ĐỒ ÁN TỐT NGHIỆP THIẾT KẾ CHẾ TẠO MÁY CƯA BÀN TRƯỢT
NỘI DUNG ĐỒ ÁN
MỤC LỤC ĐỒ ÁN TỐT NGHIỆP THIẾT KẾ CHẾ TẠO MÁY CƯA BÀN
Lời nói đầu.. 7
CHƯƠNG 1: TỔNG QUAN CÔNG NGHỆCẮT GỖ VÀ MÁY CƯA CẮT 9
1.1... Công nghệ cắt vật liệu gỗ và máy cưa cắt gỗ. 9
1.1.1 Giới thiệu công nghệ cắt và vật liệu cắt9
1.1.2 Ứng dụng của công nghệ cưa cắt gỗ. 15
1.2... Giới thiệu về một số loại máy cưa cắt gỗ. 15
1.3... Máy cưa bàn trượt. 20
1.3.1. Cấu tạo chung của máy cưa bàn trượt20
1.3.2. Chức năng, ưu nhược điểm và ứng dụng của máy. 22
CHƯƠNG 2: TÍNH TOÁN THIẾT KẾ CỤM CHUYỂN ĐỘNG DAO 24
2.1.. . Một số phương án thiết kế. 24
2.1.1 Một số phương án đề xuất25
2.1.2 Phương án lựa chọn. 32
2.2... Sơ đồ động:. 36
2.2.1. Phân tích khối lượng, vật liệu các cụm chi tiết – cụm máy. 37
2.3... Tính toán thông số của cụm dao. 42
2.4.1. Chế độ cắt42
2.4.2. Chọn động cơ và phân phối tỉ số truyền. 45
2.4.3. Tính toán thiết kế bộ truyền đai thang. 46
2.4.4. Thiết kế trục làm việc. 51
CHƯƠNG 3 – THIẾT KẾ VÀ TÍNH TOÁN CỤM BÀN MÁY 58
3.1... Thiết kế bàn máy. 58
3.1.1. Phương án 1. 58
3.1.2. Phương án 2. 60
3.1.3. Phương án 3. 61
3.1.4. Phương án 4. 62
3.1.5. Phương án lựa chọn. 63
3.2... Thiết kế cụm cữ tỳ. 64
3.2.1. Phương án 1. 64
3.2.2. Phương án 2. 65
3.2.3. Phương án 3. 67
3.2.4. Phương án 4. 68
3.2.5. Lựa chọn phương án thiết kế. 69
3.3... Thiết kế cụm cữ tỳ góc. 70
3.2.1. Phương án 1. 70
3.2.2. Phương án 2. 71
3.2.3. Phương án 3. 73
3.2.4. Lựa chọn phương án thiết kế. 74
3.3... Thiết kế bộ truyền bánh răng thanh răng. 74
3.3.1. Chọn vật liệu. 74
3.3.2. Xác định các ứng suất cho phép. 75
3.3.3. Xác định các thông số cơ bản của bộ truyền. 77
3.4... Lựa chọn vật liệu và tính toán một số thông số. 81
3.4.1. Tổng quan một số tính chất của vật liệu được sử dụng. 81
3.4.2. Tính toán khối lượng các cụm chi tiết, cụm máy. 85
CHƯƠNG 4: SƠ ĐỒ LẮP VÀ SƠ ĐỒ NGUYÊN CÔNG LẮP 88
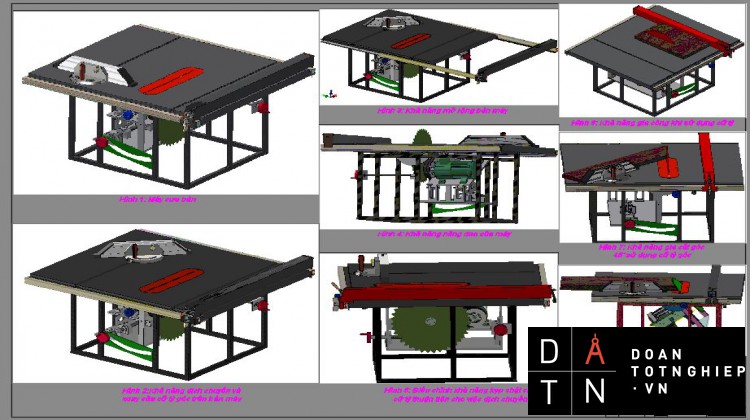
4.1... Máy cưa bàn thiết kế. 88
4.1.1. Phần bàn máy. 88
4.1.2. Cữ tỳ. 91
4.1.3. Cữ tỳ góc. 92
4.1.4. Phần thân máy. 93
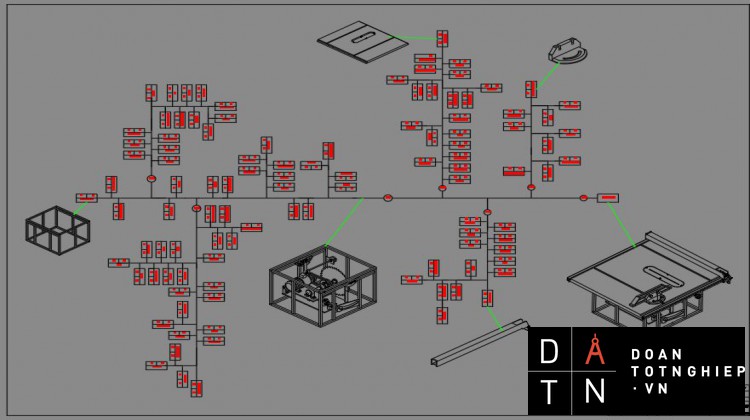
4.2... Sơ đồ lắp và quy trình lắp. 97
4.3... Sơ đồ nguyên công lắp. 97
KẾT LUẬN... 109
TÀI LIỆU THAM KHẢO... 110
MỤC LỤC HÌNH VẼ
Hình 1. 1: Cắt xẻ gỗ. 9
Hình 1. 2: Phương pháp bào gỗ và cắt gỗ. 9
Hình 1. 3: Mô phỏng chuyển động cắt thẳng. 10
Hình 1. 4: Mô phỏng chuyển động cắt tròn. 10
Hình 1. 5: Nguyên liệu gỗ. 11
Hình 1. 6: Ứng dụng của gỗ trong kiến trúc. 12
Hình 1. 7: Vật dụng từ gỗ. 12
Hình 1. 8: Máy cưa vòng. 15
Hình 1. 9: Máy cưa Panel15
Hình 1. 10: Máy cưa bàn trượt16
Hình 1. 11: Máy cưa lọng. 16
Hình 1. 12: Máy xẻ lưỡi17
Hình 1. 13: Máy cắt đầu mộng. 17
Hình 1. 14: Máy bóc gỗ. 18
Hình 1. 15: Máy đánh mộng. 18
Hình 1. 16: Máy ép gỗ. 19
Hình 1. 17: Máy dán cạnh. 19
Hình 1. 18: Sơ đồ cấu tạo máy cưa bàn. 20
Hình 1. 19: Máy cưa bàn Makita MLT100. 23
Hình 2. 1: Minh họa phương án thiết kế thứ 1. 24
Hình 2. 2: Cơ cấu bánh răng - thanh răng. 25
Hình 2. 3: Phương án thiết kế 3. 26
Hình 2. 4: Cơ cấu sống trượt28
Hình 2. 5: Phương án thiết kế thứ 1 chuyển động nghiêng của dao. 29
Hình 2. 6: Phương án thiết kế thứ 2 chuyển động nghiêng của dao. 30
Hình 2. 7: Sơ đồ phương án tịnh tiến dao. 31
Hình 2. 8: Sơ đồ 3D phương án tịnh tiến dao. 32
Hình 2. 9: Sơ đồ phương án nghiêng dao. 33
Hình 2. 10: Sơ đồ 3D phương án nghiêng dao. 34
Hình 2. 11a: Sơ đồ động thân máy. 35
Hình 2. 11b: Sơ đồ động thân máy. 35
Hình 2. 12: Sơ đồ phân bố lực trục làm việc. 52
Hình 3. 1: Phương án thiết kế bàn máy thứ 1. 57
Hình 3. 2: Cơ cấu tạo khả năng mở rộng, thu gọn bàn máy. 57
Hình 3. 3: Cơ cấu kẹp chặt58
Hình 3. 4: Phương án thiết kế bàn máy thứ 2. 59
Hình 3. 5: Phương án thiết kế bàn máy thứ 3. 60
Hình 3. 6: Phương án thiết kế bàn máy thứ 4. 61
Hình 3. 7: Phương án thiết kế cữ tỳ thứ nhất63
Hình 3. 8: Cơ cấu kẹp chặt cụm cữ tỳ thứ 1. 64
Hình 3. 9:Phương án thiết kế cữ tỳ thứ 2. 64
Hình 3. 10: Khả năng làm việc của cữ tỳ thứ 1. 65
Hình 3. 11: Phương án thiết kế cữ tỳ thứ 3. 66
Hình 3. 12: Phương án thiết kế cứ tỳ thứ 3. 67
Hình 3. 13: Thiết kế cữ tỳ. 68
Hình 3. 14: Phương án thiết kế cữ tỳ góc thứ 1. 69
Hình 3. 15: Phương án thiết kế cữ tỳ góc thứ 2. 70
Hình 3. 16: Phương án thiết kế cữ tỳ góc thứ 3. 71
Hình 3. 18: Cơ cấu bánh răng- thanh răng. 75
MỤC LỤC CÁC BẢNG BIỂU
Bảng 2. 1: Thành phần hóa học thép C45. 36
Bảng 2. 2: Tính chất cơ học thép C15, C30, C45. 36
Bảng 2. 3: Thành phần hóa học GX21-40. 37
Bảng 2. 4: Khối lượng cụm động cơ và dao. 38
Bảng 2. 5: Khối lượng cụm bàn truyền động và các bộ phận phụ. 39
Bảng 2. 6: Khối lượng khung máy. 40
Bảng 2. 7: Lựa chọn các thông số. 42
Bảng 2. 8: Lựa chọn các thông số. 43
Bảng 2. 9: Thông số động cơ làm việc. 44
Bảng 2. 10: Các thông số bộ truyền. 45
Bảng 2. 11: Thông số đai46
Bảng 2. 12: Thông số tính toán. 47
Bảng 2. 13: Lựa chọn thông số.. 48
Bảng 2. 14: Lựa chọn thông số .. 48
Bảng 2. 15: Lựa chọn thông số 48
Bảng 2. 16: Lựa chọn thông số . 48
Bảng 2. 17: Lựa chọn thông số ... 49
Bảng 2. 18: Các thông số tính toán. 54
Bảng 2. 19: Các thông số lựa chọn. 55
Bảng 3. 1: Lựa chọn vật liệu bánh răng-thanh răng. 73
Bảng 3. 2: Thành phần hóa học C45. 80
Bảng 3. 3: Cơ tính C45. 80
Bảng 3. 4: Thành phần hóa học thép CT3. 80
Bảng 3. 5: Tính chất cơ lý thép CT3. 81
Bảng 3. 6: Thành phần hóa học thép 9XC.. 81
Bảng 3. 7: Tính chất cơ tính thép 9XC.. 81
Bảng 3. 8: Tính chất cơ lý nhựa PVC.. 82
Bảng 3. 9: Thành phần hóa học hợp kim nhôm 6061. 83
