TÍCH LỰA CHỌN CÔNG NGHỆ VÀ THIẾT BỊ35
2.1. Lựa chọn và bố trí thiết bị trên mặt bằng xưởng. 35
2.1.1. Bố trí thiết bị35
2.1.2. Lựa chọn thiết bị38
2.2. Lựa chọn công nghệ cán. 43
2.3. Kết luận. 45
CHƯƠNG 3 TÍNH TOÁN THÔNG SỐ CÔNG NGHỆ SẢN PHẨM ĐIỂN HÌNH.. 46
3.1. Chọn kích thước phôi ban đầu. 46
3.2. Tính toán lượng ép. 47
3.3. Tính toán lượng giãn rộng. 51
3.4. Tính tốc độ cán và thời gian cán. 52
3.5. Tính áp lực riêng trung bình của kim loại tác dụng lên trục làm việc. 54
3.6. Áp lực toàn phần. 62
3.7. Xác định mô men cán và công suất (tải) của các động cơ truyền động. 63
3.8. Vận tốc và thời gian cán khi tính đến lượng vượt trước. 69
3.9. Tình chu kỳ cán và năng suất cán. 72
3.10. Kết luận. 74
CHƯƠNG 4 NGHIỆM BỀN CHI TIẾT CHÍNH GIÁ CÁN.. 75
4.1. Nghiệm bền trục cán. 75
4.1.1. Vật liệu làm trục cán.75
4.1.2. Xác định kích thước trục cán.75
4.1.3. Nghiệm bền trục cán.76
4.2. Nghiệm bền khung giá cán kiểu kín.79
4.3. Tính momen lật nhào và bulông nền của giá cán. 84
4.3.1. Tính mômen lật84
4.3.2. Tính bulông nền. 85
4.4. Kết luận. 86
CHƯƠNG 5 TÍNH TOÁN CÁC CHỈ TIÊU KINH TẾ, QUẢN LÝ TỔ CHỨC SẢN XUẤT VÀ AN TOÀN LAO ĐỘNG.. 87
5.1. Cơ cấu tổ chức. 87
5.2. Các chỉ tiêu kinh tế-kỹ thật trong sản xuất thép băng. 89
5.2.1. Lượng tiêu hao thép. 89
5.2.2. Tiêu hao điện năng. 89
5.2.3. Tiêu hao nước. 89
5.2.4. Tiêu hao trục cán. 89
5.2.5. Thời gian hoàn vốn. 90
5.3. An toàn lao động. 90
5.4. Bảo vệ môi trường. 92
5.5. Kết luận. 94
KẾT LUẬN.. 95
TÀI LIỆU THAM KHẢO.. 96
LỜI NÓI ĐẦU
Hiện nay, 50%-70% sản phẩm thép tấm được cán ở các nhà máy cán thép băng. Trong đó nổi trội nhất là công nghệ đúc-cán nóng thép băng bản rộng liên tục.
Cùng với công nghệ đúc thép liên tục, tận dụng nguồn nhiệt khi còn trong quá trình đúc, tiêu hao kim loại không đáng kể, chi phí công nghệ thấp. Cho ra năng suất cao và giá thành thấp hơn nhiều so với các loại máy các thép băng khác.
Tuy nhiên, để tạo ra được sản phẩm thép băng bản rộng từ công nghệ đúc và cán liên tục đòi hỏi kiến thức vững về chuyên nghành Công nghệ vật liệu & Cán kim loại. Khả năng tính toán bố trí thiết bị, sơ đồ nhà xưởng, quy trình cán là vấn đề quan trọng cần giải quyết.
Hiện tại tôi đang làm đồ án với đề tài: Thiết kế xưởng đúc-cán nóng thép băng rộng bản liên tục năng suất 3,6 triệu tấn/năm,
CHƯƠNG 1 TỔNG QUAN CÔNG NGHỆ VÀ THIẾT BỊ ĐÚC-CÁN NÓNG THÉP BĂNG LIÊN TỤC
1.1. Sản phẩm thép băng bản rộng và nhu cầu thị trường hiện nay
Thép tấm và thép băng kết cấu được sử dụng trong các nghành công nghiệp đóng tàu, ô tô, trong công nghiệp hóa chất và chế tạo máy nói chung.
Thép tấm và thép băng từ các mác thép đặc biệt có tình chất như bền nhiệt, chịu axit, chịu nhiệt... Về nguyên tắc, đó là các mác thép hợp kim trung bình và hợp kim cao.
Theo phương pháp cán, thép tấm và thép băng được chia làm hai loại: thép cán nóng và thép cán nguội. Cả hai loại có thể được xuất xưởng dưới dạng tấm hoặc cuộn.
Theo độ dày, thép tấm và thép băng được chia làm hai nhóm: thép dày (h>4mm) và thép mỏng (h<4mm).
Thép dày có thể sản xuất dưới dạng tấm hoặc cuộn, có độ dày từ 4mm đến 160mm. Thép tấm dày hơn 60mm gọi là thép phiến. Thép tấm dày thường có chiều rộng (600÷5000)mm, chiều dài (2÷5)m.
Thép tấm dày có cạnh biên được gia công bằng phương pháp cán được gọi là thép vạn năng. Loại thép này được cán ở các giá cán trục đứng. Thép vạn năng thường có kích thước h×b×l = (4÷50)mm×(160÷1050)mm×(5000÷8000)mm, hoặc được xuất xưởng dưới dạng cuộn.
Thép tấm dày phải có bề mặt sạch, phẳng. Trên bề mặt thép không cho phép có vảy, gỉ, các loại vết rỗ, vết xước, vết nứt, sẹo lõm,... có độ sâu lớn hơn một nửa dung sai âm của chiều dày. Các khuyết tật bề mặt có thể được tẩy sạch bằng phương pháp cơ học. Tuy nhiên, độ sâu của vết tẩy không được vượt quá giới hạn cho phép đối với mỗi loại chiều dài tấm. Trong thép tấm không cho phép có sự phân lớp. Độ cong vênh của tấm không quá 10mm/1m dài và rộng.
Thép tấm dày cán nóng từ các mác thép cacbon chất lượng dùng trong công nghiệp chế tạo ô tô, máy kéo thông thường có độ dày (4÷14)mm, được xuất xưởng sau khi nhiệt luyện và tẩy gỉ bề mặt bằng phương pháp hóa học (tẩy gỉ trong dung dịch axit). Loại thép này có thể dùng để dập và uốn nguội các chi tiết trong công nghiệp chế tạo ô tô. Theo độ dập được, người ta phân biệt thép tấm dùng cho dập sâu và dập bình thường.
Thép tấm dày trong chế tạo toa tầu, xây dựng cầu và các công trình công nghiệp, dân dụng, được sản xuất từ các mác thép cacbon, dày hơn (4÷6)mm. Thép loại này thường được dùng để chế tạo các kết cấu đinh tán, kết cấu hàn. Giới hạn bền và độ giãn dài tương đối không thấp hơn 28kG/ và 22%. Độ dai va đập, tổ chức và thành phần hóa học cũng phải đảm bảo theo tiêu chuẩn quy định.
Thép tấm dày dùng để chế tạo nồi hơi và bình chịu áp lực cao được sản xuất từ các mác thép cacbon, có độ dày (4÷60)mm, và thép hợp kim thấp, có độ dày (4÷160)mm. Loại thép này cần đảm bảo yêu cầu chặt chẽ về cơ tính cũng như thành phần hóa học. Thép phải có tổ chức hạt mịn và đồng nhất, không có các vết nứt, vết rỗ khí, phân lớp và các tạp chất phi kim loại. Yêu cầu về chất lượng bề mặt với loại thép này cao hơn. Độ co vênh, uốn sóng không quá 8mm/1m dài và rộng.
Để chế tạo kết cấu hàn của thân tàu biển, xà lan, thuyền, người ta dùng thép tấm có độ dày từ (4÷60)mm từ các mác thép cacbon và thép hợp kim thấp. Thép được xuất xưởng sau khi kiểm tra cơ tính bằng thử kéo và uốn ở trạng thái nguội. Độ cong vênh, uốn sóng không quá 5mm/1m dài và rộng.
Trong nhiều lĩnh vực của nền kinh tế, các loại thép tấm dày từ các mác thép hợp kim kết cấu chất lượng cao, thép hợp kim cao chống ăn mòn và chịu nhiệt, cũng như các loại thép tấm dày nhiều lớp (bimetal) chống ăn mòn, được sử dụng rộng rãi.
Thép tấm dày từ các mác thép hợp kim cần đáp ứng các yêu cầu chặt chẽ về cơ tính, tổ chức cũng như chất lượng bề mặt.
Thép tấm dài hai lớp chống ăn mòn có lớp nền là thép cacbon hoặc thép hợp kim thấp và lớp phủ là thép không gỉ, titan, niken hoặc một số kim loại và hợp kim khác.
Thép tấm (lá) mỏng có thể cán nóng hoặc cán nguội, kích thước b×h=(÷4)mm×(÷2300)mm, xuất xưởng dưới dạng thép lá dài (1,2÷5,0)m hoặc dưới dạng cuộn.
Thép lá mỏng từ các mác thép kết cấu cacbon thấp chất lượng, có tính dập tốt và được sử dụng rộng rãi trong công nghiệp chế tạo ô tô. Thép lá cacbon chất lượng được cán từ các mác thép sôi có hàm lượng cacbon (0,05,0,08,0,11,0,15,0,2)% các mác thép lắng có hàm lượng cacbon (0,1,0,15,0,2,0,25,0,35,0,4,0,45,0,5)% và thép nữa lắng 0,08% cacbon. Thép lá mỏng được chế tạo và xuất xưởng theo yêu cầu về cơ tính và tổ chức vi mô hoặc theo độ dập được. Theo mức độ dập được, thép lá mỏng chia ra 3 loại: thép dập bình thường, thép dập sâu và thép dập sâu cao.
