ĐỒ ÁN TỐT NGHIỆP THIẾT KẾ QUY TRÌNH CÔNG NGHỆ CHI TIẾT BÀN TRƯỢT DAO ĐẦU BÀO

NỘI DUNG ĐỒ ÁN
ĐỒ ÁN TỐT NGHIỆP THIẾT KẾ QUY TRÌNH CÔNG NGHỆ CHI TIẾT BÀN TRƯỢT DAO ĐẦU BÀO
Chương I: PHÂN TÍCH CHI TIẾT GIA CÔNG
- Mục đích của phần này là xem kết cấu và các điều kiện kỹ thuật cho trong bản vẽ chi tiết có phù hợp hay không đối với chức năng phục vụ và khả năng chế tạo.
1.1/ Phân tích chi tiết gia công:
Bất kỳ một chi tiết gia công có hình dáng kết cấu như thế nào cũng thuộc trong năm dạng: dạng trục, dạng bạc, dạng càng, dạng hộp và dạng bánh răng. Để biết được chi tiết gia công thuộc dạng nào ta lần lượt phân tích đặc điểm của các dạng :
Chi tiết dạng trục là loại chi tiết có dạng trụ tròn, dùng để lắp các chi tiết truyền động … Trục gồm các loại như: trục trơn, trục bậc …
Chi tiết dạng bạc là loại chi tiết có đường kính trong đường kính ngoài, bề dày mỏng và chiều dày ngắn. Chi tiết dạng bạc có thể có vai hoặc không có vai, đường kính trong của nó có thể có trụ bậc hoặc côn. Đường kính trong của nó được lắp với trục .
Chi tiết dạng càng là loại chi tiết có hình dáng kết cấu phức tạp, có kích thước nhỏ, dùng để truyền động hoặc thay đổi tốc độ.
Chi tiết dạng bánh răng là loại chi tiết dạng đồng tâm có các bề mặt chính gồm: đường kính trong, đường kính ngoài và mặt đầu.
Chi tiết dạng hộp là loại chi tiết cơ sở dùng để lắp các chi tiết khác, chi tiết dạng hộp có nhiều loại bề mặt, chi tiết dạng hộp luôn có các mặt phẳng chính và hệ lỗ chính.
Qua việc phân tích đặc điểm của các dạng chi tiết trên thì ta thấy chi tiết BÀN TRƯỢT DAO ĐẦU BÀO là dạng hộp.
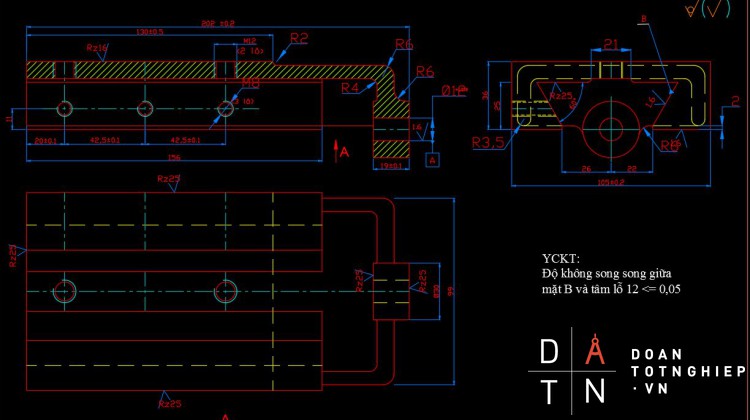
1.2/ Phân tích điều kiện kỹ thuật:
-Độ không song song giữa đường tâm lỗ Æ12 và rãnh mang cá ≤ 0,05
-Các mặt được nhiệt luyện đạt độ cứng 50-55 HRC.
-Vật liệu; Gang xám GX15-32.
- Thành phần hóa học:
|
C |
Si |
Mg |
p |
S |
|
2,8-3,5 |
1,5-3 |
0,5-1 |
0,1-0,2 |
0,1-0,12 |
- Độ cứng HB: 163…229.
- Giới hạn kéo: .
- Giới hạn uốn: .
- Khối lượng của chi tiết: .
(Trang 237 Sách kim loại học và nhiệt luyện-Nghiêm Hùng).
