ĐỒ ÁN tốt nghiệp ỨNG DỤNG PHẦN MỀM NX VÀO TÍNH TOÁN, THIẾT KẾ KHUÔN KỆ ĐỰNG XÀ PHÒNG
NỘI DUNG ĐỒ ÁN
ĐỒ ÁN tốt nghiệp ỨNG DỤNG PHẦN MỀM NX VÀO TÍNH TOÁN, THIẾT KẾ KHUÔN KỆ ĐỰNG XÀ PHÒNG
NHIỆM VỤ THIẾT KẾ TỐT NGHIỆP
BỘ MÔN: CƠ ĐIỆN TỬ
KHOA : CƠ KHÍ
Tên và tóm tắt yêu cầu, nội dung đề tài:
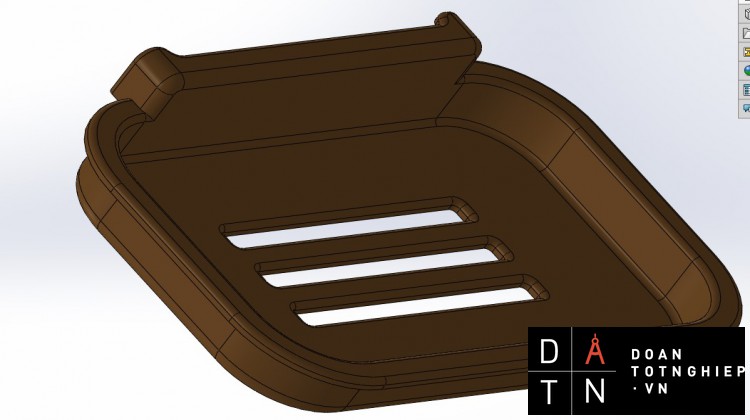
Ứng dụng phần mềm NX vào tính toán và thiết kế khuôn sản phẩm kệ xà phòng
Số liệu cần thiết để thiết kế:
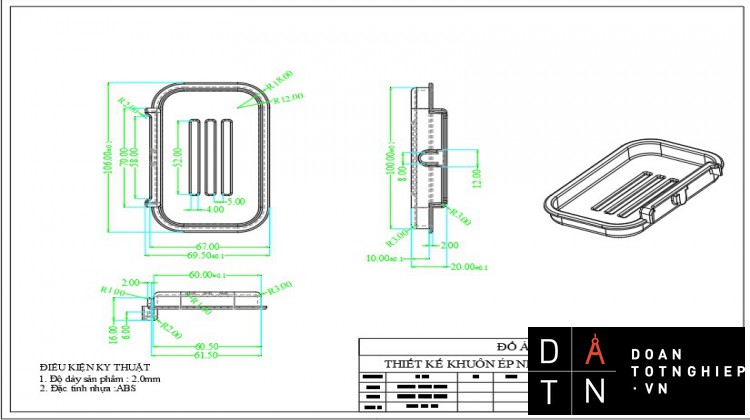
- Kích thước sản phẩm được lấy dựa trên kích thước đo đạc từ sản phẩm thực tế.
Nội dung của bản thuyết minh, yêu cầu giải thích tính toán của thiết kế tốt
nghiệp:
- Tổng quan về công nghệ chế tạo sản phẩm nhựa.
- Ứng dụng phần mềm NX 12 vào thiết kế khuôn.
- Ứng dụng Easy Fill Advanced vào kiểm tra và tối ưu quá trình thiết kế khuôn.
- Lắp ráp vận hành và bảo quản khuôn.
MỤC LỤC
MỞ ĐẦU- 1
CHƯƠNG 1 : TỔNG QUAN VỀ KHUÔN MẪU- 5
1.1 TÌM HIỂU VỀ KHUÔN ĐÚC- 5
1.1.1Khái niệm về khuôn- 5
1.1.2 Phân loại khuôn ép phun- 5
1.1.3 Kết cấu chung của một bộ khuôn- 7
1.1.4 Một số loại khuôn- 8
1.1.5. Cơ sở lý thuyết về khuôn ép nhựa- 13
1.1.6 Quy trình thiết kế- 14
1.1.7 Các yêu cầu kỹ thuật đối với chi tiết của bộ khuôn a. Độ chính xác về hình dáng- 18
1.1.8 Tính toán ước lượng lực kẹp khuôn- 21
1.1.9 Ước lượng áp suất trung bình của lòng khuôn- 22
1.1.10. Cách bố trí lòng khuôn- 23
1.1.11 Kênh dẫn nhựa ( Runners)24
1.1.12 Kênh dẫn nguội.24
CHƯƠNG II, GIỚI THIỆU CÁC LOẠI CHẤT DẺO THƯỜNG DÙNG TRONG SẢN XUẤT CÁC CHI TIẾT VÀ ĐỒ GIA DỤNG- 28
2.1 VẬT LIỆU NHỰA DẺO- 28
2.1.1 Định nghĩa- 28
2.1.2 Phân loại các loại vật liệu dẻo- 29
2.1.3 Tính chất cơ bản của chất dẻo polyme- 31
2.1.4. Tính chất hoá học của vật liệu nhựa- 33
2.1.5 Một số đặc điểm chính của chất dẻo- 34
2.2 VẬT LIỆU LÀM KHUÔN- 35
2.2.1 Những yếu tố ảnh hưởng đến việc chọn vật liệu làm khuôn- 35
2.2.2. Vật liệu đối với hệ thống dẫn hướng và định vị36
2.2.3 Vật liệu làm thân khuôn- 36
2.2.4 Vật liệu cho các miếng ghép và tấm khuôn cho khuôn âm và khuôn dương- 37
2.2.5 Đặc tính của một số loại thép dùng làm khuôn ép phun- 37
CHƯƠNG III NGHIÊN CỨU ĐẶC TÍNH SẢN PHẨM VÀ CHỌN VẬT LIỆU CHẾ TẠO PHÙ HỢP- 39
3.1, TÌM HIỂU VỀ KỆ XÀ PHÒNG- 39
3.1.1 Yêu cầu đối với chi tiết kệ đựng xà phòng- 39
3.1.2 Một số loại kệ đựng xà phòng trên thị trường- 39
3.1.3 Lựa chọn vật liệu- 40
CHƯƠNG IV. TÍNH TOÁN VÀ THIẾT KẾ KHUÔN ÉP PHUN KỆ ĐỰNG XÀ PHÒNG- 41
4.1 TRÌNH TỰ THIẾT KẾ KHUÔN- 41
4.1.1 Nhu cầu thực tế.41
4.1.2 Thiết kế sản phẩm và thông số.41
4.1.3 Tính số lòng khuôn.43
4.1.4 Xác định vị trí cổng phun.44
4.1.5 Bố trí lòng khuôn.45
4.1.6 Thiết kế hệ thông làm mát.46
4.1.7 Hệ thống lấy sản phẩm.48
4.1.8 Hệ thống thoát khí.52
4.1.9 Hệ thống dẫn hướng định vị khuôn.56
