ĐỒ ÁN TỐT NGHIỆP THIẾT KẾ QUY TRÌNH GIA CÔNG CHI TIẾT NẮP BƠM DẦU 2018

NỘI DUNG ĐỒ ÁN
MỤC LỤC ĐỒ ÁN TỐT NGHIỆP THIẾT KẾ QUY TRÌNH GIA CÔNG CHI TIẾT NẮP BƠM DẦU 2018
NỘI DUNG
Thiết kế quá trình công nghệ gia công chi tiết: CHI TIẾT NẮP BƠM DẦU 2018
Trong điều kiện:
- Dạng sản xuất hàng loạt vừa.
- Trang thiết bị tự chọn.
Với các yêu cầu sau:
- PHẦN BẢN VẼ:
- Bản vẽ chi tiết gia công khổ giấy A0.
- Bản vẽ chi tiết lồng phôi khổ giấy A0.
- Bản vẽ sơ đồ nguyên lý khổ giấy A0.
- 01 bản vẽ kết cấu nguyên công khổ giấy A0.
- 01 bản vẽ đồ gá khổ giấy A0 .
- PHẦN THUYẾT MINH:
- Phân tích chi tiết gia công
- Chọn phôi, phương pháp chế tạo phôi và xác định lượng dư gia công.
- Lập bảng quy trình công nghệ gia công cơ
- Biện luận qui trình công nghệ.
- Thiết kế đồ gá.
- Kết luận về quá trình công nghệ
MỤC LỤC
----------**&**----------
NHIỆM VỤ ĐỒ ÁN TỐT NGHIỆP. ii
LỜI NÓI ĐẦU.. iii
NHẬN XÉT CỦA GIÁO VIÊN HƯỚNG DẪN.. iv
MỤC LỤC.. v
CHƯƠNG 1: PHÂN TÍCH CHI TIẾT GIA CÔNG.1
1.1. Phân tích công dụng và điều kiện làm việc của CTGC .1
1.2. Phân tích vật liệu chế tạo CTGC .1
1.3. Phân tích kết cấu hình dạng của CTGC .1
1.4. Phân tích độ chính xác của CTGC .1
1.5. Xác định sản lượng năm .5
CHƯƠNG 2: CHỌN PHÔI, PHƯƠNG PHÁP CHẾ TẠO PHÔI VÀ XÁC ĐỊNH LƯỢNG DƯ GIA CÔNG.6
2.1. Chọn phôi.6
2.2. Phương pháp chế tạo phôi.6
2.3. Xác định lượng dư.11
2.4. Tính hệ số sử dụng vật liệu .11
CHƯƠNG 3: LẬP QUI TRÌNH CÔNG NGHỆ.12
3.1. Mục đích.12
3.2. Nội dung .12
CHƯƠNG 4: BIỆN LUẬN QUI TRÌNH CÔNG NGHỆ.13
4.1. Nguyên công 1: Chuẩn bị phôi13
4.2. Nguyên công 2: Phay thô,tinh mặt 14
4.3. Nguyên công 3: Khoan lỗ . 17
4.4. Nguyên công 4: Phay thô,tinh mặt E. 19
4.5. Nguyên công 5: Khoan. 22
4.6. Nguyên công 6:Khoan khoét doa . 24
4.7. Nguyên công 7: Khoan nghiêng . 27
4.8. Nguyên công 8:Khoét . 32
CHƯƠNG 5: THIẾT KẾ ĐỒ GÁ.48
5.1. Phân tích YCKT của nguyên công. 48
5.2. Phương pháp định vị và kẹp chặt48
5.3. Phương pháp tính lực kẹp. 48
5.4. Xác định sai số cho phép. 49
5.5. Ưu khuyết điểm của đồ gá. 50
5.6. Hướng dẫn bảo quản độ gá. 50
5.7. Hướng dẫn sừ dụng đồ gá. 50
5.8. Một số chi tiết tiêu chuẩn. 50
CHƯƠNG 6: KẾT LUẬN.52
TÀI LIỆU THAM KHẢO.
CHƯƠNG 1: PHÂN TÍCH CHI TIẾT GIA CÔNG
1.1. Phân tích công dụng và điều kiện làm việc của CTGC
Công dụng:
Nắp bơm là chi tiết dạng hộp có chức năng cầu lưu thông chất lỏng với chi tiết khác để biến đổi chuyển động
Khi làm việc,chi tiết làm việc trong điều kiện không chịu tải lớn, không mài mòn, va đập nhỏ, có nhiệt độ môi trường làm việc thấp.
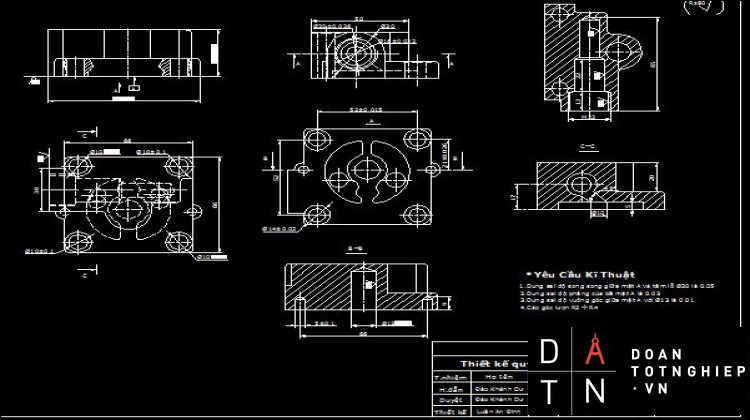
Trên nắp bơm có nhiều bề mặt phải gia công với độ chính xác khác nhau và cũng có nhiều bề mặt không cần phải gia công . Bề mặt làm việc chủ yếu là mặt đáy và cần gia công bề mặt phẳng đáy và 2 lỗ chính xác để làm chuẩn tinh thống nhất khi gia công. Các bề mặt tiếp xúc với các chi tiết khác cũng gia công chính xác để đủ yêu cầu lắp
Vật liệu sử dụng là nhôm (Al-Si-12)
1.4.1. Phân tích kết cấu, hình dạng CTGC
Nắp bơm là chi tiết dạng hộp, có hình dáng và kết cấu tương đối đơn giản.