Bảng 3. 10: Tính chất cơ học hợp kim nhôm 6061. 83
Bảng 3. 11: Thành phần hóa học hợp kim nhôm 7075. 84
Bảng 3. 12: Tính chất cơ học hợp kim nhôm 7075. 84
Bảng 3. 13: Khối lượng bàn máy. 84
Bảng 3. 14: Khối lượng cụm cữ tỳ. 85
Bảng 3. 15: Khối lượng cụm cữ tỳ góc. 86
Lời nói đầu
Đất nước ta hiện nay đang có những chuyển biến lớn về mọi mặt, đặc biệt là sự phát triển của nền kinh tế. Trong sự phát triển đó, ngành Cơ khí đã chứng tỏ được tầm quan trọng không thể thiếu trong mọi mặt của nền kinh tế, từ những sản phẩm cơ khí đóng vai trò hàng hoá cho đến việc sản xuất, chế tạo các máy móc, thiết bị, công cụ sản xuất cho các ngành nghề khác. Nói cách khác, ngành Cơ khí đóng vai trò mũi nhọn trong quá trình phát triển đất nước. Hiện nay, người kỹ sư Cơ khí nói chung và kỹ sư Chế tạo nói riêng cũng đang ngày một chứng tỏ được vai trò của mình trong sự phát triển của ngành Cơ khí cũng như trong nền kinh tế của đất nước. Mặt khác, người kỹ sư chuyên ngành Công nghệ chế tạo cơ khí cũng đang đứng trước những thử thách mới không kém phần khó khăn. Đó là phải tìm cách làm như thế nào để các sản phẩm Cơ khí được tạo ra có chất lượng cao, giá thành hạ, có khả năng cạnh tranh được trên thị trường trong nước và quốc tế.
Đối với sinh viên chuyên ngành Công nghệ chế tạo cơ khí thì nhiệm vụ hàng đầu là phải nắm vững các kiến thức chuyên ngành cơ bản để có thể thiết kế, chế tạo, hoàn thiện hơn nữa các sản phẩm cơ khí. Đồng thời, phải tích cực tìm hiểu các thành tựu khoa học kỹ thuật mới trong lĩnh vực công nghệ chế tạo để sau khi ra trường có thể đáp ứng được những yêu cầu trong ngành Cơ khí.
Đồ án tốt nghiệp là thử thách đầu tiên để sinh viên chuyên ngành Công nghệ chế tạo cơ khí chứng tỏ khả năng nắm bắt và vận dụng các kiến thức của mình trước khi trở thành một kỹ sư Cơ khí. Để có thể hoàn thành đồ án này sinh viên phải biết cách tổng hợp các kiến thức đã được học tập trong trường vận dụng một cách linh hoạt, kết hợp với các hiểu biết của mình về thực tế sản xuất trong ngành Cơ khí – Chế tạo ở Việt Nam, dưới sự hướng dẫn của cô giáo Trần Thị Vân Nga để tiến hành phân tích và đưa ra phương án thực hiện có hiệu quả. Sau khi thực hiện xong đồ án thì sinh viên thu được rất nhiều kiến thức và kinh nghiệm bổ ích cho công việc sau này. Chúng em xin chân thành cảm ơn!
CHƯƠNG 1: TỔNG QUAN CÔNG NGHỆCẮT GỖ VÀ MÁY CƯA CẮT
1.1. Công nghệ cắt vật liệu gỗ và máy cưa cắt gỗ
1.1.1 Giới thiệu công nghệ cắt và vật liệu cắt
a) Công nghệ cưa cắt gỗ
Cắt gọt gỗ là dùng công cụ để chia tách đối tượng ra làm nhiều phần bằng việc phá huỷ liên kết theo hướng định trước.
Hình 1. 1: Cắt xẻ gỗ
- Phương pháp cắt gọt gỗ:
Cắt gọt gỗ là phương pháp chế biến cơ giới mà trong đó việc thay đổi hình dáng, kích thước của gỗ được thực hiện bằng sự phá huỷ liên kết giữa các phần tử vật chất gỗ theo hướng định trước của con người nhờ công cụ cắt.
Ví dụ như: bóc, lạng, bào, cưa, đục, …
Hình 1. 2: Phương pháp bào gỗ và cắt gỗ
- Điều kiện thực hiện cắt gọt gỗ:
Để thực hiện quá trình cắt gọt gỗ cần có các yếu tố như: Gỗ (phôi), dao cắt (công cụ cắt) và chế độ cắt.
- Nguyên lý cắt gọt:
+ Cắt thẳng: chuyển động tương đối giữa dao và gỗ là chuyển động thẳng
Hình 1. 3: Mô phỏng chuyển động cắt thẳng
+Cắt tròn: Chuyển động tương đối giữa dao cắt và gỗ là chuyển động quay tròn
Hình 1. 4: Mô phỏng chuyển động cắt tròn
- Thành phần sau quá trình cắt:
+ Phôi là đối tượng hay vật thể gỗ đưa vào gia công cắt gọt
+ Sản phẩm hay bán sản phẩm là phần phôi giữ lại sau quá trình cắt đảm bảo yêu cầu xác định
+ Phế liệu là phần dư trên phôi cần cắt bỏ (phoi hoặc phần thừa)
b) Vật liệu cắt (gỗ)
Gỗ là một dạng tồn tại vật chất có cấu tạo chủ yếu từ các thành phần cơ bản như: xenluloza (40-50%), hemixenluloza (15-25%), lignin (15-30%) và một số chất khác. Nó được khai thác chủ yếu từ các loài cây thân gỗ
- Công dụng của gỗ:
+ Sơ bộ thống kê hiện nay trên thế giới có khoảng trên 100 ngành dùng gỗ làm nguyên, vật liệu với trên 22.000 công việc khác nhau và sản xuất ra hơn 20.000 loại sản phẩm.
+ Gỗ là nguyên, vật liệu được con người sử dụng lâu đời và rộng rãi, là một trong những vật tư chủ yếu của nền kinh tế quốc dân
Hình 1. 5: Nguyên liệu gỗ
+ Trong các văn kiện chính thức từ trước tới nay, chính phủ Việt Nam vẫn xếp gỗ đứng hàng thứ ba sau điện và than
+ Gỗ được sử dụng rất rộng rãi trong công nghiệp, nông nghiệp, giao thông vận tải, kiến trúc, xây dựng, khai khoáng.
Hình 1. 6: Ứng dụng của gỗ trong kiến trúc
+ Ngoài ra gỗ còn được dùng làm văn phòng phẩm, nhạc cụ, dụng cụ thể dục thể thao, đóng toa tàu, thùng xe, thuyền, cầu cống , bàn ghế và dụng cụ học sinh, đồ dùng trong gia đình, công sở và chuyên dùng như bệnh viện, thư viện,…
Hình 1. 7: Vật dụng từ gỗ
- Tính chất vật lý của gỗ:
+ Độ ẩm và tính hút ẩm:
Độ ẩm có ảnh hưởng lớn đến tính chất của gỗ. Nước nằm trong gỗ có 3 dạng: Nước mao quản (tự do), nước hấp phụ và nước liên kết hóa học. Nước tự do nằm trong một tế bào, khoảng trống giữa các tế bào và bên trong các ống dẫn. Nước hấp phụ nằm trong vỏ tế bào và khoảng trống giữa các tế bào. Nước liên kết hóa học nằm trong thành phần hóa học của các chất tạo gỗ. Trong cây gỗ đang phát triển chứa cả nước hấp phụ và nước tự do, hoặc chỉ có chứa nước hấp phụ. Trạng thái của gỗ chứa nước hấp phụ cực đại và không có nước tự do gọi là giới hạn bão hòa thớ (Wbht). Tùy từng loại gỗ giới hạn bão hòa thớ có thể dao động từ 23 đến 35%.