Thép lá mỏng từ các mác thép kết cấu hợp kim có độ dày (0,5÷0,4)mm. Độ cong vênh cho phép trên 1 m dài và rộng.
Thép lá mỏng từ các mác thép kết cấu hợp kim chất lượng cao và thép lá mỏng chống gỉ, bền nhiệt, có độ dày (0,8÷0,4)mm, thường được dùng tron công nghiệp hóa dầu, chế tạo thiết bị và dụng cụ gia dụng. Thép loại này cần đáp ứng yêu cầu cao về cơ tính, chất lượng bề mặt, độ chính xác và kết cấu tế vi.
Thép lá mỏng kĩ thuật điện, cán nóng hoặc cán nguội, xuất xưởng với kích thước phổ biến h×b×l=(0,1÷1,0)mm(240÷1000)mm×(÷2000)mm. Loại thép này dùng trong chế tạo động cơ, máy biến áp và các thiết bị điện khác.
Thép lá mỏng đã qua tẩy gỉ axit, cán từ các mác thép mềm lò máctanh hay lò thổi, dày (0,25÷2)mm, được dùng rộng rãi để chế tạo thùng, nồi chứa,...
Với các sản phẩm thép tấm và thép băng đa chủng loại, đáp ứng nhu cầu sử dụng bức thiết của thị trường đối với nước ta , các ngành cơ khí chế tạo đang ngày một phát triển, kéo theo việc sử dụng các sản phẩm thép ngày một tăng cao.
Đứng trước nhu cầu đó, để nghiên cứu và xây dựng nhà máy thép cán tấm băng là sự cần thiết và ưu tiên hàng đầu. Từ đó nhận thấy đề tài: “Thiết kế xưởng đúc-cán nóng thép rộng bản liên tục năng suất 3,6 triệu tấn/năm;Tính công nghệ cán tấm mỏng 3.0 1250 từ phôi ” rất phù hợp với nhu cầu thực tiễn.
1.2. Công nghệ đúc liên tục phôi slab
Thép tấm và thép băng được cán từ phôi slab
Kích thước phổ biến của slab dùng cho các máy cán tấm và cán băng hiện đại là , khối lượng lên đến 40 tấn.
Theo phương pháp sản xuất, slab chia ra làm 2 loại: slab đúc và slab cán.
Sản xuất slab từ thỏi bằng phương pháp cán có nhiều điểm hạn chế: hệ số tiêu hao kim loại lớn; qui trình công nghệ phức tạp, tốn thời gian và năng lượng; slab có sự không đồng đều về cơ tính do sự không đồng nhất về thành phần hóa học và tổ chức thỏi gây ra.
Sản xuất slab bằng phương pháp đúc liên tục khắc phục được hầu hết những nhược điểm kể trên. Do có sự đồng nhất về thành phần hóa học và tổ chức nên chất lượng của slab đúc cao hơn của slab cán. Ngoài ra, phương pháp đúc liên tục còn cho phép giảm một cách đáng kể hệ số tiêu hao kim loại, năng lượng và thời gian cho qui trình công nghệ. Chính vì vậy giá thành phẩm của slab đúc thấp hơn nhiều so với slab cán.
Do có những ưu điểm kinh tế - kỹ thuật nêu trên, hiện nay phương pháp đúc liên tục slab được áp dụng một cách rộng rãi và trở thành phương pháp sản xuất phôi chủ yếu cho các nhà máy cán tấm và thép băng.
Tóm tắt quá trình đúc liên tục:
Hình 1.1 Sơ đồ công nghệ, hệ thống đúc phôi liên tục
Đúc liên tục là khâu trung gian nối giữa khâu luyện thép và khâu cán thép. Việc đúc liên tục không những ảnh hưởng đến nhiệm vụ của việc luyện thép, mà còn ảnh hưởng đến chất lượng sản phẩm cán và hiệu suất thu hồi sản phẩm cán.
- Giải thích quy trình công nghệ:
Thép và thép phế sau khi nấu luyện ở lò luyện, cẩu đến bệ thùng thép ở máy đúc liên tục, qua bệ xoay này thùng chứa thép lỏng được đưa đến vị trí rót để đúc, miệng rót tấm trượt của thùng thép được mở để thép lỏng chảy vào thùng trung gian.
Khi thùng trung gian đưa thép lỏng đạt đến độ cao nhất định, bắt đầu rót nước thép qua miệng rót chảy vào khuôn kết tinh. Khi mặt thép lỏng trong khuôn kết tinh dâng lên đến mặt kết tinh khoảng 100 mm, vỏ đông đặc đủ dày, thì khởi động máy kéo nắn. Lúc đó cơ cấu rung hộp kết tinh, van nước làm nguội và quạt gió thổi hơi nước khởi động. Căn cứ vào sự khác nhau về loại thép, tiết diện đúc và tốc độ kéo, máy tính tự động điểu chỉnh lượng nước làm nguội.
Sau thanh dẫn lùi ra máy kéo nắn để phôi rời khỏi thanh dẫn phôi, cơ cấu truyền động để thanh dẫn phôi đi vào giá cất giữ. Đầu phôi qua đường con lăn đi vào máy cắt ngọn lửa cắt phân đoạn, sau đó phôi đúc được gạt sang bàn con lăn tiếp theo để chuyển tới khu cán.
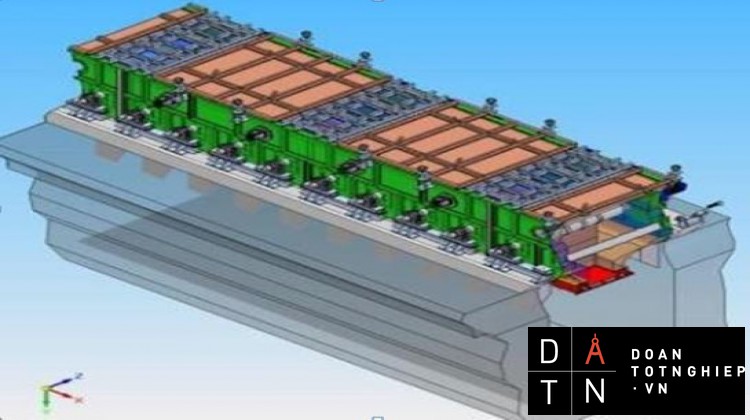
Hình 1.2 Mô hình mô phỏng hộ thống đúc phôi liên tục
Trong đó:
1. Lò nấu thép
2. Thùng trung gian
3. Khuôn kết tinh
4. Giá cán thô
5. Lò nung cảm ứng
6. Máy đánh gỉ
7. Giá cán tinh
8. Giàn làm nguội
9. Máy cuộn
Hình 1.3 Dây chuyền đúc liên tục điển hình
Kết cấu của 1 máy đúc liên tục gồm có:
|
|
+ Thùng trung gian:
Thùng trung gian nằm giữa thùng nước thép và bộ kết tinh dùng để chứa nước thép chảy xuống từ thùng đựng nước thép. Thiết bị nhằm mục đích duy trì tính liên lục của quá trình đúc liên tục và khiến cho các tạp chất phi kim nổi lên trên bề mặt nước thép trong thời gian nước thép lưu lại tại thùng nhằm bảo đảm độ sạch của nước thép, qua đó đảm bảo chất lượng phôi đúc.
+ Khuôn kết tinh:
Bộ kết tinh là kiểu làm mát gián tiếp và định hình kết tinh trực tiếp, làm mát gián tiếp thông qua tấm đồng truyền nhiệt ra ngoài, tránh vật đúc bị biến dạng, tạo cho vật đúc có bề mặt có chất lượng tốt.
+ Thiết bị rung hộp kết tinh:
Sử dụng rung hộp kết tinh, có thể điều chỉnh các thông số như: tần số rung, biên độ rung, đồng thời cải thiện điều kiện bôi trơn hộp kết tinh, đạt đến mục đích cải thiện chất lượng bề mặt phôi đúc.
- Các máy đúc-cán liên tục.
Trong vài năm gần đây, cùng với sự phát triển của công nghệ đúc liên tục, một thế hệ máy cán nóng thép băng rộng bản mới đã được nghiên cứu và chế tạo. Kiểu máy này chỉ có một nhóm giá cán gồm 4-6 giá cán, bố trí sau hệ thống đúc liên tục, có thể đúc phôi dưới dạng băng dày (30÷50)mm, rộng đến 1560mm với tốc độ đến 5.5 m/phút.
Hình 1.4 Sơ đồ bố trí thiết bị của máy đúc cán liên tục do hãng Schloemann-Siemag (CHLB Đức) chế tạo
Trong đó:
1,2. Các bộ phận của khuôn đúc liện tục
3. Hệ thống con lăn kéo phôi và dẫn hướng
4. Thanh chắn đáy khuôn khi bắt đầu quá trình đúc
5. Lò nung liên tục
6. Nhóm giá cán liên tục
7. Giá cán kvarto
8. Máy cuộn
9. Bàn chứa thép tấm dày sau khi cắt
Trên hình 1.4 trình bày sơ đồ phân bố thiết bị điển hình của kiểu máy đúc cán liên tục do hãng Schloeemann-Siemag (SMS), CHLB Đức chế tạo. Máy có nhóm liên tục gồm 4 giá cán, một lò nung liên tục kiểu ống (tunel), bố trí giữa nhóm giá cán và hệ thống đúc, có nhiệm vụ bổ sung và đồng đều hóa nhiệt độ của phôi trước khi cán. Thép băng sau khi cán được làm nguội nhanh đến nhiệt độ cần thiết bằng hệ thống giàn phun nước và, tùy theo chiều dày có thể được uốn thành cuộn hoặc cắt thành tấm.
