ĐỒ ÁN TỐT NGHIỆP THIẾT KẾ VÀ CHẾ TẠO ĐÀI GÁ DAO DOA TRÊN MÁY PHAY file CAD file 2D
NỘI DUNG ĐỒ ÁN
ĐỒ ÁN TỐT NGHIỆP THIẾT KẾ VÀ CHẾ TẠO ĐÀI GÁ DAO DOA TRÊN MÁY PHAY file CAD file 2D
MỤC LỤC
NHẬN XÉT CỦA GIÁO VIÊN HƯỚNG DẪN………………………………………i
NHẬN XÉT CỦA HỘI ĐỒNG CHẤM ĐỒ ÁN………………………………………ii
LỜI CẢM ƠN……………………………………………………………………….iii
LỜI NÓI ĐẦU……… …1
CHƯƠNG 1: TỔNG QUAN VỀ ĐÀI GÁ DAO DOA SỬ DỤNG TRÊN MÁY PHAY……………………………………………………………………………..…...2
1.1 Giới thiệu về các phương pháp gia công lỗ………………………………………..2
1.2 Giới thiệu về phương pháp doa lỗ………………………………………………....5
1.2.1Đặc điểm- khả năng công nghệ…………………………………….......………...5
1.2.2 Một số biện pháp công nghệ khi doa…………………………………..…..6
1.2.3 Một số chú ý khi doa……………………………………………….......…. 7
1.2.4 đài gá dao doa sử dụng trên máy phay……………………………………...8
CHƯƠNG 2: THIẾT KẾ VÀ TÍNH TOÁN…… …….9
2.1 Thiết kế……………………………………………………………………….…..9
2.1.1 Mô hình 3D tổng thể…………………………………………………….10
2.1.2 Thiết kế chi tiết…………………………………………………………..11
2.2 Tính toán………………………………………………………………………..16
CHƯƠNG 3: CHẾ TẠO THỬ NGHIỆM....................................................................20
3.1 Chế tạo………………………………………………………………………… 20
CHƯƠNG 4: HƯỚNG DẪN SỬ DỤNG……………………………………………24
I ) các bộ phận của đài dá dao doa ( boring head )…………………………………24
II) hướng dẫn sử dụng đài doa trên máy phay ( boring head )……………………...25
1) công dụng của từng chi tiết…………………………………………………..25
2) hướng dẫn sử dụng…………………………………………………………..26
CHƯƠNG 5: GIA CÔNG KHẢO SÁT……………………………………………...28
1) Mục đích…………………………………………………………………..28
2) Tiến hành………………………………………………………………….28
CHƯƠNG 6: KẾT LUẬN………………………………………………………….31
6.1) ĐÁNH GIÁ KẾT QUẢ ĐẠT ĐƯỢC………………………………………....31
6.2) HƯỚNG PHÁT TRIỂN CỦA ĐỀ TÀI……………………………………….31
TÀI LIỆU THAM KHẢO……….32
LỜI NÓI ĐẦU
“ đài gá dao doa sử dụng trên máy phay ”. Nhằm tạo ra được một mô hình hoàn thiện, mang lại nhiều công dụng và khả năng công nghệ cho xưởng cơ khí tại trường
Những kiến thức và học lực đạt được trong quá trình học tập tại trường sẽ được đánh giá qua đợt bảo vệ đồ án tốt nghiệp này. Em đã cố gắng tận dụng tất cả những kiến thức đã học tại trường cùng với sự tiềm tòi nghiên cứu, để có thể hoàn thành đồ án.