4.1.10 Kết cấu hệ thống dẫn nhựa và hình dạng.57
4.1.11 Yêu cầu kĩ thuật của khuôn.60
4.1.12 Vật liệu làm khuôn.61
4.2 LỰA CHỌN MÁY ÉP NHỰA- 61
CHƯƠNG V. THIẾT KẾ KHUÔN TRÊN PHẦN MỀM NX 12.0 VÀ PHÂN TÍCH KẾT QUẢ- 63
5.1 Thiết kế khuôn bằng phần mềm Unigraphic NX12.0.63
5.1.1 Tách khuôn bằng môi trường thiết kế khuôn Mold Wizard trong phần mềm Unigraphic NX.63
5.1.2 Thiết kế khuôn cho sản phẩm hộp chia bốn ngăn bằng phần mềm Unigraphic NX.70
5.2 Mô phỏng dòng chảy nhựa bằng môi trường Easy Fill Advanced.78
5.2.1 Giới thiệu chung.78
5.2.2 Lợi ích khi sửa dụng Easy Fill Advenced vào thiết kế khuôn nhựa.79
5.2.3 Tính năng.79
5.2.4 Khả năng làm việc- 80
5.2.5 Mô phỏng dòng chảy nhựa bằng môi trường Easy Fill Advanced.81
CHƯƠNG VI : THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG LÒNG KHUÔN.92
6.1 GIA CÔNG CÁC TẤM KHUÔN .92
6.1.1 Các tấm khuôn trên bộ khuôn ép nhựa- 92
6.1.2 Gia công lỗ trên các tấm.92
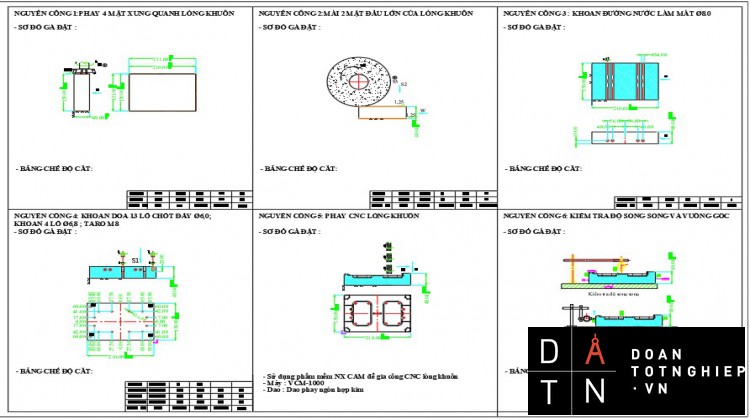
6.2 Quy trình công nghệ gia công lòng khuôn động.99
6.2.1 Phân tích tính công nghệ trong kết cấu chi tiết:99
6.2.2 Dạng sản xuất100
6.2.3 Chọn phương pháp chế tạo phôi100
6.2.4: Trình tự quy trình công nghệ:101
6.2.5 Tính toán và sơ đồ gá đặt nguyên công.101
Kết luận- 120
TÀI LIỆU THAM KHẢO- 122
PHẦN MỀM HỖ TRỢ- 122
MỞ ĐẦU
I, Lý do chọn đề tài.
Trong quá trình học tập tại nhà trường, được tiếp cận với phần mềm NX , cùng với việc tiếp xúc và làm việc với dây chuyền nhà máy sản xuất đồ nhựa . Với mong muốn tìm hiểu về khuôn mẫu trong gia công sản phẩm nhựa và tiếp tục tìm hiểu về phần mềm NX , em đã đề xuất và được thầy Phạm Hoàng Vương giao nhiệm vụ tốt nghiệp với đề tài “ỨNG DỤNG PHẦN MỀM NX VÀO TÍNH TOÁN, THIẾT KẾ KHUÔN ÉP NHỰA SẢN PHẨM KỆ XÀ PHÒNG”
II, Tình hình nghiên cứu đề tài.
- Công nghệ gia công khuôn mẫu đang phổ biến trong nhiều lĩnh vực.
- Phầm mềm NX đang được sử dụng rộng rãi.
- Không bị trùng lặp về sản phẩm nghiên cứu.
III, Mục đích , đối tượng nghiên cứu , giới hạn phạm vi nghiên cứu.
A, Mục đích.
- Tìm hiểu về công nghệ ép phun.
- Đi sâu vào tìm hiểu phần mềm NX với nhiều tính năng ưu việt.
- Thiết kế được chi tiết cán chảo trên phần mềm NX, từ đó thiết kế khuôn ép phun cho chi tiết.
- Mô phỏng quá trình trên phần mềm NX và MOLDEX3D.
B, Đối tượng nghiên cứu
- Nghiên cứu thiết kế khuôn mẫu cho sản phẩm kệ đựng xà bông .
C, Phạm vi nghiên cứu
- Tổng quan về công nghệ ép phun và lý thuyết phun nhựa.
- Các tính năng thiết kế chi tiết, khuôn trên phần mềm NX.
IV. Ý nghĩa khoa học và giá trị ứng dụng của đề tài
A, Ý nghĩa khoa học
Nghiên cứu các thông số công nghệ, ứng dụng phần mềm mô phỏng số trong quá trình ép phun nhựa, đưa ra dự báo về khả năng tạo hình và hướng khắc phục những sai hỏng
B, Giá trị ứng dụng của đề tài.
