ĐỒ ÁN TỐT NGHIỆP QUY TRÌNH CÔNG NGHỆ GIA CÔNG CƠ CHI TIẾT THÂN CHỨA NHỚT



NỘI DUNG ĐỒ ÁN
ĐỒ ÁN TỐT NGHIỆP QUY TRÌNH CÔNG NGHỆ GIA CÔNG CƠ CHI TIẾT THÂN CHỨA NHỚT
LỜI NÓI ĐẦU…………………………………………………………...............3
NHẬN XÉT CỦA GIÁO VIÊN HƯỚNG DẪN………………………………..4
NHẬN XÉT CỦA HỘI ĐỒNG……………………………………………….....5
Phần 1. PHÂN TÍCH CHI TIẾT GIA CÔNG (CTGC)……………………….6
1.1. Phân tích công dụng và điều kiện làm việc của chi tiết gia công
1.2. Phân tích vật liệu chế tạo CTGC
1.3. Phân tích kết cấu, hình dạng CTGC
1.4. Phân tích độ chính xác gia công
1.5. Xác định sản lượng năm
Phần 2. CHỌN PHÔI, PHƯƠNG PHÁP
CHẾ TẠO PHÔI VÀ XÁC ĐỊNH LƯỢNG DƯ GIA CÔNG………………...11
2.1. Chọn phôi
2.2. Phương pháp chế tạo phôi
2.3. Xác định lượng dư
2.4. Tính hệ số sử dụng vật liệu
Phần 3. LẬP BẢNG QUY TRÌNH CÔNG NGHỆ GIA CÔNG CƠ………….16
Phần 4. BIỆN LUẬN QUI TRÌNH CÔNG NGHỆ VÀ CHẾ ĐỘ CẮT………17
4.1. Chi tiết thuộc dạng
4.2. Biện luận quy trình
4.2.1. Nguyên công I: Chuẩn bị phôi
42..2. Nguyên công II: Tiện thô, bán tinh mặt A, F
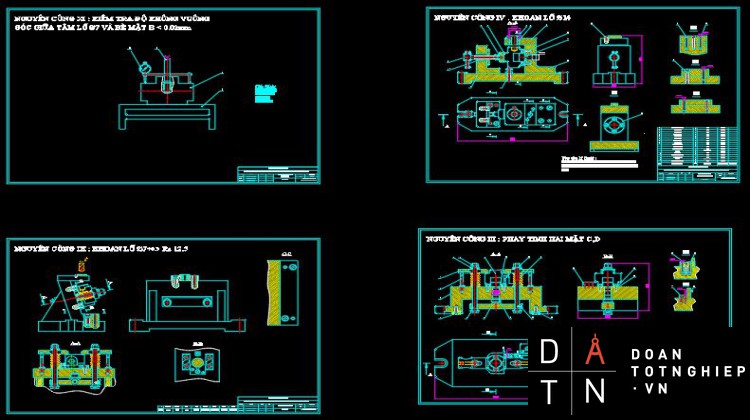
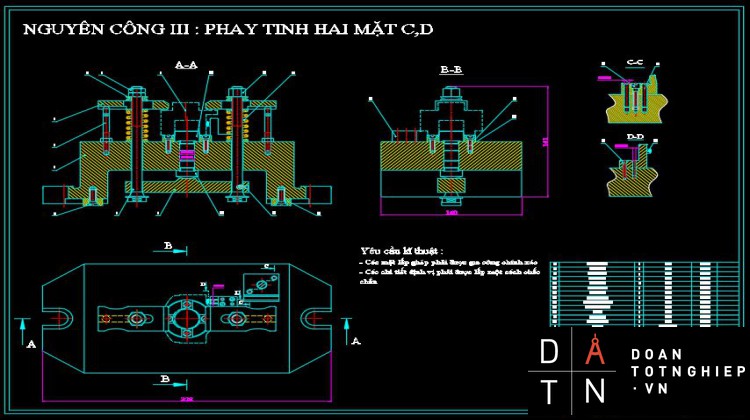
4.2.3. Nguyên công III: Phay tinh mặt C,D
4.2.4. Nguyên công IV: Khoan 2 lỗ ∅14
4.2.5. Nguyên công V: Tiện thô, tinh mặt B E G, khoan tiện tinh lỗ ∅28
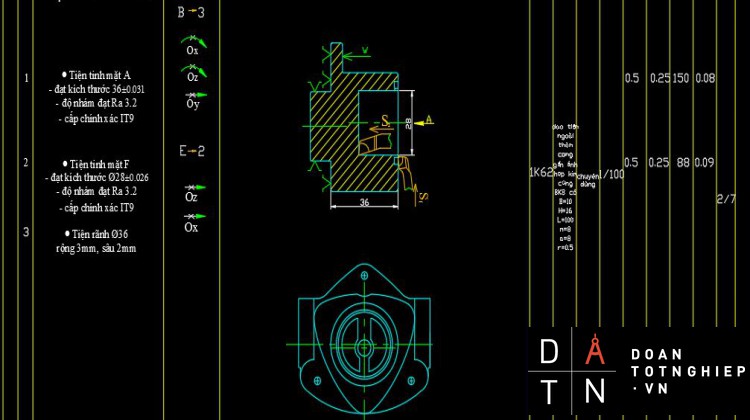
4.2.6. Nguyên công VI: Tiện tinh mặt A F, xẻ rãnh ∅36
4.2.7. Nguyên công VII: Khoan doa lỗ ∅7
4.2.8. Nguyên công VIII: Khoan taro 3 lỗ M6
4.2.9. Nguyên công IX: Khoan lỗ ∅7
4.2.10. Nguyên công X: Taro M16
4.2.11. Nguyên công XI: Tổng kiểm tra
Phần 5. THUYẾT MINH ĐỒ GÁ……………………………………….……....70
5.1. Đồ gá phay hai mặt C, D
5.2. Đồ gá khoan lỗ ∅16
5.3 Đồ gá tiện tinh mặt F , mặt A
5.4 Đồ gá khoan 3 lỗ ∅5 , taro M6
Phần 6. KẾT LUẬN………………………………………………………...….…86
TÀI LIỆU THAM KHẢO…………………………………………………………87
LỜI NÓI ĐẦU
Đồ án Công Nghệ Chế Tạo Máy thực chất là một môn học mang tính tổng