CHƯƠNG 1: TỔNG QUAN VỀ ĐÀI GÁ DAO DOA SỬ DỤNG TRÊN MÁY PHAY
1.1 Giới thiệu về các phương pháp gia công lỗ
- Khoan: Gia công đạt chính xác 12 ÷ 14, nhám bề mặt Ra = 6,3 ÷ 12,5µm (Rz80 ÷ Rz40). Khoan có thể gia công các lỗ có đường kính 0,1 mm đến 80 mm, phổ biến nhất là các lỗ có đường kính từ 35 mm trở xuống.
khoan lỗ
- Khoét: L
a) Yếu tố cắt khi khoét b) Yếu tố cắt khi doa
Hình4: Yếu tố cắt khi khoét và doa
- Tiện: Tiện dùng để gia công các mặt trụ tròn xoay trong và ngoài, các mặt định hình có tiết diện tròn, tiện ren, …. Tiện đạt cấp chính xác 7, nhám bề mặt Ra = 1,6 μm.
-Mài: Mài là phương thức gia công có phoi. Mài cũng có các hiện tượng vật lý như: nhiệt, co phoi, hóa cứng… giống như các phương pháp gia công khác. Mài có thể gia công chính xác các mặt tròn trong, mặt tròn ngoài, mặt phẳng, mặt định hình và đặc biệt có thể gia công các chi tiết mỏng, nhỏ mà các phương pháp khác không thể gia công được như vòng séc măng, cam mẫu…Mài đạt cấp chính xác 6, nhám bề mặt Ra = 0,1 ÷ 0,2 μm. Nếu mài nghiền hay mài siêu tinh có thể đạt cấp chính xác 5, nhám bề mặt Ra = 0,05 μm.
: Mài lỗ
1.2 Giới thiệu về phương pháp doa lỗ:
1.2.1 Đặc điểm- khả năng công nghệ.
Doa là phương pháp gia công tinh các lỗ sau khi khoan, hoặc sau khi khoan, khoét hoặc tiện. Doa có thể đạt độ chính xác cấp 9 ÷ 7, Ra = 0,63 ÷ 1,25 μm, khi chuẩn bị công nghệ và dao tốt có thể đạt cấp chính xác 6, Ra = 0,63 μm nhưng chi phí sản xuất cao, năng suất thấp nên ít dùng.
Doa có độ cứng vững cao, lưỡi cắt thường phân bố không đối xứng nên giảm được rung động trong quá trình cắt, góc trước lớn nên có thể cắt được lớp phoi mỏng.
Chế độ cắt khi doa: Lượng dư khi doa được khống chế khá chặt chẽ, thường doa thô t = 0,25 ÷ 0,5 mm, doa tinh t = 0,05 ÷ 0,15 mm. Vận tốc cắt khi doa nhỏ, thường v = 8 ÷ 10 m/ph. Lượng chạy dao s = 0,5 ÷ 3,5 mm/vòng. Mặc đù vận tốc cắt thấp nhưng năng suất doa vẫn cao nhờ lượng chạy dao s lớn.
Nhược điểm cơ bản của doa là không sửa được sai lệch về vị trí tương quan do các bước hay nguyên công sát trước để lại (hoặc có thể sửa được nhưng không đáng kể).
1.2.2 Một số biện pháp công nghệ khi doa.
Doa có thể thực hiện trên các loại máy như: máy khoan, máy tiện, máy phay, máy doa hoặc thực hiện bằng tay.
a. Doa máy.
Doa máy có 2 phương pháp:
Doa cưỡng bức.
Dao doa được nôi cứng với trục chính của máy. Doa cưỡng bức có nhược điểm cơ bản là lỗ thường bị lay rộng hoặc lỗ bị xiên và dao dễ bị kẹt, gẫy.Nguyên nhân: Chủ yếu là do độ lệch tâm giữa đường tâm trục chính của máy với tâm lỗ gia công, do trục chính bị đảo .v.v.
Doa tuỳ động.
Doa tuỳ động có hai phương pháp:
Dao doa được nối với tuỳ động với trục chính của máy bằng khớp tuỳ động ( hình 6). Lúc này dao hoàn toàn dựa vào lỗ đã có để tự dẫn hướng nên nó khắc phục được nhược điểm của phương pháp trên.