Đề tài mang tính ứng dụng trong thực tế sản xuất
LỜI NÓI ĐẦU
Trong cuộc sống thường nhật hiện nay, có thể nhận thấy nhu cầu sử dụng các sản phẩm được làm từ nhựa là rất nhiều . Từ những sản phẩm đơn giản như cái thau, rổ hay cái lược,… đến các sản phẩm tinh xảo hơn như vỏ điện thoại di động , vỏ xe máy, linh kiện máy tính …
Với sự phát triển không ngừng của ngành nhựa thì sự ra đời của ngành công nghiệp khuôn mẫu để hỗ nó là tất yếu . Một khi nền công nghiệp khuôn mẫu phát triển thì sẽ làm đa dạng hóa sản phẩm nhựa trên thị trường , hạ giá thành sản phẩm và làm tăng tính cạnh tranh của doanh nghiệp , đồng thời giúp người tiêu dung có nhiều phương án lựa chọn khi mua một sản pẩm
Giá trị của ngành công nghiệp khuôn mẫu , cơ khí chính xác của việt nam là rất cao , tỷ lệ tăng trưởng lớn, ngành này đang thu hút rất nhiều sự quan tâm của các doanh nghiệp trong và ngoài nước
Đáng chú ý, Việt Nam hiện tại chỉ làm 8,5% khuôn ép, một tỷ lệ rất nhỏ, còn lại là khuôn dập . Do đó, nhu cầu về khuôn mẫu cho sản xuất nhựa , cơ khí , chi tiết máy, linh kiện … để nâng cao chất lượng sản phẩm là rất lớn , giúp doanh nghiệp nội địa tăng năng lực tham gia chuỗng cung ứng toàn cầu
Hiện nay, vấn đề chất lượng và khả năng ứng dụng của loại vật liệu này để được phát triển một cách rộng rãi trong toàn nền công nghiệp và dân dụng là một nhu cầu quan trọng và cấp bách trong giai đoạn hiện nay. Chất lượng và giá thành chính là yếu tố quyết định đến khả năng cạnh tranh của các doanh nghiệp trong sản xuất và kinh doanh. Việc xác định nhu cầu cần có sự thăm dò, điều tra và tìm hiểu trước. Song song với sự phát triển phong phú, đa dạng và chất lượng cao đối với loại sản phẩm này là sự ra đời của hàng loạt các công nghệ, máy móc, thiết bị, dây chuyền gia công ngày càng hoàn thiện và cải tiến với ứng dụng của khoa học hiện đại. Để nâng cao chất lượng,năng suất và giảm giá thành sản phẩm đòi hỏi có sự kết hợp giữa những yếu tố kỹ thuật và yếu tố kinh tế.
Sau một thời gian nghiên cứu, được sự hướng dẫn của các thầy và cùng với sự nỗ lực của bản thân,em đã hoàn thành đồ án của mình. Qua đồ án “ỨNG DỤNG PHẦN MỀM NX VÀO TÍNH TOÁN , THIẾT KẾ KỆ ĐỰNG XÀ PHÒNG” đã gíup em hiểu rõ được về công nghệ chế tạo khuôn và gia công vật liệu chất dẻo này và đồng thời ứng dụng từ những lý thuyết của vật liệu chất dẻo vào sản xuất thực tế là hết sức quan trọng. Đồ án tốt nghiệp không những củng cố cho chúng em về mặt kiến thức mà còn tạo thêm kinh nghiệm thực tế cũng như hiểu rõ được bản chất của vấn đề.
Qua đây chúng em xin chân thành cảm ơn sự hướng dẫn nhiệt tình, chu đáo của giáo viên hướng dẫn trực tiếp, Thầy , giúp chúng em hoàn thành đồ án này.
CHƯƠNG 1 : TỔNG QUAN VỀ KHUÔN MẪU
1.1 TÌM HIỂU VỀ KHUÔN ĐÚC
1.1.1Khái niệm về khuôn
Khuôn là một dụng cụ để định hình cho một sản phẩm nhựa. Kích thước và kết cấu khuôn phụ thuộc vào kích thước và hình dáng của sản phẩm.
Khuôn là một cụm gồm nhiều chi tiết lắp ghép với nhau, ở đó nhựa được phun vào, được làm nguội rồi đẩy sản phẩm ra.
Sản phẩm được tạo thành giữa hai phần của khuôn. Khoảng trống giữa hai phần khuôn được điền đầy bởi nhựa và nó sẽ mang hình dạng của sản phẩm.
Một phần lõm vào xác định hình dạng của sản phẩm gọi là lòng khuôn, còn phần lồi ra xác định hình dạng bên trong của sản phẩm gọi là lõi khuôn
Hình 1.1 : Khuôn âm và khuôn dương ở trạng thái đóng
1.1.2 Phân loại khuôn ép phun
- Theo số tầng lòng khuôn:
+ Khuôn 1 tầng
+ Khuôn nhiều tầng
- Theo loại kênh dẫn:
+ Khuôn dùng kênh dẫn nóng
+ Khuôn dùng kênh dẫn nguội
- Theo cách bố trí kênh dẫn:
+ Khuôn hai tấm
+ Khuôn ba tấm
- Theo số màu nhựa tạo ra sản phẩm:
+ Khuôn cho sản phẩm một màu
+ Khuôn cho sản phẩm nhiều màu Tóm lại, có các loại khuôn ép phun sau: khuôn hai tấm (two plate mold), khuôn ba tấm (three plate mold), khuôn có kênh dẫn nóng (hot runner system), khuôn nhiều tầng (stack mold- tích hợp nhiều lòng khuôn giống nhau lên một bộ khuôn) và khuôn cho sản phẩm nhiều màu (tích hợp nhiều lòng khuôn khác nhau lên một bộ khuôn), loại khuôn này đòi hỏi máy ép có nhiều đầu phun. Ngoài ra còn có các cách phân loại như sau:
- Theo lực đóng khuôn chia ra loại: 7,..50,… 100, … 8000 tấn.