-Tính chất:
- Có cơ tính trung bình.
- Nhiệt độ nóng chảy thấp,không biến dạng dẻo ở trạng thái nóng.
Gang xám có độ bền nén cao, chịu mài mòn, tính đúc tốt, có góp phần làm giảm rung động nên được sử dụng nhiều trong chế tạo máy.
Chương II: XÁC ĐỊNH DẠNG SẢN XUẤT
- Mục đích của chương này là xác định hình thức tổ chức sản xuất (đơn chiếc, hàng loạt nhỏ, hàng loạt vừa, hàng loạt lớn, hàng khối) để từ đó cải thiện tính công nghệ của chi tiết, chọn phương pháp chế tạo phôi thích hợp, chọn thiết bị hợp lý để gia công chi tiết.
Tính dạng sản xuất của chi tiết thông qua Q,N
-Ta có: Q =V.
- Q trọng lượng chi tiết(KG).
- Trọng lượng riêng của vật liệu( KG/dm).
- V thể tích của chi tiết (dm).
Vchi tiết=Vđặc – Vrỗng
Ta tính thể tích của chi tiết: Chia chi tiết thành những V nhỏ, với hình dáng hình học quen thuộc:
V1 : Æ30, 19
V2 : Æ12, 19
V3 : 36, 105, 156
V4 : 48, 156, 25
V5 : 152, 156, 2
V6 : 99, 46, 32
V7 : 85, 37, 23
V8 : Æ12, 9
V9 : Æ8, 26
Thể tích các khối:
V1 = 302x 3.14/4x 19=13423.35 mm3
V2 = 122x 3.14/4x 19=2147.76 mm3
V3 = 36x 105x 156= 589680 mm3
V4 = 48x 156x 25= 187200 mm3
V5 = 152x156x2 = 47424 mm3
V6 = 99x46x32 =145728 mm3
V7 = 85x37x23 =72335 mm3
V8 = 122x 3.14/4x 9=2034.72 mm3
V9 = 82x 3.14/4x 26=3918.72 mm3
V = [(V1 - V2 )+(V3 -V4 -V5 )+(V6 -V7 )] -V8 -V9 = [(13423.35-2147.76) + (589680-187200-47424) +(145728 – 72335)] - 2034.72 - 3918.72 = 433771.15 mm3
Q=433771.15 x10-6x 7.3 = 3.16 kg
- Ta cần xác định sản lượng chi tiết cần chế tạo trong một năm của nhà máy theo công thức sau :
chiếc/năm.
với:
+N: số chi tiết sản xuất trong một năm theo kế hoạch 20.000 chi tiết/năm .
+N :Số chi tiết sản xuất trong 1 năm.
+: số lượng chi tiết như nhau trong một sản phẩm
+ : Số phế phẩm chi tiết trong phân xưởng đúc (3-4%)
Chọn
+ : Số chi tiết tạo thêm để dự trữ (5-7%)
Chọn
- Vậy:
-Tra bảng 2-Sách thiét kế đồ án CNCTM-GS.Trần Văn Địch ta có:
Q=3.16 <4KG.
N thuộc 5000 - 50000 chi tiết/năm.
Là dạng sản xuất hàng loạt lớn.
Chương III: CHỌN PHÔI VÀ XÁC ĐỊNH PHƯƠNG PHÁP TẠO PHÔI
3.1/ Chọn dạng phôi:
- Có rất nhiều phương pháp để tạo nên phôi. Do đó cần phải phân tích (phân tích ưu điểm, khuyết điểm) giữa các kiểu tạo phôi với nhau nhằm tìm ra phương pháp tạo phôi thích hợp.
3.1.1/ Phôi rèn dập:
- Phôi rèn dập bằng tay hay bằng máy đều cho độ bền cơ tính cao, tạo nên ứng suất dư trong chi tiết nhưng lại tạo cho chi tiết dẻo và tính đàn hồi tốt.
- Chi tiết đã cho làm bằng gang xám nên việc chế tạo phôi theo phương pháp này là không hợp lý vì gang xám có tính dòn nên khi rèn làm cho chi tiết dễ làm cho chi tiết bị hiện tượng nứt nẻ.