Bề mặt làm việc chính của chi tiết là lỗ 13,20 và 2lỗ 10 nên trong quá trình gia công các lỗ này thì phải cần có độ chính xác cao. Do vậy việc thiết kế đồ gá để gia công các lỗ này cũng gặp không ít khó khăn.
Còn lại các bề mặt khác không đòi hỏi độ chính xác cao nên việc chọn đường lối gia công cũng như phương pháp gia công các bề mặt này tương đối đơn giản
1.4.1.1. Đối với các kích thước có chỉ dẫn dung sai
- Kích thước790,038
Kích thước danh nghĩa DN =38 mm
Sai lệch trên: +0,019 mm
Sai lệch dưới: -0,019 mm
Kích thước giới hạn lớn nhất Dmax = 37,081 mm
Kích thước giới hạn nhỏ nhất Dmin = 38,019 mm
Dung sai kích thước TD = 0,038 mm
Tra bảng 1.4 trang 4 sách STDSLG
Độ chính xác về kích thước đạt CCX9
Miền dung sai kích thước H9
- Kích thước 13+0.018
Kích thước danh nghĩa DN = 13 mm
Sai lệch trên: +0,018 mm
Sai lệch dưới: 0 mm
Kích thước giới hạn lớn nhất Dmax = 13,018 mm
Kích thước giới hạn nhỏ nhất Dmin = 12 mm
Dung sai kích thước TD = 0,018 mm
Tra bảng 1.4 trang 4 sách STDSLG
Độ chính xác về kích thước đạt CCX7
Miền dung sai kích thước H7
- Kích thước 20+0,026
Kích thước danh nghĩa DN =20 mm
Sai lệch trên: +0,026 mm
Sai lệch dưới: 0 mm
Kích thước giới hạn lớn nhất Dmax = 20,026 mm
Kích thước giới hạn nhỏ nhất Dmin = 19,074 mm
Dung sai kích thước TD = 0,052 mm
Tra bảng 1.4 trang 4 sách STDSLG
Độ chính xác về kích thước đạt CCX9
Miền dung sai kích thước H9
- Kích thước ±0.06
Kích thước danh nghĩa DN =5 mm
Sai lệch trên: +0,06mm
Sai lệch dưới: -0,06 mm
Kích thước giới hạn lớn nhất Dmax = 5,06 mm
Kích thước giới hạn nhỏ nhất Dmin = 5,94 mm
Dung sai kích thước TD = 0,12mm
Tra bảng 1.4 trang 4 sách STDSLG
Độ chính xác về kích thước đạt CCX12
Miền dung sai kích thước js12
- Kích thước ±0.1
Kích thước danh nghĩa DN =10 mm
Sai lệch trên: +0,05 mm
Sai lệch dưới: -0,05mm
Kích thước giới hạn lớn nhất Dmax = 10,05 mm
Kích thước giới hạn nhỏ nhất Dmin = 9,95 mm
Dung sai kích thước TD = 0,1 mm
Tra bảng 1.4 trang 4 sách STDSLG
Độ chính xác về kích thước đạt CCX12
Miền dung sai kích thước js12
- Kích thước 320,031
Kích thước danh nghĩa DN =32 mm
Sai lệch trên: +0,031 mm
Sai lệch dưới: -0,031mm
Kích thước giới hạn lớn nhất Dmax = 32,031 mm
Kích thước giới hạn nhỏ nhất Dmin = 31,069 mm
Dung sai kích thước TD = 0,62 mm
Tra bảng 1.4 trang 4 sách STDSLG
Độ chính xác về kích thước đạt CCX9
Miền dung sai kích thước H9
- Kích thước 140,02
Kích thước danh nghĩa DN =14 mm
Sai lệch trên: +0,01 mm
Sai lệch dưới: -0,01mm
Kích thước giới hạn lớn nhất Dmax = 14,01 mm
Kích thước giới hạn nhỏ nhất Dmin = 13,99 mm
Dung sai kích thước TD = 0,02 mm
Tra bảng 1.4 trang 4 sách STDSLG
Độ chính xác về kích thước đạt CCX9
Miền dung sai kích thước H9
- Kích thước 160,02
Kích thước danh nghĩa DN =16 mm
Sai lệch trên: +0,01 mm
Sai lệch dưới: -0,01mm
Kích thước giới hạn lớn nhất Dmax = 16,01 mm
Kích thước giới hạn nhỏ nhất Dmin = 15,99 mm
Dung sai kích thước TD = 0,02 mm
Tra bảng 1.4 trang 4 sách STDSLG
Độ chính xác về kích thước đạt CCX9
Miền dung sai kích thước H9
1.4.2. Độ chính xác về hình dáng hình học và vị trí tương quan.