Do công suất của nhóm giá cán lớn hơn công suất của máy đúc phôi nên để tăng năng suất của máy, người ta có thể bố trí hai giàn đúc liện tục đi với một nhóm giá cán như trình bày trên hình 1.5 Với sơ đồ phân bố thiết bị như vậy, năng suất của máy cán có thể nâng lên đến 2 triệu tấn năm.
Hình 1.5 Sơ đồ phân bố thiết bị của các máy cán liên tục do hãng SMS (CHLB Đức) xây dựng (tại Mỹ, Trung Quốc, Mông Cổ, Malaysia)
1.3. Thiết bị và công nghệ cán nóng thép băng liên tục
1.3.1. Sơ đồ bố trí thiết bị tổng quát và công nghệ cán nóng thép băng liên tục
a) Sơ đồ tổng quát bố trí trong các xưởng cán nóng thép băng liên tục
Các máy cán thép băng rộng bản liên tục có thể cán nóng thép băng từ mác thép cacbon và thép hợp kim dày từ 0,8mm÷16mm, rộng đến 2350mm (chiều rộng lớn nhất của thép cán thường nhỏ hơn chiều dài thân trục cán 100mm÷150mm).
Các máy cán thép băng rộng bản liên tục có cấu tạo gồm hai nhóm giá cán: nhóm giá cán thô và nhóm giá cán tinh bố trí nối tiếp nhau. Trong nhóm giá cán tinh, băng thép được cán cùng một lúc trong tất cả các giá cán. Khoảng cách giữa các giá cán tinh thường từ 5,5m đến 6m.
Các máy cán nóng thép băng rộng bản liên tục thường có 4÷6 giá cán thô, 6÷7 giá cán tinh và 2÷3 giá đánh gỉ (1÷2 giá thô và 1 giá tinh). Trên hình 1.6 trình bày một số sơ đồ kết cấu phổ biến của máy cán nóng thép băng rộng bản liên tục hiện đang được sử dụng ở một số nước (Nga, Anh, Mỹ, Nhật Bản, Đức).
Hình 1.6 Sơ đồ bố trí giá cán của máy cán thép băng rộng bản liên tục
- Lò nung phôi
- Đường băng lăn nhận thép
- Giá đánh gỉ thô trục đứng
- Giá đánh gỉ thô trục ngang
- Giá cán thô kvarto
- Các giá cán thô kvarto vạn năng
- Đường băng lăn trung gian
- Máy cắt lia (dùng cắt đầu và đuôi băng thép)
- Giá đánh gỉ tinh duo
- Các giá cán tinh kvarto
- Đường băng lăn dẫn thép sau khi cán với giàn phun nước làm nguội nhanh
- Thiết bị cuộn thép.
- Các kiểu sơ đồ bố trí giá cán được thể hiện trên hình 1.7 Dựa vào sơ đồ này ta có thể thấy rằng:
Với cách bố trí như sơ đồ A, có giá cán đầu tiên là giá đảo chiều, nằm ở vị trí trung gian giữa các máy cán nóng thép băng rộng bản liên tục và bán liên tục.
Đặc điểm của máy cán bố trí theo sơ đồ B là sau giá cán đánh gỉ thô có giá cán giãn rộng để cán tạo bề ngang tấm thép. Tuy nhiên, việc bố trí công đoạn cán phá bề ngang trong dây chuyền cán liên tục gây bất tiện cho quy trình công nghệ và hạn chế đáng kể năng suất máy.
Ở máy cán bố trí theo sơ đồ D, giá cán thô đầu tiên có đường kính trục lớn hơn đường kính trục làm việc của các giá cán thô vạn năng đứng tiếp theo , nên khả năng ép thép của nhóm cán thô tăng lên.
Theo sơ đồ E, hai giá cán thô cuối cùng kết hợp với nhau thành một nhóm liện tục riêng biệt. Cách bố trí này cho phép giảm đáng kể chiều dài nhóm cán thô, tiết kiệm đầu tư, giảm mất nhiên liệu của thép cán và cho phép cán phôi có chiều dài lớn hơn.
Hình 1.7 Sơ đồ bố trí các giá cán ở các máy cán nóng thép băng rộng bản liên tục:
Trong đó:
- Lò nung
- Đường băng lăn nhận thép
- Giá đánh gỉ thô trục đứng
- Giá đánh gỉ thô trục ngang
- Giá cán thô kvarto
- Giá cán thô đảo chiều
- Giá cán dãn rộng
- Giá cán thô kavrto
- Nhóm giá cán liên tục gồm 2 giá vạn năng
- Đường băng lăn trung gian
- Máy cắt lia dùng cắt đầu, đuôi băng kim loại
- Giá đánh gỉ tinh duo
- Nhóm giá cán tinh
- Đường băng lăn dẫn thép đến máy cuộn được trang bị giàn phun làm nguội nhanh
- Thiết bị cuộn thép
- Đường băng tải xích đưa thép cuộn khỏi máy cuộn
- Giá cán thô duo
- Giá cán thô vạn năng duo
- Giá cán duo cán lặp
b) Quy trình công nghệ cán nóng thép băng liên tục
Thép cacbon và thép hợp kim thấp được đưa vào lò nấu luyện thép. Sau đó qua thiết bị đúc phôi slab tấm. Phôi tấm đưa vào lò nung phôi, sau khi gia nhiệt và đồng đều nhiệt, nhiệt độ phôi slab khoảng từ 1150 °C đến 1180 °C đảm bảo nhiệt độ yêu cầu của mác thép, đồng thời đồng đều hóa nhiệt độ giữa trong và ngoài. Phôi tấm sau khi ra khỏi lò nung sẽ được đánh gỉ, loại bỏ phần vẩy bám mặt trên và dướicủa tấm thép.
Hình 1.8. Sơ đồ quy trình công nghệ trong nhà máy đúc-cán liên tục
Tùy vào quy trình công nghệ của từng nhà máy và chủng loại sản phẩm mà có cách lựa chọn máy cán, cách bố trí nhóm giá cán thô, giá cán tinh hợp lí.
Sau cán là quá trình làm nguội băng thép vừa làm giảm nhiệt độ vừa giúp thay đổi cấu trúc hạt nhằm cải thiện độ bền và cơ tính mong muốn. Cuối cùng là cuộn thành phẩm, cân khối lượng và đóng đai lưu kho
1.3.2. Thiết bị và công nghệ ở máy cán nóng thép băng 2000
Trên hình 1.9 trình bày sơ đồ bố trí thiết bị của máy cán thép băng rộng bản liên tục 2000. Phôi cho máy là phôi phiến đúc liên tục.
- Quy trình công nghệ:
Bộ phận nung phôi gồm 4 liên tục, năng suất mỗi lò tới 250 T/h. Nhóm cán thô gồm 2 giá đánh gỉ, một giá trục đứng và một giá trục ngang, 4 giá vạn năng có trục đứng đường kính 900mm, truyền động cơ riêng rẽ qua hộp giảm tốc. Giá đánh gỉ thô trục ngang có công suất truyền động 5000 kW, có thể giữ vai trò như một giá cán thô chính. Nhóm cán tinh gồm 7 giá kvarto và một giá đánh gỉ tinh, truyền động riêng rẽ trực tiếp.
Hình 1.9 Sơ đồ phân bố thiết bị của máy cán nóng thép băng bản rộng bản liên tục 2000
I-bộ phận lò nung
II-gian máy cán
III-gian động cơ truyền động
IV,V-các gian tinh chỉnh
VI-bãi chứa thép thành phẩm;
1-đường băng lăn sau máy đúc phôi liên tục
2-bàn chất phôi
3-xe vận chuyển
4-máy đẩy
5-bàn nâng
6-bàn chất phôi
7-máy đẩy
8-mương băng chất phôi
9-bàn chặn
10-lò nung
11-máy nhận phôi
12-đường băng nhận phôi
13-máy đính gỉ thô trục đứng
14-máy đánh gỉ thô trục ngang
15-các giá cán thô kvarto
20-đường băng lăn dẫn thép đến máy cuộn
21-máy cuộn thép
22-bàn nâng-đảo thép
23-băng chuyển thép nóng dưới dạng cuộn
24-băng chuyển thép đến xướng cán nguội
25-xe vận chuyển
26-cầu trục
Sau khi cán thô, chiều dày băng thép khoảng 25mm÷45mm. Vận tốc cán ở giá cán tinh cuối 20m/s. Ở vận tốc này, máy cuộn không thể dễ dàng bắt được đầu băng thép, do đó vận tốc ban đầu của máy cán, đường băng lăn và máy cuộn phải giữ ở mức 10m/s÷12m/s. Sau khi máy cuộn kẹp chặt được đầu băng thép, vận tốc của máy cán, đường băng lăn, máy cuộn tăng đồng bộ dần đến tốc độ cán cực đại.
Máy cán “2000” có mức độ tự động hóa cao. Tất cả các khâu từ nung phôi, kiểm tra và điều khiển kích thước băng kim loại trong quá trình cán, đến điều khiển quá trình bôi trơn, làm nguội, tinh chỉnh, đóng gói... đều được tự động hóa.