3.1.2/ Phôi cán:
- Chi tiết làm bằng phôi cán cũng có cơ tính gần giống như phôi rèn dập.
3.1.3/ Phôi đúc:
- Phôi đúc có cơ tính không cao bằng phôi rèn dập, nhưng việc chế tạo khuôn đúc cho những chi tiết khá phức tạp vẫn dễ dàng, thiết bị lại khá đơn giản. Đồng thời chi tiết rất phù hợp với những chi tiết có vật liệu là gang vì có những đặc điểm như sau:
+ Lượng dư phân bố đều.
+ Tiết kiệm được vật liệu.
+ Giá thành rẻ, được dùng phổ biến.
+ Độ đồng đều của phôi cao, do đó việc điều chỉnh máy khi gia công giảm.
+ Tuy nhiên phôi đúc khó phát hiện khuyết tật bên trong (chỉ phát hiện lúc gia công) nên làm giảm năng suất và hiệu quả.
* Kết luận:
- Từ các phương pháp tạo phôi như trên, ta nhận thấy phôi đúc là phù hợp với chi tiết đã cho nhất vì có nhiều ưu điểm hơn so với các phương pháp khác đặc biệt khi vật liệu chi tiết là gang xám
- Vậy ta chọn phương pháp để tạo ra chi tiết là dạng phôi đúc.
3.2/ Phương pháp chế tạo phôi:
- Trong đúc phôi có những phương pháp như sau:
3.2.1/ Đúc trong khuôn cát mẫu gỗ:
- Chất lượng bề mặt vật đúc không cao, giá thành thấp, trang thiết bị đơn giản, thích hợp cho dạng sản xuất đơn chiếc và loạt nhỏ.
- Loại phôi này có cấp chính xác: .
- Độ nhám bề mặt: .
3.2.2/ Đúc trong khuôn cát mẫu kim loại:
- Nếu công việc thực hiện bằng máy thì có cấp chính xác khá cao, giá thành cao hơn so với đúc trong khuôn mẫu bằng gỗ. Loại này phù hợp với dạng sản xuất hàng loạt vừa và lớn.
- Loại phôi này có cấp chính xác: .
- Độ nhám bề mặt: .
3.2.3/ Đúc trong khuôn kim loại:
- Độ chính xác cao nhưng giá thành thiết bị dầu tư lớn, phôi có hình dáng gần giống với chi tiết. Giá thành sản phẩm cao. Loại này phù hợp với dạng sản xuất hàng loạt lớn và hàng khối.
- Loại phôi này có cấp chính xác: .
- Độ nhám bề mặt: .
3.2.4/ Đúc ly tâm:
- Loại này chỉ phù hợp với chi tiết dạng tròn xoay, đặc biệt là hình ống, hình xuyến.
3.2.5/ Đúc áp lực:
- Dùng áp lực để điền đầy kim loại trong lòng khuôn. Phương pháp này chỉ thích hợp với chi tiết có độ phức tạp cao, yêu cầu kỹ thuật cao. Trang thiết bị đắt tiền nên giá thành sản phẩm cao.
3.2.6/ Đúc trong vỏ mỏng:
- Loại này tạo phôi chính xác cho chi tiết phức tạp được dùng trong sản xuất hàng loạt lớn và hàng khố
* Kết luận:
- Với những yêu cầu của chi tiết đã cho, tính kinh tế cũng như dạng sản xuất đã chọn ta sẽ chọn phương pháp chế tạo phôi là: “Đúc trong khuôn cát , mẫu kim loại , làm khuôn bằng máy”.