hợp các kiến thức đã học có liên quan tới Công Nghệ Chế Tạo Máy (như các môn học Cơ Sở Công Nghệ Chế Tạo Máy I ,II , Công Nghệ Và Thiết Bị Tạo Phôi, Các Phương Pháp Gia Công Kim Loại,…) để chế tạo được một chi tiết m áy nhằm bảo đảm được y êu cầu thiết kế, phù hợp với điều kiện công nghệ hiện tại của nước ta, vơí th ời gian và phương pháp gia công tối ưu… Muốn đạt được tất cả các điều trên thì ta phải thiết kế được một qui trình công nghệ gia công hợp lý.
Để thực hiện được Đồ án người sinh viên ngoài việc phải nắm vững các kiến thức
về các phương pháp tạo phôi, các phương pháp gia công, định vị, gá đặt, đo lường,… mà còn phải biết cách lựa chọn phương pháp nào là tối ưu, hợp lý nhất. Một qui trình công nghệ hợp lý là áp dụng được những công nghệ, máy móc phù hợp với điều kiện trong nước, thời gian gia công ngắn, chi phí cho gia công thấp nhưng chi tiết vẫn đạt được kích thước với dung sai đúng theo yêu cầu kỹ thuật đặt ra, có giá thành rẻ đáp ứng được nhu cầu của xã hội. Các số liệu, thông số do tra bảng hoặc tính toán đều dựa vào các tài liệu và kinh nghiệm của thầy hướng dẫn .
Một sản phẩm có thể có nhiều phương án công nghệ khác nhau, việc thiết kế quy
trình công nghệ còn so sánh và chọn lọc ra được một phương án công nghệ hợp lý nhất đảm bảo yêu cầu về chất lượng, giá thành rẻ, thời gian, đáp ứng nhu cầu xã hội.
Tuy nhiên, do đây là lần đầu thực hiện đồ án Thiết Kế Qui Trình Công Nghệ nên
không thể tránh khỏi những sai sót trong quá trình tính toán cũng như chọn các số liệu. Chúng em rất mong thầy cô góp ý, để chúng em bổ sung kiến thức của mình được hoàn thiện hơn .
Phần 1. PHÂN TÍCH CHI TIẾT GIA CÔNG (CTGC)
1.1. Phân tích công dụng và điều kiện làm việc của CTGC
- Công dụng:
+Bơm dầu nhớt được sử dụng rộng rãi trong các ngành công nghiệp : Dầu cá ,dầu điều ,dầu DO-FO
+ Bơm dầu nhớt bao gồm các bộ phận chính: bánh ang, trục, thân bơm, van an toàn, phớt trục...
- Điều kiện làm việc:
+ Bơm dầu nhớt được thiết kế chịu được sức mạnh mô men quay và giảm sự mài mòn nâng cao hiệu suất máy bơm.
+ Tất cả các bộ phận của máy bơm dầu nhớt được bôi trơn khi máy hoạt động.