+ Khối lượng riêng:
Đối với mọi loại gỗ thường như nhau và giá trị trung bình khối lượng riêng của gỗ là 1,54 g/.
+ Khối lượng thể tích:
Khối lượng thể tích của gỗ phụ thuộc vào độ rỗng (độ rỗng của gỗ lá kim: 46 ÷81%, gỗ lá rộng: 32480%) và độẩm. Người ta chuyển khối lượng thể tích của gỗở độẩm bất kỳ (W) về khối lượng thể tích ở độẩm tiêu chuẩn (18%)
Dựa vào khối lượng thể tích, gỗ được chia ra năm loại: Gỗ rất nhẹ (γ0<400kg/m3), gỗ nhẹ (γ0 = 40 ÷500 kg/m3), gỗ nhẹ vừa (γ0 = 500÷700 kg/), gỗ nặng (γ0 = 700 ÷ 900 kg/),) và gỗ rất nặng (γ0 > 900 kg/m).
+ Tính dẫn nhiệt:
Khả năng dẫn nhiệt của gỗ không lớn và phụ thuộc vào độ rỗng, độ ẩm và phương của thớ, loại gỗ, cũng như nhiệt độ. Gỗ dẫn nhiệt theo phương dọc thớ lớn hơn theo phương ngang 1,8 lần. Trung bình hệ số dẫn nhiệt của gỗ là 0,14÷0,26 kCal/C.h. Khi khối lượng thể tích và độ ẩm của gỗ tăng, tính dẫn nhiệt cũng tăng.
+ Tính truyền âm:
Gỗ là vật liệu truyền âm tốt. Gỗ truyền âm nhanh hơn không khí 2 -17 lần. Âm truyền dọc thớ nhanh nhất, theo phương tiếp tuyến chậm nhất.
+ Tính chất cơ học của gỗ:
Gỗ có cấu tạo không đẳng hướng nên tính chất cơ học của nó không đều theo các phương khác nhau. Tính chất cơ học của gỗ phụ thuộc vào nhiều yếu tố như: Độ ẩm, khối lượng thể tích, tỉ lệ phần trăm của lớp gỗ sớm và lớp gỗ muộn, tình trạng khuyết tật, v v....
Vì tính chất cơ học của gỗ phụ thuộc vào độ ẩm, nên cường độ thử ở độ ẩm nào đó (σW) phải chuyển về cường độ ở độ ẩm tiêu chuẩn (σ18) theo công thức:
σ18 = σ. W. [1 + α (W - 18)]
Trong đó: α - Hệ số điều chỉnh độ ẩm, biểu thị số phần trăm thay đổi cường độ của gỗ khi độ ẩm thay đổi 1%. Giá trị α thay đổi tùy theo loại cường độ và phương của thớ gỗ W- Độẩm của gỗ (%), W≤Wbht.
+ Cường độ chịu nén
+ Nén dọc thớ
+ Nén ngang thớ pháp tuyến (xuyên tâm)
+ Nén ngang thớ tiếp tuyến
+ Nén xiên thớ
- Ưu điểm của gỗ:
+ Cách nhiệt, cách điện, ngăn ẩm tốt, nhiệt giãn nở bé.
+ Mềm nên có thể dùng các máy móc, dụng cụ để cưa, xẻ, bào, khoan, tách chẻ với vận tốc cao nhưng vẫn chịu lực tốt.
+ Dễ nối ghép bằng đinh, mộng, keo dán.
+ Có vân thớ đẹp, dễ nhuộm màu, dễ trang trí bề mặt.
+ Dễ phân ly bằng hóa chất dùng sản xuất giấy và tơ nhân tạo.
+ Là nguyên liệu tự nhiên, có thể tái tạo, chỉ cần trồng, chăm sóc và dùng máy móc đơn giản để khai thác và chế biến là có được.
1.1.2 Ứng dụng của công nghệ cưa cắt gỗ
a) Ứng dụng vào quá trình chế biến gỗ
- Chế biến gỗ: (công nghệ gỗ) Chế biến gỗ là khái niệm tổng quát trong đó bao hàm cả quá trình và phương tiện được áp dụng vào sản xuất để là thay đổi gỗ tạo ra sản phẩm theo mong muốn của con người.
- Nguyên lý gia công cơ giới: Là loại hình chế biến tạo ra sản phẩm từ gỗ bằng cách thay đổi hình dáng, kích thước, còn tính chất hoá học của gỗ không thay đổi
- Nguyên lý hoá học: Là hình thức chế biến tạo ra sản phẩm từ gỗ mà trong đó cấu trúc, thành phần và bản chất hoá học của gỗ đã bị thay đổi. Ví dụ: quá trình sản xuất rượu, quá trình sản xuất than gỗ, giấm, v.v.
- Nguyên lý cơ – hoá: Là hình thức chế biến trung gian giữa chế biến cơ giới và chế biến hoá học. Ví dụ: quá trình gia công áp lực có ngâm tẩm, biến tính gỗ, sản xuất gỗ nhân tạo, …
b) Ứng dụng vào các ngành công nghiệp và đời sống
- Trong công nghiệp:
Chế tạo các sản phẩm máy móc cưa cắt gỗ như máy khoan gỗ, máy bào gỗ, máy trẻ gỗ, máy bóc gỗ…Tạo ra các vật tư, nguyên, vật liệu từ gỗ trong xây dựng và sản xuất.
- Trong đời sống:
Trong đời sống công nghệ gỗ có ứng dụng vô cùng quan trọng, là một phần thiết yếu gắn liền sinh hoạt và sản xuất của con người. Gỗ ứng dụng trong mọi mặt của cuộc sống, vừa có giá trị về mặt vật chất vừa có giá trị về mặt tinh thần.
1.2. Giới thiệu về một số loại máy cưa cắt gỗ
|
Hình 1. 8: Máy cưa vòng |
- Máy cưa vòng (máy cưa CD nằm):
Máy cưa vòng là loại máy làm mộc dùng để xẻ phôi gỗ lớn chuyên dùng từ những cây gỗ to thành các phôi gỗ có độ dày khác nhau. Chúng ta thường được thấy chúng được dùng tại các xưởng xẻ gỗ, dùng để chế biến gỗ thô.
-Máy cưa panel:
Là loại máy cưa khổ lớn chuyên dùng để cắt ván công nghiệp (như MDF, HDF, Gỗ dán, gỗ ghép,…) với độ chính xác và độ mịn của đường cưa rất cao. Máy cưa panel có thể có 1 hoặc 2 lưỡi cưa và thiết lập chế độ cưa khác nhau thậm chí có thể lập trình cưa theo yêu cầu.
|
Hình 1. 9: Máy cưa Panel |
-Máy cưa bàn trượt:
|
Hình 1. 10: Máy cưa bàn trượt |
Là loại máy làm mộc chuyên dùng để cắt ván với yêu cầu phải có độ chính xác và độ mịn của đường cắt cao chuyên cắt hàng ván tấm như mdf, hdf, veneer… Máy có thể có 1 hoặc 2 lưỡi cưa, có thể nghiêng được lưỡi hoặc không. Thường được dùng trong sản xuất đồ gỗ nội thất.
-Máy cưa lọng:
|
Hình 1. 11: Máy cưa lọng |
Máy cưa lọng, một số nơi ngoài Bắc gọi theo tên máy cưa vanh là loại máy chuyên dùng để cưa các chi tiết phức tạp có độ cong hay uốn lượn theo hình vẽ nào đó. Ngoài ra máy cũng có thể dùng để xẻ pha gỗ trong sản xuất đồ gỗ nội thất.
-Máy xẻ lưỡi:
|
Hình 1. 12: Máy xẻ lưỡi |
Là loại máy làm mộc chuyên dùng để xẻ có nhiều lưỡi nằm sát nhau, có mạch cưa rất mỏng, mịn và độ chính xác cao. Chúng ta thường thấy máy này được dùng xẻ các loại gỗ thịt như căm xe, gõ, lim…từ 1 thanh gỗ thành nhiều thanh gỗ mỏng (từ 1 đến 3mm) để ép lên mặt trong sản xuất ván sàn hoặc trang trí nội thất.
-Máy cắt đầu mộng:
|
Hình 1. 13: Máy cắt đầu mộng |
Là loại máy chuyên dùng để cắt đầu thanh gỗ và tạo mộng đầu. Máy thường có từ 2-4 lưỡi cắt theo cả chiều ngang và dọc. Máy thường được dùng nhiều trong sản xuất khuôn cửa gỗ tự nhiên như cửa phòng hay cửa mặt tiền, cắt và tạo mộng chủ yếu trong sản xuất nội thất gỗ tự nhiên.
-Máy bóc gỗ lạng:
|
Hình 1. 14: Máy bóc gỗ |
Máy bóc gỗ có tên gọi khác là máy bóc gỗ veneer là loại máy chuyên dùng để lạng các tấm veneer mỏng từ 0.2 – 1.0 mm dùng để tạo lớp mặt trong sản xuất ván veneer. Máy thường dùng cho các nhà máy chế biến nguyên liệu thô có quy mô sản xuất rất lớn.
- Máy đánh mộng finger:
|
Hình 1. 15: Máy đánh mộng |
Là loại máy làm mộc chuyên đánh mộng kiểu răng lược, dùng trong sản xuất nội thất và sản xuất ván ghép finger và gỗ ghép thanh. Thường thấy máy này ở các xưởng mộc chuyên làm ván nguyên liệu thô.