+ Phôi đúc đạt cấp chính xác là: II
+ Cấp chính xác kích thước: IT14÷IT17
+ Độ nhám bề mặt: ( tra bảng 3-13 tài liệu 4)
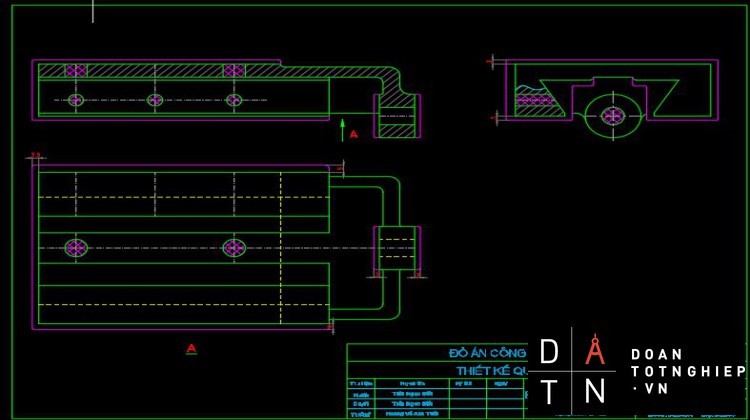
3.3/ Tạo phôi – Thông số về phôi:
- Chi tiết BÀN TRƯỢT DAO ĐẦU BÀO được chế tạo bằng gang xám, được đúc trong khuôn kim loại mẫu kim loại, làm khuôn bằng máy, mặt phân khuôn A – A.
+ Lượng dư phía trên: 3,5mm.
+ Lượng dư phía dưới và mặt bên: 2,5mm
(tra bảng 3-7 trang 177 tài liệu 4)
-Góc nghiêng bề mặt ngoài của mẫu,mặt trong lõi : 130
-Các lỗ đúc đặc (do Æ < 30mm)
Bảng vẽ đúc:
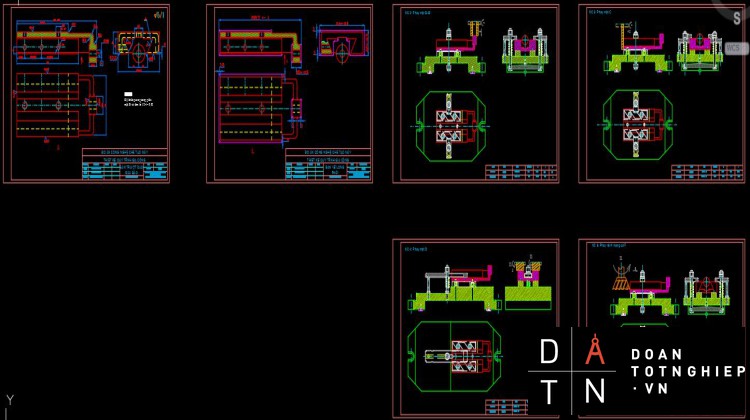
CHƯƠNG IV : THIẾT KẾ NGUYÊN CÔNG
- Lập sơ đồ gá đặt :
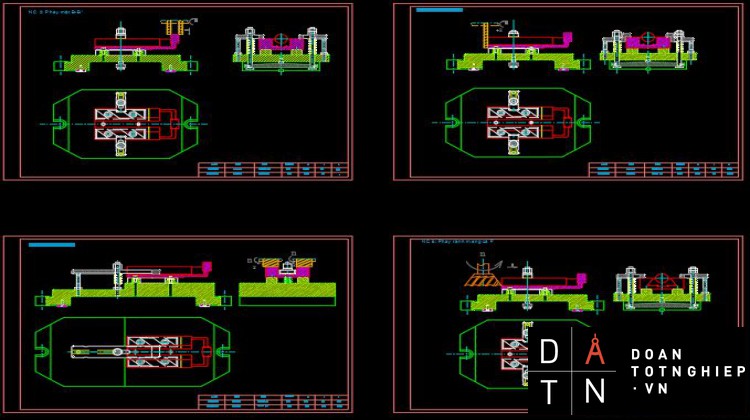
Thiết kế nguyên công:
|
Nguyên công 1: Phay mặt phẳng A
|
Nguyên công 1: Phay mặt phẳng A - Khoan, khoét, doa Æ10
|
|
Nguyên công 2:Phay mặt B
|
Nguyên công 2: Phay 2 mặt bên B-B’ |
|
Nguyên công 3:Phay mặt B’
|
Nguyên công 3: Phay mặt C |
|
Nguyên công 4: Phay mặt C
|
Nguyên công 4: phay mặt D
|
|
Nguyên công 5: phay mặt D |
Nguyên công 5: Phay mặt E- E’ |
|
Nguyên công 6: Phay mặt E- E’
|
Nguyên công 6: Khoan-khoét-doa lỗ Æ12 |
|
Nguyên công 7: Khoan-khoét-doa lỗ Æ12
|
Nguyên công 7: Bào rãnh mang cá F
|
|
Nguyên công 8: Phay rãnh mang cá F
|
Nguyên công 8: Phay rãnh mang cá F |
|
Nguyên công 9: khoan-taro lỗ Æ8 |
Nguyên công 9: khoan-taro lỗ Æ8
|
|
Nguyên công 10: khoan- taro lỗ Æ12 |
Nguyên công 10: taro lỗ Æ12 |
Phân tích chọn phương án:
- Phương án 2: Đảm bảo tính kinh tế, chuẩn tinh thống nhất nên đạt độ chính xác cao. Không cần bậc thợ cao. Chế tạo đồ án đơn giản.