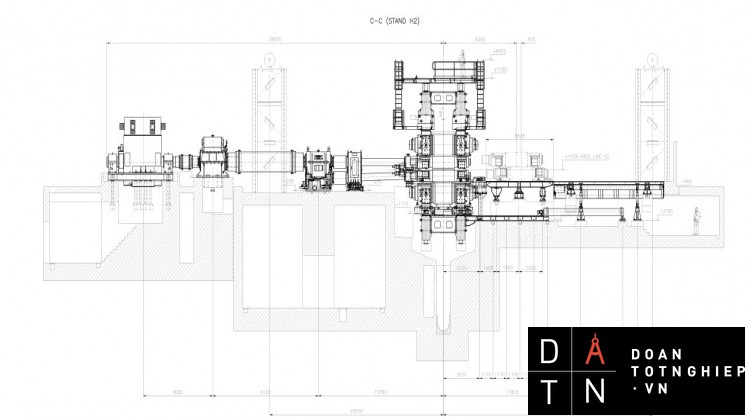
1.3.3. Thiết bị và công nghệ cán ở máy cán nóng thép băng Hòa Phát
Trên hình 1.10 trình bày sơ đồ bố trí thiết bị của nhà máy cán thép băng bản rộng liên tục Hòa Phát, đặt ở tỉnh Quảng Ngãi ở nước ta. Sẽ đi vào hoạt động vào năm 2020.
- Quy trình công nghệ:
Nhìn vào sơ đồ ta có thể thấy, theo tiến trình đúc-cán từ trái qua phải. Máy đúc được bố trí làm hai làn nhằm tận dụng hiệu suất làm việc của máy cán (bởi công suất của nhóm giá cán lớn hơn công suất của máy đúc phôi).
Để di chuyển phôi slab từ làn đúc thứ hai qua làn đúc chính người ta có bố trí hệ thống cấp phôi .
Sau máy đúc sẽ bố trí máy cắt phân đoạn cho phôi.
Phôi slab được di chuyển đến khu vực cán thô. Do bị nguội vì thời gian di chuyển cũng như cần đồng đều hóa nhiệt độ giữa trong và ngoài (do quá trình đúc bên trong phôi còn nóng hơn bên ngoài) trước khi cán cho phù hợp với từng loại mác thép, do đó cần bố trí lò nung tunnel (dùng khí gas LPG, không dùng khí CO, sẽ được trình bày trong phần thiết bị của tài liệu này).
Trước máy đánh gỉ và lòng nung có bố trí máy cắt gas Oxi đề phòng sự cố khẩn cấp xảy ra.
Tiếp theo phôi sẽ được đưa qua máy đánh gỉ bằng nước, được đồng thời phun từ phía trên và phía dưới với nhiều vòi phun áp lực cao. Mục đính là loại bỏ lớp gỉ hình thành phía trên và phía dưới của phôi. Cần lưu ý rằng ở máy đánh gỉ này có gắn con lăn kẹp có tác dụng chặn nước từ máy đánh gỉ đi vào sàn con lăn khu vực hướng lò nung.
Ở nhóm cán thô có hai giá cán. Tạm gọi là H1 và H2 (luần lượt theo chiều cán). Giữa giá cán H1 và H2 có bố trí cơ cấu tạo trùng(bàn tạo trùng) vừa có tác dụng điều chỉnh lượng vượt trước cũng như dẫn hướng băng thép ăn khớp khi đi vào H2.
Sau cụm giá cán thô, là máy cắt loại tang quay, dùng để cắt đầu, cắt đuôi, ngoài ra còn dùng để cắt phế (khi xảy ra sự cố).
Tiếp đó là máy đánh gỉ có làm nguội cường độ lớn (vị trí giữa máy cắt phế và giá cán tinh F1). Loại bỏ lớp gỉ hình thành trên mặt trên và mặt dưới của phôi. Máy đánh gỉ này có tích hợp kèm theo làm nguội cường độ cao. (cần lưu ý sự biến đổi tổ chức hạt của mác thép ở giai đoạn này)
Tiếp theo là băng thép sẽ đi qua bốn giá cán tinh. F1,F2,F3,F4. Tại giữa các giá cán tinh có bố trí bộ dẫn hướng vừa tạo sức căng cho băng thép(bàn tạo trùng).
Tại lối ra của giá cán F4 là hệ thống làm nguội
Tiếp theo là máy cắt (chia cuộn) và máy cuộn (thép băng thành phẩm).
|
Hình 1.10 Sơ đồ bố trí thiết bị máy cán nóng thép băng bản rộng liên tục “2500” của nhà máy thép Hòa Phát, tỉnh Quảng Ngãi.
|
|
1.3.4. Các thiết bị chính trong dây chuyền công nghệ cán nóng thép băng của Danieli
a) Lò nung tunnel
Vị trí: giữa máy đúc liên tục và máy đánh gỉ trước giá cán thô
Chức năng: Gia nhiệt, đồng đều hóa nhiệt độ giữa trong và ngoài phôi đúc, đảm bảo nhiệt độ cán cho từng loại phôi trước khi đi vào giá cán thô.
+ Kết cấu lò và vỏ lò:
Lò nung phôi được chế tạo bằng kết cấu thép theo kiểu mô đun (để giảm thiểu thời gian thi công và lắp đặt tại nhà máy).
Hình 1.11 Lò nung phôi
Vỏ lò được làm từ các tấm thép được gia cố phù hợp với các rãnh và các chi tiết nằm ngang cần thiết khác.
Đáy lò gồm tấm thép được đỡ bởi các dầm bích rộng thích hợp.
Mái lò gồm các dầm bích rộng và tấm thép, và có thể dịch chuyển bởi cầu trục khi bảo trì, phần có thể di chuyển đó được cấu tạo từ các dầm được gia cố riêng biệt và được lắp đặt với các điểm nâng hạ.
+ Hệ thống thoát gỉ
Gỉ được loại bỏ từ các máng phễu của lò, nằm tại phần đáy của lò.
Các cửa trượt được nối với một khung được truyền động bởi hai xi lanh khí nén. Mỗi mô đun trung tâm tiêu chuẩn có 4 phễu thoát gỉ và 2 khung để mở cửa trượt. Trong trường hợp mô đun đặc biệt (lỗ cửa khí thải), cửa trượt được truyền động bởi khung của mô đun gần nhất.
Gỉ sẽ được thải vào thùng chứa được đặt dưới lò.
Hình 1.12 Hệ thống thoát gỉ
Hình 1.13 Vị trí của máng di động và phễu thoát gỉ
+ Ống dẫn khí thải và các ống khói
Chức năng: dẫn khí thải từ lò đến ống khói
Đặc điểm: Kết cấu thép ống dẫn được lót với vật liệu cách nhiệt trọng lượng nhẹ đúc được. Cửa thủ công được dự tính trước để kiểm tra ống dẫn và cho lí do bảo trì.
+ Quạt cấp không khí đốt
Chức năng: cấp không khí cho hệ thống đốt cháy
Mô tả: Một quạt cấp không khí đốt hoạt động và một quạt dự phòng sẽ được lắp cho phần cố định; một quạt cấp không khí đốt hoạt động và một quạt dự phòng sẽ được lắp đặt cho phần trượt. Quạt cấp không khí đốt cho phần cố định được lắp đặt với bệ quạt riêng biệt, trong khi quạt cho phần trượt thì được gắn trên đó. Phần chung được trang bị một quạt cấp không khí đốt hoạt động và một quạt dự phòng tương ứng.
+ Mỏ đốt
Mỗi mỏ đốt đơn được trang bị van tự động cho không khí và khí đốt để phù hợp với logic đánh lửa PHL. Mỗi mỏ đốt được hoàn thiện thành cụm, có thể thay thế như một mục riêng biệt.
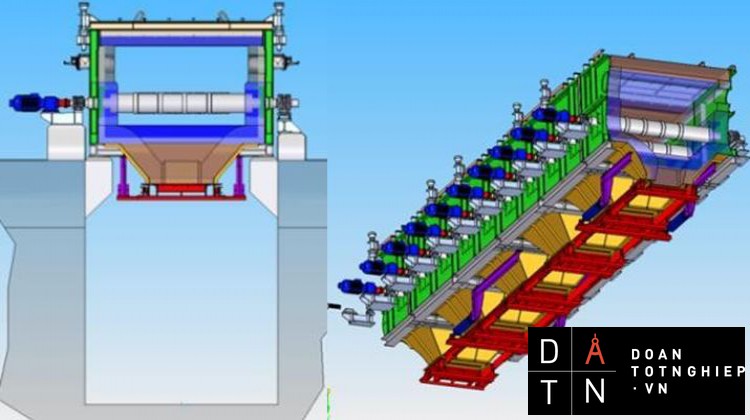
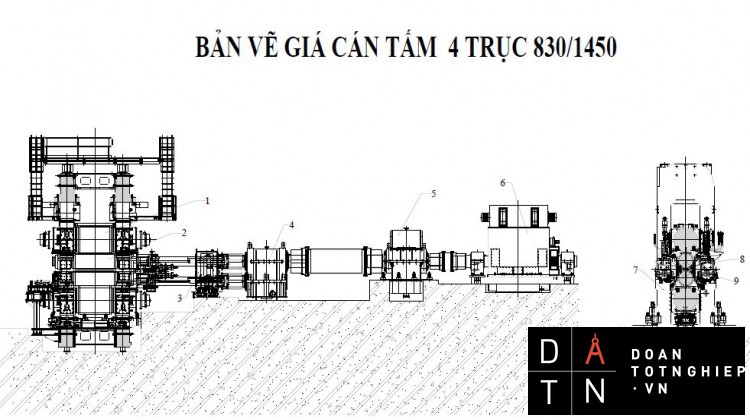
b) Giá cán 4 trục (kvarto)
- Giá cán thô:
Vị trí: sau máy đánh gỉ
Chức năng: thực hiện lượt cán đầu tiên trên phôi để đạt giá trị tính trước bằng hệ thống điều khiển tự động thống nhất với chiều dày phôi đích cuối cùng.