Dung sai độ phẳng bề mặt A là 0.03 đạt CCX9
Dung sai độ song song giữa mặt A với lỗ ∅20 là 0,05 đạt CCX9
Dung sai độ vuông góc giữa mặt A với lỗ là 0.01 đạt CCX7
Các góc lượn R2R4
1.4.3. Chất lượng bề mặt
Theo tiêu chuẩn TCNV2511-95, để đánh giá độ nhám bề mặt người ta sử dụng 2 tiêu chuẩn sau:
Ra: sai lệch trung bình số hình học profin.
Rz: Chiều cao mấp mô profin theo 10 điểm.
Trong thực tế thiết kế, việc chọn chỉ tiêu nào (Ra hay Rz) là tuỳ thuộc vào chất lượng yêu cầu và đặc tính kết cấu cuả bề mặt. Chỉ tiêu Ra được sử dụng pgo63 biến nhất vì nó cho phép đánh giá chính xác hơn và thuận lợi hơn những bề mặt có độ nhám trung bình. Tuy nhiên, đối với những bề mặt có độ nhám quá nhỏ hoặc quá thô thì nên dùng Rz vì nó sẽ cho ta khả năng đánh giá chính xác hơn so với Ra.
Giải thích các ký hiệu:
Bề mặt lỗ Ø10, Ø5 mặt A có độ nhám: Ra10 (cấp 4)
Bề mặt lỗ Ø20, Ø16 mặt A có độ nhám: Ra6,3 (cấp 5)
Bề mặt lỗ Ø10, Ø13 mặt A có độ nhám: Ra1,5 (cấp 7)
Mặt B, A có độ nhám: Ra1.6 (cấp 7)
Các mặt còn lại có độ nhám: Rz80 (cấp 3)
1.4.4. Yêu cầu về cơ lý tính
Do điều kiện làm việc nên chi tiết không có yêu cầu về độ cứng, nhiệt luyện.
Tính thể tích ta có thể tích CTGC: v= 125699,409 mm3
Al-Si-12 có khối lượng riêng là: 2,7 g/cm3
ð Khối lượng CTGC: 0.33 kg
1.3: Dạng sản xuất
- Dạng sản xuất hàng loạt vừa.
- Sản lượng hàng năm được xác định theo công thức:
N =
Trong đó:
– N: số chi tiết sản xuất/năm
– N1: số sản phẩm sản xuất/năm
– m: số chi tiết chế tạo thêm để dự trữ (5% - 7%)
( chọn m = 5%)
– : số phế phẩm/năm (1% - 3%)
( chọn = 3%)
Nếu tính đến số phế phẩm trong các xưởng đúc và rèn ta có công thức:
N = Trong đó: = 3% - 6% (chọn )
Dạng sản xuất hàng loạt vừa của chi tiết có khối lượng 0.4kg. Tra bảng 3.2 trang 173 sổ tay công nghệ chế tạo máy 1, GS.TS Nguyễn Đắc Lộc. Ta xác định sản lượng hằng năm của chi tiết là 3000-35000 chiếc/năm.
CHƯƠNG 2: CHỌN PHÔI, PHƯƠNG PHÁP CHẾ TẠO PHÔI VÀ XÁC ĐỊNH LƯỢNG DƯ GIA CÔNG
2.1. Chọn phôi
- Vật liệu chế tạo chi tiết là hợp kim nhôm nhôm có khối lượng riêng nhỏ (2,7g/cm3) chỉ nặng bằng 1/3 thép, do đó là tính chất đặc biệt được chú trọng khi chế tạo
- Hợp kim nhôm với khoảng Si rộng (5 và có thêm Mg (0,3 để tạo pha hóa bền Mg2Si nên các hê AL-Si-Mg phải qua hóa bền.
- Cho thêm Cu (3 vào hệ Al-Si-Mg để cải thiện cơ tính và có tính đúc tốt do có các thành phần gần với cùng tính Al-Si-Cu nên được sử dụng trong đúc piston nắp máy của động cơ đốt trong
- Dạng sản xuất hàng loạt vừa.
- Hình dáng hình học của chi tiết khá phức tạp.
-Do các loại phôi như: phôi cán, phôi rèn, phôi dập…không phù hợp. Nên ta chọn phôi đúc là thích hợp nhất.
ðDo đó ta chọn phôi đúc ,vật liệu Al-Si-12.
Do các loại phôi như: phôi cán, phôi rèn, phôi dập…không phù hợp. Nên ta chọn phôi đúc là thích hợp nhất.
Phôi đúc: Việc chế tạo bằng phương pháp đúc được sử dụng rộng rãi hiện nay vì phôi đúc có hình dạng kết cấu phức tạp và có thể đạt được kích thước từ nhỏ đến lớn mà các phương pháp khác như rèn, dập khó đạt được.
Cơ tính và độ chính xác của phôi đúc tùy thuộc vào phương pháp đúc và kỹ thuật làm khuôn. Tùy theo tính chất sản xuất, vật liệu của chi tiết đúc, trình độ kỹ thuật để chọn các phương pháp đúc khác nhau.
Tính công nghệ trong kết cấu của chi tiết đút được biểu hiện bằng các điều kiện tạo hình, rót kim loại dể dàng, tính đông cứng, tạo vết nứt… các yếu tố : góc nghiêng, chiều dày chi tiết đúc, các kích thước tương quan v,v… ảnh hưởng tới các nguyên công cơ bản cuả quá trình công nghệ đúc.