- Theo lượng nguyên liệu cho một lần phun tối đa: 1, 2, 3, 5, 8,…, 56, 120oz (ounce-1 ounce = 28,349 gram)
- Theo lực kẹp khuôn:
|
Lực ép khuôn |
Kích thước tương đối |
|
25- 100 tấn |
Nhỏ |
|
100 – 500 tấn |
Vừa |
|
500 – 1000 tấn |
Lớn |
|
Trên 1000 tấn |
Rất lớn |
Hình 1.2. Phân loại theo lực kẹp khuôn
- Theo loại pitton hay trục vít.
- Phân loại theo phương đặt đầu phun nhựa: nằm ngang hay thẳng đứng
- Phân loại theo tên gọi của hãng sản xuất.
1.1.3 Kết cấu chung của một bộ khuôn
Ngoài core và cavity ra thì trong bộ khuôn còn có nhiều bộ phận khác. Các bộ phận này lắp ghép với nhau tạo thành những hệ thống cơ bản của bộ khuôn, bao gồm:
- Hệ thống dẫn hướng và định vị: gồm tất cả các chốt dẫn hướng, bạc dẫn hướng, vòng định vị, bộ định vị, chốt hồi,... có nhiệm vụ giữ đúng vị trí làm việc của hai phần khuôn khi ghép với nhau để tạo lòng khuôn chính xác.
- Hệ thống dẫn nhựa vào lòng khuôn: gồm bạc cuống phun, kênh dẫn nhựa và miệng phun làm nhiệm vụ cung cấp nhựa từ đầu phun máy ép vào trong lòng khuôn.
- Hệ thống đẩy sản phẩm: gồm các chốt đẩy, chốt hồi, chốt đỡ, bạc chốt đỡ, tấm đẩy, tấm giữ, khối đỡ,... có nhiệm vụ đẩy sản phẩm ra khỏi khuôn sau khi ép xong.
- Hệ thống lõi mặt bên: gồm lõi mặt bên, má lõi, thanh dẫn hướng, cam chốt xiên, xy lanh thủy lực,... làm nhiệm vụ tháo những phần không thể tháo (undercut) ra được ngay theo hướng mở của khuôn.
- Hệ thống thoát khí: gồm có những rãnh thoát khí, có nhiệm vụ đưa không khí tồn đọng trong lòng khuôn ra ngoài, tạo điều kiện cho nhựa điền đầy lòng khuôn dễ dàng và giúp cho sản phẩm không bị bọt khí hoặc bị cháy.
- Hệ thống làm nguội: gồm các đường nước, các rãnh, ống dẫn nhiệt, đầu nối,… có nhiệm vụ ổn định nhiệt độ khuôn và làm nguội sản phẩm một cách nhanh chóng.
Hình 1.3. Kết cấu chung của một bộ khuôn
Chú thích :
|
1: Tấm kẹp sau |
5: Tấm khuôn âm |
10: Bộ định vị |
14: Tấm đẩy |
1.1.4 Một số loại khuôn
a. Khuôn hai tấm
Khuôn 2 tấm là khuôn ép phun dùng hệ thống kênh dẫn nguội, kênh dẫn nằm ngang mặt phân khuôn, cổng vào nhựa bên hông sản phẩm và khi mở khuôn thì chỉ có một khoảng mở để lấy sản phẩm và kênh dẫn nhựa.
Đối với khuôn 2 tấm thì có thể thiết kế cổng vào nhựa sao cho sản phẩm và kênh dẫn nhựa tự động tách rời hoặc không tách rời khi sản phẩm và kênh dẫn nhựa (xương keo) được lấy ra khỏi khuôn.
Phương pháp dùng khuôn hai tấm rất thông dụng trong hệ thống khuôn ép phun.Khuôn gồm có hai phần: khuôn trước (khuôn âm) và khuôn sau (khuôn dương). Kết cấu khuôn đơn giản, dễ chế tạo nhưng khuôn hai tấm thường chỉ sử dụng để tạo ra những sản phẩm dễ bố trí cổng vào nhựa.
Hình 1.4 Kết cấu khuôn 2 tấm
b. Khuôn ba tấm
Khuôn 3 tấm là khuôn ép phun dùng hệ thống kênh dẫn nguội, kênh dẫn được bố trí trên 2 mặt phẳng và khi mở khuôn thì có một khoảng mở để lấy sản phẩm ra và khoảng mở kia để lấy kênh nhựa.
Do đó, nếu lấy sản phẩm và kênh dẫn ra khỏi khuôn dùng hệ thống đẩy thì phải bố trí 2 hệ thống nên kết cấu khuôn sẽ phức tạp và lớn hơn khuôn 2 tấm.
Đối với khuôn 3 tấm thì sản phẩm và kênh dẫn nhựa luôn tự động tách rời khi sản phẩm và kênh dẫn nhựa được lấy ra khỏi khuôn.
Đối với sản phẩm loại lớn cần nhiều miệng phun hoặc khuôn nhiều lòng khuôn cần nhiều miệng phun thì có thể dùng khuôn ba tấm.
Nhược điểm của hệ thống khuôn 3 tấm là khoảng cách giữa vòi phun của máy và lòng khuôn dài nên có thể làm giảm áp lực phun khi nhựa vào lòng khuôn. Có thể khắc phục điều này bằng cách dùng hệ thống kênh dẫn nhựa nóng.
Hình 1.5 Kết cấu khuôn ba tấm
- Khuôn nhiều tầng
Khuôn nhiều tầng là khuôn ép phun do hai hay nhiều bộ khuôn ghép lại với nhau, để tăng năng xuất (tăng số lượng sản phẩm trong một chu kỳ).
Khuôn nhiều tầng là khuôn ép phun có thể dùng hệ thống kênh dẫn nguội hoặc kênh dẫn nóng. Hiện nay, khuôn nhiều tầng dùng kênh dẫn nóng được sử dụng rộng rãi hơn do chiều dài kênh dẫn trên khuôn nhiều tầng quá dài, khó điều khiển nhiệt độ và áp xuất nếu dùng kênh dẫn nguội.
