ĐỒ ÁN TỐT NGHIỆP MÁY ÉP BẠC ĐẠN THỦY LỰC TỰ ĐỘNG



NỘI DUNG ĐỒ ÁN
MÁY ÉP BẠC ĐẠN THỦY LỰC TỰ ĐỘNG
PHẦN I: GIỚI THIỆU VỀ Ỗ LĂN.1
1.1 Công dụng ỗ lăn:1
1.2Phân loại ỗ lăn:1
1.3 Kí hiệu ỗ lăn:2
1.4 Ưu nhược điễm.3
1.5 Lắp ghép ỗ lăn.4
1.6 Các loại sai hõng của ỗ lăn.4
PHẦN II: GIỚI THIỆU VỀ BỘ ĐÓNG BẠC ĐẠN CẦN GIA CÔNG.4
2.1 Dụng cụ tháo lắp mối ghép ổ lăn, ổ trượt:4
2.2 Tháo mối lắp ghép ổ lăn :6
2.3Phương pháp lắp ráp ổ lăn :11
PHẦN III:TÌM HIỂU VỀ MÁY ÉP THỦY LỰC.. 17
3.1Giới thiệu về máy ép thủy lực trên thế giới và Việt Nam.. 17
3.2 Khái niệm về máy ép thủy lực. 18
PHẦN IV: GIỚI THIỆU VỀ HỆ THỐNG THỦY LỰC.. 19
4.1 Hệ thống điều khiển:19
4.2 Ưu nhược điểm và phạm vi ứng dụng của hệ thống thủy lực. 20
4.3 Các loại bơm cung cấp năng lượng dầu ép. 20
4.4 Bể dầu. 22
4.5 Phần đưa tín hiệu và cảm biến:23
4.6 Động cơ. 26
4.7 Xy lanh. 27
4.8 Cơ cấu chỉnh áp. 30
4.9 Cơcấu chỉnh lưu. 32
4.10 Cơ cấu điều khiển. 33
4.11 Tính hiệu tác động. 34
4.12 Kí hiệu van đảo chiều. 35
4.13 Một số van đảo chiều thông dụng. 36
4.14 Hệ thống ống dẫn. 39
4.15 Tổn thất trong hệ thống thủy lực. 40
PHẦN V: MÔ HÌNH MÁY ÉP THỦY LỰC.42
5.1 Động cơ. 42
5.2 Bơm bánh răng. 43
5.3 Xylanh tác động kép. 44
5.4 Van chỉnh áp. 45
5.5 Van tiết lưu 1 chiều. 45
5.6 Van 4/3. 46
5.7 Hệ thống ống dẫn. 47
5.8 Thùng dầu. 47
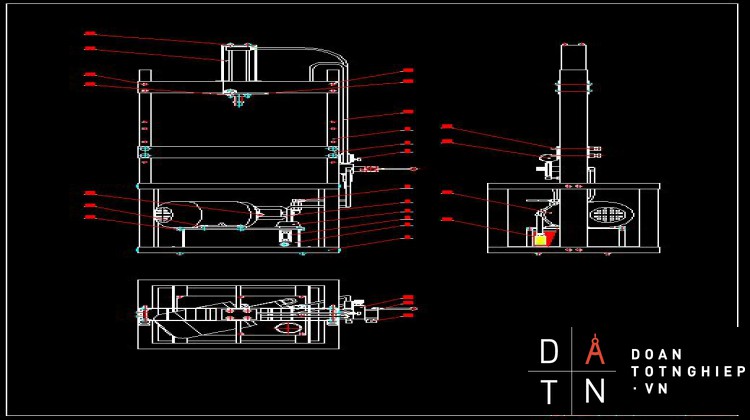
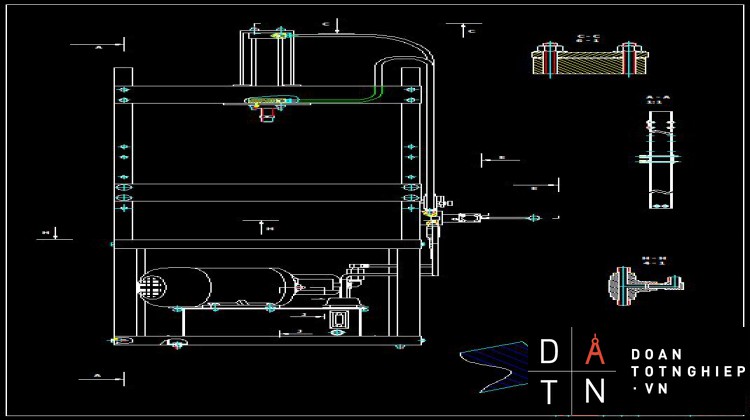
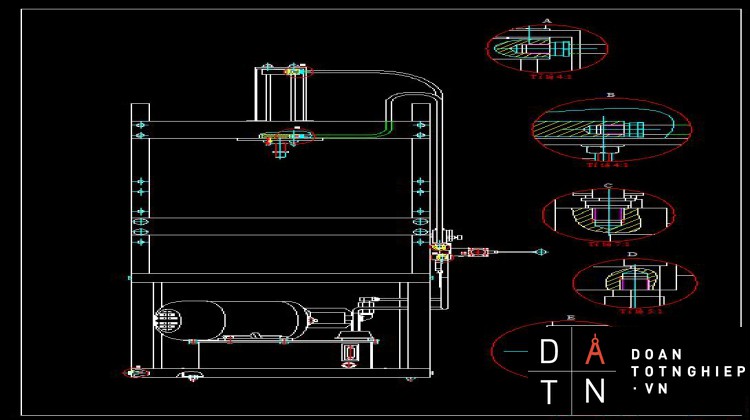
5.9 Hình ảnh mô hình máy ép bạc đạn thủy lực. 48
5.10Bản vẽ lắp , bản vẽ sơ đồ nguyên lí , sơ đồ điều khiển của mô hình máy ép bạc đạn thủy lực. 49
PHẦN VI: THIẾT KẾ QUY TRÌNH CÔNG NGHỆ. 50
A)Thiết kế quy trình công nghệ đầu tháo bạc đạn. 50
B)Thiết kế quy trình công nghệ đầu đóng bạc đạn. 59
PHẦN I: GIỚI THIỆU VỀ Ỗ LĂN.