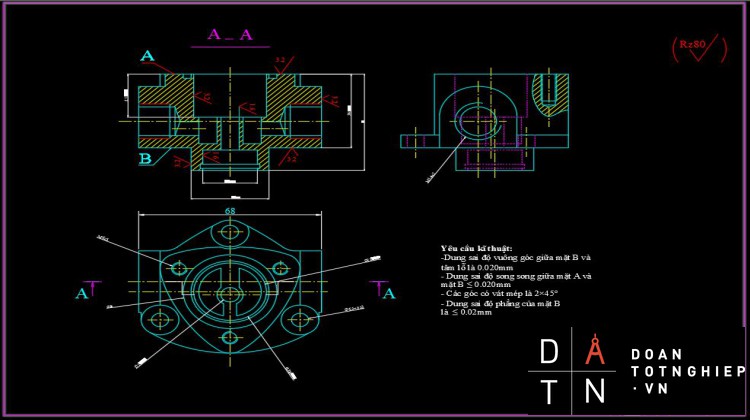
- Các yêu cầu kỹ thuật :
Vát mép các lỗ 2x450
Dung sai độ song song giữa măt A so với mặt B ≤ 0.16mm
-Dung sai độ vuông góc giữa mặt B và tâm lỗ là 0.020mm
1.2. Phân tích vật liệu chế tạo CTGC
Vật liệu: Gang xám GX21-40 . Các loại gang GX12-28 , GX15-32 , GX18-36 dùng làm vỏ hộp , nắp chắn . Loại GX21-40 . GX28-48 là loại có cơ tính cao hơn dùng làm các chi tiết máy như thân máy , bánh đà…( trang 27 Đề cương bài giảng : Vật liệu cơ khí ) nên ta chọn GX21-40 là vật liệu cho chi tiết.
-Thành phần của hóa học của gang xám : Thành phần hóa học của gang xám nằm trong giới hạn sau: C: 2,8 – 3,5%; Si: 1,5 – 3%; Mn: 0,5 – 1%; P: 0,1 – 0,2%; S ≤ 0,08% với các vật đúc nhỏ và 0,1 – 0,12% đối với vật đúc lớn.
1.3. Phân tích kết cấu, hình dạng CTGC
Hình dạng CTGC thuộc loại dạng bánh anggiản ,có kết cấu tương đối phức tạp
Chi tiết có những kích thước bề mặt đặc biệt
1.4 Phân tích độ chính xác gia công
1.4.1- Độ chính xác của kích thước
1.4.1.1- Đối với kích thước có chỉ dẫn dung sai:
Kích thước đường kính lỗ ∅28+0.021
Kích thước danh nghĩa: DN = 28 mm
Tra bảng 2.29 trang 97 BTDSLG ta có :
Độ chính xác về kích thước đường kính lỗ đạt CCX IT7
Tra bảng 1.14 trang 18 BTDSLG ta có :
Sai lệch trên: ES =0.021 mm
Sai lệch dưới: EI = 0 mm
Dung sai kích thước ITD = ES – EI =0.021 – 0 = 0.021mm
Tra bảng (1.4 trang 11 sách STDSLG)
Độ chính xác về kích thước đường kính lỗ đạt cấp chính xác 7
Miền dung sai kích thước lỗ H7. Vậy28+0.021àØ28H7
Kích thước đường kính lỗØ21+0.021
Kích thước danh nghĩa: DN = 21 mm
Tra bảng 2.29 trang 97 BTDSLG ta có :
Độ chính xác về kích thước đường kính lỗ đạt CCX IT7
Tra bảng 1.14 trang 18 BTDSLG ta có :
Sai lệch trên: ES = 0.021 mm
Sai lệch dưới: EI = 0 mm
Dung sai kích thước ITD = ES – EI = 0.021 – 0 = 0.021 mm
Tra bảng (1.4 trang 11 sách STDSLG)
Độ chính xác về kích thước đường kính lỗ đạt cấp chính xác 7
Miền dung sai kích thước lỗ H7. Vậy 21+0.021à21H7
Kích thước đường kính lỗØ∅7+0.015
Kích thước danh nghĩa: DN = 7 mm
Tra bảng 2.29 trang 97 BTDSLG ta có :
Độ chính xác về kích thước đường kính lỗ đạt CCX IT7
Tra bảng 1.14 trang 18 BTDSLG ta có :
Sai lệch trên: ES = 0.015 mm
Sai lệch dưới: EI = 0 mm
Dung sai kích thước ITD = ES – EI = 0.015 – 0 = 0.015 mm
Tra bảng (1.4 trang 11 sách STDSLG)
Độ chính xác về kích thước đường kính lỗ đạt cấp chính xác 7
Miền dung sai kích thước lỗ H7. Vậy∅7+0.015àØ7H7
Kích thước chiều dài lỗ 21+0.021
Kích thước danh nghĩa: dN = 90 mm
Sai lệch trên: es = 0.01 mm
Sai lệch dưới: ei = -0.01 mm
Dung sai kích thước ITd = es – ei = 0.01 – (-0.01) = 0.02 mm
Tra bảng (1.4 trang 11 sách STDSLG)
Độ chính xác về kích thước đạt cấp chính xác 6
Miền dung sai kích thước js6. Vậy 90±0.01à 90js6
Kích thước đường kính ∅30-0.021
Kích thước danh nghĩa: dN = 30 mm
Tra bảng 2.29 trang 97 BTDSLG ta có :
Độ chính xác về kích thước đường kính lỗ đạt CCX IT7
Tra bảng 1.29 trang 41 BTDSLG ta có :
Sai lệch trên: es = 0 mm
Sai lệch dưới: ei = -0.021 mm
Dung sai kích thước ITD = es – ei = 0 + 0.021 = 0.021 mm
Tra bảng (1.4 trang 11 sách STDSLG)
Độ chính xác về kích thước đường kính trục đạt cấp chính xác 7
Miền dung sai kích thước lỗ h7. Vậy ∅30-0.021à21h7
1.4.1.2 Những kích thước không chỉ dẫn dung sai
Các kích thước không chỉ dẫn dung angó đây, giới hạn bởi hai bề mặt gia công nên có cấp chính xác 12
- Kích thước 48 cấp chính xác 12. Theo TCVN tra bảng 1.4 trang 11 sách STDSLG ta được IT = 0.3 mm
Kích thước đầy đủ 48±0.15 mm
- Kích thước 36, cấp chính xác 12. Theo TCVN tra bảng 1.4 trang 11 sách STDSLG ta được IT = 0.25 mm
Kích thước đầy đủ 86±0.125 mm
- Kích thước 68, cấp chính xác 12. Theo TCVN tra bảng 1.4 trang 11 sách STDSLG ta được IT = 0.3 mm
Kích thước đầy đủ 68±0.15 mm
- Kích thước þ36, cấp chính xác 12. Theo TCVN tra bảng 1.4 trang 11 sách STDSLG ta được IT = 0.25 mm
Kích thước đầy đủ þ11±0.125 mm
1.4.2- Độ chính xác về hình dáng hình học
Đảm bảo độ tròn của các lỗ trên chi tiết .