Hình 1.6 Khuôn nhiều tầng
Khi yêu cầu số lượng sản phẩm lớn thì dùng khuôn nhiều tầng. Hệ thống khuôn này có một hệ thống đẩy ở mỗi mặt của khuôn.
Hình 1.7 Khuôn nhiều tầng dùng kênh dẫn nóng
Khuôn 2 tầng này sử dụng hệ thống Hot runner để dẫn nhựa, nhựa được bơm vào tấm khuôn trung tâm, rồi từ đó, nhựa chảy theo các đường dẫn đi đến các lòng khuôn.
Trong khuôn nhiều tầng, vấn đề cách nhiệt giữa các tấm khuôn rất quan trọng. Tấm dẫn nhựa nóng và tấm khuôn âm (hoặc dương) không được tiếp xúc trực tiếp với nhau để đảm bảo là tấm dẫn keo nóng không bị nguội nhựa và tấm sản phẩm thì không nóng lên, vì trong khuôn nhiều tầng sử dụng hệ thống Hot Runner nên các tấm sản phẩm phải có nhiệt độ thấp để cho quá trình làm nguội nhựa khi vào lòng khuôn được nhanh, từ đó tăng chu kỳ sản xuất và tăng năng xuất.
Để các tầng đóng và mở đồng thời, sử dụng các cơ cấu sau:
- Cơ cấu đòn bẩy :
Hình 1.8 Khuôn nhiều tầng dùng cho cơ cấu đòn bẩy
- Cơ cấu thanh răng – bánh răng
Hình 1.9 Khuôn nhiều tầng dùng cơ cấu thanh răng - bánh răng
1.1.5. Cơ sở lý thuyết về khuôn ép nhựa
Các nguyên tắc cơ bản để thiết kế sản phẩm nhựa
· Làm cho dòng đồng hướng
· Làm cân bằng dòng
· Phân bố đều áp xuất trong khuôn
· Ứng xuất trượt cực đại
· Kiểm soát vị trí đường hàn, đường nối
· Tránh nghẽn dòng
a. Dòng đồng hướng
Hướng của dòng chảy có ảnh hưởng đến sự co rút sản phẩm theo các hướng, dẫn đến sự co rút sản phẩm theo các hướng khác nhau. Khi thiết kế sản phẩm nên bố trí cho dòng nhựa chảy theo cùng một hướng và cùng trên một đường thẳng.
b. Cân bằng dòng
Dòng chảy được gọi là cân bằng khi các điểm cuối cùng của khuôn được điền đầy trong cùng một thời gian. Cân bằng dòng làm cho định hướng đồng đều, co rút đồng đều, ít bị ứng xuất nội và cong vênh sản phẩm. Điều đó cũng làm giảm chi phí do sử dụng ít nguyên liệu. Vì vậy, khi thiết kế sản phẩm phải chú ý sao cho tất cả các dòng chảy (flowpath) cân bằng, có nghĩa là điền đầy với cùng áp xuất và thời gian.
c. Phân bố áp suất
Phân bố áp suất có ảnh hưởng đến chất lượng sản phẩm do :
Sơ đồ 1.10 Phân bố áp suất có ảnh hưởng đến chất lượng sản phẩm
Như vậy, muốn sản phẩm tốt , phải tạo cho phân bố áp suất đều từ đầu đến cuối dòng chảy.
d. Ứng xuất trượt cực đại
Khi ép phun, ứng xuất trượt không vượt quá một giá trị cho phép, giá trị này phụ thuộc vào vật liệu ép phun.
e. Vị trí đường hàn và đường nối
Đường hàn hay đường nối hình thành do sự gặp nhau của các dòng nhựa khác nhau khi chảy trong khuôn, có cả vùng dày lẫn vùng mỏng, nhựa sẽ điền đầy vùng dày trước điều này dẫn đến nghẽn dòng tại vùng mỏng.
1.1.6 Quy trình thiết kế
Chu trình layout trong thiết kế khuôn mẫu ép nhựa:
a) Xác định sản phẩm
- Sản phẩm lắp ngoài hay lắp trong?
- Độ bóng phía Cavity và Core bằng bao nhiêu?
- Phạm vi ứng dụng của sản phẩm? (sản phẩm tiêu dùng hay sản phẩm kỹ thuật?)
- Để chọn loại nhựa sử dụng phù hợp, tránh độc hại…
b) Xác định năng xuất khuôn
- Tính số lượng sản phẩm trong khuôn?
- Kích thước sản phẩm? - Kích thước khuôn?
- Thời gian sử dụng?
- Chu kỳ ép?
c) Xác định cách bố trí sản phẩm
Dọc, ngang, tròn xoay…?
d) Xác định kích thước sơ bộ vỏ khuôn
Từ cách bố trí sản phẩm và kích thước sản phẩm. Tính ra kích thước sơ bộ lõi khuôn. Tính ra kích thước sơ bộ vỏ khuôn.
e) Xác định cỡ máy ép
Chọn máy ép phải căn cứ vào kích cỡ khuôn, khoảng mở máy ép, khoảng mở khuôn, yêu cầu kỹ thuật của sản phẩm, khả năng của công ty (hiện tại công ty có những loại máy ép nào…?).
Quy trình thiết kế khuôn
Sơ đồ 1.11 Sơ đồ quy trình thiết kế khuôn
Trong quá trình thiết kế khuôn, các bước trên không nhất thiết tiến hành độc lập mà phải phối hợp linh hoạt với nhau để đạt kết quả tốt nhất.
Trong thực tế sản xuất, quy trình thiết kế khuôn được tiến hành như sau:
Nhận bản vẽ (giấy hoặc file: 2D, 3D) > Layout > Thuyết minh phương án > Xử lý sản phẩm> Tách khuôn ra các thành phần > Xử lý lõi khuôn > Tạo bản vẽ lắp ráp > Tạo bản vẽ chi tiết > Thiết kế và chế tạo bản vẽ điện cực dùng EDM > Duyệt > Kiểm tra bản vẽ > Phát hành bản vẽ > Xuất file.