Đặc điểm: lực tách biệt (gồm cả lực cán ăn vào trục cộng với lực uốn chủ động) của giá cán là 42000 kN, độ mở khe cán trục làm việc 115mm
Cấu tạo:
+ Khung giá cán:
Hình 1.14 Khung giá cán
Trên hình 1.14 cho thấy cấu tạo của một khung giá cán, được đúc bằng thép một mảnh, bộ tách phía trên và phía dưới bằng thép chế tạo gia công được nối bằng bu lông vào các trụ đỡ của giá cán chính
Điều khiện vị trí trục tựa: Qua xi lanh thủy lực (bên vận hành và truyền động), được nối vào khung giá cán bằng bu lông, gần ổn định với khe giữa gối đỡ trục tựa và khung giá cán. Được đặt tại bên lối ra phía trên và phía dưới của giá cán.
Số lượng xilanh: 4
Hành trình dọc trục: 20 mm
Áp suất vận hành: 290 bar
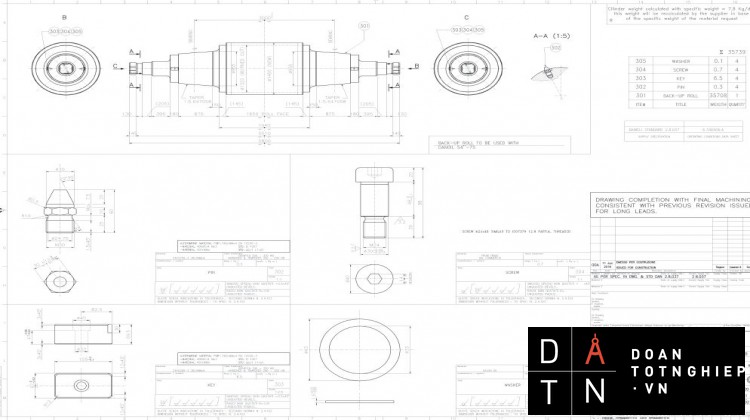
+ Bộ trục làm việc
Vật liệu: thép đúc li tâm hợp kim cứng crom cao
Độ cứng thân làm việc của trục 73÷78 shore C
Hình 1.15 Bộ trục làm việc của giá cán.
Đặc điểm: hai trục làm việc được gia công với biên dạng chữ S, gia công bằng phương pháp mài đảm bảo yêu cầu về chất lượng bề mặt sản phẩm.
Chức năng: trực tiếp cán băng thép, điều chỉnh độ không đồng đều ngang của chiều dày băng kim loại.
Có áp dụng điều khiển biên dạng của khe cán bằng kĩ thuật CVC (continuously Variable Crown) biến đổi liên tục độ lồi của trục theo chiều dọc trục.
Phương trình đường sinh trục cán (ban đầu):
Hình 1.16 Biên dạng ban đầu của trục làm việc ở máy cán được trang bị hệ thống CVC điều chỉnh chiều dày.
+ Gối đỡ
Đặc điểm: Gối đỡ bằng thép đúc được trang bị các tấm lót có thể thay thế. Chốt tựa trong gối đỡ trục làm việc phía dưới đỡ bộ trục làm việc phía trên để thay trục làm việc. Gối đỡ phía dưới được trang bị các tấm trượt để thay trục.
Vật liệu gối đỡ: thép đúc
+ Bộ trục cán tựa
Vật liệu: thép rèn hợp kim xử lý nhiệt
Độ cứng thân làm việc của trục 55÷65 shore C
Đặc điểm: số lượng trục tựa là 2, đường kính tối thiểu 1320mm, đường kính tối đa 1450mm, chiều dài thân làm việc của trục tựa 1650mm.
+ Bộ gối đỡ trục tựa
Gối đỡ bằng thép đúc được trang bị các tấm lót thay thế được. Gối đỡ bên truyền động phía dưới được giữ trong tấm trượt công cụ thay trục.
Vật liêu gối đỡ: thép đúc
Hình 1.17 Gối đỡ trục
+ Bộ điều khiển khe cán tự động bằng thủy lực
Mỗi giá cán sẽ được trang bị hai xi lanh lực thủy lực được nối bằng bu lông với phần trên của cửa sổ giá cán để điều khiển khe cán tự động bằng thủy lực và để áp dụng lực được kiểm soát để đạt được độ giảm cán yêu cầu. Xi lanh lực thủy lực được trang bị bộ cảm biến vị trí. Xi lanh bằng thép rèn hợp kim. Piston bằng thép rèn.
+ Thiết bị chống uốn trục
Vị trí: được lắp đặt trên cả 2 cổ trục làm việc của giá cán
Chức năng: uốn chủ động trục làm việc giá cán. Cân bằng trục làm việc giữa trên và dưới.
Mô tả: một nhóm các xi lanh thủy lực được lắp đặt trong một khối chuyên dụng trên giá đỡ. Bằng cách điều chỉnh lực có thể thay đổi độ lệch của trục làm việc trong quá trình cán. Hệ thống này rất hữu ích để điều khiển độ lồi và độ phẳng của băng thép.
Đặc điểm: sửa đổi độ uốn trục làm việc một cách nhanh chóng và chủ động, có thể điều khiển với tốc độ cao
+ Hệ thống làm nguội trục cán
Hình 1.18 Hệ thống làm nguội giá cán
Vị trí: được bố trí như trên hình 1.18
Chức năng: làm mát cho trục làm việc
Đặc điểm: Làm nguội trực tiếp trục làm việc từ hệ thống nước trực tiếp chính. Bốn ống phun làm nguội (hai trên và hai dưới) trên phía lối vào và bốn ống bổ sung trên phía lối ra của máy cán. Một ống làm nguội trên và một ống làm nguội dưới cho trục làm việc tại lối ra máy cán là loại có khoanh vùng RTC ( Độ cong võng của trục cán do tác động nhiệt) để điều khiển độ cong võng do nhiệt. Mỗi ống phun RTC được chia thành 3 vùng (1 vùng chính trung tâm và hai vùng biên) và hai mạch riêng biệt. Mỗi mạch được điều khiển bởi một van tỉ lệ riêng biệt.
Hình 1.19 Vùng làm mát trục trục làm việc của giá cán.
- Bộ truyền động cho giá cán
+ Động cơ
Vị trí: Phía trên, bên cạnh thiết bị của giá cán
Chức năng: Truyền mô men cần thiết với tốc độ thích hợp từ động cơ đến trục làm việc của giá cán.
Đặc tính: Số lượng động cơ là 1, điện năng động cơ 5000kW, tốc độ cơ bản của động cơ 84.5 rpm, tốc độ tối đa của động cơ 169 rpm
+ Hộp giảm tốc
Kiểu: truyền động giảm tốc 2 cấp
Lắp đặt: giữa động cơ và hộp truyền lực (hộp chia moment)
Mô tả: cho phép dùng động cơ có số vòng quay tương đối cao để dẫn động trục cán có số vòng quay tương đối nhỏ.
Loại vật liệu: Khung được làm bằng thép S275JR/ S355JR
Hình 1.20 Hộp số giảm tốc hai cấp
+ Hộp chia moment (hộp truyền lực cho giá cán)
Vị trí: giữa hộp giảm tốc và giá cán
Mô tả: Truyền moment với tỉ số truyền 1:1, gồm 1 trục đầu vào và 2 trục đầu ra. Chia moment từ hộp giảm tốc chính tới trục làm việc của giá cán.
Vật liệu: bánh răng trung gian, trục, bánh răng chính được chế tạo bằng phương pháp rèn, vật liệu bánh răng trung gian là thép thấm cacbon (17CrNiMo6-4 or 18CrNiMo7-6 EN 10084). Trục được làm từ thép được tôi và ram
+ Trục truyền ( hay trục nối)
Vị trí: giữa hộp chia moment và trục giá cán
Mô tả: truyền moment xoắn từ hộp truyền lực đến trục cán.
Đặc điểm chính: công suất momen cao, độ cứng xoắn cao, cải thiện chịu biến dạng, công suất tải tĩnh cao, các bộ phận chịu mài mòn cao, hiệu suất và tuổi thọ vòng bi được cải thiện, thiết kế gọn với hệ số an toàn cao, ít bảo trì và chi phí tiết kiệm.
c) Giàn làm nguội bằng phun mưa
Vị trí: Sau giá cán tinh
Chức năng: làm nguội nhanh cho thép trước khi cuộn bằng hệ thống giàn phun (chùm tia hoặc dòng) bố trí dọc đường băng dẫn thép đến máy cuộn.
Có 3 phương pháp làm nguội. a) Phun nước thành chùm tia. b) Phương pháp dòng chảy tự do. c) Phương pháp dòng chảy áp suất thấp.
Hình 1.21 Sơ đồ các hệ thống làm nguội nhanh cho thép băng ở các máy cán nóng thép băng rộng bản.
- Hệ thống giàn làm nguội của Hòa Phát.
Đặc điểm thiết kết: Làm nguội Laminar có giàn làm nguội loại “ống chữ U“. Hệ thống làm nguội được chia làm 3 khu riêng biệt
+ Khu cưỡng bức: 4 bộ với ống phun cho mỗi bộ
+ Khu thông thường: 12 bộ với hai ống phun cho mỗi bộ
+ Khu điều chỉnh: 2 bộ với hai ống phun cho mỗi bộ
Hình 1.22 Sơ đồ cách bố trí hệ thống làm nguội
Các cụm ống phun trên và dưới riêng biệt, được điều khiển độc lập với các van riêng biệt. Lưu lượng cho mỗi ống phun trên và dưới trong khu vực làm nguội laminar được điều khiển độc lập bởi van đóng ngắt điện tử, được truyền động khí nén.