Mọi loại vật liệu như gang, thép, hợp kim màu, vật liệu phi kim khi nấu chảy lỏng đều đúc được. Giá thành sản xuất đúc nói chung hạ hơn so với các dạng sản xuất khác.
Kết luận: Dựa vào các tính chất của các loại phôi trên và với CTGC là dạng hộp, có kết cấu phức tạp, với dạng sản xuất hàng loạt vừa, vật liệu là hợp kim nhôm (Al-Si-12), ta thấy phôi đúc là phù hợp.
2.2. Phương pháp chế tạo phôi
Để chọn phương pháp chế tạo phôi ta dựa vào các yếu tố sau:
- Hình dạng kích thước của chi tiết máy.
- Sản lượng hoặc dạng sản xuất.
- Điều kiện sản xuất của xí nghiệp.
2.2.1.Đúc trong khuôn cát
- Đúc mẫu gổ làm khuôn bằng tay: phương pháp này có độ chính xác kích thước thấp, vì quá trình làm khuôn, có sự xê dịch của mẩu trong chất làm khuôn và sai số chế tạo mẫu. năng xuất thấp, vì quá trình thực hiện bằng tay. Do đó nó chỉ dùng trong sản xuất đơn chiếc hoặc đúc những chi tiết có trọng lượng lơn như máy, thân máy của các máy cắt gọt kim loại.
- Đúc mẫu gổ làm khuôn bằng máy: phương pháp này có năng xuất và độ chính xác cao hơn phương pháp trên, vì đảm bảo sự đồng nhất của khuôn, giảm sai số do quá trình làm khuôn gây ra. Muốn khuôn ép sát, người ta có thể dùng đầm hơi hay dùng phương pháp rung động để dầm khuôn. Phương pháp này dùng trong sản xuất hàng loạt nhỏ vơi trọng lượng chi tiết không lớn lắm, sai số chủ yếu do mẫu gây ra.
- Đúc mẫu kim loại làm khuôn bằng máy: phương pháp này có năng xuất và độ chính xác cao hơn các phương pháp trên, vì đảm bảo sự đồng nhất của khuôn, giảm sai số do quá trình làm khuôn gây ra. Người ta dùng đầm hơi hoặc dùng phương pháp rung động để dầm khuôn. Phương pháp này dùng trong xuất hàng loạt vừa trở lên.
Tùy theo các phương pháp đúc khác nhau mà vật đúc có thể đạt được những cấp chính xác khác nhâu, theo tiêu chuẩn liên xô TOCT 855-55 và 2009-55 vật đúc được chia làm 3 cấp chính xác:
Vật đúc cấp chính xác III thường đạt được trong điều kiện sản xuất đơn chiếc, độ chính xác của nó tương ứng với cấp chính xác 14 đối với kích thước <500mm và tương đương cấp chính xác 15-16 đối với vật đúc có kích thước > 500mm.
Vật đúc cấp chính xác II thường đạt được trong điều kiện sản xuất hàng loạt nó tương ứng với cấp chính xác 13-14 đối với vật đúc có kích thước <500mm và tương đương cấp chính xác 14-15 đối với vật đúc có kích thước > 500mm.
Vật đúc cấp chính xác I đạt được trong điều kiện sản xuất loạt lớn và sản xuất khối, nó tương đương với cấp chính xác 12.
2.2.2.Đúc trong khuôn kim loại
Sản phẩm đúc có có kích thước chính xác, cơ tính cao. Phương pháp này sản xuất cho hàng loạt lớn và hàng khối. Vật đúc có khối lượng nhỏ khoảng 12 kg, hình dạng vật đúc không phức tạp và không có thành mỏng.
Đúc khuôn kim loại hay còn gọi là đúc khuôn vĩnh cửu (permanent casting) là phương pháp đúc mà như tên gọi – khuôn làm bằng kim loại giống như đúc áp lực. Do tuổi thọ của khuôn dùng được lâu, nhiều lần nên còn gọi là khuôn vĩnh cửu. Đúc khuôn kim loại phù hợp với các vật đúc lớn hơn so với đúc áp lực, khoảng 10kg, tất nhiên đặc biệt có thể cao hơn, 20kg thậm chí là 50kg, và đi kèm là giá thành sẽ cao hơn.
Đúc khuôn kim loại, lực để đẩy kim loại vào trong khuôn chính là trọng lực của kim loại lỏng, với yếu tố khuôn kim loại nên sẽ có tốc độ nguội nhanh. Do vậy, đúc khuôn kim loại cho ta sản phẩm có cơ tính rất cao, vật đúc hoàn hảo hơn, nhưng cũng được áp dụng với những kim loại có độ chảy loãng cao và có khả năng chống nứt nóng.
Cơ tính của các chi tiết đúc bằng phương pháp đúc áp lực được cải thiện đãng kể khi kết hợp các phương pháp nhiệt luyện. Nếu yêu cầu cao, có thể áp dụng các phương pháp sử lí trong dung dịch đặc biệt ở nhiệt độ cao, sau đó tôi và hoá già tự nhiên hoặc hoá già nhân tạo. Với các chi tiết đúc nhỏ, khi đúc sẽ có tốc độ nguội nhanh thì không cần sử lí nhiệt do khi nguội nhanh, tổ chức hạt sẽ rất nhỏ mịn, và cơ tính rất cao.
Loại phôi này có cấp chính xác:
Độ nhám bề mặt: .
Một số loại hợp kim nhôm hay được sử dụng trong đúc khuôn kim loại:
+ 366: chế tạo pistong oto.