Trình tự thiết kế khuôn
Sơ đồ 1.12 Trình tự thiết kế khuôn
- Công việc, các số liệu đặt hàng như thiết kế từng phần, số lượng, vật liệu sản phẩm.
- Số liệu về máy phun nhựa như: áp lực phun, lực kẹp, lượng nhựa một lần phun, kích thước các tấm, khoảng mở lớn nhất và nhỏ nhất.
- Loại khuôn: khuôn bình thường, khuôn có cắt sau.
- Thiết kế cơ khí như: độ dày các tấm, phân bố các lỗ.
- Độ co rút: xác định tính chất vật liệu, độ dày thành chi tiết …
- Vật liệu khuôn: loại vật liệu của từng chi tiết, độ cứng, độ bóng.
- Lòng khuôn và lõi: liền khối hoặc lắp ghép, lắp ghép thứ cấp và thiết kế lắp ghép.
- Bố trí các lòng khuôn: số lòng khuôn, sự bố trí, vị trí.
- Thiết kế hệ thống phun: trực tiếp hoặc gián tiếp, thiết kế bạc phun.
- Mặt cắt ngang của kênh dẫn nhựa: tròn, hình thang, kênh dẫn nhựa nóng hoặc kênh có cách nhiệt.
- Hệ thống miệng phun: màng, vòng, đường phun, lưỡi, bản, flash, chậu, chốt ngầm, định vị miệng phun …
- Điều khiển nhiệt: thiết kế đường nước, số lớp …
- Hệ thống tháo khuôn: chốt đẩy, tấm đẩy, vòng đẩy, …
- Dẫn hướng và định vị tấm: định vị bằng côn, trụ dẫn, chốt vòng định vị,…
- Sự thoát khí: rãnh dẫn, rãnh thoát, chốt, màng mỏng, …
- Các chi tiết ghép nối: bu lông dài, bộ kích động thủy lực mặt bên, máy dẫn động bằng hệ thống không có ren, …
Các thông tin liên quan đến máy và bộ khuôn sẽ được lắp lên là điều quan trọng nhất trong thiết kế khuôn.
Sau khi đã có số liệu về máy, về loại sản phẩm, người thiết kế có thể bắt đầu phân tích kiểu khuôn sẽ thiết kế. Ở giai đoạn này nên tham khảo ý kiến với phòng sản xuất về máy nào, hoặc phương pháp gia công nào nên sử dụng trong bản thiết kế này. Những gợi ý về thiết kế cơ khí cũng nảy sinh trong quá trình thảo luận.
Độ co của vật liệu sản phẩm phụ thuộc vào dạng vật liệu sử dụng, cũng cần được thảo luận với khách hàng.
Cấu trúc khuôn phụ thuộc nhiều vào số lượng sản phẩm cần thiết. Thông thường trước khi bắt đầu thiết kế khuôn, nhà thiết kế phải có những thông tin sau:
- Một bản vẽ sản phẩm rõ ràng, có nói đến vật liệu được phun vào khuôn.
- Kiểu máy gia công sẽ dùng để nhà thiết kế có thể đảm bảo việc lắp ráp khuôn.
- Số lượng lòng khuôn.
1.1.7 Các yêu cầu kỹ thuật đối với chi tiết của bộ khuôn
a. Độ chính xác về hình dáng
Nâng cao độ chính xác về hình dáng là nhằm đảm bảo sản phẩm được sản xuất ra có chất lượng cao, không cong vênh, có mỹ thuật theo yêu cầu của người thiết kế sản phẩm, đáp ứng yêu cầu của người tiêu dùng.
Độ chính xác về hình dáng còn góp phần vào quá trình nâng cao năng xuất sản xuất sản phẩm (như khuôn có góc nghiêng chính xác, bề mặt đạt độ nhám theo thiết kế thì sản phẩm sẽ đạt chất lượng cao và nhựa dễ dàng chảy vào cũng như dễ lấy ra khỏi khuôn, …) đồng thời cũng nâng cao tuổi thọ của khuôn.
b. Độ chính xác về kích thước
Đối với những khuôn nhựa kỹ thuật cao, thì độ chính xác về mặt kích thước rất quan trọng. Thông thường các sản phẩm nhựa này được lắp với nhau hoặc lắp với các phần khác, do đó các chi tiết khuôn ở phần tạo hình cho việc lắp ráp này cần được chế tạo rất chính xác.
Độ chính xác cao của chi tiết sẽ làm cho các phần khuôn lắp với nhau một cách dễ dàng, các phần sẽ nằm đúng vị trí, việc định vị hai phần khuôn với nhau được thực hiện một cách chính xác và hoàn hảo, các mặt phân khuôn ăn khớp với nhau, sản phẩm nhựa được tạo ra sẽ không bị bavia cũng như không bị biến dạng do độ dày mỏng khác nhau của sản phẩm (do khoảng tạo hình giữa chày và cối không đều) gây ra.
c. Độ cứng của các chi tiết trong khuôn
Độ cứng của các chi tiết trong khuôn có liên quan chặt chẽ đến các yếu tố khác như khả năng chống mài mòn, khả năng chịu lực ép, không bị biến dạng…
Khả năng chống mài mòn: mức độ chống mài mòn của khuôn tùy thuộc vào loại nhựa dùng để ép, chế độ làm việc lâu dài của khuôn. Để nâng cao khả năng chống mài mòn của khuôn thì bề mặt cần nhiệt luyện, thấm nitơ, cacbon, hay mạ crôm, …
Khả năng chịu lực ép không bị biến dạng: trong suốt quá trình làm việc, khuôn nhựa luôn bị lực ép (lực kẹp khuôn, áp lực phun) dồn vào những bề mặt của bộ phận khuôn, do đó kết cấu khuôn phải đủ bền để tránh gây biến dạng làm hư khuôn.
Ngoài ra, độ cứng cũng góp phần làm cho chi tiết dễ đánh bóng, chống hoen rỉ khi làm việc trong môi trường ẩm ướt.