1.1 Công dụng ỗ lăn:
*Ỗ lăn dùng đễ đỡ trục và giãm ma sát giữa phần quay và phần không quay.
-Dùng trong tải trọng trung bình rung động ít.
+ Cấu tạo cũa ỗ lăn:
- Gồm vòng ngoài, vòng trong, con lăn. Giữa các con lăn còn có vòng cách
-Nhờ có con lăn nên ma sát trong ỗ lăn là ma sát lăn hệ số ma sát lăn f=0,0015…0,006.
- Chế đọ bôi trơn khá đơn giãn. Kết cấu co phép chế tạo hàng loạt nên giá thành thấp.
1.2Phân loại ỗ lăn:
+Theo hình dạng con lăn:bi, đũa trục ngắn,đũa trục dài, đũa côn, đũa hình trống đối xứng hoặc không đối xứng, đũa kim, đũa xoắn….
+Theo khã năng tải trọng:
-Ỗ đỡ:chỉ chịu tải trọng hướng tâm và một phần lực dọc trục(ỗ bi đỡ) hoặc chỉ chịu được tải trọng hướng tâm(ỗ đũa trụ ngắn).
- Ổ đỡ chặn:chịu tải trọng hướng tâm và dọc trục(ỗ bi đỡ chặn ỗ đũa côn đỡ chặn).
-Ỗ chặn đỡ:chủ yếu chịu tải trọng dọc trục, đồng thời một phần tải trọng hướng tâm.
-Ỗ chặn: chỉ chịu tải trọng dọc trục.
+Theo số dãy con lăn: ỗ một dãy,ỗ hai dãy, ỗ bốn dãy….
+Theo kích thước ỗ: siêu nhẹ,đặc biệt nhẹ,nhẹ rộng, trung, trung rộng, nặng….
+Theo khã năng tự lựa: có hoặc không có khã năng tự lựa.
1.3 Kí hiệu ỗ lăn:
* Ỗ lăn được kí hiệu như sau:
- Hai số đầu tiên từ bên phãi kí hiệu đường kính vòng trong d và giá trị d/5 nếu d>20. Nếu d
d=10mm kí hiệu 00
d=12mm kí hiệu 01
d=15mm kí hiệu 02
d=17mm kí hiệu 03
- Chữ thứ ba từ bên phãi kí hiệu cỡ ỗ:
8,9 -siêu nhẹ.
1,7 -đặc biệt nhẹ.
2,5 -nhẹ.
6- trung.
4 -nặng.
- Chữ số thứ tự từ phải sang biễu thị loại ỗ:
0-- ỗ bi đỡ một dãy.
1 - ỗ bi đỡ lồng cầu một dãy.
2 - ỗ bi đũa trụ ngắn đỡ.
3 - ỗ bi đũa lồng cầu hai dãy.
4 - ỗ kim.
5 - ỗ đũa trụ xoắn.
6 - ỗ bi đỡ chặn.
7 - ỗ đũa côn.
8 - ỗ bi chặn.
9 - ỗ đũa chặn.
- Số thứ 5 và 6 từ bên phãi sang biễu thị đặc điễm kết cấu.
- Số thứ 7 kí hiệu loạt chiều rộng ỗ.
1.4 Ưu nhược điễm.
+ Ưu điễm:
- Giá thành thấp do sản xuất hàng loạt.
- Mất mác công suất do ma sát thấp.
- tính lắp lỏng cao, thuận tiện cho sữa chữa.
- Chăm sóc và bôi trơn đơn giãn.
- So với ổ trượt thì kích thước dọc trục nhỏ hơn.
+ Nhược điễm:
- Khã năng quay nhanh chịu va đập kém.
- Kích thước hướng kính tương đối lớn.
- Độ tin cậy thấp khi làm việc với vận tốc cao (do ỗ bị nóng lên,vỡ vòng cách do lực li tâm cũa con lăn).
- Ồn khi làm việc với vận tốc cao.
1.5 Lắp ghép ỗ lăn.
- Có thễ lắp ghép ỗ lăn theo lắp lõng hoặc lăp trung gian.
1.6 Các loại sai hõng của ỗ lăn.
- Tróc rỗ bề mặt do mõi: do sự thay đỗi ứng suất tiếp xúc, sau một thời gian làm việc, các vết nức tế vi phát triẽn thành tróc trên rãnh vòng và trên con lăn.
- Mòn con lăn và vòng ỗ: thường xã ra với ỗ bôi trơn không tốt có các hạt kim loại rơi vào ỗ.
- Vỡ vòng cách: thường xãy ra với các ỗ quay nhanh.
- Biến dạng dư bề mặt rãnh vòng và con lăn: xãy ra với các ỗ cũa máy chịu tãi trọng nặng và quay chậm.
- Vỡ vòng ỗ và con lăn: do tải trọng rung và va đập, do lắp rắp và vận hành không đúng, do kẹt con lăn….
- Hiện nay tính toán ỗ theo khã năng tải mà không theo ứng suất theo hai tiêu chuẫn:
+ Theo khả năng tải tỉnh: tránh biến dạng dư đối với ổ làm việc có số vòng quay thấp(< 1 v/p).
+ Theo khả năng tải động: đễ tránh tróc rổ bề mặt.
PHẦN II: GIỚI THIỆU VỀ BỘ ĐÓNG BẠC ĐẠN CẦN GIA CÔNG.
2.1 Dụng cụ tháo lắp mối ghép ổ lăn, ổ trượt:
- Theo chức năng, ổ lăn được chia làm 3 nhóm chính :Ổ lăn đỡ, ổ lăn chặn và ổ lăn tiếp xúc góc:
+ Ổ lăn đỡ chủ yếu chịu tải theo chiều vuông góc trục quay.
+ Ổ lăn chặn chỉ chịu các lực dọc trục (lực song song với trục quay).
+ Ổ lăn tiếp xúc góc (ổ lăn đỡ-chặn) chịu được cả lực hướng kính và lực dọc trục.
- Ổ lăn đũa cũng được phân loại theo chức năng chịu tải như: ổ đỡ, ổ chặn và ổ đỡ-chặn.