-Máy ép nhiệt:
|
Hình 1. 16: Máy ép gỗ |
Máy ép nhiệt chuyên dùng là máy ép khổ lớn 1400 x 2500mm. Thường thì có từ 3 tới 6 tầng ép hoạt động. Nhiệt sử dụng điện hoặc nồi hơi. Máy thường được dùng để ép veneer, ép cánh cửa gỗ công nghiệp, … Thời gian cho 1 mẻ ép là từ 1 – 5 phút một mẻ. Máy ứng dụng nhiều trong ép ván phôi nguyên liệu hay sản xuất cửa gỗ công nghiệp.
-Máy dán cạnh:
Là loại chuyên dùng trong sản xuất nội thất gỗ công nghiệp như mdf phủ melanine, hdf phủ melanine hay gỗ phủ veneer, dán cạnh cửa gỗ công nghiệp, nội thất văn phòng như bàn ghế từ gỗ công nghiệp. Máy sử dụng keo nhiệt, chuyên dùng để dán cạnh cửa, cạnh bàn,…
|
Hình 1. 17: Máy dán cạnh |
1.3. Máy cưa bàn trượt
1.3.1. Cấu tạo chung của máy cưa bàn trượt
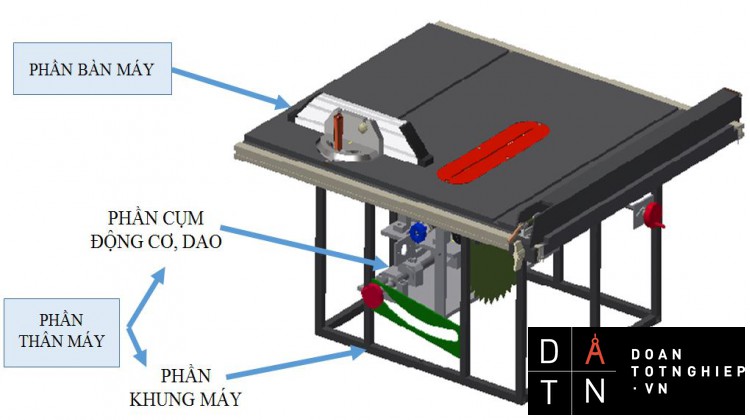
a) Cấu tạo chung
Máy gia công cưa gỗ thường có ba phần bộ phận cơ bản đó là phần động lực, phần truyền động và phần cắt gọt.
- Cơ cấu động lực: động cơ điện, động cơ thủy lực hoặc các loại động cơ khác nhằm cung cấp năng lượng cho máy làm việc.
- Cơ cấu truyền động: là bộ phận chuyển tiếp, truyền chuyển động đến cơ cấu cắt gọt.
- Cơ cấu cắt gọt: thực hiện các chuyển động để gia công.
- Sơ đồ cấu tạo:
Hình 1. 18: Sơ đồ cấu tạo máy cưa bàn
- Sườn máy thiết kế bằng tôn hay đúc bằng gang để đỡ mặt bàn và lắp các thiết bị khác.
- Mặt bàn thường làm bằng gang hay tôn dập, là nơi tựa của vật cưa, cỡ cắt ngang và cỡ rọc, nắp che an toàn…Ngoài ra mặt bàn có rãnh để lưỡi ló lên khỏi mặt bàn và có mặt bàn phụ đỡ lúc cưa gỗ mặt lớn.
- Cỡ tựa dùng để rọc gỗ hay chận đầu để cắt nhiều đoạn gỗ bằng nhau. Cỡ tựa di chuyển trên 1 thanh ngang bắt ở cạnh mặt bàn và có khóa siết ở một vị trí cố định. Bề mặt cỡ tựa song song bề mặt lưỡi cưa (đúng ra phải hơi lớn khoảng 1 – 20 để gỗ xẻ không bị kẹt). Để xác định bề rộng mạch xẻ bằng cách đo từ má cỡ đến cạnh trong lưỡi cưa.
- Cỡ cắt ngang phần đúc bằng gang và lưỡi bằng thép có má tựa và vòng ghi độ, ở giữa là 0: đường cưa vuông cạnh ván và chỉnh qua trái về phải mỗi bên 500. Dùng cắt gang hay cắt xiên với 1 góc độ.
- Nắp che an toàn dùng bao phủ phần lưỡi ló lên mặt bàn nhằm tránh trường hợp tay ta va chạm vào lưỡi.
- Động cơ dùng cho cưa đĩa thường dung loại động cơ điện 3 pha từ công suất 1–7HP.
- Tay quay lên xuống: đặt phía người đứng sử dụng, để tiện quay lưỡi lên xuống để điều chỉnh độ nhô của lưỡi cưa phù hợp với chiều dày phôi.
- Tay quay độ nghiêng lưỡi cưa: lưỡi cưa ngoài tư thế thông thường là vuông góc với mặt bàn máy, còn được quay nghiêng với góc 0 – 450, dùng cưa những đường nghiêng tùy theo mục đích sử dụng
- Dao tách mạch (sống cá): dùng để tách đôi phần gỗ cưa ra cho lưỡi khỏi bị kẹt trong quá trình cưa có thể điều chỉnh ra vào, lên xuống cho phù hợp với đường kính lưỡi cưa. Khoảng cách từ sống cá đến lưỡi là 10mm và cao hơn đỉnh lưỡi 2mm.
- Lưỡi cưa đĩa: lưỡi cưa đĩa được làm bằng thép tốt (lưỡi cưa thường) một số lưỡi răng được hàn bằng thép hợp kim (lưỡi cưa hợp kim) và thường phân ra 3 loại
- Lưỡi cưa rọc dùng để rọc gỗ và cưa ngàm, cưa gờ, cưa rãnh
- Lưỡi cưa cắt dùng để cắt ngang thớ gỗ
a) Nguyên lý hoạt động
Chuyển động cắt: khi đóng điện vào động cơ làm cho trục động cơ quay, thông qua bộ truyền trung gian làm cho trục cưa quay. Lưỡi cưa được lắp cố định trên trục cưa nhờ đĩa ốp và êcu hãm, làm lưỡi cưa cùng quay theo.
1.3.2. Chức năng, ưu nhược điểm và ứng dụng của máy
-Khái niệm:
Máy cưa bàn là loại máy dùng trong ngành mộc, có khả năng cắt xén gỗ cực kì linh hoạt, cắt được theo nhiều hình dạng khác nhau với độ chính xác lên đến đơn vị milimet.
-Chức năng, công dụng:
+ Được dùng chính trong việc cắt các loại phôi gỗ dạng mặt phẳng, nâng cao hiệu suất làm việc an toàn khi sử dụng.
+ Trong phân xưởng mộc máy cưa đĩa có rất nhiều tác dụng như dùng để phá phôi, tề đầu, cắt mộng, cưa ngàm, xoi rãnh…
+ Trong dây chuyền công nghệ mộc máy cưa đĩa thường được bố trí ở đầu dây chuyền dùng để pha phôi.
+ Trong trường hợp máy cưa đĩa dùng để tề đầu, cắt mộng thì có thể bố trí ở giữa dây chuyền
-Ưu điểm:
+ Kết cấu đơn giản, dễ chế tạo, dễ sử dụng
+ Tốc độ cắt gọt của máy lớn nên có thể nâng cao năng suất lao động.
+ Độ linh độ của máy cao nên có thể nâng cao tỉ lệ thành khí.
+ Công suất máy nhỏ nên tiêu hao năng lượng ít.
+ Thao tác máy đơn giản.
+ Dễ chăm sóc, bảo dưỡng
-Nhược điểm:
+ Chiều cao mạch xẻ bị hạn chế.
+ Lượng gỗ tạo ra mùn cưa nhiều do lưỡi cưa dày.
+ Độ ổn định của lưỡi cưa khi gia công kém nên chất lượng bề mặt không cao.
+ Mức độ an toàn không cao nên thường xẩy ra tai nạn cho người sử dụng.
-Ứng dụng:
Máy cưa bàn được ứng dụng chủ yếu trong ngành công nghiệp chế biến gỗ, cưa, cắt gỗ để tạo ra các sản phẩm đáp ứng yêu cầu của các ngành công nghiệp khác. Máy cưa bạn hiện đang được sử dụng phổ biến ở trong sản xuất và đóng vai trò rất quan trọng.
Giới thiệu khái quát về máy cưa bàn Makita MLT100
Hình 1. 19: Máy cưa bàn Makita MLT100
Sản phẩm Máy cưa bàn Makita MLT100 được nhiều người dùng ưa chuộng bởi thiết kế độc đáo, tiện dụng đồng thời được sản xuất theo công nghệ hiện đại của Nhật Bản nên các chức năng của máy hoạt động rất tốt:
- Chuyên dùng để cắt, xén gỗ một cách chuyên nghiệp.
- Có khả năng cắt theo nhiều phương hướng khác nhau như: cắt dọc, cắt ngang, cắt rãnh, cắt nghiêng…
Sản phẩm máy cưa bàn mini Makita MLT100 với thiết kế tinh tế, hiệu quả giúp người dùng không tốn nhiều thời gian:
+ Lưỡi cưa: làm từ chất liệu thép cao cấp nên rắn chắc, chịu nhiệt tốt, chống được sự mài mòn trong quá trình sử dụng
+ Vỏ ngoài: được làm bằng nhựa tổng hợp chịu lực tốt, chống biến dạng khi bị tác động mạnh, giúp bạn yên tâm sử dụng trong thời gian dài mà không lo hư hỏng.
+ Tay cầm: được thiết kế vừa tay người dùng, độ nhám cao có tác dụng chống trượt, vừa tạo cảm giác chắc chắn, êm tay vừa đảm bảo an toàn cho bạn khi tay bị dính dầu nhớt trong lúc làm việc.