+ 355.0, C355.0, A357.0: hộp số, hang không, một số bộ phận của tên lửa (các chi tiết yêu cầu độ bền cao).
+ 356.0, A356.0 Các chi tiết trong máy dụng cụ, bánh xe máy bay, bộ phận trong máy bơm…
+ Một số khác cũng được dung như 296.0, 319.0, 333.0
2.2.3. Đúc ly tâm
Áp dụng vật đúc tròn xoay, do có lực ly tâm khi rót kim loại lỏng và khuôn quay, kết cấu của vật thể chặt chẻ hơn nhưng không đồng đều từ ngoài vào trong.
Đúc li tâm đúc li tâm là một dạng khác để đưa kim loại lỏng vào khuôn. Khuôn được làm bằng kim loại, đặt trên máy đúc li tâm. Khi khuôn đang quay tròn, hệ thống rót được thiết kế sắn, rót kim loại vào khuôn. Với lực quay li tâm sẽ giới hạn chiều dày vật đúc đúng như thiết kế, với sự hỗ trợ của lực li tâm, kim loại sẽ xít chặt. Tuy nhiên, đúc li tâm sẽ chỉ áp dụng cho các chi tiết có dạng tròn như dạng tang trống. Nhưng đổi lại, có tính của vật đúc sẽ được cải thiện đáng kể vì có lực li tâm và khuôn kim loại nên tổ chức nhỏ mịn.
2.2.4.Đúc áp lực
Áp dụng với các chi tiết có hình dạng phức tạp, phương pháp này cho ta độ chính xác cao, cơ tính tốt. Phương pháp đúc ly tâm và các phương pháp khác có những nhược điểm mà phương pháp đúc áp lực có thể khắc phục được. Do đó thường áp dụng cho dạng sản xuất hàng loạt lớn và hàng loạt khối, và áp dụng đối với các chi tiết nhỏ.
ð Tham khảo qua một số phương pháp đúc như trên, căn cứ vào chi tiết dạng càng, có hình dáng tương đối phức tạp, kích thước lớn và là dạng sản xuất hàng vừa.Vì thế ta chọn phương pháp đúc trong khuôn cát, mẫu kim loại, làm khuôn bằng máy, vật đúc đạt cấp chính xác II (Tra bảng 2.12/T/36 [2]).
Chọn mẫu: Chọn mẫu kim loại thường dùng trong sản xuất hàng loạt vừa trở lên.
Chọn mặt phân khuôn: chọn mặt phẳng cắt ngang mặt C và chia mặt C thành 2 phần bằng nhau làm mặt phân khuôn.
Số hòm khuôn: Dùng 2 hòm khuôn để tiện việc lấy mẫu và rót kim loại vào khuôn.
2.2.5. Đúc liên tục
Đúc liên tục Đây là phương pháp đúc đang được áp dụng phổ biến trong các nhà máy đặc biệt là với các nhà máy đúc nhôm, do tính hiệu quả của nó.
Hợp kim nhôm được rót vào hệ khuôn đặc biệt: những khuôn đúc có nước làm nguội, đúc ra các sản phẩm là các thanh, các tấm nhôm có kich thước tuỳ ý (lên tới 200x1000mm) tiếp theo dây chuyền đúc liên tục là các dây truyền cán, dập liên tục.
v Kết Luận: Với những yêu cầu chi tiết đã cho, tính kinh tế và dạng sảng xuất đã chọn ta chọn phương pháp chế tạo phôi đúc trong kim loại .
Vật đúc có độ chính xác đạt cấp chính xác II
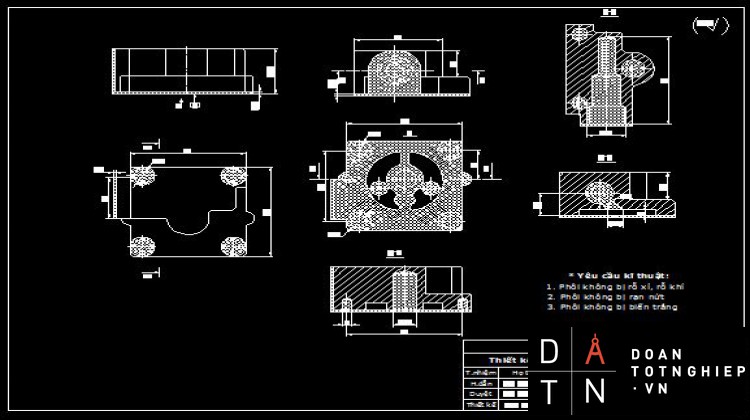
có sơ đồ đúc chi tiết gia công hình 2.1
2.3 Xác định lượng gia công
|
Mặt |
Kích thước |
Lượng dư và dung sai |
|
A |
32 |
1,5 |
|
E |
79 |
1,5 |
|
|
|
|
|
|
|
|
Các vị trí lỗ còn lại đúc đặc
vYêu cầu kỹ thuật :
- Phôi không bị rỗ xỉ, rỗ khí, cháy cát.
- Phôi không bị rạn nứt.
- Phôi không bị biến trắng.
2.4. Tính hệ số sử dụng vật liệu
Ta có khối lượng CTGC là 0.33kg
- Tích thể tích phôi: Vph = 125699.409 mm3.