- Ổ lăn côn được chia làm 2 loại:kiểu tách biệt và ổ lăn côn có thể điều chỉnh, đây tính năng nổi bật,do cho phép kiểm soát chính xác khoảng hở vận hành của ổ lăn. Tính năng điều chỉnh này yêu cầu khi lắp ráp phải tuân theo quy trình xác định để đảm bảo lắp ráp chính xác.
Hình 2.25 Một số dạng ổ lăn thường dung
- Sau đây là một số dạng ổ lăn:
+ Theo hình dáng con lăn được phân ra: Ổ bi và ổ đũa . Ổ kim là biến thể của ổ đũa trụ dài.
Hình 2.26 - Một số dạng ổ lăn thường dùng và khả năng chịu tải trọng trên ổ lăn
2.2 Tháo mối lắp ghép ổ lăn :
-Phương pháp tháo ổ lăn lắp trên trục và vỏ hộp :Do cấu tạo cảo có 3 đầu móc, thanh móc được giữ chặt vào thân và trục vít.Dưới tác dụng quay của trục vít sẽ tạo cho 3 đầu móc một lực căng, ép vào vòng ngoài của ổ lăn để kéo ổ lăn ra khỏi vỏ hộp, nên thao tác sử dụng cảo phải đúng để tháo đúng kỹ thuật.
Hình 2.27 –Tháo ổ lăn lắp trên trục và vỏ hộp
(a – Cấu tạo cảo móc; b- Phương pháp lắp cảo vào ổ; c- Thao tác tháo ổ lăn )
* Phương pháp tháo ổ lăn lắp trên trục :Thông thường khi ổ lăn lắp trên trục có mối ghép trung gian (độ dôi trung bình ), do đó khi tháo cần dùng loại cảo chuyên dùng để tránh hư hỏng ổ lăn sau khi tháo . Dưới đây là một vài loại cảo chuyên dung:
-Tháo ổ lăn bằng cảo đĩa :
+Cấu tạo cảo đĩa:gồm có2 nửa đĩa được ghép lại bằng 2 vít cấy, 2 thanh chống, thân và trục vít.
+Cách sử dụng cảo đĩa:Ta tháo cả 2 đai ốc trên vít cấy ra (2 bên đĩa) , sao cho ta có thể đưa ổ lăn nằm trên 2 nửa đĩa (ổ lăn nằm trên mặt vát của đĩa), sau đó ta vặn bằng tay 2 đai ốc vào sao cho đĩa chạm vào trục (mặt vát đĩa ép vòng trong ổ lăn), lắp 2 thanh chống vào đĩa và thân cảo, tiếp theo ta lắp trục vít vào thân cảo cho đến khi chạm vào đầu trục và dùng cờ lê quay trục vít tiếp (theo chiều kim đồng hồ), lực ép của trục vít sẽ đẩy trục ra khỏi ổ lăn . Cảo đĩa được dùng để tháo ổ lăn đỡ, ổ lăn đỡ chặn, ổ lăn côn, ...Do cảo đĩa có kích thước bề dầy mỏng nên cảo thường được sử dụng khi khoảng cách giữa ổ lăn và chi tiết máy kế tiếp nhỏ (hẹp).
Hình 2.28Tháo ổ lăn bằng cảo đĩa (a- Cấu tạo cảo đĩa ; b- Phương pháp cảo ổ lăn; c- Kết cấu của cảo đĩa tháo ổ lăn)
- Tháo ổ lăn bằng cảo 3 chấu :
+ Cấu tạo cảo 3 chấu :
Do cấu tạo cảo có 3 chấu(mỗi chấu có 2 đầu và xoay được khi ổ lăn lắp trên trục xa hay gần đầu trục) được lắp vào thân, ngoài ra trên thân cảo còn có lắp 1 trục vít.
+ Cách sử dụng cảo 3 chấu : ta tiến hành lắp cảo vào ổ lăn sao cho 3 chấu có thể móc sát vào vòng trong của ổ lăn , ta dùng cờ lê xoay trục vít ( theo chiều kim đồng hồ ) ,tạo ra tác động một lực vào đầu trục kéo ổ lăn ra khỏi vị trí lắp. Cảo 3 chấu được dùng để tháo ổ lăn đỡ, ổ lăn đỡ chặn, ổ lăn côn.
Hình 2.29- Tháo ổ lăn lắp trên trục bằng cảo 3 chấu (các chấu cảo bám vào vòng trong của ổ lăn)
-Tháo ổ lăn bằng cảo ghép 2 nửa :
+Cấu tạo cảo ghép 2 nửa:gồm một đai ốc 2 nửa ghép lại và được lắp ghép với đai ốc trên, đai ốc trên có lắp một trục vít .
+Cách sử dụng cảo:
Hình 2.30Tháo ổ lăn bằng cảo ghép 2 nửa (a- Phương pháp tháo ổ lăn đỡ; b- Phương pháp tháo ổ lăn côn)
- Cho ổ lăn vào nằm giữa 2 nửa đai ốc và ghép lại sau cho mặt lắp của 2 nửa đai ốc tiếp xúc nhau , ta vặn bằng tay đai ốc trên sao cho ren đai ốc trên lắp sâu vào ren đai ốc ghép 2 nửa , sau đó ta lắp trục vít vào đai ốc trên cho đến khi trục vít chạm vào đầu trục , ta dùng cờ lê quay trục vít (theo chiều kim đồng hồ), lực ép của trục vít tác động vào đầu trục sẽ đẩy trục ra khỏi ổ lăn . Cảo ghép 2 nửa được dùng để tháo ổ lăn đỡ, ổ lăn đỡ chặn, ổ lăn côn, ...Thường khoảng cách giữa ổ lăn và chi tiết máy kế tiếp nhỏ (hẹp).
- Đây là loại cảo chuyên dùng cho tháo lắp ngành ôtô,cơ khí, khi tháo sẽ nhanh chóng và không hỏng ổ lăn và các chi tiết máy khác.
- Được dùng tháo các ổ lăn như: ổ lăn đỡ, ổ lăn đỡ chặn, ổ lăn côn.