+ Công suất cao: 1500W và mạnh mẽ và có thể hoạt động liên tục trong thời gian dài mà không bị giảm chất lượng
+ Thiết kế nhỏ gọn: Bàn cưa có kích thước nhỏ gọn với chiều dài từ 59-79 cm và chiều rộng từ 61-76cm. Trọng lượng khoảng 38kg
+ Phụ kiện đi kèm: Lưỡi cưa TCT, thanh dẫn hướng, thước vuông góc, cờ lê, thanh đẩy, thước tam giác.
CHƯƠNG 2: TÍNH TOÁN THIẾT KẾ CỤM CHUYỂN ĐỘNG DAO
2.1 . Một số phương án thiết kế
Phần thân máy cưa bàn có chức năng chính là tạo ra các chuyển động cho dao (lưỡi cưa) thông qua các cơ cấu được thiết kế trong vỏ thân. Các chuyển động của dao khiến cho máy có khả năng cắt các chi tiết gỗ theo các phương khác nhau và theo các hình dạng khác nhau. Có hai chuyển động của dao trong máy cưa bàn đó là:
- Chuyển động lên – xuống (tịnh tiến) với khả năng thay đổi chiều dày cắt vật liệu gỗ
- Chuyển động nghiêng của dao so với bàn máy một góc giới hạn là 45 độ với khả năng tạo ra các đường cắt cạnh vật liệu
Với cấu tạo của cụm cơ cấu của thân máy như sau: Động cơ truyền chuyển động tới dao thông qua bộ truyền đai, động cơ và bộ truyền đai được gắn cố định vào một tấm thép (bàn gắn cụm dao) lúc này khi ta tạo chuyển động cho bàn gắn cụm dao thì dao sẽ chuyển động đồng thời theo chuyển động tịnh tiến hoặc nghiêng của bàn gắn cụm dao.
Do có hai chuyển động chính như trên nên ta tách thành các phương án thiết kế cho từng chuyển động.
2.1.1. Một số phương án đề xuất
2.1.1.1. Phương án đề xuất thiết kế chuyển động tính tiến của dao
a) Phương án 1: Sử dụng một trục nối trực tiếp vào bàn động cơ:
Hình 2. 1: Minh họa phương án thiết kế thứ 1
1 - Cụm bàn động cơ, 2 - Thanh dẫn hướng, 3 - Trục nối và tay nắm, 4- Chốt trụ
- Nguyên lý làm việc:
Cụm động cơ 1 được lắp ghép với thanh dẫn hướng dẫn hướng 2 thông qua chốt trụ 4 vì thế cụm động cơ có thể chuyển động lên xuống với trục gốc là chốt trụ. Thanh dẫn hướng 2 thiết kế hình chữ U được lắp cố định với khung máy, một bên thanh dẫn hướng 2 dùng để liên kết với cụm động cơ 1 , một bên thanh dẫn hướng làm nhiệm vụ dẫn hướng cho trục số 3 di chuyển theo chiều thẳng đứng. Trục số 3 được hàn chặt vào cụm động cơ số 1 làm nhiệm vụ tạo ra chuyển động lên xuống (tịnh tiến) cho cụm động cơ hay chúng là lưỡi cắt. Trục số 3 di chuyển dựa vào lục tác động từ con người.
- Ưu điểm:
+ Dễ chế tạo và bảo dưỡng
+ Kết cấu đơn giản, dễ thao tác vận hành
+ Có khả năng chịu tải cao
+ Giá thành sau khi chế tạo thấp
- Nhược điểm:
+ Tuổi bền thấp do trục có thể bị gãy
+ Khả năng tự động hoá thấp
+ Sử dụng nhiều sức người lao động
+ Khó cố định tại 1 vị trí bất kì
b) Phương án 2: sử dụng cơ cấu bánh răng thanh răng
Bánh răng cố định quay làm cho thanh răng chuyển động tịnh tiến. Thanh răng được liên kết với bàn gắn động cơ và lưỡi cưa.
Hình 2. 2: Cơ cấu bánh răng - thanh răng
- Cấu tạo:
Bộ truyền bánh răng thanh răng gồm 2 bộ phận chính đó là bánh răng thẳng và thanh răng phẳng.
- Nguyên lý hoạt động:
Bộ truyền bánh răng thanh răng có khả năng biến đổi chuyển động quay thành chuyển động tịnh tiến trong đó bánh răng quay nhờ sợ ăn khớp giữa bánh răng thanh răng làm cho thanh răng chuyển động tịnh tiến.
- Ưu nhược điểm:
Là chi tiết máy được sử dụng phổ biến trong nhiều hệ thống máy móc nên bộ truyền bánh răng được thiết kế với kích thước khá nhỏ nhưng lại có khả năng vận tải lớn để đảm bảo sự hoạt động của toàn bộ hệ thống máy móc. Không có hiện tượng trượt trơn nên tỷ suất truyền không đổi và cho hiệu suất cao. Được chế tạo bởi kim loại nguyên chất nên bộ truyền có tuổi thọ rất cao. Tuy nhiên một nhược điểm lớn của sản phẩm này là quy trình chế tạo khá phức tạp, đòi hỏi độ chính xác gần như tuyệt đối, và khi vận hành với vận tốc lớn sẽ gây tiếng ồn khó chịu.
c) Phương án 3: sử dụng bộ truyền vít – đai ốc bi (hoặc vít me đai ốc thường)
Hình 2. 3: Phương án thiết kế 3
1 – Chốt trụ, 2 – thanh truyền, 3 – Đai ốc bi
4 – Trục vít me, 5 – Cụm động cơ và dao
- Nguyên lý hoạt động:
Cụm động cơ và dao 5 được liên kết với bàn máy thông qua chốt trụ 1, chốt trụ 1 có tác dụng giúp cho cụm động cơ và dao 5 có thể chuyển động tương đối quanh chốt trụ. Thanh truyền 2 được lắp một đầu với cụm động cơ dao, đầu còn lại lắp với đai ốc bi thông qua khớp nối trên áo đai ốc bi. Cơ cấu vít me đai ốc bi gồm đai ốc bi 3 và trục vít me 4 được lắp trên bàn máy. Khi ta quay tay quay thì trục vít me quay, do trục vít me 4 và đai ốc bi 3 liên kết ren nên khi trục vít me quay thì đai ốc bi sẽ chuyển động tịnh tiến ra xa hoặc lại gần theo chiều quay của trục vít me. Khi đai ốc dịch chuyển kéo theo thanh truyền di chuyển, do cố đinh 2 đầu nên khi di chuyển thanh truyền sẽ đẩy cụm động cơ và dao đi lên hoặc kéo cụm động cơ và dao di chuyển đi xuống. Cụm động cơ và dao 2 chuyển động lên xuống kéo theo dao chuyển động lên xuống hay chuyển động tịnh tiến.
- Ưu điểm:
+ Khắc phục độ rơ khớp ren, chịu lực kéo với kết cấu đảm bảo độ cứng vững chiều trục cao.
+ Tổn thất do ma sát nhỏ, hiệu suất bộ truyền đạt tới 0,9 so với vít me đai ốc trượt là 20 – 40 %.
+ Gần như độc lập hoàn toàn so với lực ma sát (biến đổi theo tốc độ ma sát rất bé nên chuyển động rất êm).
+ Đảm bảo độ chính sác làm việc lâu dài.
- Nhược điểm:
+ Khả năng chịu tải kém hơn so với vít me thường do đặc điểm cấu tạo.
+ Cần độ chính xác cao nên chế tạo khó khăn và giá thành cao.
d) Phương án 4: sử dụng cơ cấu sống trượt
- Sống trượt là bộ phận dùng để dẫn hướng cho các bộ phận di động, ngoài đảm bảo khả năng di động sống trượt còn có nhiệm vụ truyền lực. Do đó sống trượt cần thoả mãn một số yêu cầu:
+ Bề mặt làm việc phải chịu độ mòn cao
+ Phải đảm bảo độ chính xác truyền động
+ Các sống trượt phải có khả năng đảm bảo điều chỉnh khe hở và các biện pháp chống nhiễm bẩn và tránh tác dụng trực tiếp của phoi
+ Ngoài ra độ cứng vững và độ bền phải đảm bảo yêu cầu
Hình 2. 4: Cơ cấu sống trượt
1 – Cụm động cơ, 2 – Rãnh trượt, 3 – Sống trượt, 4 - Khung máy
- Nguyên lý hoạt động:
Cụm động cơ số 1 được lắp cố định với khung chứa rãnh trượt số 2 thông qua mối ghép bu lông đai ốc. Sống trượt số 3 được lắp chặt trên khung máy số 4. Nhờ các cơ cấu bổ trợ chuyền chuyển động cho cơ cấu sống trượt, rãnh trượt 2 sẽ trượt lên xuống theo sống trượt 3. Rãnh trượt chuyển động đồng nghĩa cụm động cơ chuyển động tịnh tiến theo. Ở đây ta sử dụng rãnh trượt kép để tăng khả năng chuyền động.
- Ưu điểm:
+ Khả năng chuyển động êm ái
+ Dễ chế tạo, bảo dưỡng
+ Hiệu suất hoạt động cao
+ Hoạt động không gây ra tiếng ồn
+ Chịu tải lớn do có thể dùng sống trượt kép
+ Cơ cấu phổ biến hiện nay
+ Giá thành chế tạo thấp
+ Độ chính xác truyền động cao
-Nhược điểm:
+ Chịu mài mòn ma sát lớn nên tuổi bền thấp
+ Phải thường xuyên bảo dưỡng
+ Cơ cấu tạo chuyển động phức tạp
+ Khối lượng lớn
2.1.1.2Phương án đề xuất chuyển động nghiêng của dao
a) Phương án 1: sử dụng cơ cấu vít đai ốc tạo chuyển động nghiêng cho dao.