- Độ bóng
Chỉ tiêu về độ bóng đối với các chi tiết tạo hình sản phẩm (phần chày, phần cối, các miếng ghép, …). Để sản phẩm trong suốt, bằng phẳng thì độ bóng của chi tiết phải như tấm gương (độ nhám bề mặt < 0,05Ra). Độ bóng đạt được do thành phần Crôm, độ tinh khiết cũng như độ cứng cần thiết của vật liệu làm khuôn.
Do vậy, khi chọn vật liệu để chế tạo các chi tiết tạo hình, phải quan tâm nhiều đến thành phần Crôm, khả năng đạt độ cứng đến mức cần thiết và độ biến dạng ít sau khi nhiệt luyện.
- Tính số lòng khuôn
Thông thường, có thể tính số lòng khuôn cần thiết trên khuôn theo các cách sau:
- Tính theo số lượng lô sản phẩm
- Tính theo năng xuất phun của máy
- Tính theo năng xuất làm dẻo của máy
- Tính theo lực kẹp khuôn của máy
- Tính theo kích thước bàn kẹp của máy ép
+ Số lòng khuôn tính theo số lượng lô sản phẩm
Trong đó:
n: Số lòng khuôn tối thiểu trên khuôn
L: số sản phẩm trong một lô sản phẩm
K: hệ số do phế phẩm (%)
k: tỷ lệ phế phẩm (tùy từng công ty) (%)
tc: thời gian chu kỳ ép phun của một sản phẩm (s)
tm: thời gian yêu cầu phải hoàn thành 1 lô sản phẩm (ngày)
+ Số lòng khuôn tính theo năng suất phun của máy
Năng suất phun của máy cũng là nhân tố ảnh hưởng đến số lòng khuôn.
Trong đó:
n: số lòng khuôn tối đa trên khuôn
S: năng xuất phun của máy (g/1lần phun)
W: trọng lượng của sản phẩm (g)
+ Số lòng khuôn tính theo lực kẹp khuôn của máy
Trong đó:
n: số lòng khuôn tối đa trên khuôn
Fp: lực kẹp khuôn tối đa của máy (N)
S: diện tích bề mặt trung bình của sản phẩm theo hướng đóng khuôn (mm2 )
P: áp xuất trong khuôn (Mpa)
+ Số lòng khuôn theo kích thước tấm gá đặt trên máy ép
Sau khi tính được số lòng khuôn thỏa các điều kiện trên, tiến hành thiết kế sơ bộ (ước lượng) kích trước bao của tấm khuôn, xem bộ khuôn sau khi hoàn thành có thể gá lên máy ép đó hay không? Nếu không thì sắp xếp lại cách bố trí lòng khuôn hoặc giảm số lòng khuôn (tính lại xem có kịp thời gian giao hàng không) hoặc tìm máy ép khác (tính lại số lòng khuôn với máy ép mới).
1.1.8 Tính toán ước lượng lực kẹp khuôn
Trong một khuôn thì áp xuất cần thiết dùng để điền khuôn và nén ép sẽ là áp xuất bên trong lòng khuôn. Áp xuất trung bình tác động vuông góc vào lòng khuôn đến đường giáp mí khuôn là tổng lượng áp suất được dùng để kẹp khuôn không gây ra hiện tượng bavia. Áp suất kẹp khuôn cần phải thắng được lực kẹp.
Áp suất lòng khuôn tác động lên mặt khuôn chứa độ cứng của khuôn. Diện tích của sản phẩm dùng trong tính toán lực kẹp khuôn là diện tích hình chiếu. Đó là phần diện tích của sản phẩm được nhìn từ bề mặt của khuôn. Cũng có thể tính diện tích của sản phẩm bằng diện tích của đường giáp mí của sản phẩm với khuôn. Tính toán diện tích của mẫu đơn giản sau đó nhân lên theo chiều dài và chiều rộng, phương pháp này lấy phần diện tích cơ sở là 1 inch2 .
Áp suất lòng khuôn trung bình trên mỗi inch2 của diện tích hình chiếu được nhân với diện tích hình chiếu bằng với áp suất cần thiết để giữ hai nửa khuôn lại với nhau.
Tất cả các khuôn đều được tính toán lực kẹp khuôn. Diện tích của cổng phun cũng được thêm vào vì cổng phun tồn tại đường giáp mí sản phẩm với khuôn và dùng theo hướng mở khuôn. Hệ thống cổng phun, nếu ngắn thì không ảnh hưởng đến tính toán lực kẹp khuôn. Tuy nhiên, nếu sản phẩm nhỏ và hệ thống cổng phun lớn thì diện tích cổng phun được cộng vào diện tích hình chiếu.
Tuy nhiên, kết quả tính toán lực kẹp khuôn chỉ là lực kẹp khuôn ước lượng. Lực kẹp khuôn ước lượng này rất quan trọng đối với người cài đặt máy, người này phải xác định kích thước máy cần dùng để ép một sản phẩm nào đó. Người cài đặt máy cần thêm vào 10÷20% lực kẹp khuôn ước lượng để đảm bảo rằng khi gia công không bị hiện tượng bavia. Một điểm quan trọng nữa là lực kẹp khuôn ước lượng này có thể được dùng làm điểm khởi động. Nếu trong quá trình ép khuôn tạo bavia thì cần phải tăng lực kẹp lên khuôn. Nếu khuôn chạy tốt thì không cần phải giảm lực khuôn xuống nữa.
Lực kẹp khuôn quá lớn sẽ gây ra một số vấn đề: tiêu tốn năng lượng máy, gây ra hao mòn khuôn và máy, giảm thoát khí của khuôn và có thể làm kéo dài chu kỳ ép. Trong điều kiện cuối thì đúng cho trường hợp ngàm kẹp bằng khuỷu. Với những lý do trên thì trong quá trình cài đặt lực kẹp khuôn cần tối thiểu lực kẹp.
Việc tối ưu lực kẹp khuôn có thể được xác định thông qua một số lần ép thử nghiệm. Bắt đầu với lực kẹp khuôn ước lượng sau đó giảm từ từ cho đến khi bavia xuất hiện rồi tăng lực khuôn lên 10 ÷ 20% để chắc chắn sản phẩm ép đạt chất lượng tốt.