Đảm bảo tính chất đối xứng của 2 lỗ ren trên chi tiết.
Đảm bảo độ phẳng của các bề mặt.
1.4.3- Độ chính xác về vị trí tương quan
-Dung sai độ vuông góc giữa mặt B và tâm lỗ là 0.020mm
- Dung sai độ song song giữa mặt A và mặt B ≤ 0.020mm
- Dung sai độ phẳng của mặt A≤ 0.002 mm
1.4.4- Chất lượng bề mặt
Độ nhám bề mặt các lỗ Ø7+0.015, có Ra=1.6tra bảng 2.29 bảng tra DSLG ta có nhám bề mặt đạt cấp chính xác IT7.
Độ nhám bề mặt lỗ ∅21+0.021, có Ra=3.2tra bảng 2.29 bảng tra DSLG ta có nhám bề mặt đạt cấp chính xác IT6.
Độ nhám bề mặt Acó Ra=3.2tra bảng 2.29 bảng tra DSLG ta có nhám bề mặt đạt cấp chính xác IT7.
Độ nhám bề mặt B có kích thước 68 có Ra=3.2 tra bảng 2.29 bảng tra DSLG ta có cấp chính xác IT12.
Các bề mặt còn lại không ghi đô nhám có Rz=80 đạt cấp chính xác IT14
1.4.5- Kết luận
Từ những phân tích trên về kích thước ,vị trí tương quan giữa các bề mặt, chất lường bề mặt ta thấy chi tiết phù hợp với điều kiện làm việc,chi tiết có yêu cầu kỹ thuật phù hợp với phương pháp gia công chế tạo.
1.5- Xác định sản lương năm
- Chúng ta có 2 cách để xác định được sản lượng của chi tiết :
+ Dựa vào phương pháp thủ công , ta có thể cân chi tiết , dựa vào khối lượng chi tiết mà ta chọn phương pháp chế tạo angó .
+ Dựa vào công nghệ , ta có thể dùng phần mềm thông dụng hiện nay là Pro.e để xác định : ta vẽ chi tiết trên phần mềm , sau đó dùng chính phần mềm này để tính ra thể tích cho chi tiết . Ta có công thức tính khối lượng :
m = M.V
- m : khối lượng chi tiết
- M : khối lượng riêng của chi tiết
- V : thể tích chi tiết
Phần 2. CHỌN PHÔI, PHƯƠNG PHÁP CHẾ TẠO PHÔI VÀ
XÁC ĐỊNH LƯỢNG DƯ GIA CÔNG
2.1 Chọn phôi
Dạng sản xuất: hàng loạt vừa
Đặc diểm hình dạng CTGC: Phôi thuộc dạng bạc
Vật liệu CTGC: GX21-40
- Đúc trong khuôn cát.
- Ưu điểm:
+ Đúc được tất cả các vật liệu có tính nóng chảy.
+ Đúc được những chi tiết có hình dạng phức tạp.
+ Đúc có độ chính xác tương đối cao ,đạt cấp II.
+ Giá thành phôi đúc thấp.
- Nhược điểm:
+ Khuôn chỉ sử dụng một lần.
+ Chất lượng bề mặt không cao cần phải làm sạch sau khi đúc.
b. Đúc trong khuôn kim loại.
- Ưu điểm:
+ Tốc độ kết tinh của kim loại cao nhờ khả năng trao đổi nhiệt độ của hợp kim với thành khuôn cao do đó cơ tính của vật đúc tốt.
+ Chất lượng bề mặt vật đúc tốt.
+ Giá thành vật đúc sẽ giảm do khuôn có tuổi thọ và độ bền cao .
+ Độ chính xác vật đúc cấp 11÷12, độ nhám Ra = 20.
- Nhược điểm :
+ Gía thành sản xuất khuôn cao nên chỉ phù hợp cho sản xuất hàng loạt.