Sử dụng kết cấu dao doa tuỳ động
Kết cấu dao doa tuỳ động rất đơn giản, dao chỉ có hai lưỡi cắt, các lưỡi cắt có khả năng xê dịch chút ít theo phương hướng kính để tự lựa vào lỗ gia công. Do lưỡi dao ít nên dao chóng mòn nhưng do có kết cấu đơn giản nên dễ mài lại.
b. Doa tay.
Bản chất quá trình cắt và các chuyển động giống như doa máy nhưng ở đây các chuyển động cắt do tay người công nhân thực hiện. Nừu thao tác của người công nhân nhịp nhàng, uyển chuyển thì doa tay có thể đạt độ chính xác cao hơn doa máy. Dao doa tay khác dao doa máy ở chỗ dao doa tay và có góc ϕ nhỏ hơn và phần dẫn hướng dài so với dao doa máy.
1.2.3 Một số chú ý khi doa.
Chỉ nên dao cưỡng bấc trong một số trường hợp như: các lỗ khoan, khoét, doa trên một lần gá hoặc các lỗ ngắn, lỗ lớn. Còn lại nên doa tuỳ động.
Không nên doa các lỗ quá lớn, các lỗ có kích thước phi tiêu chuẩn, các lỗ ngắn, các lỗ không thông, các lỗ có rãnh, lỗ trên các loại vật liệu quá cứng hoặc quá mềm.
Thường doa đi theo bộ khoan-khoét-doa và dao doa khá đắt tiền nên dao chỉ sử dụng có hiệu quả khi sản lượng gia công đủ lớn.
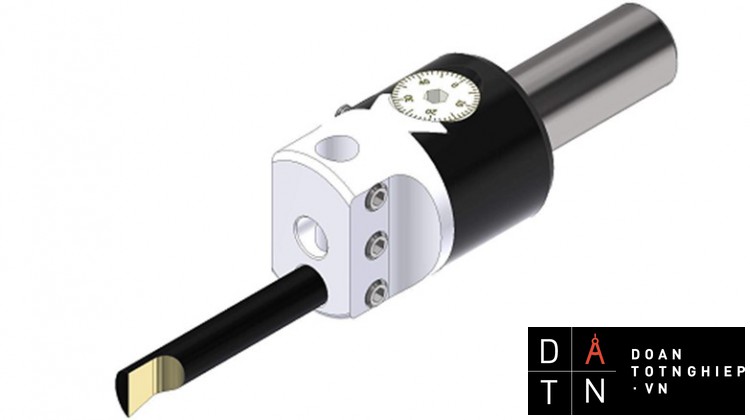
1.2.4 đài gá dao doa sử dụng trên máy phay
Bộ đầu dao doa sử dụng cán côn
Đầu dao doa sử dụng cán trụ
Trong đề tài tốt nghiệp này em sử dụng đài dao doa cán trụ và cán côn để thuận tiện chi việc sử dụng trên cả xưởng F1.1 và xưởng C1.1