*Phương pháp tháo ổ lăn lắp trên vỏ hộp:Thông thường khi ổ lăn lắp trên vỏ hộp (vỏ hộp quay cùng với vòng ngoài của ổ lăn) có mối ghép trung gian (độ dôi trung bình), do đó khi tháo cần dùng loại cảo chuyên dùng để tránh hư hỏng ổ lăn sau khi tháo. Dưới đây là một vài loại cảo chuyên dung:
-Tháo ổ lăn bằng cảo mốc:
+Cấu tạo cảo mốc:gồm có 3 mốc, các mốc được mở ra hoặc co vào nhờ đầu côn trên đầu trục vít , thân cảo có lắp trục vít và 2 thanh chống.
+Cách sử dụng: Cảo có 3 chấu được móc sâu vào trong ổ lăn nhờ quay trục vít (theo chiều kim đồng hồ)chấu đi xuống và đầu trục vít có phần côn ép 3 chấu cảo bám chặt vào vòng trong ổ lăn.Sau đó ta quay trục vít cảo ngược chiều kim đồng hồ, cảo sẽ kéo ổ lăn ra khỏi vỏ hộp nhờ 2 thanh chống của cảo.
Hình 2.31- Phương pháp tháo ổ lăn ra vỏ hộp bằng cảo móc (là cảo chuyên dùng)
- Tháo ổ lăn bằng cảo rút :
+ Cấu tạo cảo rút :gồm có thân cảo, quả đấm và đầu rút (có xẻ thành 4 chấu và có tính đàn hồi nhờ ren vít có đầu côn) .
+ Cách sử dụng: Khi ta lắp đầu rút vào vòng trong ổ lăn, siết vít vào(có phần đầu côn ) đầu rút, làm cho 4 chấu móc vào vòng trong ổ lăn. Ta lắp đầu rút vào thân cảo, dùng quả đấm kéo mạnh về phía cán cảo vài lần sẽ tạo một lực đúng tâm lên cán cảo làm cho ổ lăn được kéo ra khỏi vỏ hộp.
Hình 2.32- Phương pháp tháo ổ lăn ra vỏ hộp bằng cảo rút (a-Thân cảo rút ; b-Lắp đầu rút vào thân cảo ; c- Lắp đầu rút vào ổ lăn và dùng quả đấm kéo lên cán cảo đến khi ổ lăn được kéo ra khỏi vỏ hộp)
Hình 2.33 Phương pháp tháo ổ lăn ra vỏ hộp (đây là cảo chuyên dùng cho ngành ôtô)
- Tháo và lắp ổ lăn lắp trong gối đỡ:Ta tháo ra ổ lăn lắp trong gối đỡ như sau:tháo các bulông nắp của gối đỡ, nâng trục ra khỏi gối đỡ, rồi dùng cảo hoặc máy ép để tháo ổ lăn ra khỏi gối đỡ.
Hình 2.34 –Tháo ổ lăn lắp trong gối đỡ
- Lắp ổ lăn vào gối đỡ thì làm ngược lại như khi tháo
2.3Phương pháp lắp ráp ổ lăn :
- Để cho ổ lăn hoạt động và đạt được tuổi thọ theo quy định. Khi lắp ráp ổ lăn cần đảm bảo độ đồng tâm chính xác cao, nên khi lắp thường phải dùng đồ gá hoặc dụng cụ chuyên dùng để lắp chắc vòng trong ổ lăn vào cổ trục (chế độ trung gian) và thân máy với vòng ngoài của ổ lăn. Lực ép (đóng) cần đảm bảo đúng tâm. Sau khi lắp cần kiểm tra các yêu cầu về độ đồng tâm và khả năng chạy trơn khi làm việc.
- Một số dạng ổ lăn được lắp vào vỏ hộp.
Hình 2.35- Một vài dạng kết cấu lắp ổ lăn (a- Lắp ổ lăn đỡ có điều chỉnh; b- Lắp ổ lăn đỡ; c- Lắp ổ lăn tự lựa)
Hình 2.36- Một vài dạng kết cấu lắp ổ lăn trên một trục (a- Lắp ổ lăn cầu và ổ lăn đũa; b,c- Lắp ổ lăn côn, ta cần chú ý chiều lắp)
Hình 2.37 Lắp ổ lăn chặn trên trục vít (truyền động từ trục trơn đến trục vít và trục vít truyền chuyển động cho bánh vít)
Hình 2.38- Kết cấu lắp ráp ổ lăn đũa trên 1 trục
- Hiện nay có ba phương pháp lắp ổ lăn vào trục: lắp bằng phương pháp đóng bằng dụng cụ chuyên dùng, lắp ép trên máy ép thủy lực, máy ép cơ khí, lắp ép có gia nhiệt. Lắp ổ lăn bằng phương pháp đóng:được dùng khi trục và vòng trong hay vòng ngoài của ổ lăn lắp với vỏ hộp lắp chế độ trung gian (độ dôi nhỏ và trung bình), kích thước ổ lăn nhỏ.
-Dụng cụ để lắp ổ lăn bằng phương pháp đóng: Hộp dụng cụ gồm:búa, thân đóng và các loại kích cở đầu đóng:
Hình 2.39- Hộp dụng cụ để lắp ổ lăn
Hình 2.40 –Cách lắp ổ lăn (a- Lắp ổ lăn vào vỏ hộp; b- Lắp ổ lăn vào cổ trục ;c- Cách đóng ổ lăn vào trục)
- Ta chọn đầu đóng đúng kích thước so với ổ lăn để lắp vào thân dụng cụ (kích cở đầu đóng tùy thuộc vào vòng trong ổ lăn lắp trên cổ trục hay vòng ngoài ổ lăn lắp vào vỏ hộp)mà đóng cho đúng kỹ thuật, nhằm tránh biến dạng, hư hỏng ổ lăn.Khi đóng không đúng tâm, không đúng vị trí vòng ổ lăn cần lắp sẽ dẫn đến hỏng ổ lăn và hỏng chế độ lắp, dẫn đến phá hỏng cơ cấu lắp hay hộp số khi truyền động.
Hình 2.41 Lắp ổ lăn vào trục bằng dùng thanh đồng đóng hoặc ép vào vòng trong ổ lăn.