Kết luận : Như vậy ta chọn phương án 2 để gia công chi tiết BÀN TRƯỢT DAO ĐẦU BÀO để đạt được các yêu cầu kỹ thuật đưa ra.
4.2 Lập quy trình công nghệ.
A/ CHỌN MÁY:
- Phay 2 mặt đầu chọn máy phay đứng 6H12 . công suất 7KW.
- Khoan, doa các lỗ chọn máy 2A125 công suất máy N=2,8KW
- Bào rãnh mang cá chọn máy
- Phay rãnh kích thước 8mm, máy phay ngang 678M, công suất máy N=1,7KW
B/ CHỌN DAO:
- Phay mặt đầu: chọn dao phay mặt đầu răng chấp mảnh hợp kim cứng BK6 (vì gang có độ cứng < 190 HB). D=100mm, z =10 răng.
- Dao khoan thép gió P18
- Dao khoét BK6
- Dao doa BK6M
- Dao bào BK8
- Phay rãnh mang cá: chọn dao phay rãnh mang cá thép gió.
- Phay mặt phẳng: dao phay trụ thép gió
- Phay mặt 2 bên: chọn dao phay đĩa ba mặt răng chắp thép gió.
(tra bảng 4-3 trang 293,294 tài liệu 4)
C/ XÁC ĐỊNH CHẾ ĐỘ CẮT VÀ THIẾT KẾ QUI TRÌNH CÔNG NGHỆ GIA CÔNG:
1.Nguyên công 1: Phay mặt A, khoan-khoét-doa 2 lỗ Æ10 với Zb = 3.5mm
Chọn máy: phay đứng 6H12 công suất máy 7KW.
Dụng cụ cắt gọt: dao phay mặt đầu gắn hợp kim cứng BK6 (vì gia công gang HB< 190). Dao khoan thép gió P18, dao khoét BK6, dao doa BK6M.
Định vị: mặt đáy 3 bậc tự do, chốt tỳ 3 hạn chế 3 bậc tự do.
Chế độ cắt :
Phay thô t = 2,8mm.
chọn Sz ( theo bảng 6-5) = (0,24 – 0,29 ) mm/răng
ta chọn Sz= 0.24 mm/răng.
S= Sz .Z = 0,24.10 = 2,4 mm /vòng
V = 181 mm/phút ( theo bảng 40 -5 tài liệu 3).
n = (vòng/phút).
Theo thuyết minh máy chọn n = 475 vòng / phút nên vận tốc thực tế là
Vtt = m/phút.
Phay tinh : t = 0.2mm.
chọn Sz ( theo bảng 6-5) = (0,24 – 0,29 ) mm/răng
ta chọn Sz= 0.24 mm/răng.
S= Sz .Z = 0,24.10 = 2,4 mm /vòng
V = 281 mm/phút ( theo bảng 40 -50 tài liệu 3).
n = (vòng/phút).
Theo thuyết minh máy chọn n = 475 vòng / phút nên vận tốc thực tế là
Vtt = m/phút.