- Khối lượng riêng của vật liệu CTGC ρ = 2,7 g/mm3
CHƯƠNG 3: LẬP QUI TRÌNH CÔNG NGHỆ
3.1. Mục đích
Xác định các trình tự gia công hợp lý nhằm đảm bảo chính xác về kích thước, vị trí tương quan, hình dáng hình học, độ nhám bề mặt theo yêu cầu chi tiết cần chế tạo.
3.2. Nội dung
Chọn phương pháp gia công các bề mặt phôi.
Chọn chuẩn công nghệ và sơ đồ gá đặt.
Chọn trình tự gia công các chi tiết.
(Đính kèm phiếu hướng dẫn công nghệ) A3
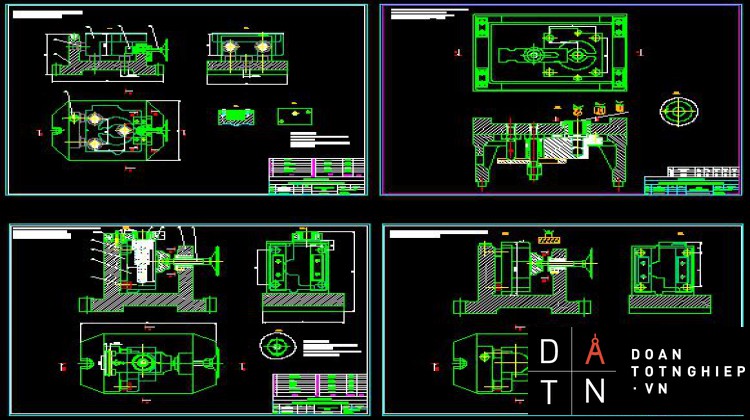
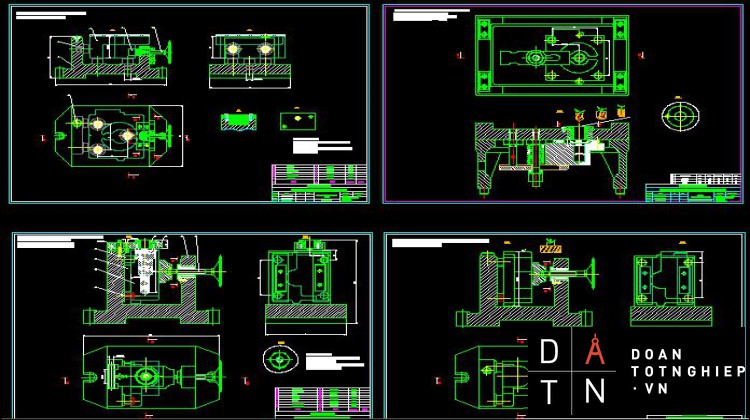
Chương 4: BIỆN LUẬN QUY TRÌNH CÔNG NGHỆ
4.1 Nguyên công I: chuẩn bị phôi
Bước 1: làm sạch phôi.
- Làm sạch cát trên bề mặt phôi.
- Mày bavia, phần thừa của đậu rót, đậu ngót.
Bước 2: kiểm tra.
- Kiểm tra về kích thước.
- Kiểm tra về hình dáng.
- Kiểm tra về vị trí tương quang
Xác định bật thợ: 2/7
4.2 Nguyên công II: phay thô,tinh mặt A.
- Ta chọn mặt A làm chuẩn thô vì:
- + Nếu trên chi tiết có 1 bề mặt không gia công thì chọn bề mặt đó làm chuẩn thô
+ Nếu trên chi tiết có 2 hay nhiều bề mặt không gia công thì chọn bề mặt nào yêu cầu về Độ chính xác về vị trí tương quan so với bề mặt gia công cao.
+ Nếu trên chi tiết tất cả các bề mặt đều gia công thì nên chọn bề mặt nào gia công yêu cầu lượng dư nhỏ và đồng đều nhất. - Nếu có nhiều bề mặt đủ tiêu chuẩn làm chuẩn thô thì nên chọn bề mặt bằng phẳng, trơn tru nhất làm chuẩn thô.
- Theo một phương kích thước thì chuẩn thô chỉ được chọn và sủ dụng một lần, nếu vi phạm thì gọi là Phạm chuẩn thô.
- Chọn chuẩn thô ở vị trí mà dễ gia công chuẩn tinh.
Chọn chuẩn định vị:
-Mặt D: 3 bậc tự do.
-Mặt Ø 48: 1 bậc tự do.
-Mặt B: 1 bậc tự do.
* Gia công thô
Chọn máy gia công : Máy phay đứng 6H12, có các thông số cơ bản của máy như sau:
- Tốc độ trục chính : 30– 1500 vòng/phút .
- Công suất động cơ trục chính : 7 kW .
- Bước tiến bàn máy ( mm/phút ):30 - 37, 5 - 47, 5 – 60 – 75 – 95 –118 –120 –190 –235 –300 – 375 – 475 – 600 – 750 - 900
Chọn dao: ta chọn dao phay trụ chắp răng théP18 gió, bảng 4-79b, trang 366 sách Sổ tay Công nghệ chế tạo máy 1,Ta có:
Dao 1: D= 40, L=63, Z=10
Dao 2: D= 40, L=63, Z=10
Chọn chiều sâu cắt t: Gia công thô nên chọn t= 1.3 mm.