- Lắp ổ lăn bằng máy ép cơ khí (kích thước ổ lăn nhỏ)hoặc thủy lực(kích thước ổ lăn lớn) : dùng phương pháp lắp ép cần xác định vị trí lực tác dụng lên vòng trong hay vòng ngoài của ổ lăn để tránh làm hỏng ổ lăn và hỏng chế độ lắp.
Hình 2.42 Lắp ổ lăn bằng máy ép (a- Máy ép cơ khí ; b- Máy ép bằng thủy lực)
Hình 2.43- Lắp ổ lăn bằng máy ép thủy lực
- Lắp ổ lăn bằng phương pháp gia nhiệt:Kỹ thuật nung nóng ổ lăn (dãn nở) hoặc làm nguội trục (co lại) hay sự kết hợp cả 2 phương pháp để lắp ổ lăn lên trục, bằng cách :vành trong nung nóng đồng đều đến nhiệt độ 700C đến 800C, có thể nung bằng lò điện, lò cảm ứng, bể dầu nóng, thậm chí dùng cả bóng đèn điện đặt ở giữa vào vành trong ổ lăn.Sau đây là thiết bị gia nhiệt bằng cảm ứng dùng để nung nóng vành trong ổ lăn.
Hình 2.44- Thiết bị gia nhiệt dùng để nung nóng ổ lăn (a- Thiết bị gia nhiệt ; b,c- Gia nhiệt nung nóng vành trong ổ lăn
Sau khi gia nhiệt xong ta đưa ổ lăn vào vị trí cổ trục để lắp.
+ Tháo lắp ổ trượt : So với ổ lăn, ổ trượt ít dùng hơn vì có giá thành đắt và hiệu suất thấp hơn. Tuy nhiên ổ trượt có những ưu điểm sau: khi trục quay với tốc độ rất cao thì tuổi thọ của ổ trượt lớn hơn ổ lăn và dễ dàng tháo lắp. Khi yêu cầu phương và tọa độ trục thật chính xác thì ổ trượt dễ bảo đảm hơn ổ lăn vì có thể cạo rà khi lắp ghép. Ổ trượt chịu được tải trọng rất lớn và khi kích thước trục quá lớn thì sử dụng ổ trượt tốt hơn ổ lăn.
- Tháo ổ trượtnguyên: dùng thanh đồng đóng (ổ trượt có kích thước nhỏ) hoặc máy ép tác dụng lực vào để đóng bạc ra khỏi vỏ hộp.
- Lắp ổ trượtnguyên: dùng trục gá đóng hoặc máy ép ép bạc vào vỏ hộp, để lỗ của bạc ít bị biến dạng thì khi lắp ta dùng lõi hoặc lõi dẫn hướng.
Hình 2.45Tháo và lắp ổ trượt
Hình 2.46 Ổ trượt 2 nửa và tháo ổ trượt 2 nửa
PHẦN III:TÌM HIỂU VỀ MÁY ÉP THỦY LỰC
3.1Giới thiệu về máy ép thủy lực trên thế giới và Việt Nam
- Trên thế giới ngày nay có nhiều công ty chế tạo máy ép để phục vụ ngành công nghiệp nặng và nhẹ như các loại máy ép dùng trong sản xuất giầy,máy ép dung để nong lỗ trong sản xuất chi tiết máy, máy ép dùng để đột, máy ép dùng để ép gạch, ép ván dăm, ép mũ …Tuy nhiên tính đa dạng trong khâu thiết kế sản phẩm này chưa có, với lại do nhu cầu sử dụng mặt hàng này chưa nhiều. Nên đa số các công ty sản xuất máy ép chỉ sản xuất theo đơn đặt hàng của đối tác. Điều này đó dẫn đến thực trạng nước ta không có công ty nào thiết kế và chế tạo ra máy ép hoàn chỉnh. Do kinh nghiệm cũng như công nghệ là chưa đủ, mà các công ty chủ yếu là phân phối lại các sản phẩm của công ty nước ngoài hoặc nhận đơn đặt hàng ở Việt Nam rồi đưa sang các công ty chính để chế tạo.
Qua tìm hiểu các công ty chuyên chế tạo và sản xuất máy ép chủ yếu tập trung ở những nước có nền công nghiệp phát triển mạnh như Mỹ có công ty DENISON được thành lập từ năm 1900, tại Ấn Độ có công ty VELJAN, công ty YUKEN của Đài Loan chuyên cung cấp các loại van và bơm thủy lực khí nén, tại Đức co tập đoàn REXROTH chuyên sản xuất chế tạo sửa chữa bảo dưỡng các loại máy ép thủy lực cũng như cung cấp thiết bị phụ tùng cho hệ thống thủy lực khí nén và một số công ty khác như ASHUN – Đài Loan, TAIWAN FLUID POWER – Đài Loan, WINNER – Đài Loan,…cũng chuyên cung cấp các thiết bị phụ tùng cho hệ thống thủy lực và khí nén. Tại Việt Nam có công ty Cổ phần Công nghệ Quỳnh, công ty T.A.T tại TP Hồ Chí Minh, Xí nghiệp cơ khí Long Quân tại Hà Nội là các công ty chuyên về phân phối, lắp đặt, tư vấn hệ thống thủy lực khí nén hàng đầu tại Việt Nam. Và một số công ty khác như Công ty cổ phần dịch vụ kỹ thuật Việt Thái – 184/Đê La Thành/Ô Chợ Dừa/ Đống Đa/ Hà Nội, công ty An Huy, công ty An Phú, Yến Linh, Việt Hà là một trong nhưng công ty hàng đầu ở Hà Nội chuyên cung cấp các thiết bị thủy lực, khí nén cũng như tư vấn về hệ thống thủy lực.
- Dưới đây là một số loại máy ép thủy lực đang có mặt trên thị trường Việt Nam:
3.2 Khái niệm về máy ép thủy lực
- Máy ép thủy lực là thiết bị sử dụng xi lanh thủy lực để tạo ra một lực nén. Nó sử dụng tương đương với thủy lực của một đòn bẩy cơ khí. Nói một cách đơn giản, máy ép thủy lực là một loại máy sử dụng áp lực tác động lên chất lỏng để đè bẹp, nén ép cái gì đó.