Chọn dao:
|
Dao |
Đường kính(mm) |
Tuổi bền(phút) |
|
Dao khoan P18 |
8 |
60 |
|
Dao khoét BK6 |
9,8 |
30 |
|
Dao doa BK6M |
10 |
60 |
Khoan:
t =
S =0,36÷0,44 mm/vòng (bảng 8-3 T88 tài liệu 3)
Chọn S=0,4 mm/vòng
v =31,5 m/phút (bảng 18-3 T95 tài liệu 3)
n =vòng/phút
Chọn n=753 vòng/phút
v=/phút
Khoét:
t =
S=0,7-0,9mm/vòng(Bảng 9-3 t89 tài liệu 3)
Chọn S=0,7mm/vòng
v =123 m/phút (bảng 36-3 t102 tài liệu 3)
n =vòng/phút
chọn n=1360vòng/phút
v=m/phút
Doa tinh:
t =
S=0,8.2,4=1,9 mm/vòng(Bảng 10-3 t90)
v =8,2 m/phút(Bảng 51-3 tr 107)
chọn v =60m/phút
vm/phút
n=
chọn n=545 vòng/phút
v=m/phút
2. Nguyên công 2: phay 2 mặt bên B-B’ đạt kích thước 105mm
Chọn máy: phay ngang 678 công suất máy 1,7KW.
Dụng cụ cắt gọt: hai dao phay dĩa ba mặt răng chắp thép gió.
|
D(mm) |
B(mm) |
d(mm) |
Z(răng) |
|
150 |
15 |
32 |
14 |
Định vị: mặt đáy 3 bậc tự do bằng phiến tỳ
Chốt trụ 2 bậc tự do
Chốt trám 1 bậc tự do
Chế độ cắt :
Phay thô
t = 4,8 mm và t = 3,8 mm
ta chọn một lần cho t = 4,8 mm.
S=0,05÷0,03 mm/răng(Bảng 13-5 t128 tài liệu 3)
S=SZ=0,04x14 =0,56mm/vòng
v=32m/phút(bảng 64-5 t149 tài liệu 3)
n=
chọn n=188vòng/phút
v=m/phút
Phay tinh :
t = 0,2 mm
S=0,05÷0,03 mm/răng(Bảng 13-5 t128 tài liệu 3)
S=SZ=0,04x14 =0,56mm/vòng
v=32m/phút(bảng 64-5 t149 tài liệu 3)
n=
chọn n=188vòng/phút
v=m/phút
- Nguyên công 3 :phay mặt C
Chọn máy: Phay 678M cộng suất N=1,7KW
Chọn dao: Dao phay đĩa 3 mặt thép gió
|
D(mm) |
B(mm) |
d(mm) |
Z(răng) |
|
150 |
15 |
32 |
14 |
Định vị: mặt đáy 3 bậc tự do bằng phiến tỳ
Chốt trụ 2 bậc tự do
Chốt trám 1 bậc tự do
Chế độ cắt :
Phay thô:
t = 3,3 mm
S=0,05÷0,03 mm/răng(Bảng 13-5 t128 tài liệu 3)
S=SZ=0,04x14 =0,56mm/vòng
v=32m/phút(bảng 64-5 t149 tài liệu 3)
n=
chọn n=188vòng/phút
v=m/phút
phay tinh:
t = 0,2 mm
S=0,05÷0,03 mm/răng(Bảng 13-5 t128 tài liệu 3)
S=SZ=0,04x14 =0,56mm/vòng
v=32m/phút(bảng 64-5 t149 tài liệu 3)
n=
chọn n=188vòng/phút
v=m/phút
- Nguyên công 4 :phay mặt D
Chọn máy: Phay 678M công suất N=1,7KW
Dao phay trụ thép gió
Định vị: mặt đáy 3 bậc tự do bằng phiến tỳ
Chốt trụ 2 bậc tự do
Chốt trám 1 bậc tự do
Chế độ cắt :
Phay thô
t = 2,8 mm
S=0,12÷0,2 mm/răng(Bảng 10-5 t126 tài liệu 3)
S=SZ=0,15x16 =2,4 mm/vòng
v=91m/phút(bảng 64-5 t149 tài liệu 3)
n=
chọn n=188vòng/phút
v=m/phút
Phay tinh
t = 0,2 mm
S=0,12÷0,2 mm/răng(Bảng 10-5 t126 tài liệu 3)
S=SZ=0,15x16 =2,4 mm/vòng
v=91m/phút(bảng 64-5 t149 tài liệu 3)
n=
chọn n=188vòng/phút
v=m/phút
- Nguyên công 5: phay mặt E-E’ đạt kích thước 19
Chọn máy: phay ngang 678 công suất máy 1,7KW.