CHƯƠNG 2: THIẾT KẾ VÀ TÍNH TOÁN
2.1 Thiết kế:
2.1.1 Mô hình 3D tổng thể:
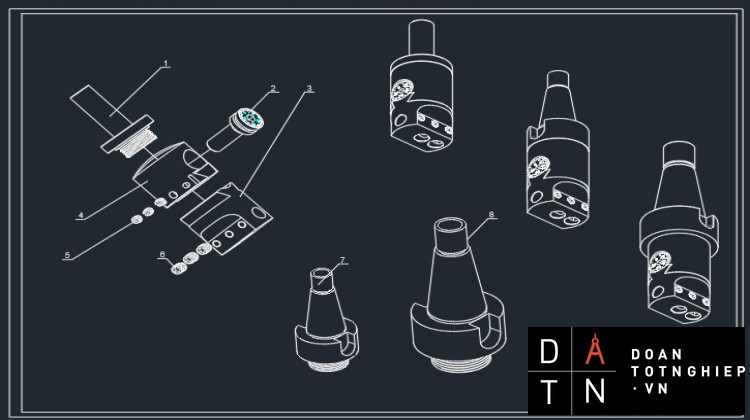
Mô hình đài dao doa
Kích thước : 89 x 50 x 50
Cân nặng: 0.769 kg
Vật liệu: thép C45
Nguyên lý làm việc: Cơ cấu gồm ba phần chính: 1- Thân trên, 2- Vitme, 3- Thân dưới. Thân trên 1 và thân dưới 3 được lắp ghép với nhau bằng rãnh đuôi én, dao được gá trực tiếp trên thân dưới thông qua các lỗ, và được giữ cố định bằng các vít trí. Vitme 2 dùng để điều chỉnh vị trí của thân dưới so với thân trên ứng với mỗi vạch trên du xích là 0.01mm. Sau khi đã điều chỉnh xong vị trí thân dưới ta chí vít cố định lại và tiến hành gia công. Quá trình làm việc lâu dài thân trên và thân dưới sẽ có độ rơ nhất định, lúc đó ta sẽ xiết thêm 2 vít chí dùng điều chỉnh khử rơ.
2.1.2 Thiết kế chi tiết:
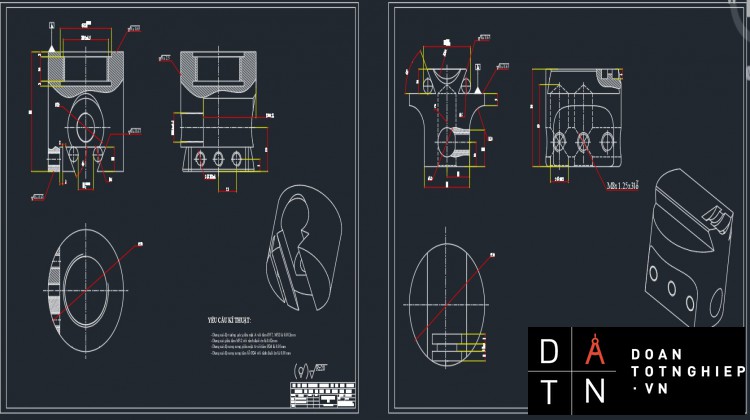
Thân trên:
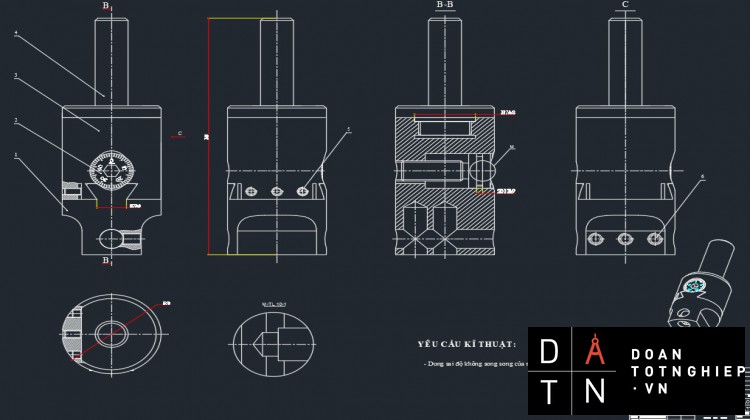
Bản vẽ chi tiết thân trên
Kích thước : 49 x 50 x 50
Cân nặng: 0.359kg
Vật liệu: thép C45
Rãnh đuôi én ∅25x 600 dùng để lắp ghép với phần thân dưới được êm hơn. Rãnh 2mm dùng để tạo đàn hồi cho rãnh đuôi én khi lắp ghép, trên phần thân có hai lỗ ren M6 hai bên dùng để khữ rơ rãnh đuôi én khi lắp ghép, một lỗ ren M6 nằm giữa dùng để cố định phần thân trên và thân dưới trong quá trình gia công.