- Máy ép thủy lực hoạt động dựa trên nguyên lý định luật Pascal: khi áp suất được áp dụng trên các chất lỏng trong một hệ thống kín, áp lực trên toàn hệ thống luôn luôn không đổi.
- Một phần của hệ thống là một piton hoạt động như một máy bơm, với một lực khiêm tốn cơ khí hoạt động trên một diện tích mặt cắt ngang nhỏ, một phần khác là một piton với một diện tích lớn hơn tạo ra một lực tương ứng lớn cơ khí. Chỉ có ống đường kính nhỏ (dễ dàng hơn chống lại áp lực) là cần thiết nếu máy bơm được tách ra từ xi lanh ép.
3.2.1 Phân loại của máy ép thủy lực:Dựa theo chức năng công nghệ có thể chia thành 2 loại:
- Máy ép thủy lực cho kim loại và máy ép thủy lực cho nguyên liệu phi kim:
+ Máy ép thủy lực kim loại được chia thành 5 nhóm cơ bản:
- Nhóm 1: Máy ép dùng để rèn tự do và dập thể tích
- Nhóm 2: Máy ép chảy, ép đùn các sản phẩm dạng ống, thanh từ hợp kim màu và thép
- Nhóm 3: Máy ép dập tấm
- Nhóm 4: Máy ép lắp ráp, nắn sửa
- Nhóm 5: Máy ép đóng gói, ép phế liệu kim loại
+ Máy ép thủy lực cho nguyên liệu phi kim bao gồm: máy ép bột, ép chất dẻo và ép các dạng tấm, phiến (gỗ ép).
3.2.2 Các loại máy ép thủy lực
- Máy ép tay: Được thiết kế ống bơm tay, kết hợp với lò xo đàn hồi.
- Máy ép sử dụng khí nén: Có thiết kế một máy bơm thủy lực. Máy ép sử dụng khí nén được chia thành hai loại:
+ Máy ép dùng thủy lực cho tác động ép theo một chiều (hướng xuống), kết hợp với lò xo tác động chiều ngược lại (hướng lên).
+ Máy ép dùng thủy lực cho tác động ép cả hai chiều (hướng xuống và lên).
- Máy ép thủy lực điện: Về cấu tạo, cũng giống như máy ép khí nén, nhưng máy ép thủy lực điện có thêm động cơ nhằm cung cấp năng lượng cho bơm hoạt động, với độ chính xác cao hơn. Vá máy ép thủy lực bằng điện cũng có hai chức năng là ép một chiều và hai chiều.
3.2.3 Hiệu suất của máy ép thủy lực
- Sử dụng máy ép thủy lực giúp công việc trở lên đơn giản và nhẹ nhàng, tăng độ chính xác của sản phẩm đồng thời góp phần giảm chi phí lao động, nâng cao hiệu quả công việc.
PHẦN IV: GIỚI THIỆU VỀ HỆ THỐNG THỦY LỰC
Cùng sự phát triển không ngừng của lĩnh vực tự động hóa , ngày nay các thiết bị truyển dẫn, điều khiển khí nén - thủy lực sử dụng rộng rải ở hầu hết các lĩnh vực công nghiệp như máy công cụ CNC , phương tiện vận chuyển , máy dập , máy xây dựng, máy ép phun , máy bay, máy mài , tàu thủy, y khoa, dây chuyền chế biến thực phẩm ,...do những thiết bị làm việc linh hoạt , điều khiển tối ưu, đảm bảo chính xác, công suất lớn với kích thước nhỏ ngắn gọn và lắp dễ dàng ở nơi chật hẹp so với các thiết bị điều khiển bắng cơ hay bằng điện.
4.1 Hệ thống điều khiển:
-Hệ thống khí nén thủy lực bao gồm các phần tử điện tử và cơ cấu chấp hành được nối với nhau thành hệ thống hoàn chỉnh để hoàn thành hoàn chỉnh những yêu cầu đặtra.
- Tín hiệu đầu vào: Nhấn nút công tắc,công tắc hành trình ...
-Phần sử lí thông tin: xử lý tín hiệu nhận vào theo quy tắc logic xác định làm thay đổi phần tử điều khiển:Van,động cơ...
- Cơ cầu chấp hành:thay đổi trạng thái của phần tử điều khiển là đại dương của động cơ điều khiển: xy lanh, động cơ khí nén dầu.
- Phần công suất:Điện công suất nhỏ,dễ hoạt động, nhanh
+Khí : công suất vừa , quán tính tốc độ cao
+Thủy : công suất lớn -quán tính ít -ổn định tốc độ thấp
4.2 Ưu nhược điểm và phạm vi ứng dụng của hệ thống thủy lực
4.2.1 Ưu Điểm
- Truyền được công suất cao và lực nhờ các cơ cấy đơn giản , hoạt động với độ tin cậy cao đòi hỏi ít chăm sóc và bảo dưỡng.
-Điều chỉnh được vận tốc làm việc tinh và không cấp nhờ các thiết bị điều khiển kỹ thuật số hóa,dễ thực hiện tự động hóa theo điều kiện hay chu trình có sẳn.
-Kết cấu nhỏ gọn, kết nối giữa những chi tiết với nhau dể dàng bằng việc mối nối ống.
-Dể biến chuyển động quay của động cơ thành chuyển động tịnh tiến của cơ cấu chấp hành.
-Có khả năng giảm khối lượng và kích thước nhờ áp suất thủy lực cao.
-Nhờ quán tính của bỏm và động cơ thủy lực, nhờ tính chịu nén của dầu nên có thể sử dụng vận tốc cao mà không sợ va đập mạnh như trường hợp cơ khí hay điện.
-Dễ theo dõi và quan sát bằng áp kế, ngay cả những hệ mạch phức tạp.
-Tự động hóa đơn giản nhờ những phần tử tiêu chuẩn hóa.
-Dể dàng phòng quá tải nhờ van an toàn.
4.2.2 Nhược điểm
-Mất mát trong đường ống dẫn và rò rỉ trong các phần tử,làm giảm hiêu suất và phạm vi ứng dụng.
-Khó giữ được vận tốc không đổi khi phụ tải thay đổi tính nén được của dầu và tính đàn hồi của đường ống.
-Nhiệt độ và độ nhớt thay đổi làm ảnh hưởng đến độ chính xác điều khiển.