- Ống phun làm nguội
Ống phun phía trên loại chữ U
Ống phun phía trên được làm bằng thép không gỉ để tránh ăn mòn. Bộ phía trên có thể được lật bằng thủy lực để có thể bảo trì và loại bỏ sản phẩm trong trường hợp có khuyết tật, ống phun phía dưới dạng phun, được gắn giữa các con lăn của bàn lăn tại vị trí cố định.
+ Đặc tính: Chiều dài khu làm nguội 41700 mm, số giàn được lắp đặt 18
Khu làm nguội cưỡng bức: Bộ làm mát được lắp đặt là 4, tổng số ống phun phía trên 16, tổng số ống phun phía dưới 24, lưu lượng bộ phía trên 300 m³/h, áp suất nước bộ phía trên ≤ 1 bar, áp suất nước bộ phía dưới ≤ 1 bar, lưu lượng bộ phía dưới 380 300 m³/h.
Khu làm nguội thông thường: Bộ làm mát được lắp đặt là 12 + 2, tổng số ống phun phía trên 28, tổng số ống phun phía dưới 84, lưu lượng bộ phía trên 150 m³/h, áp suất nước bộ phía trên ≤ 1 bar, áp suất nước bộ phía dưới ≤ 1 bar, lưu lượng bộ phía dưới 190 m³/h.
Phun bên: Lưu lượng phun bên (mỗi bộ) 14 m³/h, Áp suất phun bên tại vòi phun 13 bar.
d) Máy cuộn
Vị trí: sau con lăn kẹp
Chức năng: cuộn băng thép
Thành phần: thân máy cuộn, lõi có xilanh quay, bộ giảm tốc cho lõi, bộ giảm tốc bánh răng, bộ truyền động, đường ống trên máy
Đặc tính: độ dày băng thép tối thiểu là 1.5mm, độ dày băng thép tối đa 12mm, khối lượng cuộn tối đa 25T, đường kính trong của cuộn 762 mm, đường kính ngoài tối đa của cuộn 2,000 mm, chiều rộng cuộn tối đa 1,500 mm.
1.4. Kết luận
Từ sự phân tích so sánh về công nghệ, thiết bị và sự bố trí thiết bị trên mặt bằng xưởng ta có thể đưa ra một số kết luận như sau:
1. Trong các xưởng cá tấm hiện nay thì dây chuyền công nghệ đúc cán liên tục được xem là một trong những công nghệ cán hiện đại và được áp dụng phổ biến hiện nay bởi vì những ưu điểm sau:
- Chủ động trong việc sản xuất phôi cho quá trình cán, không phải phụ thuộc từ các nguồn cấp phôi từ bên ngoài.
- Kiểm soát được quá trình nấu luyện nên sẽ đảm bảo được chất lượng phôi đúc trong một giới hạn nhất định, từ đó chất lượng của sản phẩm cán sẽ cải thiện theo.
- Tận dụng được lượng nhiệt còn trong phôi đúc nên sẽ giảm được thời gian cũng như năng lượng cần thiết để nung so với nung phôi nguội.
2. Các dây chuyền cán hiện nay được đầu tư thiết bị hiện đại, công nghệ và thiết bị được nhập khẩu nên cho tính đồng bộ cao, điển hình là công nghệ và thiết bị của hãng cung cấp Danieli với những ưu điểm có thể kể đến như:
- Giá cán có khả năng điều chỉnh khe cán tự động ngay trong quá trình cán.
• Máy cán hiện đại với kích thước lớn có thể cán được nhiều dòng sản phẩm đa đạng.
• Tại mỗi giá cán có gắn các thiết bị kiểm tra hiện đại giúp người điều hành dễ dàng quan sát để đưa ra phương án vận hành và khắc phục sự cố.
3. Trên cơ sở tổng quan phân tích về xưởng cán băng liên tục hiện nay, đồ án đề xuất phương án thiết kết xưởng cán với năng suất 2.5 triệu tấn/năm được trình bày trong chương 2.
CHƯƠNG 2 PHÂN TÍCH LỰA CHỌN CÔNG NGHỆ VÀ THIẾT BỊ
2.1. Lựa chọn và bố trí thiết bị trên mặt bằng xưởng
2.1.1. Bố trí thiết bị
Căn cứ vào thứ tự các bước và hướng chuyển động của kim loại. Ta bố trí sao cho đường vận chuyển kim loại là ngắn nhất.
Thiết bị chính: máy đúc liên tục được bố trí ở đầu day chuyền, tiếp theo là lò tunnel để đồng đều hóa nhiệt độ cho phôi đúc. Tiếp đến là 2 giá cán thô được bố trí theo hàng kèo theo cơ cấu tạo trùng ở giữa 2 giá cán này. Sau đó là 4 giá cán tinh mà ở giữa mỗi giá cán này đề có cơ cấu tạo trùng. Cụm động cơ, hộp giảm tốc, hộp truyền lực được đặt về một phía . Không gian phía còn lại dùng để bảo dưỡng, vận hành hoặc sửa chữa để luôn bảo đảm quá trình thay thế, lắp đặt diễn ra nhanh nhất. Sau giá cán tinh sẽ bố trí hệ thống làm nguội. Hệ thống kiểm tra, đóng bó đều được dồn về phía cuối nhà xưởng. Khoảng cách giữa các giá cán được bố trí như sau:
+ Nhóm cán thô: 2 giá cán cánh nhau một khoảng là 5,5 m.
+ Nhóm giá cán tinh: khoảng cách giữa 2 giá cán liền kề là 5 m. Có bàn tạo trùng đặt xen kẽ giữa các giá cán.
Đối với thiết bị phụ: Thiết bị phụ trong nhà máy cán chiếm tới 85% trọng lượng thiết bị toàn bộ nhà máy. Do đó, việc lắp đặt các thiết bị phụ theo đúng trình tự để quá trình vận hành được diễn ra thuận lợi cũng giúp tiết kiệm lớn về diện tích, cũng như năng suất vận hành. Một số thiết bị phụ tối thiểu bắt buộc cần có và cần tính toán tối ưu như: Cầu trục, xe nâng, xe đẩy, dụng cụ cơ khí...
- Bố trí tổng thể
Bố trí mặt bằng xưởng là tổ chức sắp xếp, định dạng về mặt không gian giữa: máy móc thiết bị, các khu vực làm việc, các bộ phận phục vụ sản xuất và cung cấp dịch vụ. Cách bố trí mặt bằng xưởng có ảnh hưởng lớn đến chi phí và thời gian sản xuất sản phẩm, bố trí hợp lý sẽ tạo ra năng suất cao. Vì vậy ta cần nghiên cứu, phân tích và lựa chọn phương án bố trí hợp lí ngay từ đầu.
Một số yêu cầu khi bố trí ta cần tuân thủ:
- Đảm bảo đường đi của dây chuyền công nghệ là ngắn nhất; Dễ thực hiện tự động hóa, cơ khí hóa trong quá trình sản xuất;
- Đảo bảo phối hợp hài hòa giữa các khâu nguyên liệu, điện – nước, quá trình sản xuất – xuất sản phẩm...;
- Đảm bảo an toàn cho người lao động, quá trình vận hành và môi trường có ảnh hưởng lớn tới sức khỏe người lao động;
- Đảm bảo khả năng thay đổi, dễ mở rộng nâng cấp nhà máy.
Để tiết kiệm mặt bằng phân xưởng và tạo nhiều không gian sử dụng thì xưởng được thiết kế gồm hai tầng. Ở tầng trên là hệ thống dây chuyền thiết bị cán, kho bãi sản phẩm. Ở tầng dưới (tầng hầm) dành cho các gian phục vụ cho sản xuất: tổ chuẩn bị, tổ cơ khí, tổ điện, kho vật tư...; hoặc đặt các hệ thống thủy lực, động cơ, đường ống dẫn, thép cắt đầu đuôi,...; hoặc là các bãi chứa phế liệu, rác thải...
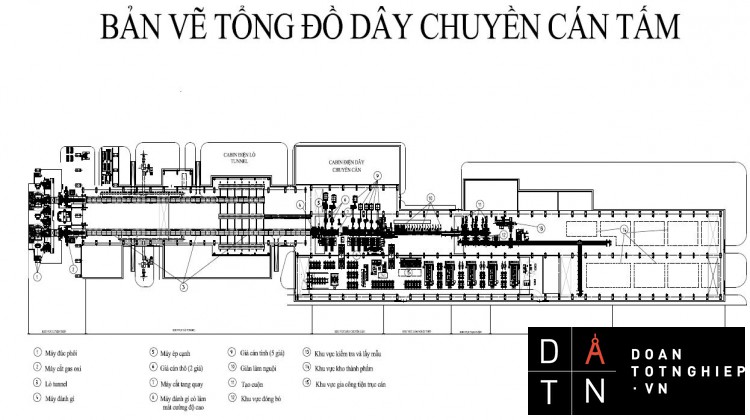
- Sơ đồ mặt bằng xưởng:
Từ các phân tích trên, ta đưa ra sơ đồ bố trí mặt bằng và thiết bị chính như
............
4.1.1. Tính bulông nền
Khi có thì bốn bulông nền sẽ chịu một lực kéo là Q và được tính theo công thức:
Trong đó:
b - khoảng cách tâm hai bulông nền = 3800 (mm);
G - trọng lượng của giá cán. Tính sơ bộ gồm (trọng lượng của thân giá, trọng lượng của trục cán, trọng lượng của gối đỡ và một số chi tiết khác) ta được: G = 300 (T)
Để an toàn ta lấy lực kéo một bu lông nền Qb cao hơn lý thuyết theo công thức:
Đường kính bulông nền xác định theo công thức:
Để đảm bảo an toàn ta chọn đường kính bulông nền cho giá cán tinh: Như vậy với 4 bulông M100 đủ đảm bảo khung giá cán tinh không bị lật nhào khi kim loại ăn vào trục.