+ Không đúc được vật có thành mõng phức tạp hay có khối lượng lớn
c. Đúc áp lực
- Ưu điểm :
+ Năng suất cao .
+ Đúc được các sản phẩm có kết cấu phức tạp, thành mõng .
+ Cơ tính tốt do nguội nhanh trong khuôn kim loại được điền đầy dưới áp lực cao, độ bóng, độ chính xác cao.
+ Tạo dòng chảy rối, chất lượng đồng đều, ít bị rổ khí
+ Năng suất rất cao (100-200 vật đúc/h)
- Nhược điểm :
+ Không dùng được lõi cát, chỉ sử dụng lõi kim loại
+ Khuôn dễ bị mòn do kim loại lỏng bào mòn khi được dẫn dưới áp lực cao
d. Rèn
- Ưu điểm :
+ Khử được một số khuyết tật như rổ khí, rỗ co làm cho tổ chức kim loại mịn, cơ tính sản phẩm cao.
+ Có khả năng biến tổ chức hạt của kim loại thành tổ chức thớ, có khả năng tạo được các tổ chức thớ uốn, xoắn khác nhau làm ang cơ tính của sản phẩm
+ Độ bóng, độ chính xác cao hơn các chi tiết đúc.
+ Dễ cơ khí hóa và tự động hóa nên năng suất cao, giá thành hạ
- Nhược điểm:
+ Không gia công được các chi tiết phức tạp
+ Không rèn dập được các chi tiết quá lớn
+ Không gia công được các kim loại giòn
- Kết luận : Từ những đặc điểm của các phương pháp chế tạo và vật liệu phôitrên ta thấy phương pháp chế tạo phôi bằng phương pháp đúc cát là hợp lí nhất.
2.2 Phương pháp chế tạo phôi:
* Quy trình sản xuất đúc trong khuôn cát có thể được tóm tắt như sau:
Thành phần của hỗn hợp làm khuôn :
- Thành phần
Hỗn hợp làm khuôn, thao (lõi) bao gồm: cát, đất sét, chất dính kết và chất phụ.
*Cát: cát là thành phần chủ yếu của hỗn hợp làm khuôn, thao. Thành phần hóa học chủ yếu của cát là SiO2 (thạch anh), ngoài ra còn có một ít đất sét và tạp chất khác.
* Đất sét: thành phần chủ yếu là cao lanh có công thức là mAl2O3.n SiO2.Qh2O. Ngoài ra còn có một số tạp chất khác như CaCO3, Fe2O3, Na2CO3. Khi lượng nước thích hợp đất sét dẻo và dính, khi sấy khô độ bền ang nhưng giòn, dễ vỡ.
* Chất kết dính: là những chất được đưa vào hỗn hợp để ang độ dẻo, độ bền của nó.
* Những chất kết dính: thường dùng như dầu thực vật (dầu lanh, dầu bông, dầu trẩu), các chất hòa tan trong nước (đường, mật mía, bột hồ, các chất dính kết hóa cứng (nhựa thông, ximăng, bã hắc ín) và nước thủy tinh (là dung dịch silicat Na2O.nSiO2.Mh2O hoặc K2O.nSiO2.Mh2O).
( tham khảo mạng . Link :https://sites.google.com/site/vlckcnkl/chuong-ix-cong-nghe-dhuc/9-2-dhuc-trong-khuon-cat )
Yêu cầu phôi đúc
- Phôi đúc phải đúng kỹ thuật
- Phôi đúc không có khuyết tật như vết nứt, rổ khí, vết cháy,…
- Đạt cấp chính xác cấp 2 , thường đạt cấp chính xác 2 trong điều kiện sảm xuất hang loạt , nó tương đương cấp chính xác 13-14 thông thường đối với vật đúc có kích thước < 500mm và đạt cấp chính xác 14-15 đối với vật đú có kích thước > 500mm ( trang 72 giáo trình Công nghệ chế tạo máy 1 )
2.3 Xác định lương dư
Phôi đúc tra bảng 5.10( trang 91 giáo trình công nghẹ chế tạo máy 1 ) cấp chính xác 2 kích thước <120mm, kích thước tới 50 tra được lượng dư của mặt trên S=3.5±0.5,lượng dư của mặt dưới S=2.5±0.5, lượng dư mỗi bên , kích thước tới 120mm S=2.5±0.5 mm. Đường kính trong Ø23 lượng dư 2.5±0.5
2.4 Tính hệ số sử dụng vật liệu
K = Mct / Mph = 588/838 = 0.702> 0.7
Đạt yêu cầu
Phần 3. LẬP BẢNG QUY TRÌNH CÔNG NGHỆ GIA CÔNG
3.1 MỤC ĐÍCH:
Xác định các trình tự gia công hợp lý nhằm đảm bảo chính xác về kích thước, vị trí tương quan, hình dáng hình học, độ nhám bề mặt theo yêu cầu chi tiết cần chế tạo.
3.2 NỘI DUNG:
- Chọn phương pháp gia công các bề mặt phôi.
- Chọn chuẩn công nghệ và sơ đồ gá đặt.