-Khả năng lập trình và tích hợp hệ thống kém nên khó khăn khi thay đổi chương trình làm việc.
-Khi mới khởi động, nhiệt ộ của hệ thống chưa ổn định, vận tốc làm việc thay đổi do độ nhớt của chất lỏng thay đổi.
4.2.3 Phạm vi ứng dụng của điều khiển thủy lực
-Hệ thống thủy lực được sử dụng trong lĩnh vực công nghiệp như: máy ép áp lực, máy nâng chuyển, máy công cụ gia công kim loại, máy dập máy xúc,tời kéo.
4.3 Các loại bơm cung cấp năng lượng dầu ép
-Trong hệ thống điều khiển thủy lực nguồn năng lượng dùng để hoạt động là dầu ép để cung cấp năng lượng cho hệ thống điều khiển sử dụng thiết bị bơm dầu.
-Bơm dầu là một phần tử quan trọng của hệ thống thủy lực, dùng để biến cơ năng thành năng lượng của dầu.
4.3.1 Bơm bánh răng
- Nguyên lí làm việc của bơm bánh răng là sự thay đổi thể tích :khi thể tích của buồng hút (A) tăng ,bơm dầu hút và thực hiện chu kì hút : và khi thể tích giảm , bơm đẩy dầu ra buồng (B) và thực hiện chu trình nén .Nếu trên đường đi của dầu ta đặt 1 vật cản thì dầu sẽ bị chặn lại tạo nên 1 áp suất nhất định phụ thuộc vào độ lớn của sức cản và kết cấu của bơm.
4.3.2 Bơm Cánh gạt
- Bơm cánh quạt được dùng rộng rãi hơn bơm bánh răng do ổn định về lưu lượng và hiệu suất thể tích cao hơn.
4.3.3 Bơm Pit Tông
- Bơm pit tông có khả năng làm kín tốt hơn so với bơm cánh gạt và bánh răng . Vì vậy bơm pit tông được sử dụng rộng rãi trong hệ thống thủy lực làm việc ở áp suất cao và phụ thuộc vào vị trí pit tông đối với roto, có thể phân biệt chúng thành bơm hướng kính và hướng trục.
4.3.4 Bơm hướng kính:
-Bơm dầu pít tông hướng kính có các pít tông chuyển động hướng tâm với trục quay roto. Tùy thuộc vào số pít tông ta có lưu lượng khác nhau (hình 2.12).
4.3.5 Bôm hướng trục
- Bơm pít tông hướng trục là loại bơm có các pít tông đặt song song với trục roto và được truyền bằng khớp nối với trục quay của động cơ điện (hình 2.13). Bơm pít tông hướng trục có ưu điểm là kích thước nhỏ gọn và hầu hết chỉnh lưu được nhờ điều chỉnh góc nghiêng của kết cấu đĩa nghiêng ở trong bơm.
4.4 Bể dầu
4.4.1 Nhiệm vụ:
- Cung cấp dầu làm việc theo chu trình kín ( cung cấp và nhận dầu chảy về ).
- Giải tỏa nhiệt sinh ra trong quá trình làm việc.
-Lắng đọng các chất thải cặn bã,dơ bẩn trong quá trình làm việc.
-Tách nước.
4.4.2 Xử lý dầu
-Trong quá trình làm việc không tránh khởi dầu bị bẩn được tạo ra từ bên ngoài hay bản thân của nó.Những chất bản này gây ra hiện tượng kẹt các khe hở,các tiết diện dòng chảy làm ảnh hưởng rất lớn đền sự ổn định sự hoạt động của hệ thống và hư hỏng.
- Do đó các trong hệ thồng dầu ép ta thường gắn các bộ lọc dấu để ngăn ngừa chất bẩn thâm nhập vào bên trong các cơ cấu ,phần tử dầu ép .
-Bộ lọc dầu thường đặt ở ống hút của bơm dầu.Trong trường hợp cần dầu sạch hơn đặt thêm 1 bộ nửa ra cửa của bơm và một ống xả của hệ thống dầu ép.
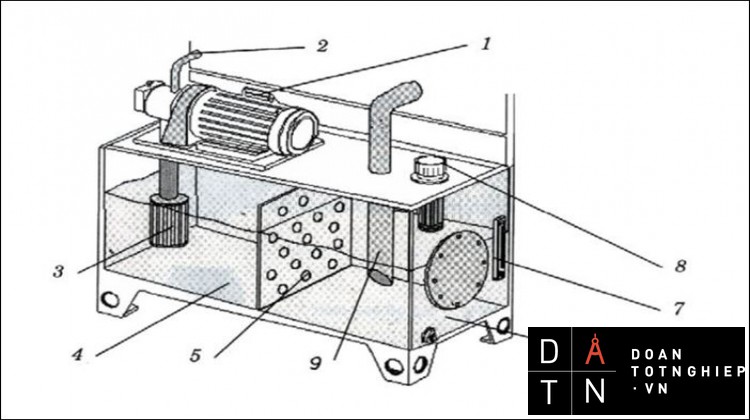
4.4.3Kết cấu của bể dầu
- (Hình 2.14)mô tả bộ nguồn cung cấp năng lượng dầu . Khi động cơ (1) có điện, bơm dầu làm việc, dầu được hút lên qua ống hút (15) cấp cho hệ thống điều khiển qua cửa áp (5), dầu xà được cho về lại thùng (11) qua cửa (8) qua bộ lọc (16)
.............................