4.2. Kết luận
Sau khi nghiệm bền ta kết luận việc lựa chọn đường kính trục cán ban đầu ở các giá cán thô – cán trung – cán tinh là hoàn toàn thỏa mãn điều kiện bền.
Kết quả nghiệm bền cho thấy giá cán đáp ứng điều kiện làm việc.
CHƯƠNG 5 TÍNH TOÁN CÁC CHỈ TIÊU KINH TẾ, QUẢN LÝ TỔ CHỨC SẢN XUẤT VÀ AN TOÀN LAO ĐỘNG
5.1. Cơ cấu tổ chức
Tổ chức sản xuất giữ vị trí quan trọng trong chiến lược phát triển của một nhà máy. Đối với một tổ chức được quản lý được coi là hợp lý khi và chỉ khi: tổ chức gọn nhẹ, linh động đảm bảo doanh nghiệp tồn tại và đi lên trong cơ chế thị trường hiện nay. Với một nhà máy có tổ chức sản xuất tốt sẽ có những lợi ích sau:
- Ổn định và nâng cao chất lượng sản xuất hàng hoá.
- Kiểm soát chặt chẽ về chất lượng các loại vật tư, phụ kiện của các nhà cung cấp.Giảm chi phí sản xuất, giảm được giá thành sản phẩm. Đây là một yếu tố giúp doanh nghiệp có khả năng cạnh tranh với các doanh nghiệp khác.
Việc đầu tư thiết kế phải phù hợp với quy trình công nghệ nhằm đạt được hiệu quả cao nhất về: năng suất, chất lượng và hạ giá thành sản phẩm. Song điều quan trọng nhất vẫn là yếu tố con người, bởi vì nó quyết định sự tồn tại và phát triển của nhà máy. Trên cơ sở có nghiên cứu và có tham khảo mô hình tổ chức quản lý của các doanh nghiệp và nhà máy trong nước. Ta có mô hình quản lý sản xuất như sơ đồ sau:(hình 5.1)
- Thành phần ban lãnh đạo gồm: giám đốc điều hành toàn bộ nhà máy; 3 phó giám đốc chịu trách nhiệm 2 mảng trong nhà máy, 1 phó giám đốc kinh doanh và 2 phó giám đốc sản xuất.
- Phó giám đốc kinh doanh quản lí về: các vấn đề kinh doanh bao gồm quản lí kho, tình hình buôn bán cũng như thị trường đồng thời đưa ra các dự báo và chiến lược kinh doanh; các vấn đề về tố chức hành chính bao gồm quản lí về con người và thiết bị bao gồm toàn bộ công nhân viên và các hoạt động của nhà máy.
- Phó giám đốc sản xuất 1: quản lý các tổ (tổ chuẩn bị sản xuất, tổ điện nước, tổ cơ khí, phòng công công nghệ, phòng KCS), mỗi tổ hoặc phòng đều có 1 tổ trưởng hoặc trưởng phòng quản lí riêng về các lĩnh vực của tổ đó.
- Phó giám đốc sản xuất 2: quản lý về các ca sản xuất và tổ bảo trì sửa chữa thiết bị. Mỗi ca sản xuất có 1 trưởng ca và 1 phó ca. Và 1 ca làm hành chính, 2 ca còn lại làm việc theo chu kỳ thay phiên nhau.
Tổng số người lao động trong nhà máy:
- Số công nhân, kỹ thuật viên làm hành chính theo giờ nhà nước là 120 người.
- Số công nhân, kỹ thuật viên làm theo ca sản suất là 41 người. Làm 3 ca, mỗi ca 12 tiếng. Làm 12 tiếng, nghỉ 24 tiếng.
Hình 5.1 Sơ đồ tổ chức nhà máy cán
5.2. Các chỉ tiêu kinh tế-kỹ thật trong sản xuất thép băng
5.2.1. Lượng tiêu hao thép
Hệ số tiêu hao kim loại được xác đinh căn cứ vào :
- Tiêu hao thép do tạo gỉ trong quá trình nung, cán, nhiệt luyện.
- Tiêu hao thép do cắt đầu đuôi, cắt mép biên.
- Phế phẩm.
Lượng tiêu hao kim loại còn phụ thuộc vào kiểu máy, sơ đồ cán, chế độ ép, kích thước phôi, kích thước thép thành phẩm, mác thép.
Đối với thép cán từ phôi slab, lượng cắt mép biên chiếm khoảng (5÷10)% chiều rộng (mỗi bên khoảng (40 ÷ 75) mm), lượng cắt đầu đuôi chiếm khoảng (5÷10)% chiều dài. Lượng thép tiêu hao do tạo gỉ trong quá trình nung và cán không quá (1,5÷2,5)%.
Nhưng do sử dụng giá cán tinh là máy cán vạn năng ( có trục đứng căn mép), và có trục đánh gỉ trục đứng nên hệ số tiêu hao kim loại cắt biên là rất nhỏ, gần như không phải cắt mép biên.
Ở các máy hai giá, hệ số tiêu hao kim loại trong trường hợp cán từ phôi slab nằm trong khoảng (1,08 ÷ 1,25). Ở đây chọn hệ số tiêu hao kim loại Kp = 1,1
5.2.2. Tiêu hao điện năng
Lượng tiêu hao điện năng cho quá trình cán, nhiệt luyện và tinh chỉnh thép tấm dày phụ thuộc vào chủng loại sản phẩm, mác thép, kích thước phôi và kiểu máy cán, nó nằm trong khoảng (40 ÷80) kW.h/T.
5.2.3. Tiêu hao nước
Nước được sử dụng trong hầu hết các khâu trong quá trình cán ( làm nguội, đánh gỉ thép,…). Lượng tiêu hao nước ở các máy cán tấm dày (không kể lượng nước sử dụng lại) tới (2100 ÷ 2600) m3/h. Có nghĩa là mỗi tấn sản phẩm sử dụng khoảng: (14 ÷ 17)m3 nước.
5.2.4. Tiêu hao trục cán
Trong các máy cán tấm lượng tiêu hao trục cán nằm trong khoảng (0,8 ÷ 2,5) kg cho 1 tấn sản phẩm.
5.2.5. Thời gian hoàn vốn
Tổng chi phí cho một tấn sản phẩm : Chi phí điện 45 Kw/T, nước khoảng 14 ÷ 17m3 nước, tiêu hao trục cán khoảng (0,8 ÷ 2,5) kg/tấn, tiêu hao kim loại hệ số tiêu hao 1,1, tiêu hao dầu khoảng 28 ÷ 30 kg/tấn.
Chi phí trả lương cho công nhân (khoảng 243 công nhân), và các khoản chi phí khác,…Tổng chi phí cho một tấn sản phẩm vào khoảng 2 triệu đồng.
Theo kinh nghiệm, số liệu thực tế, một tấn sản phẩm sau khi khấu trừ tất cả các chi phí tiền lãi (lợi nhuận ròng) thu được khoảng 20 USD (300 ÷ 400 nghìn/tấn).
Vốn đầu tư ban đầu của một xưởng cán tấm nóng bao gồm : Vốn xây dựng nhà xưởng và kho, hệ thống đường giao thông, các trạm năng lượng, văn phòng, chi phí thiết bị,…vào khoảng 200 triệu USD 4000 tỷ đồng.
Với năng suất theo năm của nhà máy: 3,64 triệu tấn
Tiền lãi thu được sau 1 năm khoảng : 3640000.400000 = 1456 tỷ đồng/năm.
Thời gian hoàn vốn: năm.
Như vậy, sau thời gian khoảng 3 năm sản xuất thì nhà máy sẽ hoàn vốn.
5.3. An toàn lao động
An toàn lao động là vấn đề hết sức quan trọng trong nhà máy cán nói riêng và các nhà máy công nghiệp nói chung, nó liên quan trực tiếp đến sức khỏe cũng như sự an toàn của công nhân khi vận hành máy móc thiết bị. Vì vậy mỗi cán bộ công nhân viên đều phải được tuyên truyền giáo dục về an toàn lao động, nắm vững các kĩ thuật an toàn lao động và được trang bị đầy đủ các thiết bị bảo hộ lao động.
Các biện pháp đảm bảo an toàn lao động như sau:
- Thông tin đại chúng, kẻ vẽ tranh, chữ, panô về những trường hợp có thể xảy ra tai nạn lap động để cho các cán bộ công nhân viên hiểu về an toàn lao động để có thể tự bảo vệ chính bản thân mình.
- Tại những nơi để xảy ra tai nạn cần có biển báo nguy hiểm để mọi người đề phòng.
- Tổ chức các chuyên đề, các cuộc hội thảo, các cuộc thi tìm hiểu về an toàn lao động.
- Tuyên truyền cho mọi người hiểu rõ về bệnh nghề nghiệp và các biện pháp đề phòng…
- Lắp thêm camera an ninh tại nhiều điểm quan trọng trong nhà máy để quan sát cũng như quản lý công nhân thường xuyên hơn.
- Ngoài việc trang bị đầy đủ quần áo bảo hộ để đảm bảo sức khỏe cho công nhân thì còn phải tổ chức thường xuyên các đợt khám sức khỏe định kì để phát hiện ra các bệnh cho người công nhân.
Bên cạnh các biện pháp về tuyên truyền là các biện pháp về giáo dục, tất cả các cán bộ công nhân viên trong công ty cần được giáo dục về nội quy an toàn lao động trước khi tiếp xúc với môi trường làm việc của bản thân:
- Tất cả mọi người trước khi vào công ty làm việc, thực tập, tham quan … nhất thiết cần phải được học an toàn lao động.