Phần 4: BIỆN LUẬN QUY TRÌNH GIA CÔNG CƠ
4.1 .Chi tiết thuộc dang bạc:
Chi tiết có các mặt phẳng chính và các hệ lỗ chính cần phải gia công chính xác.
Hệ mặt phẳng chính (mặt A, B) là mặt phẳng trên và dưới của chi tiết. Mặt A, B là các mặt lắp ghép nên cần phải gia công chính xác.
Hệ lỗ chính là lỗ 21+0.021, lỗ ∅7+0.015 và 28+0.021
Chi tiết thuộc dạng bạc phải thỏa mãn tính chất kỹ thuật điều kiện làm việc và điều kiện lắp ráp.
4.2.Biện luận nguyên công:
4.2.1Nguyên công I:
-Chuẩn bị phôi;
+ Làm sạch phôi
+ Cắt bỏ đậu ngót, đậu rót
+ Kiểm tra kích thước
+ Ủ phôi
4.2.2Nguyêncông II:
- Nội dung: Tiện thô, bán tinh mặt A, mặt F
°Tiện thô mặt A
- Đạt kích thước 38±0.37
- Đạt độ nhám Ra 25
- Cấp chính xác IT14
°Tiện bán tinh mặt A
-Đạtkíchthước 36.5±0.15
- Đạt độ nhám Ra 6.3
- Cấp chính xác IT12
° Tiện thô mặt F
- Đạt kích thước ∅26±0.26
- Độ nhám đạt Ra 25
- Cấp chính xác IT14
° Tiện bán tinh mặt F
- Đạt kích thước ∅27.4±0.105
- Độ nhám đạt Ra 6.3
- Cấp chính xác IT12
- Chọn chuẩn
Mặt B 3 bậc (Tịnh tiến Oy, Chống xoay: Ox, Oz)
Mặt E 2bậc (tịnh tiến Oz,Ox)
- Chọn máy: máy tiện1K62.
Chiều cao tâm 200 – khoảng cách giữa 2 tâm 1400 , công suất động cơ 10Kw. Đường kính lỗ trục chính 45mm. Côn mooc số 5
- Chọn dao:Dao tiện ngoài thân cong ghép mảnh hợp kim cứng BK8 có : h=16 mm , b= 10mm , L = 100mm , m = 8 mm , a =8 , r = 0.5
(tra bảng 4-4 trang 295 sách sổ tay công nghệ chế tạo máy 1 )
Dao tiện lỗ góc nghiêng 600 gắn mảnh hợp kim cứng có : h = 20 mm , b = 16 mm , L = 200 mm , l = 16 mm .
( tra bảng 4-13 sách sổ tay công nghệ chế tạo máy 1 trang 301 )
- Đồ gá: Chuyên dùng.
- Dụng cụ đo: Thước cặp 1/50
Chế độ cắt tiện thô mặt A
- Chọn chiều sâu cắt t:
Gia công thô nên chọn t=2 (mm)
- Lượng chạy dao ang
Tra bảng (21-1/27) CĐCGCCK , ta được :
Chiều dày mảnh hợp kim cứng : 4 mm
t ≤ 4 mm
=> S1 = 1.3 × 1.6 × 0.4 = 0.8 mm/ vòng
Tra bảng ( 25.1./29 ) CĐC GCCK ta được :
Đường kính chi tiết : trên 40 đến 60 mm
Kích thước dao : 16×25mm
Vật liệu gia công : gang
Chiều sâu cắt t : đến 3 mm
=> S2 = 0.6 – 0.9 mm /vòng
Tra bảng ( 16.1/23 ) CĐC GCCK , ta được :
Vật liệu gia công : gang
Đường kính ≤ 300mm
Công suất máy : ≤ 10Kw
Chiều sâu cắt : t ≤ 2
=>S3 không được sử dụng
Vậy ta chọn St = Smin = 0.6 mm/vòng
Tra thuyết minh máy chọn
Chọn Sm = 0.6 mm/vòng
- Vận tốc cắt.
Tra bảng 45-1/38 CĐCGCCK , ta có :
Gang HB = 182 ÷ 199
Chiều sâu cắt t = 2 mm
Lượng chạy dao S = 0.6
Tiện ngang : => V = 154m/phút
Tra bảng 47.1 , 48.1 , 49.1 trang 39 CĐC GCCK :
=> V = 154 × 0.83 × 0.87 × 1 = 111 m/phút
Số vòng quay trong 1 phút : n = = = 589 v/phút
Tra thuyết minh máy , chọn nt = 500 v/phút
=> Tốc độ cắt thực tế là : V = = = 94 m/phút
- Lực cắt gọt:
Theo bảng (11.1/19) CĐCGCCK :
|
|
Cp |
x |
y |
n |
|
Pz |
92 |
1 |
0.75 |
0 |
|
Px |
46 |
|
0.4 |
0 |
|
Py |
54 |
0.9 |
0.7 |
0 |
Tra bảng 21.1/15 :
Km =1.25 = 1
Lực tiếp tuyến Pz = Cp .Sy.tx .Vn . Km = 92 .0.60.75 .2 .1 . 1 = 93 KG
Lực dọc trục : Px = Cp . Sy.tx .Vn . Km = 46 .0.60.75 .2 .1 . 1 = 62.7 KG
Lực hướng kính : Py = Cp . Sy.tx .Vn . Km = 54 .0.60.75 .2 .1 . 1 = 73.6 KG
- Công suất cắt:
N = = = 1.38 Kw
So với công suất máy ( 10Kw ) đảm bảo hoạt động an toàn .