Trên thân có lỗ ∅24 dùng để thoát vitme khi điều chỉnh vị trí thân dưới, và phần lỗ ren M12x0.5 đóng vai trò là đai ốc cố định trong nguyên lý làm việc của đầu dao.
Bên trong có lỗ ren M32 dùng để kết nối với đuôi trụ và bầu côn
+ Các kích thước quan trọng của thân trên:
- Kích thước 35: cấp chính xác đạt cấp 12, độ nhám Rz20
Tra bảng 6.1 tang 141 sách công nghệ chế tạo máy 1 ta có: mm
- Kích thước 10: cấp chính xác 7, độ nhám 0.63:
Tra bảng 6.1 tang 141 sách công nghệ chế tạo máy 1, ta có mm
- Kích thước 10: cấp chính xác 12, độ nhám Rz20:
Tra bảng 6.1 tang 141 sách công nghệ chế tạo máy 1, ta có mm
- M12x1.5-6H
--Bậc định vị ren
tra bảng 1.31 sách sổ tay dung sai lắp ghép ta có : lỗ
dưới:
Bản vẽ chi tiết thân dưới
Kích thước : 40 x 50 x 50
Cân nặng: 0.35kg
Vật liệu: thép C45
Phần thân dưới với chức năng gá đặt, kẹp chặt dao trong quá trình doa, được thiết kế sao cho khối lượng là tốt ưu để giảm áp lực lên phần thân trên cũng như đài dao của máy phay. Bề mặt rãnh đuôi én có phủ thêm lớp đồng thau giúp quá trình trượt được êm ái hơn, tăng cường khả năng lắp ghép. Hai lỗ ∅12 nằm ở mặt đầu dùng để gia công các lỗ có đường kính vừa và nhỏ. Lỗ ∅12 còn lại dùng để gia công các lỗ lớn hơn . Ba lỗ ren M6 dùng để kẹp chặt dao trong quá trình gia công. Hai cung tròn hai bên thân ngoài tác dụng giảm khối lượng chi tiết thì nó còn
tăng tính thẩm mỹ của chi tiết. Mặt trên của rãnh đuôi én có 2 rãnh dùng để thoát phần du xích và tạo liên kết để khi vitme tịnh tiến kéo thân dưới đi theo.
+ Các kích thước quan trọng của thân dưới:
- kích thước 32e8, cấp chính xác 8, sai lệch cơ bản là e
Tra bảng 1.27 trang 39 sách bảng tra dung sai lắp ghép, ta có mm
- Kích thước 10, cấp chính xác 12, độ nhám Rz20
Theo kinh nghiệm ta có mm
- Kích thước 3h9, cấp chính xác 9. Sai lệch cơ bản là h
Tra bảng 6.1 tang 141 sách công nghệ chế tạo máy 1, ta có mm
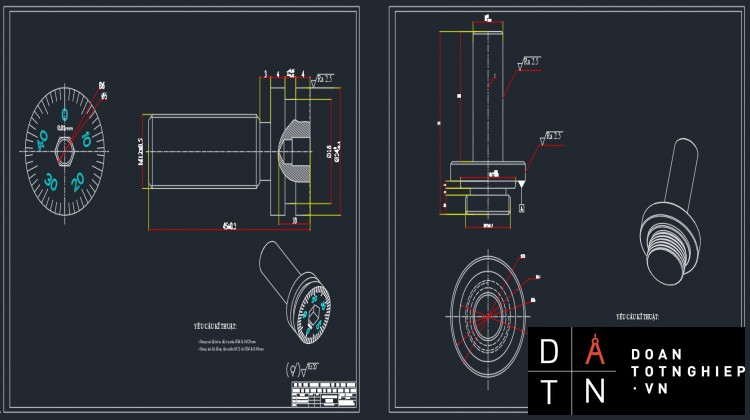
Vít me điều chỉnh:
Kích thước : 45x24x24mm
Cân nặng: 0.06 kg
Vật liệu: SUS 304
Phần này nhiệm vụ liên kết phần thân dưới và phần thân trên lại với nhau, mặt đầu có thêm phần du xích 50 vạch để điều chỉnh thân dưới ra vào với lượng dịch chuyển nhỏ nhất đạt 0.02mm. Trục được thiết kế dạng có rãnh để lắp vào thân dưới, và ren M12x0.5 để ăn khớp vào thân trên. Sử dụng đầu luc giác chìm để tiện cho quá trình thao tác.