- Mỗi bước học tập xong cần phải kiểm tra, nếu đạt yêu cầu mới bố trí công việc. Từ cương vị này sang cương vị khác cần phải học và kiểm tra quy trình ở cương vị mới, đạt yêu cầu mới giao nhiệm vụ độc lập, nếu chưa đạt thì phải kiểm tra lại, nếu ba lần mà không đạt thì không được nhận nhiệm vụ.
- Mọi người vào nhà máy cần phải tuân thủ theo các quy định sau:
+ Quần áo phải gọn gàng.
+ Giày mũ chắn chắn, cấm đi dép lê.
+ Không hút thuốc hay dùng lửa ở những nơi có biển cấm.
+ Cấm nô đùa xô đẩy trong xưởng.
+ Cấm mang chất nổ và dễ cháy vào nhà máy.
- Nghiêm cấm mọi người:
+ Bỏ vị trí sản xuất đi nơi khác.
+ Làm việc riêng trong giờ sản xuất.
+ Uống rượu bia trước khi đi làm.
+ Không được đi lại, ngủ nghỉ trên băng máy, giá cán mà chỉ được nghỉ ngơi tại đúng nơi quy định.
+ Sờ nghịch vào các thiết bị của người khác.
- Về kỹ thuật an toàn và vệ sinh lao động:
+ Tất cả các bộ phận chuyền động, các bộ phận nguy hiểm đều phải có các bộ phận che chắn, lan can.
+ Thường xuyên kiểm tra các thiết bị: thiết bị nâng hạ, thiết bị hàn cắt, thiết bị áp lực, thiết bị điện… thước khi làm việc.
+ Thường xuyên kiểm tra các công tắc phòng cháy, chữa cháy.
- Trang bị bảo hộ:
+ Trang bị bảo hộ tập thể: dụng cụ cách điện, bình cứu hỏa, chuông còi…
+ Trang bị bảo hộ cá nhân: quần áo, găng tay, mũ, giầy, khẩu trang, kính hàn…
- Xử lý các vụ tai nạn lao động:
+ Nhanh chóng sơ cứu người bị tai nạn.
+ Điều tra khai báo kịp thời về các vụ tai nạn lao động.
+ Tìm hiểu rõ các nguyên nhân để ngăn chặn các vụ tai nạn tiếp theo…
5.4. Bảo vệ môi trường
Ngành công nghiệp luyện gang thép và cán thép thuộc nhóm ngành công nghiệp nặng, không những đòi hỏi nhiều thiết bị máy móc kỹ thuật, nguồn lao động, mà còn gây rất nhiều tổn hại đến hệ sinh thái và sức khỏe cộng đồng. Ở các quốc gia đang phát triển, ví dụ Việt Nam, nhóm ngành này đóng vai trò then chốt trong sự phát triển kinh tế. Tuy nhiên, hệ lụy mang lại từ ngành công nghiệp luyện gang thép là sự gia tăng áp lực về ô nhiễm môi trường và sức khỏe con người. Các vấn đề ô nhiễm từ ngành công nghiệp luyện gang thép có thể kể đến như ô nhiễm tiếng ồn, ô nhiễm đất, ô nhiễm không khí và ô nhiễm nước.
Các quá trình luyện thép và cán thép trải qua rấ nhiều khâu và đều phát sinh một lượng lớn chất thải ra môi trường ảnh hưởng trực tiếp tới hiệu quả và năng suất lao động của người làm việc trong nhà máy, đồng thời còn ảnh hưởng tới chất lượng cuộc sống của công nhân và người dân sống xung quanh. Do vậy, các biện pháp bảo vệ môi trường cần được quan tâm và đầu tư đúng mức.
- Xử lý vấn đề nước thải:
+ Số liệu: trung bình 1 tấn sản phẩm sẽ thải ra 120 m3 nước thải. Trong nước thải này thường có nhiệt độ cao do có hòa trộn với nước làm mát và chứa rất nhiều chất độc hại như: chất rắn lơ lửng 4000 – 7000 mg/l; xyanua 15 mg/l; dầu; kim loại nặng; chì 8mg/l; cadimi 0.4 mg/l; crom 5 mg/l; kẽm 35 mg/l và rất nhiều chất hữu cơ khác... Vấn đề xử lí nước thải hàng tấn này sẽ tiêu tốn một lượng lớn ngân sách của nhà máy nếu không hiểm họa môi trường khó tránh khỏi.
+ Xử lý nước thải: sử dụng hệ thống nước tuần hoàn kín, có bể lắng, bể phơi, bể hóa chất được xử dụng tuần hoàn. Hiện nay, theo số liệu thống kê mới nhất của hiệp hội thép về quy trình xử lý nước thải. Trên thế giới, vẫn chưa tìm ra biện pháp hữa hiệu nhất trong việc xử lí hệ thống nước thải ngành luyện và cán thép. Chúng ta vẫn sử dụng hệ thống nước tuần hoàn qua xử lí hóa học và biến các chất thải thể lỏng sang thể rắn và được chôn lấp cẩn thận. Quá trình xử lý này tiêu tốn không nhỏ lượng doanh thu của nhà máy.
- Xử lí tiếng ồn:
+ Khi lập tổng mặt bằng nhà máy cần nghiên cứu các biện pháp quy hoạch xây dựng chống tiếng ồn và rung động để hạn chế sự lan truyền tiếng ồn ngay trong phạm vi nhà máy hoặc lan truyền ra ngoài nhà máy.
+ Giữa các khu nhà ở và nhà sản xuất, giữa các khu nhà sản xuất có tiếng ồn cần có khoảng cách tối thiểu và trồng các dải cây xanh bảo vệ để tiếng ồn không vượt mức cho phép.
+ Bố trí mặt bằng nhà máy cần chú ý tới hướng gió mùa chính trong năm nhất là vào mùa hè. Các xưởng gây ồn nên bố trí cuối hướng gió và không nên tập trung vào một nơi.
+ Cần thiết phải xây các buồng làm việc cách âm với nguồn tạo ồn, xây tường chắn âm hoặc điều khiển từ xa các thiết bị quá ồn…
- Xử lí khí thải khí bụi: trước khi thải khí thải ra môi trường, ta cần khống chế lượng khí thải bằng cách lắp đặt cách bộ phận tách khí, lọc khí. Đối với khí bụi, cần có quạt gió hút bụi để đảm bảo không khí trong nhà máy đạt ngưỡng cho phép hoạt động của công nhân. Trong xưởng cần phải có hệ thống cửa, quạt gió, hệ thống đèn chiếu sang để đảm bảo sự thông thoáng.
- Sử dụng tiết kiệm năng lượng: liên tục thay đổi tư duy sản xuất, áp dụng các công nghệ mới nhằm cải tiến kỹ thuật nhằm tăng khả năng tự động hóa, tăng sản lượng kèm theo chất lượng. Giảm chi phí điện năng cũng như chi phí vận hành giúp tiết kiệm không nhỏ ngân sách của nhà máy.
5.5. Kết luận
Hoạch toán kinh tế, tài chính là vấn đề vô cùng quan trọng đối với một doanh nghiệp. Việc hoạch định kinh tế, tài chính sai lầm có thể dẫn đến sự sụp đổ của doanh nghiệp. Vì vậy phải có những phương pháp chính xác để có thể hoạch định được phần tài chính cho nhà máy.
Vấn đề quan trọng và mang tính chất ảnh hưởng lâu dài tới quá trình hoạt động của nhà máy, đó là phải thiết kế phần công nghệ và thiết bị sao cho phù hợp với mức vốn đầu tư cũng như yêu cầu kỹ thuật.
Đối với công tác an toàn cũng không kém phần quan trọng trong quá trình sản xuất. Nó ảnh hưởng trực tiếp đến năng suất, chất lượng của sản phẩm và tất nhiên là nó ảnh hưởng nhiều đến tình hình kinh tế của doanh nghiệp. Vì vậy để quá trình sản xuất được diễn ra tốt đẹp, thuận lợi thì cần phải có những biện pháp đề phòng tai nạn cụ thể và tốt nhất.
KẾT LUẬN
Sau một thời gian tích cực làm việc với sự giúp đỡ và tạo điều kiện của của Bộ môn Cơ học vật liệu và cán kim loại và đặc biệt là thầy giáo GS. Nguyễn Trọng Giảng, tôi đã hoàn thành nhiệm vụ được giao.
Qua đồ án này, tôi đã hiểu thêm nhiều kiến thức và vận dụng lý thuyết đã học vào tính toán thiết kế để từ đó nhận ra được sai sót, các công nghệ mới. Tôi đã được thầy cô tận tình truyền đạt và giúp đỡ trong quá trình thực hiện đề tài được ra. Trong quá trình làm đồ án, tôi đã tìm hiểu kĩ hơn về các thiết bị cán, các dây chuyền công nghệ, nguyên lý hoạt động của các hệ thống điều khiển, tìm hiểu về kết cấu các thiết bị trong xưởng cán.... Các kiến thức này đều rất quan trọng và cần thiết đối với một kỹ sư cán trong tương lai.
Cuối cùng, tôi xin cảm ơn thầy GS. Nguyễn Trọng Giảng, các thầy cô trong Bộ môn Cơ học vật liệu và cán kim loại đã trang bị cho tôi những kiến thức quý báu để có thể hoàn thành bản đồ án này. Do thời gian có hạn và kiến thức thực tế của tôi chưa được nhiều nên bản đồ án môn học này không thể tránh khỏi thiếu sót. Tôi mong nhận được sự góp ý, chỉ bảo của các thầy cô để bản đồ án này được hoàn thiện hơn và có thể áp dụng hiệu quả vào thực tế sản xuất.
Tải về để được xem đầy đủ hơn