Chọn lượng chạy dao: Theo bảng (10-5), trang 126 sách Chế độ cắt gia công cơ khí ta được: Sz=(0,08-0,15) mm/răng. Chọn Sz= 0,12 mm/răng
Vận tốc cắt theo công thức: V=; m/phút . (1)
Theo bảng (1-5), trang 120, ta có :
|
Cv |
qv |
xv |
yv |
uv |
pv |
m |
|
64,7 |
0,2 |
0,1 |
0,2 |
0,15 |
0,1 |
0,2 |
Theo bảng (2.5) trang 122: tuổi bền của dao T=180 phút
Bảng 2.1 trang 15 [2]:
Theo bảng (7-1) trang 17 [2]: Knv = 0,8
Theo bảng (8-1) trang 17 [2]: Kuv = 1,4
Kv=Kmv . Knv . Kuv = 1,1 . 0,8 . 1,4 = 1,23
Thay vào (1) ta có: V== 33,56 m/phút
Số vòng quay trong 1 phút của dao: n= = = 267,06vòng/phút
Tra TMT ta chọn n= 300 vòng/phút
ð Tốc độ cắt thực tếVt = = = 37,7 m/phút
Tính lượng chạy dao phút và lượng chạy dao răng thực tế theo máy:
Sm = Szbảng . Z . n= 0,12 . 10 . 300 = 360 mm/phút
Theo máy ,chọn Sm = 375 mm/phút
Tính lực cắt Pz theo công thức: KG (2)
Theo bảng 3.5 trang 123 [2]:
|
Cp |
Xp |
Yp |
Up |
ωp |
qp |
|
30 |
0,83 |
0,65 |
1 |
0 |
0,83 |
np=1 tra bảng 13.1 trang 21 [2]
Thay vào (2) Pz= = 572 KG
Công suất cắt:N= = = 1,78 KW
So với công suất máy = 7 KW , máy làm việc đảm bảo an toàn.
Thời gian chạy máy:
Với:
L= 79 mm
L1= +(0,5÷3)= +2= 7 mm
L2=(2÷5) mm ð chọn L3= 4mm
ð Tm= 0,24 phút
- Phay tinh
Chọn chiều sâu cắt t: Gia công tinh nên chọn t= 0.2 mm.
Chọn lượng chạy dao: Theo bảng (10-5), trang 126 sách Chế độ cắt gia công cơ khí ta được: Sz=(0,08-0,15) mm/răng. Chọn Sz= 0,12 mm/răng
Vận tốc cắt theo công thức: V=; m/phút . (1)
Theo bảng (1-5), trang 120, ta có :
|
Cv |
qv |
xv |
yv |
uv |
pv |
m |
|
64,7 |
0,2 |
0,1 |
0,2 |
0,15 |
0,1 |
0,2 |
Theo bảng (2.5) trang 122: tuổi bền của dao T=180 phút
Bảng 2.1 trang 15 [2]:
Theo bảng (7-1) trang 17 [2]: Knv = 0,8
Theo bảng (8-1) trang 17 [2]: Kuv = 1,4
Kv=Kmv . Knv . Kuv = 1,1 . 0,8 . 1,4 = 1,23
Thay vào (1) ta có: V== 40,47 m/phút
Số vòng quay trong 1 phút của dao: n= = = 322,05 vòng/phút
Tra TMT ta chọn n= 300 vòng/phút
ð Tốc độ cắt thực tếVt = = = 37,7 m/phút
Tính lượng chạy dao phút và lượng chạy dao răng thực tế theo máy:
Sm = Szbảng . Z . n= 0,12 . 10 . 300 = 360 mm/phút
Theo máy ,chọn Sm = 375 mm/phút
Tính lực cắt Pz theo công thức: KG (2)
Theo bảng 3.5 trang 123 [2]:
|
Cp |
Xp |
Yp |
Up |
ωp |
qp |
|
30 |
0,83 |
0,65 |
1 |
0 |
0,83 |
np=1 tra bảng 13.1 trang 21 [2]
Thay vào (2) Pz= = 301,08 KG
Công suất cắt:N= = = 1,78 KW
So với công suất máy = 7 KW , máy làm việc đảm bảo an toàn.
Thời gian chạy máy:
Với:
L= 79 mm
L1= +(0,5÷3)= +2= 2.8 mm
L2=(2÷5) mm ð chọn L3= 4mm
ð Tm= 0,22 phút
Xác định bậc thợ : 2/7
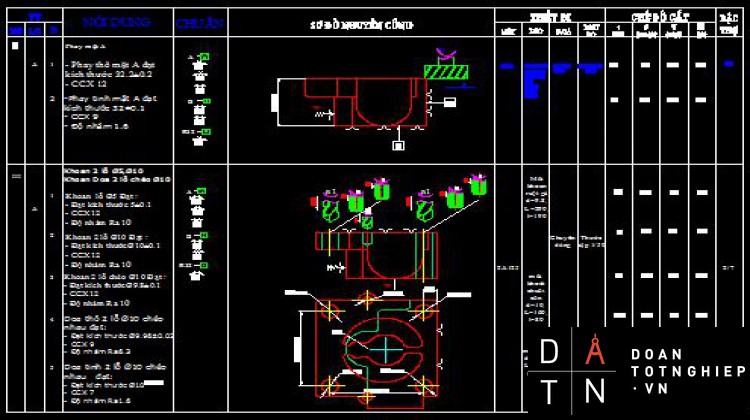
*3 Nguyên công III: Khoan 2 lỗ
Khoan doa 2 lỗ
Chọn chuẩn định vị: Chọn gia công 2 lỗ làm chuần tinh thống nhất đế tránh sai số gá đặt
-Mặt A: 3 bậc tự do.
-Mặt B: 2 bậc tự do.