Hình 2. 5: Phương án thiết kế thứ 1 chuyển động nghiêng của dao
1 – Trục vít me, 2 – Đai ốc, 3 – Cơ cấu rãnh trượt, 4 – Cụm động cơ và dao
- Nguyên lý làm việc:
Cơ cấu vít me đai ốc gồng trục vít 1 và đai ốc 2 được lắp với cụm động cơ và dao số 4. Cơ cấu rãnh trượt 3 gồm hai nửa, một nửa lắp với khung máy, một nửa lắp với cụm động cơ và dao. Khi ta quay trục vít me 1 thì đai ốc 2 di chuyển vào ra trên trục vít tuỳ theo chiều quay của trục vít me 1. Khi đai ốc di chuyển vào thì đai ốc sẽ kéo cụm động cơ và dao 4 di chuyển, cụm 4 di chuyển nhờ cơ cấu rãnh trượt 3 có hình bán nguyệt giúp cho cụm 4 nghiêng đi 1 góc xác định. Tương tự khi đai ốc đi ra thì dao sẽ chở về vị trí thẳng đứng.
- Ưu điểm:
+ Bộ truyền vít đai ốc có kết cấu đơn giản, dễ chế tạo, giá thành không cao, có kích thước nhỏ gọn, tiện sử dụng.
+ Bộ truyền có khả năng tải cao, làm việc tin cậy. Không gây tiếng ồn.
+ Có tỉ số truyền rất lớn tạo ra được lực dọc trục lớn, trong khi chỉ cần đặt lực nhỏ vào tay quay.
+ Có thể thực hiện được di chuyền chậm, chính xác cao.
- Nhược điểm:
+ Hiệu suất của bộ truyền rất thấp.
+ Ren bị mòn nhanh, nên tuổi bền không cao, nhất là khi phải làm việc với tốc độ lớn.
b) Phương án 2: sử dụng thanh gắn trực tiếp vào bàn chứa động cơ và lưỡi cưa
Hình 2. 6: Phương án thiết kế thứ 2 chuyển động nghiêng của dao
1 - Thanh dẫn hướng, 2 - Trục và tay nắm, 3 – Cơ cấu bản lề,
4 – Cụm động cơ, 5 – Thanh dẫn hướng chữ U
- Nguyên lý hoạt động:
Thanh dẫn hướng 1 và thanh dẫn hướng chữ U số 5 được lắp cố định vào khung máy làm nhiệm vụ dẫn hướng cho trục chuyển động và liên kết với các chi tiết khác. Cụm động cơ 4 được lắp trên thanh dẫn hướng chữ U. Trục 2 được lắp ghép với thanh dẫn hướng chữ U nhờ liên kết hàn. Và trục số 2 di chuyển có dẫn hướng nhờ tấm dẫn hướng 1. Khi trục số 2 di chuyển lúc này cả cụm máy di chuyển nhờ cơ cấu bản lề 3 sẽ tạo độ nghiêng cho lưỡi cắt. Cụm số 2 di chuyển nhờ lực tác động từ con người.
- Ưu điểm:
+ Đơn giản, dễ thiết kế chế tạo
+ Có khả năng tải cao
+ Không gây tiếng ồn
+ Tốc độ di chuyển điều chỉnh dễ dàng
+ Dễ dàng sửa chữa bảo dưỡng
- Nhược điểm:
+ Độ bề không cao do thanh có thể bị gãy
+ Khó cố định tại vị trí xác định hoặc phải gắn thêm cơ cấu hãm
+ Tính công nghệ thấp
+ Tuổi thọ của kết cấu thấp
2.1.2 Phương án lựa chọn
a) Lựa chọn phương án dao di chuyển lên xuống
Hình 2. 7: Sơ đồ phương án tịnh tiến dao
1 – Cơ cấu vít me đai ốc, 2 – Lưỡi cưa, 3 – Bộ truyền động đai
4 – Động cơ, 5 – Bàn gắn động cơ, 6 – bàn đế
Hình 2. 8: Sơ đồ 3D phương án tịnh tiến dao
Dựa vào một vài phương án thiết kế nêu trên, ưu nhược điểm và kết cấu của các phương án, ta chọn phương án thiết kế sử dụng cơ cấu vít – me đai ốc thường kết hợp với thanh truyền đảm bảo được khả năng hoạt động của máy. Đồng thời đảm bảo kết cấu nhỏ gọn, dễ chế tạo với độ chính xác không cần cao. Quá trình nâng hạ dao được đảm bảo ổn định không bị trượt do liên kết ren. Chiều cao của lưỡi cắt cũng có thể điều chỉnh một cách chính xác do bước tiến của cơ cấu vít me – đai ốc nhỏ.
- Nguyên lý hoạt động:
Lưỡi cưa 2 được lắp trên trục bánh đai lớn của bộ truyền động đai thang 3, bánh đai nhỏ lắp trên trục động cơ truyền động đến lưỡi cắt qua bộ truyền đai và động cơ 4 được lắp cố định trên bàn gắn 5. Cơ cấu vít me đai ốc 1 được lắp cố định trên bàn đế 6, cơ cấu vít me đai ốc liên kết với cụm bàn gắn động cơ thông qua cơ cấu thanh truyền thẳng, tại các vị trí khớp nối ta lắp chốt trụ hoặc bu lông để chi tiết có xoay. Bàn 5 được lắp với bàn đế 6 thông qua chốt trụ tròn để tạo được chuyển đông xoay cho bàn gắn động cơ quanh chốt trụ. Khi ta quay vít me thì đai ốc di chuyển đi vào hoặc ra theo chiều quay của trục vít đồng thời thanh truyền cũng sẽ di chuyển cùng với đai ốc làm cho bàn động cơ đi lên trên hoặc xuống tại một phía và được cố định một phía. Lưỡi cắt lắp trên cụm bàn động cơ nên khi bàn di chuyển có nghĩa lưỡi cắt cũng tịnh tiến. Do hai cụm bàn liên kết với nhau tại một phía nên khi chuyển động lên, xuống thì đường di chuyển của lưỡi cắt là đường cong nhưng không đáng kể.
b) Lựa chọn phương án chuyển động nghiêng dao
Thông qua các phương án đề xuất, ta thấy phương án sử dụng cơ cấu vít me – đai ốc thường kết hợp với rãnh trượt kép đảm bảo được quá trình nghiêng dao cho thân máy, có thể nghiêng dao ở các vị trí khác nhau trong khoảng 45 độ một các dễ dàng, phương pháp chế tạo kết cấu cũng đơn giản mà đảm bảo được tuổi bền cao cho cơ cấu.
Hình 2. 9: Sơ đồ phương án nghiêng dao
1 – bàn đế, 2 – cụm động cơ, 3 – cơ cấu trượt bán nguyệt
4 – lưỡi cưa, 5 – cơ cấu vít me đai ốc
Hình 2. 10: Sơ đồ 3D phương án nghiêng dao
- Nguyên lý hoạt động:
Với cơ cấu lắp đặt như cụm chuyển động tịnh tiến, phương án nghiêng dao cho máy ta lắp thêm các cơ cấu là cơ cấu vít me - đai ốc 5 và cơ cấu sống trượt 3. Ta sử dụng cơ cấu sống trượt kép để tăng khả năng cứng vững và kha năng trượt cho cụm bàn đế. Sống trượt được lắp với cụm bàn đế thông qua các chi tiết vít, lúc này sống trượt và cụm bàn đế trở thành một khối. Rãnh trượt được lắp cố định trên khung máy, lúc này cụm bàn có thể chuyển động theo đường đi dẫn hướng của cơ cấu sống trượt. Do cơ cấu sống trượt có dạng bán nguyệt nên cụm bàn sẽ di chuyển theo một đường cong với bán kính là bán kính cong của sống trượt. Để cụm bàn có thể trượt thì ta sử dụng cơ cấu vít me – đai ốc 5, đai ốc của cơ cấu này được chế tạo riêng để có thể liên kết với cụm bàn đế bằng dạng chốt. Sau khi liên kết với cụm bàn đế, đai ốc lắp với trục vít bằng liên kết ren, khi ta quay trục vít, đai ốc sẽ di chuyển phụ thuộc chiều quay của trục vít kéo theo chuyển động của cụm bàn đế. Đồng thời kết hợp với cơ cấu sống trượt thì cụm bàn đế sẽ di chuyển góc 45 độ xoay quay tâm cơ cấu rãnh trượt tạo cho dao nghiêng một góc tốt đa từ 0 đến 45 độ.