Dụng cụ cắt gọt: hai dao phay dĩa ba mặt răng chắp thép gió.
|
D(mm) |
B(mm) |
d(mm) |
Z(răng) |
|
150 |
15 |
32 |
14 |
Định vị: mặt đáy 3 bậc tự do bằng phiến tỳ
Chốt trụ 2 bậc tự do
Chốt trám 1 bậc tự do
Chế độ cắt :
Phay thô
t = 2,8 mm và t = 2,8 mm
ta chọn một lần cho t = 2,8 mm.
S=0,05÷0,03 mm/răng(Bảng 13-5 t128 tài liệu 3)
S=SZ=0,04x14 =0,56mm/vòng
v=32m/phút(bảng 64-5 t149 tài liệu 3)
n=
chọn n=188vòng/phút
v=m/phút
Phay tinh :
t = 0,2 mm
S=0,05÷0,03 mm/răng(Bảng 13-5 t128 tài liệu 3)
S=SZ=0,04x14 =0,56mm/vòng
v=32m/phút(bảng 64-5 t149 tài liệu 3)
n=
chọn n=188vòng/phút
v=m/phút
- Nguyên công 6:khoan-khoét-doa lỗ Æ12
phay ngang 678 công suất máy 1,7KW.
Định vị: mặt đáy 3 bậc tự do bằng phiến tỳ
Chốt trụ 2 bậc tự do
Chốt trám 1 bậc tự do
Chọn dao:
|
Dao |
Đường kính(mm) |
Tuổi bền(phút) |
|
Dao khoan P18 |
11 |
60 |
|
Dao khoét BK6 |
11,8 |
30 |
|
Dao doa BK6M |
12 |
60 |
Khoan:
t =
S =0,52÷0,64 mm/vòng (bảng 8-3 T88 tài liệu 3)
Chọn S=0,53 mm/vòng
v =30 m/phút (bảng 18-3 T95 tài liệu 3)
n =vòng/phút
Chọn n=753 vòng/phút
v=/phút
Khoét:
t =
S=0,7-0,9mm/vòng(Bảng 9-3 t89 tài liệu 3)
Chọn S=0,7mm/vòng
v =123 m/phút (bảng 36-3 t102 tài liệu 3)
n =vòng/phút
chọn n=1360vòng/phút
v=m/phút
Doa tinh:
t =
S=0,8.2,4=1,9 mm/vòng(Bảng 10-3 t90)
v =8,2 m/phút(Bảng 51-3 tr 107)
chọn v =60m/phút
vm/phút
n=
chọn n=545 vòng/phút
v=m/phút
- Nguyên công 7: bào rãnh mang cá
Gia công trên máy bào ngang B665
Định vị: mặt đáy 3 bậc tự do bằng phiến tỳ
Chốt trụ 2 bậc tự do
Chốt trám 1 bậc tự do
Bào thô t=8mm
S=1÷0,6 mm/htk(Bảng 17-2 t65)
Chọn S=0,76 mm/htk
v =14,9 m/phút(Bảng 21-2 tr 68)
v=29,3m/phút
Bào tinh t=3mm
S=0,7÷0,9 mm/htk(Bảng 18-2 t65)
Chọn S=0,76 mm/htk
v =17 m/phút(Bảng 21-2 tr 68)
v=30,7m/phút
- Nguyên công 8: phay rãnh mang cá
Chọn máy: phay đứng 6H12 công suất máy 7KW.
Định vị: mặt đáy 3 bậc tự do bằng phiến tỳ
Chốt trụ 2 bậc tự do
Chốt trám 1 bậc tự do
Dao phay mang cá thép gió
Chế độ cắt :
Phay thô t = 2,8mm.
chọn Sz = (0,24 – 0,29 ) mm/răng( theo bảng 4-5)
ta chọn Sz= 0.24 mm/răng.
S= Sz .Z = 0,24.10 = 2,4 mm /vòng
V = 181 mm/phút ( theo bảng 40 -5 tài liệu 3).
n = (vòng/phút).