Thời gian gia công :
T0 = × i= × 1= 0.06 phút
L1 = t.cotg60 = 1.2 mm
L2 = 1 mm
L = D/2 – d/2 = 16 mm
Chế độ cắt bán tinh mặt A :
- Chọn chiều sâu cắt t:
Gia công thô nên chọn t=1 (mm)
- Lượng chạy dao ang
Tra bảng (21-1/27) CĐCGCCK , ta được :
Chiều dày mảnh hợp kim cứng : 4 mm
t ≤ 4 mm
=> S1 = 1.3 × 1.6 × 0.4 = 0.8 mm/ vòng
Tra bảng ( 25.1./29 ) CĐC GCCK ta được :
Đường kính chi tiết : trên 40 đến 60 mm
Kích thước dao : 16×25mm
Vật liệu gia công : gang
Chiều sâu cắt t : đến 3 mm
=> S2 = 0.6 – 0.9 mm /vòng
Tra bảng ( 16.1/23 ) CĐC GCCK , ta được :
Vật liệu gia công : gang
Đường kính ≤ 300mm
Công suất máy : ≤ 10Kw
Chiều sâu cắt : t ≤ 2
=>S3 không được sử dụng
Vậy ta chọn St = Smin = 0.6 mm/vòng
Tra thuyết minh máy chọn
Chọn Sm = 0.6 mm/vòng
- Vận tốc cắt.
Tra bảng 45-1/38 CĐCGCCK , ta có :
Gang HB = 182 ÷ 199
Chiều sâu cắt t = 1 mm
Lượng chạy dao S = 0.6
Tiện ngang : => V = 164m/phút
Tra bảng 47.1 , 48.1 , 49.1 trang 39 CĐC GCCK :
=> V = 164 × 0.83 × 0.87 × 1 = 118 m/phút
Số vòng quay trong 1 phút : n = = = 626 v/phút
Tra thuyết minh máy , chọn nt = 630 v/phút
=> Tốc độ cắt thực tế là : V = = = 118 m/phút
Lực cắt gọt:
Theo bảng (11.1/19) CĐCGCCK :
|
|
Cp |
x |
y |
n |
|
Pz |
92 |
1 |
0.75 |
0 |
|
Px |
46 |
|
0.4 |
0 |
|
Py |
54 |
0.9 |
0.7 |
0 |
Tra bảng 21.1/15 :
Km =1.25 = 1
Lực tiếp tuyến Pz = Cp .Sy.tx .Vn . Km = 92 .0.60.75 .1 .1 . 1 = 62.3 KG
Lực dọc trục : Px = Cp . Sy.tx .Vn . Km = 46 .0.60.75 .1 .1 . 1 = 31.4 KG
Lực hướng kính : Py = Cp . Sy.tx .Vn . Km = 54 .0.60.75 .1 .1 . 1 = 36.8 KG
- Công suất cắt:
N = = = 1.2Kw
So với công suất máy ( 10Kw ) đảm bảo hoạt động an toàn .
Thời gian gia công :
T0 = × i= × 1= 0.048 phút
L1 = t.cotg60 = 1.2 mm
L2 = 1 mm
L = D/2 – d/2 = 16 mm
Chế độ cắt tiện thô mặt F
Dao tiện lỗ góc nghiêng 600 gắn mảnh hợp kim cứng có : h = 20 mm , b = 16 mm , L = 200 mm , l = 16 mm .
( tra bảng 4-13 sách sổ tay công nghệ chế tạo máy 1 trang 301 )
Chọn chiều sâu cắt t:
Gia công thô nên chọn t=1.5 (mm)
- Lượng chạy dao ang
Tra bảng (21-1/27) CĐCGCCK , ta được :
Chiều dày mảnh hợp kim cứng : 4 mm
t ≤ 4 mm
=> S1 = 1.3 × 1.6 × 0.4 = 0.8 mm/ vòng
Tra bảng ( 25.1./29 ) CĐC GCCK ta được :
Đường kính chi tiết : trên 20 đến 40 mm
Kích thước dao : 16×25mm
Vật liệu gia công : gang
Chiều sâu cắt t : đến 3 mm
=> S2 = 0.4 – 0.5 mm /vòng
Tra bảng ( 16.1/23 ) CĐC GCCK , ta được :
Vật liệu gia công : gang
Đường kính ≤ 300mm
Công suất máy : ≤ 10Kw
Chiều sâu cắt : t ≤ 2
=>S3 không được sử dụng
Vậy ta chọn St = Smin = 0.4 mm/vòng
Tra thuyết minh máy chọn
Chọn Sm = 0.43 mm/vòng
- Vận tốc cắt.