+ Các kích thước quan trọng của thân dưới:
-kích thước 3D10, cấp chính xác 10 , sai lệch cơ bản là D
Tra bảng 1.12 tang 15 sách bản tra dung sai lắp ghép, ta có mm
Đuôi Trụ
Kích thước : 75x50x50mm
Cân nặng: 0.21 kg
Vật liệu: Thép C45
Phần này gồm 2 phần:+ Phần trên đầu dùng để gắn bạc để gắn lên đầu dao máy phay C1.1 và F1.1
+ phần dưới ren M32 dùng để liên kết với thân trên
+ Các kích thước quan trọng của đuôi trụ:
- Kích thước Ø20 : cấp chính xác đạt cấp 7, độ nhám Ra2.5
Tra bảng 6.1 tang 141 sách công nghệ chế tạo máy 1, ta có mm
-Bậc định vị ren
tra bảng 1.31 sách sổ tay dung sai lắp ghép ta có :trục -
Bầu Côn NT30
Kích thước : 112x50x50mm
Cân nặng: 0.39 kg
Vật liệu: Thép C45
Phần này gồm 2 phần:+ Phần trên đầu côn dùng để gắn lên đầu dao máy phay C1.1
+ phần dưới ren M32 dùng để liên kết với thân trên
+ Các kích thước quan trọng của đuôi trụ:
- Kích thước 2 rãnh 16 : đối xứng là 0.03mm tra bảng 2.21 sổ tay dung sai lắp ghép
-Bậc định vị ren
tra bảng 1.31 sách sổ tay dung sai lắp ghép ta có :trục
- côn : độ nhám bề mặt Ra0.63 cấp chính xác 6
dung sai : tra bảng 5.6 sách sổ tay dung sai lắp ghép
Bầu Côn NT30
Kích thước : 142x63x63mm
Cân nặng: 1.1 kg
Vật liệu: Thép C45
Phần này gồm 2 phần:+ Phần trên đầu côn dùng để gắn lên đầu dao máy phay F1.1
+ phần dưới ren M32 dùng để liên kết với thân trên
+ Các kích thước quan trọng của đuôi trụ:
- Kích thước 2 rãnh 16 : đối xứng là 0.03mm tra bảng 2.21 sổ tay dung sai lắp ghép
-Bậc định vị ren
tra bảng 1.31 sách sổ tay dung sai lắp ghép ta có :trục
- côn : độ nhám bề mặt Ra0.63 cấp chính xác 6
dung sai : tra bảng 5.6 sách sổ tay dung sai lắp ghép
2.2 Tính toán:
Vì quá trình doa gần giống với gia công lỗ trên máy tiện, nên ta tính lực cắt theo phương pháp tiện. Ta tiến hành phân tích một hệ thống gia công như bài tập bên dưới, qua đó tìm được các lực cắt để kiểm nghiệm bền của dao, đầu dao.
Doa từ đường kính D = 54 mm xuống đường kính D0 = 55 mm, chiều dài L = 200 mm. Vật liệu là thép cán nóng có: , chế độ cắt: t = 0.5 mm, S = 0.2 mm/vòng, V = 50 m/ph. Dao hợp kim cứng T5K10 có kết cấu như sau: F = 16x25, φ = 60o; φ1 =10o; l = 5o; γ = 10o, quá trình cắt có tưới nguội. Tuổi bền dao T = 60 phút, chiều dài dao chịu lực l = 50 mm.