-Mặt khối V di động : 1 bậc tự do
.Chọn máy gia công : Máy 2A125, có các thông số cơ bản của máy như sau:
- Đường kính lớn nhất khi khoan thép : 25 mm
- Côn mooc trục chính số 4
- Công suất đầu khoan : 2,8kW.
- hiệu suất máy η = 0.8
- Số vòng quay trục chính (v/phút) 97-140-195-272-392-545-680-960-1360
- Bước tiến 1 vòng quay trục chính ( mm/vòng ):0,1-0.13-0,17-0,22-0,28-0,36-0,48-0,62-0,81
Bước 1 : khoan lỗ Ø5
Chọn dao: ta chọn mũi khoan ruột gà 10. Ta có:
Dao khoan: D= 5, L= 105, l=70
Chọn t: t =
2. Bước tiến S
Tra bảng 8.3/88 cđcgcck: D=10-13mm
Tính bước tiến S: 0,30
3. Vận tốc cắt
Theo công thức :
V = (m/phút)
...............................
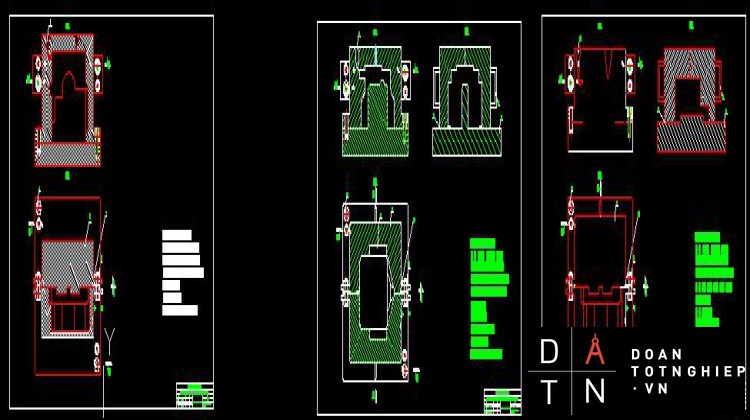
Chi tiết dạng hộp được định vị bằng 2 phiếm tỳ phẳng và hai chốt trụ , trám khi khoan lực chiều P0 sẽ làm chi tiết trược dọc trục hay quay quanh trục từ đó ta có 2 phương cân bằng
- Phương trình cân bằng lực :
K.P0 = Fms=Wtc.f
Trong đó :
f là hệ số ma sát trược Suy ra : Wtc=K.P0/f
K là hệ số an toàn f1=0.6
K0= 1,4 K1= 1 K2= 1,3 K3= 1 K4= 1,2 K5= 1
=>K= 1,4.1.1,3.1.1,2.1 = 2
P0 lực cắt = 345,7 Kg
Wtc==1152N (1)
- Phương trình cân bằng momen:
K.P0.L=Wtc.H Suy ra : Wtc=K.L.P0/H
Wtc==1702N (2)
ðSo sánh giữa (1), (2), để đảm bảo an toàn thì ta chọn Wct = 1702 N
ðĐường kính của bulong
d= C = 18.2mm
Vậy ta chọn d= 18mm.
ðLực bulông siết của người công nhân.
W =
ð Q =
Trong đó: W=1702 N
Dđ=dtb= 8 mm
ð rtb=4 mm
tg(
R, = 8
tg
l= 35mm
ðQ =
5.4.2. Sai số mòn
=
Trong đó
= 0.18
N: Số lượng chi tiết gá đặt (N= 500)
"= 0.18x= 4 (m) = 0.004 (mm)
5.4.3. Sai số điều chỉnh
Khi tính toán đồ gá có thể lấy= 10÷15 (m)
Chọn = 10 m= 0.01 (mm)
5.4.4. Sai số gá đặt
= x= x 0.05= 0.01 (mm)
5.4.5. Sai số kẹp chặt
Tra sách đồ gá ga công cơ khí (T-P-B)/T/52 có:
y= xQs
= x180.1420.003
Chọn y= = 0.05
5.4.6. Sai số chế tạo cho phép của đồ gá:
=== 0.08(mm)
5.5. Ưu khuyết điểm của đồ gá
Các chi tiết định vị trên đồ gá khá đon giản, dễ thay thế khi bị mòn
Cơ cấu kẹp chặt dễ thao tác khi gá đặt
5.6. Hướng dẫn bảo quản đồ gá:
Khi gia công sản phẩm cần phải cẩn thận tránh làm hư hỏng các chốt định vị, khi gá đặt lực kẹp phải vừa phải không cần phải xiết lực lớn để tránh làm biến dạng chi tiết gia công. Khi gia công xong phải lau chùi lại đồ gá và cất giữa cẩn thận.
5.7. Hướng dẫn sử dụng đồ gá:
ƯƠNG 6: KẾT LUẬN
Quy trình công nghệ gia công chi tiết nắp thân bơm đã được thiết kế gồm 9 nguyên công cùng với trình tự công nghệ ở từng nguyên công. Và với quy trình này đã giải quyết được yêu cầu kỹ thuật cho chi tiết cần gia công.
Đồ gá ở mỗi nguyên công dễ sử dụng tuy thực sự chưa được tối ưu nhưng cũng đã giải quyết được yêu cầu kỹ thuật của từng nguyên công.
Trong quá trình thực đồ án không tránh khỏi những thiếu sót mong thầy cô đóng góp ý kiến để QTCN được hoàn thiện hơn.