Theo thuyết minh máy chọn n = 475 vòng / phút
Vtt = m/phút
Phay tinh t=0,2mm
chọn Sz = (0,24 – 0,29 ) mm/răng( theo bảng 4-5)
ta chọn Sz= 0.24 mm/răng.
S= Sz .Z = 0,24.10 = 2,4 mm /vòng
V = 181 mm/phút ( theo bảng 40 -5 tài liệu 3).
n = (vòng/phút).
Theo thuyết minh máy chọn n = 475 vòng / phút
Vtt = m/phút
- Nguyên công 9 : khoan-taro lỗ Æ8
Chọn máy: phay đứng 6H12 công suất máy 7KW.
Định vị: mặt đáy 3 bậc tự do bằng phiến tỳ
Chốt trụ 2 bậc tự do
Chốt trám 1 bậc tự do
Chọn dao:
|
Dao |
Đường kính(mm) |
Tuổi bền(phút) |
|
Dao khoan P18 |
6,8 |
60 |
|
taro |
8 |
60 |
Khoan:
t =
S =0,36÷0,44 mm/vòng (bảng 8-3 T88 tài liệu 3)
Chọn S=0,4 mm/vòng
v =34 m/phút (bảng 18-3 T95 tài liệu 3)
n =vòng/phút
Chọn n=753 vòng/phút
v=/phút
chọn mũi taro M8
Nguyên công 10 : taro lỗ Æ12
Chọn máy: phay đứng 6H12 công suất máy 7KW.
Định vị: mặt đáy 3 bậc tự do bằng phiến tỳ
Chốt trụ 2 bậc tự do
Chốt trám 1 bậc tự do
Chọn mũi taro M12
D/ TÍNH THỜI GIAN CÔNG NGHỆ:
1.Nguyên công 1: Phay mặt A, khoan-khoét-doa 2 lỗ Æ10
Bước 1: phay
Với mm=6mm
mm
Vậy (phút)
T
T thời gian cơ bản
TThời gian phụ
T=Tthời gian phục vụ chỗ làm việc
T=8%Tthời gian phục vụ kỹ thuật
T=(2)%Tthời gian phục vụ tổ chức
T=(3
T=(100+10+8+2+5 )%T=125%T
Vậy T=1,25.0,46 = 0,58 phút .
Bước 2:Khoan
L=(Bảng 28-t57 tài liệu 1)
L=2mm
L =9mm
(phút)
Vậy T=1,25.0,016=0,02 phút
Bước 3:khoét
L (Bảng 28-t57 tài liệu 1)
L=2mm
L =9mm
(phút)
Vậy T=1,25.0,014=0,0175 phút
Bước4 :Doa
L (Bảng 28-t57 tài liệu 1)
L=2mm
L =9mm
(phút)
Vậy T=1,25.0,013=0,0162 phút
Nguyên công 2 : phay 2 mặt bên B-B’ đạt kích thước 105mm
Bước 1 :Phay thô
Với mm=26mm
mm
Vậy (phút)
Vậy T=1,25.1,76 = 2,2 phút .
Bước 2 : phay tinh
Với mm=6mm
mm
Vậy (phút)
Vậy T=1,25.1,57 = 2 phút .
3. Nguyên công 3 : phay mặt C
Bước 1 :Phay thô
Với mm=23mm
mm
Vậy (phút)
Vậy T=1,25.1,25 = 1,56 phút .
Bước 2 : phay tinh
Với mm=6mm
mm
Vậy (phút)
Vậy T=1,25.1,09 = 1,36 phút .
- Nguyên công 4: phay mặt D
Bước 1 :Phay thô
Với mm=17mm
mm
Vậy (phút)
Vậy T=1,25.0,4 = 0,5 phút .
Bước 2 : phay tinh
Với mm=6mm
mm
Vậy (phút)
Vậy T=1,25.0,36 = 0,45 phút .
- Nguyên công 5: phay mặt E-E’ đạt kích thước 19mm
Bước 1 :Phay thô
Với mm=23mm
mm
Vậy (phút)
Vậy T=1,25.0,54 = 0,67 phút .
Bước 2 : phay tinh