- Tính lực Px, Py, Pz.
GIẢI
a. Ta có công thức
Tra bảng 11-1/T11 (tập bảng tra chế độ cắt), ta có:
Cpx = 339, xx = 1, yx = 0,5, nx = -0,4.
Ta có:
Với:
(u1 tra bảng 13-1/T13)
( Tra bảng 15-1/T17)
vì đề bài không nói đến nên lấy giá trị chuẩn bằng 1.
Lực cắt Px là:
- Ta có công thức
Tra bảng 11-1/T11 (tập bảng tra chế độ cắt), ta có:
Cpy = 243, xy = 0,9, yy = 0,6, ny = -0,3.
Ta có:
Với:
(u1 tra bảng 13-1/T13)
( Tra bảng 15-1/T17)
vì đề bài không nói đến nên lấy giá trị chuẩn bằng 1.
Lực cắt Py là:
- Ta có công thức
Tra bảng 11-1/T11(tập bảng tra chế độ cắt), ta có:
Cpz = 300, xz = 1, yz = 0,75, nz = -0,15.
Ta có:
Với:
(u1 tra bảng 13-1/T13)
( Tra bảng 15-1/T17)
vì đề bài không nói đến nên lấy giá trị chuẩn bằng 1.
Lực cắt Pz là:
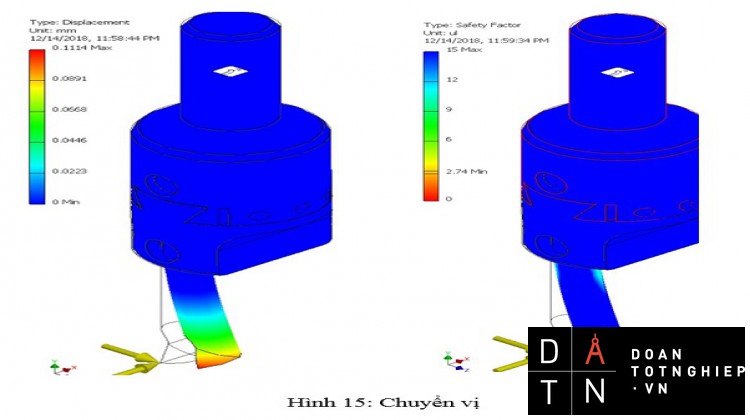
Mô phỏng bền:
Chịu tải M32
Theo công thức T=A.F
Với A là tiết diện M32: A=3.14/4*(
Trong đó D là đỉnh , p là bước ren
A=3.14/4*(=735
F là ứng suất bền với M32 cấp bền 8.8 có ứng suất bền là 830Mpa
Theo công thức T=A.F=735.830=610050N=61 tấn
CHƯƠNG 3: CHẾ TẠO THỬ NGHIỆM
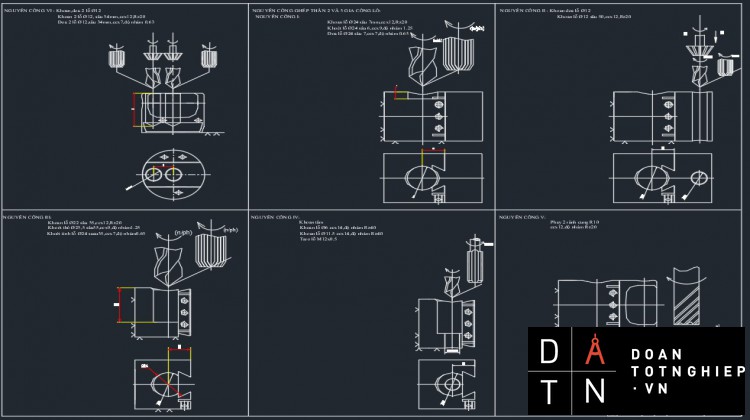
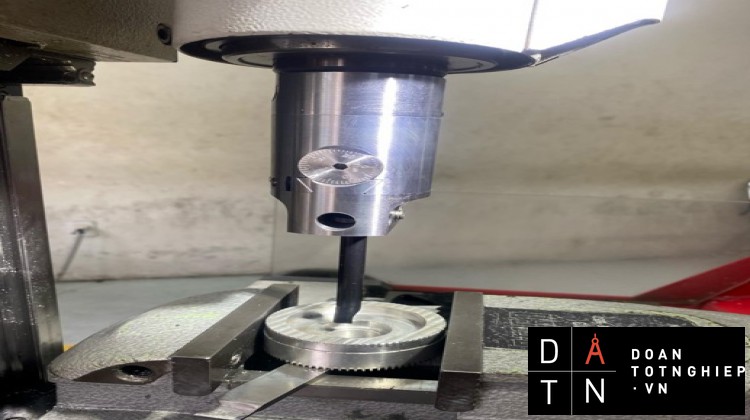
3.1 Chế tạo:
Quá trình gia công sử dụng toàn bộ thiết bị, máy móc của xưởng Cơ Khí F1.1, C1.1 và C1.2.
CHƯƠNG 4: HƯỚNG DẪN SỬ DỤNG
I ) các bộ phận của đài dá dao doa ( boring head )
Hình 22: chi tiết đài doa
1) Thân trên
2) Thân dưới
3) Trục vít me điều chỉnh
4) ốc M8 khóa dao
5) ốc M6 khử rơ
6) ốc M6 khóa