1.1.9 Ước lượng áp suất trung bình của lòng khuôn
Áp suất trung bình qua lòng khuôn phụ thuộc vào một số yếu tố sau. Hai yếu tố quan trọng nhất là loại vật liệu và độ nhớt lúc nhựa chảy lỏng. Một yếu tố chính nữa là tỉ lệ độ dày và chiều dài của dòng chảy trong lòng khuôn (tỉ lệ L/T). Tỉ lệ này được xác định bằng chiều dài từ cổng phun đến cuối sản phẩm chia cho bề dày trung bình.
Thông thường thì áp suất trung bình của các loại nhựa thường là 2- 3 tấn/inch2 . Với vật liệu khó chảy (có độ nhớt cao) thì áp xuất này là 4÷6 tấn/inch2 . Điều này có nghĩa là áp suất lòng khuôn trung bình từ 8000÷12000 Psi. Các loại vật liệu khó chảy là polycarbonate, polysulfone, polymide. Khi tính toán lực kẹp khuôn thì cần dựa trên loại vật liệu gia công.
Mặt khác, đối với các loại nhựa dễ chảy thì lực kẹp cần phải lớn hơn giá trị trung bình, các loại nhựa này là nylon, acetal, polybutylen telephthalate. Các loại nhựa này có tốc độ kết tinh trở lại cao và nguội nhanh. Do đó, trong quá trình phun phải phun với tốc độ cao. Phun với tốc độ cao sẽ làm cho áp xuất trong lòng khuôn cao do đó dễ gây ra hiện tượng bavia. Các loại nhựa này dễ tạo bavia do có độ nhớt quá thấp.
Một yếu tố khác ảnh hưởng đến áp xuất trung bình của lòng khuôn là sự giới hạn của dòng chảy. Với các sản phẩm thành mỏng hoặc có tỉ lệ L/T cao thì áp suất điền khuôn cao hơn. Áp suất lực kẹp khuôn cao thì lực kẹp khuôn cao hơn
1.1.10. Cách bố trí lòng khuôn
Trên thực tế, người ta thường bố trí lòng khuôn theo kinh nghiệm mà không có bất kỳ sự tính toán hay mô phỏng nào. Nhưng nếu làm như vậy đôi khi ta gặp một số lỗi trên sản phẩm, đặc biệt đối với những khuôn có những lòng khuôn khác nhau trên cùng một khuôn và khi ấy ta phải sửa loại khuôn (điều này rất tốn công và tốn kém thời gian và tiền bạc).
Do đó để tránh việc này xảy ra ta nên mô phỏng quá trình điền đầy của từng lòng khuôn mà không có hệ thống kênh dẩn để biết chúng được điền đầy như thế nào. Khi ấy ta sẽ thiết kế hệ thống kênh dẩn để tạo sự cân bằng dòng cho từng lòng khuôn.
Khi bố trí số lòng khuôn, ta nên bố trí theo sơ đồ sau:
Hình 1.13 Các kiểu bố trí lòng khuôn dạng hình chữ nhật
Hình 1.14 Các kiểu bố trí lòng khuôn dạng hình tròn
1.1.11 Kênh dẫn nhựa ( Runners)
Các kênh dẫn nhựa là cầu nối giữa các miệng phun và cuống phun. Chúng làm nhiệm vụ đưa nhựa vào các lòng khuôn. Vì thế khi thiết kế chúng cần phải tuân thủ một số các nguyên tắc kỹ thuật để đảm bảo chất lượng cho hầu hết sản phẩm. Sau đây là một số nguyên tắc mà ta cần phải tuân thủ:
- Giảm đến mức tối thiểu sự thay đổi tiết diện kênh dẩn.
- Nhựa kênh dẫn phải thoát khuôn dễ dàng.
- Toàn bộ chiều dài kénh dẩn nên càng ngắn nếu có thể để tránh Mất áp mất nhiệt trong quá trình điền đầy.
- Mặt cắt kênh dẫn phải đủ lớn để đảm bảo sự điền đầy cho toàn Bộ sản phẩm mà không làm thời gian chu kỳ quá dài, tốn thêm nhiều vật liệu và lực kẹp lớn
1.1.12 Kênh dẫn nguội.
Hình 1.15 Kênh dẫn nhựa
a, Các loại tiết diện ngang của kênh dẫn nhựa:
Kênh dẩn có nhiều dạng mặt cắt ngang khác nhau nhưng phổ biến là các loại kênh dẫn có mặt cắt ngang hình tròn, hình thang hiệu chỉnh, hình thang, hình chữ nhật và hình bán nguyệt.
Để so sánh các loại kênh dẫn người ta dùng chỉ số đường kính thủy lực và sự cản dòng. Khi đường kính càng lớn thì sự cản dòng càng bé. Ta có thể tính đường kính thủy lực dựa vào công thức sau:
= 4A/P
+ : Đường kính thủy lực.
+ A : Diện tích mặt cắt ngang.
+ P : Chu vi.
b, Kích thước kênh dẫn nhựa:
Việc tính toán để có đường kính và chiều dài kênh dẫn hợp lý là rất quan trọng vì khi một kênh dẩn quá lớn hay quá dài sẽ làm cản trở đòng và gây tốn nhiều vật liệu và làm tăng thời gian chu kỳ. Do đó ta nên thiết kế kênh dẫn nhỏ mức có thể để có thể lợi dụng nhiệt ma sát trên nó gia nhiệt cho nhựa lỏng giúp quá trình điền đầy lòng khuôn thuận lợi hơn và sản phẩm ít bị quá nhiệt.
Ngoài ra ta có thể tính toán kích thước kênh dẩn theo công thức sau :
Trong đó: D : đường kính kênh dẫn (mm).
+ W : khối lượng sản phẩm (g)
+ L : chiều dài kênh dẩn (mm)
Hoặc D = D’.
Trong đó :
+ D’ : đường kính kênh dẩn tham khảo.
+ . : hệ số chiều dài.
CHƯƠNG II, GIỚI THI