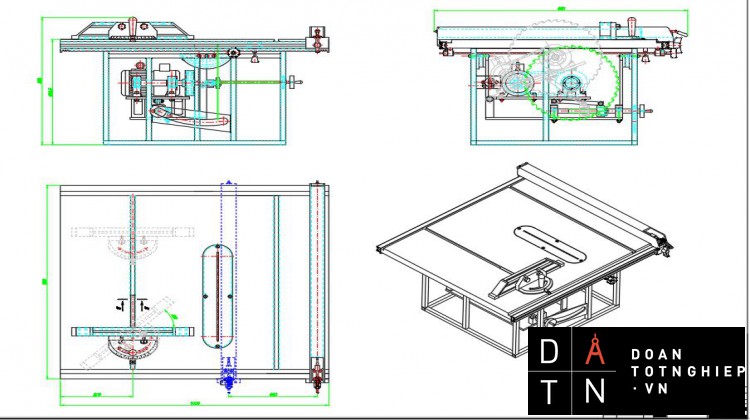
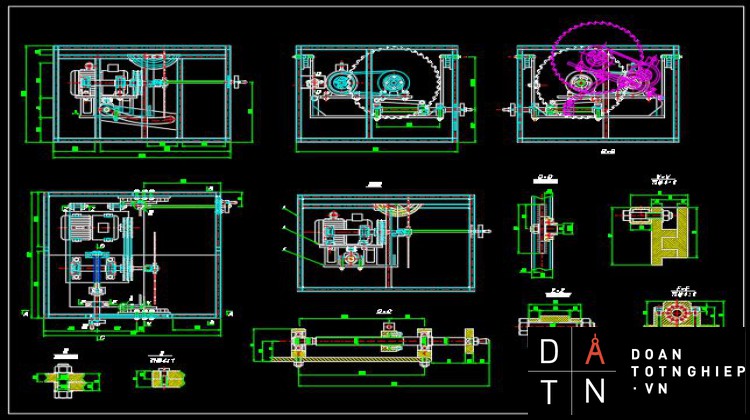
2.2. Sơ đồ động:
Hình 2. 11a: Sơ đồ động thân máy
Hình 2. 121b: Sơ đồ động thân máy
1- Cơ cấu vít me đai ốc d20, 2 –Bàn gắn cụm động cơ, 3 – Cơ cấu trượt,
4- Bộ truyền đai thang, 5 –Lưỡi cắt, 6 –Vít me đai ốc d10,
7- Động cơ, 8 – Bàn đế
2.3. Phân tích khối lượng, vật liệu các cụm chi tiết – cụm máy
a) Các loại vật liệu sử dụng chế tạo chi tiết:
- Thép cacbon: C30, C45 (theo TCVN 1766 – 75)
Là loại thép cacbon với hàm lượng Mangan thường.
+ Thành phần hóa học:
Bảng 2. 1: Thành phần hóa học thép C45
|
Mac thép |
Tỉ lệ % nguyên tố |
||||||
|
S |
Si(max) |
Mn |
P (max) |
S (max) |
Cr (max) |
Ni (max) |
|
|
C15 |
0,12 -0,19 |
0,17 – 0,37 |
0,35 – 0,65 |
0,04 |
0,04 |
0,25 |
0,25 |
|
C30 |
0,27 – 0,35 |
0,17 – 0,37 |
0,50 – 0,80 |
0,04 |
0,04 |
0,25 |
0,25 |
|
C45 |
0,42 – 0,50 |
0,17 – 0,37 |
0,50 – 0,80 |
0,04 |
0,04 |
0,25 |
0,25 |
+ Tính chất cơ học:
Bảng 2. 2: Tính chất cơ học thép C15, C30, C45
|
Vật liệu |
Giới hạn chảy (Kg/) |
Độ bền kéo (Kg/) |
Độ dãn dài tương đối ( % ) |
Độ thắt tương đối
|
Độ dai va đập (Kg/ |
|
C15 |
23 |
37 |
27 |
55 |
- |
|
C30 |
30 |
50 |
21 |
50 |
8 |
|
C45 |
36 |
61 |
16 |
40 |
5 |
- Vật liệu đồng thau
Là hợp kim của đồng mà hai nguyên tố chủ yếu là đồng và kẽm. Ngoài ra còn có các nguyên tố khác như Pb, Ni, Sn...
Theo TCVN 1695-75 được ký hiệu bằng chữ L sau đó là các chữ ký hiệu tên nguyên tố hóa học và chỉ số thành phần của nó. Latông được chia thành hai nhóm:
+ Latông đơn giản: là hợp kim của hai nguyên tố Cu-Zn với lượng chứa Zn ít hơn 45%. Zn nâng cao độ bền và độ dẻo của hợp kim đồng. Khi lượng Zn cao vượt quá 50% trong hợp kim Cu-Zn thì nó sẽ trở nên cứng và giòn. Các mác thường dùng là LCuZn10, LCuZn20, LCuZn30 làm các ống tản nhiệt, ống dẫn và các chi tiết dập sâu vì loại này có độ dẻo cao.
+ Latông phức tạp: là hợp kim trong đó ngoài Cu và Zn còn đưa thêm vào một số nguyên tố như Pb, Al, Sn, Ni… để cải thiện tính chất của hợp kim. Ví dụ: Pb làm tăng tính cắt gọt, Sn làm tăng tính chống ăn mòn, Al và Ni làm tăng cơ tính. Các loại latông phức tạp thường dùng: LCuZn29Sn1, LCuZn40Pb1.
- Nhựa ABS
Nhựa ABS rất cứng, rắn nhưng không giòn, cân bằng tốt giữa độ bền kéo, va đập, độ cứng bề mặt, độ rắn, độ chịu nhiệt các tính chất ở nhiệt độ thấp và các đặc tính về điện trong khi giá cả tương đối rẻ.
Tính chất đặc trưng của ABS là độ chịu va đập và độ dai. Có rất nhiều ABS biến tính khác nhau nhằm cải thiện độ chịu va đập, độ dai và khả năng chịu nhiệt. Khả năng chịu va đập không giảm nhanh ở nhiệt độ thấp. Độ ổn định dưới tải trọng rất tốt, ABS chịu nhiệt tương đương hoặc tốt hơn Acetal, PC ở nhiệt độ phòng. Khi không chịu va đập, sự hư hỏng xảy ra do uốn nhiều hơn giòn. Tính chất vật lý ít ảnh hưởng đến độ ẩm mà chỉ ảnh hưởng đến sự ổn định kích thước của ABS.
Nhựa ABS dễ mạ điện, dễ gia công, giá thành ở mức chấp nhận được, nhiều mẫu mã, chủng loại, tuổi thọ khá lâu, ít bị phá hỏng do ảnh hưởng của môi trường. Nhựa ABS không chịu được nhiệt độ cao, khả năng chịu ẩm và chống lão hóa ở mức trung bình
- Vật liệu gang xám: GX 21 - 40 (Theo TCVN 1659 – 75)
Gang xám là một trạng thái trong nhiều trạng thái của gang mà dựa vào vi cấu trúc của chúng để người ta phân loại. Bề mặt của gang xám ở mặt gãy của gang có màu xám, là đặc trưng của ferit và graphit tự do. Trong quá trình đông đặc, do tốc độ tản nhiệt chậm trong khuôn đúc bằng cát, dân đến lượng graphit hòa tan trong sắt lỏng có đủ thời gian để giải phóng thành các phiến nhỏ, có hình thù tự do (thường là dạng tấm).
+ Thành phần hóa học:
Bảng 2. 3: Thành phần hóa học GX21-40
|
Thành phần hóa học |
C (%) |
Si (%) |
Mn (%) |
P (%) |
S Max (%) |
|
Gang xám |
2,8 – 3,5 |
1,5 – 3,0 |
0,5 – 1,0 |
0,1 – 0,2 |
0,08 |
+ Tính chất:
Do hình dạng và tính chất cơ học của graphit (có độ bền cơ học kém) do đó gang xám có độ bền kéo, độ dẻo và độ dai thấp, độ bền 35 – 40 Kg/mm2, độ cứng 150 – 250 HB. Tuy nhiên graphit có ưu điểm làm tăng độ chịu mòn của gang, có tác dụng như chất bôi trơn, làm cho phoi gang dễ bị vụn khi cắt gọt, khử rung động, làm giảm độ co ngót khi đúc.
+ Giải thích kí hiệu GX 21 – 40
+ GX là kí hiệu cho vật liệu gang xám
+ 21- là giá trị nhỏ nhất của độ bền kéo (Kg/)
+ 40- là giá trị nhỏ nhất của độ bền uốn (Kg/)
- Thép xây dựng: SD295
Thép xây dựng thông thường là thép dạng thanh tròn hoặc dạng cuộn. Thép thanh tròn sản xuất bằng phương pháp cán nóng từ phôi thép đặc hình vuông 120x120, 150x150. Thép thanh tròn có hai loại thông dụng là thép trơn và thép vằn. Thép thanh vằn dùng nhiều trong xây dựng nhà, cầu đường, thủy điện … mặt ngoài có gân, đường kính từ 10mm đến 51mm ở dạng thanh có chiều dài 11,7m/thanh hoặc đặt cắt theo yêu cầu của khách hàng. Xuất xưởng dạng bó, khối lượng bình quân từ 1.500 kg/bó đến 3.000 kg/bó. Đường kính phổ biến: Ø10, Ø12, Ø14, Ø16, Ø18, Ø20, Ø22, Ø25, Ø28, Ø32.Thép thanh tròn trơn, bề ngoài nhẵn, dạng thanh, có chiều dài thông thường là 12m/cây. Xuất xưởng dạng bó, khối lượng khoảng 2.000 kg/bó. Đường kính phổ biến: Ø14, Ø16, Ø18, Ø20, Ø22, Ø25, với mác thép chủ yếu là CT3, CT5, SS400.Các loại mác thép thường sử dụng: SD 295, SD 390, CII, CIII, Gr60, Grade460, SD49, CT51, CIII, SD295, SD390, CB300-V, CB400-V, CB500-V.