II) hướng dẫn sử dụng đài doa trên máy phay ( boring head )
1) công dụng của từng chi tiết
- lỗ Ø12_1: gia công lỗ có đường kính từ 10-45mm
- lỗ Ø12_2: gia công lỗ có đường kính từ 46-75mm
- lỗ Ø12_3: gia công lỗ có đường kính từ 76-100mm
Hình 24: các lỗ chứa dao
2) hướng dẫn sử dụng
Hình 23: công dụng từng chi tiết
Đài gá dao doa trên máy phay được thiết kế để gia công lỗ với độ chính xác và độ bóng bề mặt cao. Đầu doa có thể gia công lỗ có kích thước từ 10-100 cm.
Để gia công có thẻ tiến hành theo các bước như sau:
- Bước 1: đầu doa được gắn trên máy qua đuôi trụ Ø20 thông qua bạc trên đài dao máy phay hoặc gắn trực tiếp bầu kẹp NT30 hoặc NT40 vào đầu mấy phay
- Bước 2: đầu doa có 3 lỗ chứa dao Ø12, khi lắp dao chú ý mũi dao phải cùng phương chiều chuyển động của đầu doa, sau khi lắp dao dùng lục giác xiết ốc lục giá chìm M6 khóa dao lại
- Bước 3: điều chỉnh đường kính gia công ta dùng lục giác xoay trục vít me điều chỉnh theo cùng chiều kim đồng hồ ( trục vít-me điều chỉnh được chia thành 50 vạch bằng nhau, khi xoay ra một vạch ứng với đường kính sẽ lớn hơn 0.02mm ).
- Bước 4: Sau khi điều chỉnh vít-me du xích phải xiết ốc M6 kẹp chặc lại và tiến hành gia công
Lưu ý
- Sau khi điều chỉnh vít-me du xích phải xiết ốc M6 kẹp chặc lại, tránh tình trạng chưa xiết ốc mà gia công, nhẹ sẽ gây hư hỏng cho dao và chi tiết gia công, năng sẽ gây hỏng đài gá dao doa.
- 2 ốc M6 khử rơ đóng vai trò cố định, khử rơ.