- Chọn máy:1k62
- Chọn dao:Dao tiện trụ ngoài gắn mãnh hợp kim cứng BK6
- Dụng cụ: Thước cặp 1/50
- Đồ gá: Chuyên dùng
- Bậc thợ: Công nhân 3/7
3, Vát mép 1x45º
-- Đạt kích thước 1x45º
-- Độ nhám Rz40
-- Cấp chính xác 12
- Chuẩn định vị khi gia công :
- Mặt B khử 4 bậc tự do;
+ Chống tịnh tiến theo phương Ox,Oz
+ Chống xoay theo phương , Oz,Ox
- Mặt D khử 1 bậc tự do
- Chống tịnh tiến theo phương , Oy
- Chọn máy:1k62
- Chọn dao:Dao vạt mặt đầu gắn mãnh hợp kim cứng BK6
- Dụng cụ: Thước cặp 1/50
- Đồ gá: Chuyên dùng
- Bậc thợ: Công nhân 3/7
vNguyên công IV : Khoan thô lỗ Ø30
1. Khoan thô lỗ Ø12
- Cấp chính xác 12
- Đọ nhám Rz40
- Chuẩn định vị khi gia công :
- Mặt B khử 4 bậc tự do;
+ Chống tịnh tiến theo phương Ox,Oz
+ Chống xoay theo phương , Oz,Ox
- Mặt D khử 1 bậc tự do
- Chống tịnh tiến theo phương , Oy
- Chọn máy:1k62
- Chọn dao:mũi khoan Ø12
- Dụng cụ: Thước cặp 1/50
- Đồ gá: Chuyên dùng
Bậc thợ: Công nhân 3/7
2. Khoan thô lỗ Ø30
- Cấp chính xác 12
- Đọ nhám Rz40
- Chuẩn định vị khi gia công :
- Mặt B khử 4 bậc tự do;
+ Chống tịnh tiến theo phương Ox,Oz
+ Chống xoay theo phương , Oz,Ox
- Mặt D khử 1 bậc tự do
- Chống tịnh tiến theo phương , Oy
- Chọn máy:1k62
- Chọn dao:mũi khoan Ø30
- Dụng cụ: Thước cặp 1/50
- Đồ gá: Chuyên dùng
Bậc thợ: Công nhân 3/7
vNguyên công V: Tiên thô mặt B và vát mặt A
1,tiện trụ Ø65mm đạt kích thước Ø40, vát mép đạt kích thước 1x45
- Đạt kích thước dài 50mm
- Chuẩn định vị gia công:
o Mặt B khử 2 bậc tự do;
+ Chống tịnh tiến theo phương Oz
- Mặt C khử 3 bậc tự do;
+ Chống tịnh tiến theo phương Oy, Ox,
+ Chống xoay theo phương : Ox
- Chọn máy :1k62
- Chọn dao :Dao tiện trụ ngoài gắn mãnh hợp kim cứng BK6
- Dụng cụ : Thước cặp 1/50
- Đồ gá : Chuyên dùng
- Bậc thợ : Công nhân 3/7
2, Vát mép 1x45º
-- Đạt kích thước 1x45º
-- Độ nhám Rz40
-- Cấp chính xác 12
- Chuẩn định vị khi gia công :
o Mặt B khử 2 bậc tự do;
+ Chống tịnh tiến theo phương Oz
- Mặt C khử 3 bậc tự do;
+ Chống tịnh tiến theo phương Oy, Ox,
+ Chống xoay theo phương : Ox
- Chọn máy:1k62
- Chọn dao:Dao vạt mặt đầu gắn mãnh hợp kim cứng BK6
- Dụng cụ: Thước cặp 1/50
- Đồ gá: Chuyên dùng
- Bậc thợ: Công nhân 3/7
vNguyên công VI : Khoan thô lỗ Ø18.5mm , taro M22mm và vát mép lỗ.
1. Khoan thô lỗ Ø10mm
- Cấp chính xác 12
- Đọ nhám Rz40
- Chuẩn định vị khi gia công :
- Mặt B khử 2 bậc tự do;
+ Chống tịnh tiến theo phương Ox
+ Chống xoay theo phương ox
- Mặt C khử 3 bậc tự do;
+ Chống tịnh tiến theo phương Oz, Ox,
Chống xoay theo phương Oz
- Chọn máy:1k62
- Chọn dao:mũi khoan Ø10
- Dụng cụ: Thước cặp 1/50
- Đồ gá: Chuyên dùng
Bậc thợ: Công nhân 3/7
2. Khoan thô lỗ Ø18.5mm
- Cấp chính xác 12
- Đọ nhám Rz40
- Chuẩn định vị khi gia công :
- Mặt B khử 2 bậc tự do;
+ Chống tịnh tiến theo phương Ox
+ Chống xoay theo phương ox
- Mặt C khử 3 bậc tự do;
+ Chống tịnh tiến theo phương Oz, Ox,
Chống xoay theo phương Oz
- Chọn máy:1k62
- Chọn dao:mũi khoan Ø18.5mm
- Dụng cụ: Thước cặp 1/50
- Đồ gá: Chuyên dùng
Bậc thợ: Công nhân 3/7
2. Taro ren M22 bước ren 1.5, L=30mm
- Cấp chính xác 12
- Đọ nhám Rz40
- Chuẩn định vị khi gia công :
- Mặt B khử 2 bậc tự do;
+ Chống tịnh tiến theo phương Ox
+ Chống xoay theo phương ox
- Mặt C khử 3 bậc tự do;
+ Chống tịnh tiến theo phương Oz, Ox,
Chống xoay theo phương Oz
- Chọn máy:1k62
- Chọn dao:mũi taro M22 mm
- Dụng cụ: Thước cặp 1/50
- Đồ gá: Chuyên dùng
Bậc thợ: Công nhân 3/7
3. Vát mép 1.5x45
- Cấp chính xác 12
- Đọ nhám Rz40
- Chuẩn định vị khi gia công :
- Mặt B khử 2 bậc tự do;
+ Chống tịnh tiến theo phương Ox
+ Chống xoay theo phương ox
- Mặt C khử 3 bậc tự do;
+ Chống tịnh tiến theo phương Oz, Ox,
+ Chống xoay theo phương Oz
- Chọn máy:1k62
- Chọn dao: Dao vai gắn mãnh hợp kim cứng BK6
- Dụng cụ: Thước cặp 1/50
- Đồ gá: Chuyên dùng
Bậc thợ: Công nhân 3/7
vNguyên công VI: lăn nhám
1,tiện trụ Ø80mm
- Đạt kích thước dài 50mm
- Chuẩn định vị gia công:
- Mặt B khử 4 bậc tự do;
+ Chống tịnh tiến theo phương Ox,Oz
+ Chống xoay theo phương , Oz,Ox
- Mặt D khử 1 bậc tự do;
+ Chống tịnh tiến theo phương , Oy.
- Chọn máy :1k62