b) Tính toán khối lượng chi tiết
- Cụm động cơ và dao
Bảng 2. 4: Khối lượng cụm động cơ và dao
|
STT |
Tên chi tiết |
Vật liệu |
Khối lượng |
Số lượng |
Tổng khối lượng(Kg) |
|
1 |
Động cơ |
_ |
6,3 |
1 |
6,3 |
|
2 |
Bàn gắn |
C30 |
3,8 |
1 |
3,8 |
|
3 |
Gối đỡ |
C30 |
0,7 |
2 |
1,4 |
|
4 |
Nắp gối đỡ |
C15 |
0,1 |
2 |
0,2 |
|
5 |
Nắp trục đai |
C15 |
0,02 |
1 |
0,02 |
|
6 |
Ổ lăn |
C45 |
0,077 |
2 |
0,154 |
|
7 |
Ống lót |
Đồng thau |
0,01 |
1 |
0,01 |
|
8 |
Trục |
C45 |
0,97 |
1 |
0,97 |
|
9 |
Bánh đai lớn |
GX 21-40 |
1,41 |
1 |
1,41 |
|
10 |
Vít chìm |
C15 |
- |
2 |
0,01 |
|
11 |
Đầu gắn lưỡi cưa |
C45 |
0,2 |
1 |
0,2 |
|
12 |
Đĩa giữ lưỡi cưa |
C30 |
0,06 |
1 |
0,06 |
|
13 |
Đĩa khoá mở lưỡi |
C30 |
0,07 |
1 |
0,07 |
|
14 |
Lưỡi cắt |
Thép h.kim |
_ |
1 |
1,5 |
|
15 |
Dây đai |
Vải cao su |
|
1 |
0,5 |
|
16 |
Nắp trục |
C30 |
0,015 |
1 |
0,015 |
|
17 |
Bánh đai nhỏ |
GX 21-40 |
1,01 |
1 |
1,01 |
|
18 |
Bu lông |
C15 |
- |
8 |
0,24 |
|
19 |
Đai ốc |
C15 |
- |
9 |
0,06 |
|
20 |
Vòng đệm |
Đồng thau |
- |
17 |
0,05 |
|
Tổng khối lượng: 18,98 Kg |
|||||
- Cụm bàn chuyền động và các bộ phận phụ( M2)
Bảng 2. 5: Khối lượng cụm bàn truyền động và các bộ phận phụ
|
STT |
Tên chi tiết |
Vật liệu |
Khối lượng |
Số lượng |
Tổng khối lượng (Kg) |
|
1 |
Bàn đế |
C30 |
5,4 |
1 |
5,4 |
|
2 |
Khối chữ U |
C30 |
0,5 |
2 |
1 |
|
3 |
Khối chữ L |
C30 |
0,82 |
2 |
1,64 |
|
4 |
Vít |
C15 |
- |
10 |
0,05 |
|
5 |
Rãnh trượt nhỏ |
C30 |
0,67 |
2 |
1,34 |
|
6 |
Rãnh trượt lớn |
C30 |
1,22 |
2 |
2,44 |
|
7 |
Bu lông |
C15 |
- |
16 |
0,48 |
|
8 |
Vòng đệm |
Đồng thau |
- |
31 |
0,1 |
|
9 |
Đai ốc |
C15 |
- |
16 |
0,096 |
|
10 |
Trục vít me d10 |
C45 |
0,2 |
1 |
0,2 |
|
11 |
Tay quay d10 |
Nhựa ABS |
0,07 |
1 |
0,07 |
|
12 |
Đai ốc d10 |
C45 |
0,1 |
1 |
0,1 |
|
13 |
Gối đỡ vít me d10 |
C30 |
0,03 |
1 |
0,03 |
|
14 |
Trục vít me d20 |
C45 |
0,83 |
1 |
0,83 |
|
15 |
Tay quay d20 |
Nhựa ABS |
0,07 |
1 |
0,07 |
|
16 |
Gối đỡ vít me d20 |
C30 |
0,56 |
2 |
1,12 |
|
17 |
Đai ốc d20 |
C45 |
0,1 |
1 |
0,1 |
|
18 |
Áo đai ốc |
C45 |
0,54 |
1 |
0,54 |
|
19 |
Thanh truyền |
C45 |
0,36 |
1 |
0,36 |
|
Tổng khối lượng: 14,96 Kg |
|||||
- Khung máy(M3)
Bảng 2. 6: Khối lượng khung máy
|
STT |
Tên chi tiết |
Vật liệu |
Khối lượng(Kg) |
Số lượng |
Tổng khối lượng(Kg) |
|
1 |
Thép hộp 20x20x390 |
SD295 |
0,47 |
3 |
1,4 |
|
2 |
Thép hộp 20x20x435 |
SD295 |
0,52 |
6 |
3,1 |
|
3 |
Thép hộp 20x20x640 |
SD295 |
0,77 |
2 |
1,5 |
|
4 |
Thép hộp 20x20x680 |
SD295 |
0,82 |
4 |
3.3 |
|
5 |
Thép hộp 20x20x580 |
SD295 |
0,7 |
4 |
2,8 |
|
6 |
Tấm dẫn hướng |
C30 |
0,6 |
1 |
0,6 |
|
7 |
Tấm gắn gối đỡ |
C30 |
0,2 |
1 |
0,2 |
|
Tổng khối lượng: 12,9 Kg |
|||||
- Tổng khối lượng thân máy (Mt)
= 18,98 + 14,96 + 12,9 = 46,84 Kg
Thân máy có khối lượng 46,84 Kg
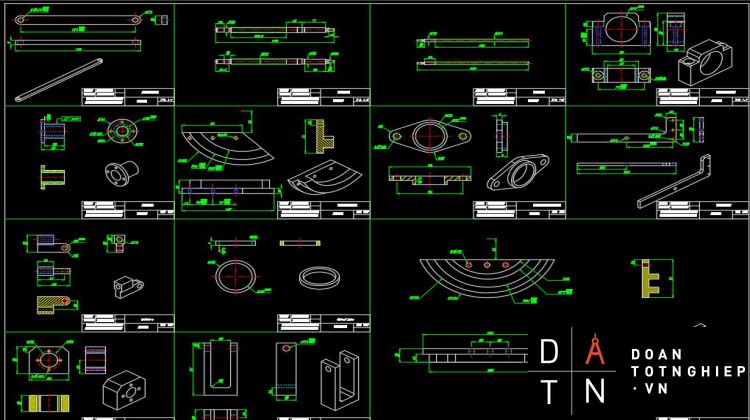
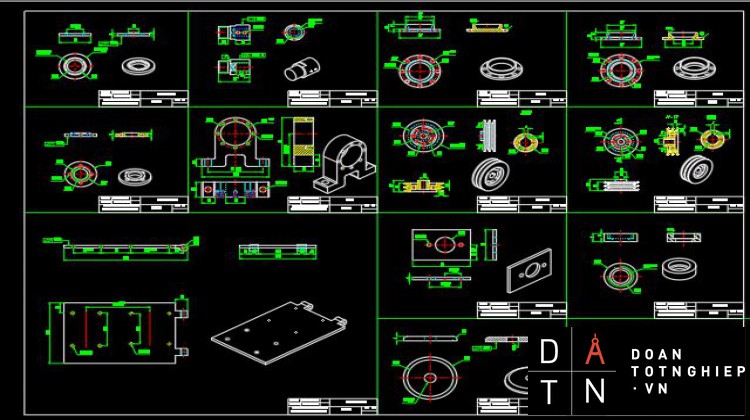
............................
KẾT LUẬN
Kết luận:
Trong quá trình tham gia làm đồ án “Thiết kế máy cưa bàn”, chúng em đã trực tiếp:
- Tìm hiểu về các phương pháp gia công gỗ, một sô máy gia công gỗ thông dụng cũng như các cơ tính của gỗ để phục vụ cho quá trình tính toán và thiết kế máy
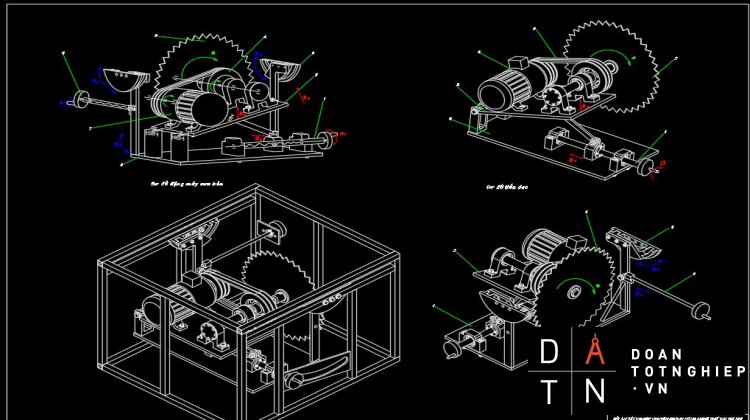
- Tham khảo, lựa chọn phân tích các cơ cấu thực tế để thiết kế nên máy cưa bàn
- Xây dựng được các bản vẽ 2D, 3D của máy
- Xây dựng được sơ đồ lắp, sơ đồ nguyên công lắp cho máy
- Tính toán, thiết kế, kiểm nghiệm một số bộ phận quan trọng của máy
- Lựa chọn phương án, thiết kế lại các cụm cơ cấu sao cho phù hợp và tiện dụng nhất
- Thể hiện các bản vẽ tách chi tiết để phục vụ cho quá trình gia công thực tế
Sau quá trình thực hiện thiết kế máy chúng em đã rút ra được những điều sau:
- Hiểu rõ các bước, trình tự thiết kế hoàn chỉnh một máy công cụ.
- Trong quá trình làm việc chúng em có thêm được kinh nhiệm trong việc làm việc nhóm và phân chia nhiệm vụ.
- Sử dụng các kiến thức đã được các thầy cô giảng dạy để áp dụng trực tiếp vào quá trình tính toán, thiết kế máy.
- Sử dụng các phần mềm thiết kế để xây dựng các mô hình cũng như thể hiện tưởng thiết kế.