Tra bảng 45-1/38 CĐCGCCK , ta có :
Gang HB = 182 ÷ 199
Chiều sâu cắt t = 1.5 mm
Lượng chạy dao S = 0.4
Tiện trong : => V = 124m/phút
Tra bảng 47.1 , 48.1 , 49.1 trang 39 CĐC GCCK :
=> V = 124 × 0.83 × 0.72 × 1 = 74 m/phút
Số vòng quay trong 1 phút : n = = = 392 v/phút
Tra thuyết minh máy , chọn nt = 400 v/phút
=> Tốc độ cắt thực tế là : V = = =75 m/phút
Lực cắt gọt:
Theo bảng (11.1/19) CĐCGCCK :
|
|
Cp |
x |
y |
n |
|
Pz |
92 |
1 |
0.75 |
0 |
|
Px |
46 |
|
0.4 |
0 |
|
Py |
54 |
0.9 |
0.7 |
0 |
Tra bảng 21.1/15 :
Km =1.25 = 1
Lực tiếp tuyến Pz = Cp .Sy.tx .Vn . Km = 92 .0,430.75 .1,5 . 1 . 1 = 73 KG
Lực dọc trục : Px = Cp . Sy.tx .Vn . Km = 46 .0,430.75 .1,5 . 1 . 1 = 69 KG
Lực hướng kính : Py = Cp . Sy.tx .Vn . Km = 54 .0,430.75 .1,5 . 1 . 1 = 43 KG
- Công suất cắt:
N = = = 0.89Kw
So với công suất máy ( 10Kw ) đảm bảo hoạt động an toàn .
Thời gian gia công :
T0 = × i= × 1= 0.097 phút
L1 = t.cotg60 = 0.87 mm
L2 = 1 mm
L = 21.5mm
Chế độ cắt tiện bán tinh mặt F
Dao tiện lỗ góc nghiêng 600 gắn mảnh hợp kim cứng có : h = 20 mm , b = 16 mm , L = 200 mm , l = 16 mm .
( tra bảng 4-13 sách sổ tay công nghệ chế tạo máy 1 trang 301 )
Chọn chiều sâu cắt t:
Gia công thô nên chọn t=0.7 (mm)
- Lượng chạy dao ang
Tra bảng (21-1/27) CĐCGCCK , ta được :
Chiều dày mảnh hợp kim cứng : 4 mm
t ≤ 4 mm
=> S1 = 1.3 × 1.6 × 0.4 = 0.8 mm/ vòng
Tra bảng ( 25.1./29 ) CĐC GCCK ta được :
Đường kính chi tiết : trên 20 đến 40 mm
Kích thước dao : 16×25mm
Vật liệu gia công : gang
Chiều sâu cắt t : đến 3 mm
=> S2 = 0.4 – 0.5 mm /vòng
Tra bảng ( 16.1/23 ) CĐC GCCK , ta được :
Vật liệu gia công : gang
Đường kính ≤ 300mm
Công suất máy : ≤ 10Kw
Chiều sâu cắt : t ≤ 2
=>S3 không được sử dụng
Vậy ta chọn St = Smin = 0.4 mm/vòng
Tra thuyết minh máy chọn
Chọn Sm = 0.43 mm/vòng
- Vận tốc cắt.
Tra bảng 45-1/38 CĐCGCCK , ta có :
Gang HB = 182 ÷ 199
Chiều sâu cắt t = 0.7 mm
Lượng chạy dao S = 0.4
Tiện trong : => V = 140 m/phút
Tra bảng 47.1 , 48.1 , 49.1 trang 39 CĐC GCCK :
=> V = 140 × 0.83 × 0.72 × 1 = 88 m/phút
Số vòng quay trong 1 phút : n = = = 445 v/phút
Tra thuyết minh máy , chọn nt = 400 v/phút
=> Tốc độ cắt thực tế là : V = = = 75 m/phút
Lực cắt gọt:
Theo bảng (11.1/19) CĐCGCCK :
|
|
Cp |
x |
y |
n |
|
Pz |
92 |
1 |
0.75 |
0 |
|
Px |
46 |
|
0.4 |
0 |
|
Py |
54 |
0.9 |
0.7 |
0 |
Tra bảng 21.1/15 :
Km =1.25 = 1
Lực tiếp tuyến Pz = Cp .Sy.tx .Vn . Km = 92 .0,43.75 . 0,7 . 1 . 1 = 48.8 KG
Lực dọc trục : Px = Cp . Sy.tx .Vn . Km = 46 .0,430.75 .0,7 . 1 . 1 = 24.4 KG
Lực hướng kính : Py = Cp . Sy.tx .Vn . Km = 54 .0,430.75 .0,7 . 1 . 1 = 28.7 KG
- Công suất cắt:
N = = = 0.59Kw
So với công suất máy ( 10Kw ) đảm bảo hoạt động an toàn .
Thời gian gia công :
T0 = × i= × 1= 0.097 phút
L1 = t.cotg60 = 0.87 mm
L2 = 1 mm
L = 21.5mm
.............










