ĐỒ ÁN TỐT NGHIỆP THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG KHỚP NỐI TRỤC CAO THẮNG
NỘI DUNG ĐỒ ÁN
ĐỒ ÁN TỐT NGHIỆP THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG KHỚP NỐI TRỤC CAO THẮNG
MỤC LỤC GIA CÔNG KHỚP NỐI TRỤC CAO THẮNG
- PHẦN THUYẾT MINH........................................ 7
Chương 1. PHÂN TÍCH CHI TIẾT GIA CÔNG7 1.1 PHÂN TÍCH CHI TIẾT GIA CÔNG VỀ ĐIỀU KIỆN LÀM VIỆC CHI TIẾT GIA CÔNG................................. 9
1.2 PHÂN TÍCH VẬT LIỆU CHẾ TẠO CHI TIẾT GIA CÔNG9
1.3 PHÂN TÍCH ĐỘ CHÍNH XÁC GIA CÔNG............... 10
1.4 XÁC ĐỊNH DẠNG SẢN XUẤT............................ 12
Chương 2. CHỌN PHƯƠNG PHÁP CHẾ TẠO PHÔI VÀ XÁC ĐỊNH LƯỢNG DƯ GIA CÔNG................. 13
2.1 CHỌN PHÔI.................................................. 13
2.2 PHƯƠNG PHÁP CHẾ TẠO PHÔI.......................... 13
2.3 SƠ ĐỒ ĐÚC.................................................. 14
2.4 YÊU CẦU KỸ THUẬT ĐÚC............................... 15
Chương 3. LẬP BẢNG QUY TRÌNH CÔNG NGHỆ GIA CÔNG CƠ............ 16
3.1 XÁC ĐỊNH ĐƯỜNG LỐI SẢN XUẤT CÔNG NGHỆ.... 16
3.2 CHỌN PHƯƠNG PHÁP GIA CÔNG....................... 16
3.3 CHỌN CHUẨN CÔNG NGHỆ.............................. 16
Chương 4. BIỆN LUẬN QUY TRÌNH CÔNG NGHỆ19
4.1 Nguyên công I: CHUẨN BỊ PHÔI........................... 19
4.2 Nguyên công II: TIỆN THÔ, BÁN TINH LỖ Ø60......... 20
4.3 Nguyên công III: TIỆN THÔ, BÁN TINH C, TIỆN LỖ.... 21
4.4 Nguyên côngIV: TIỆN THÔ, TIỆN TINH A, TIỆN THÔ VAI,VÁT MÉP.................. 31
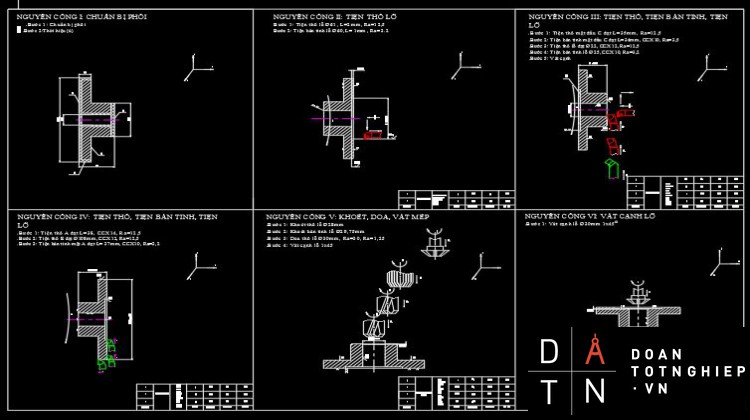
4.5 Nguyên công V: KHOÉT ,DOA LỖ Ø30, VÁT CẠNH LỖ 1X45 37
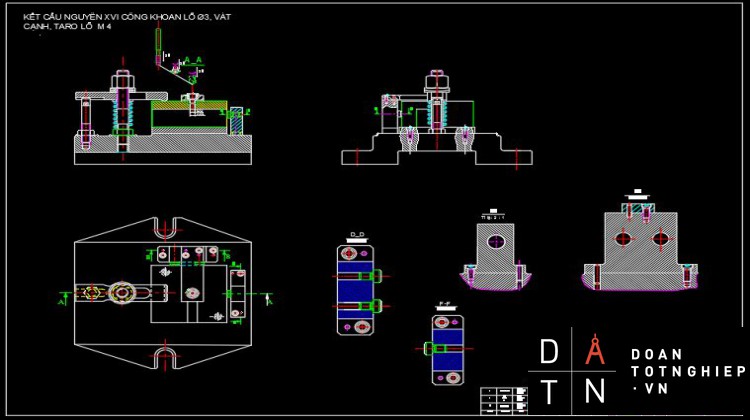
4.6 Nguyên công VI: VÁT CẠNH LỖ Ø30 1X45.............. 44
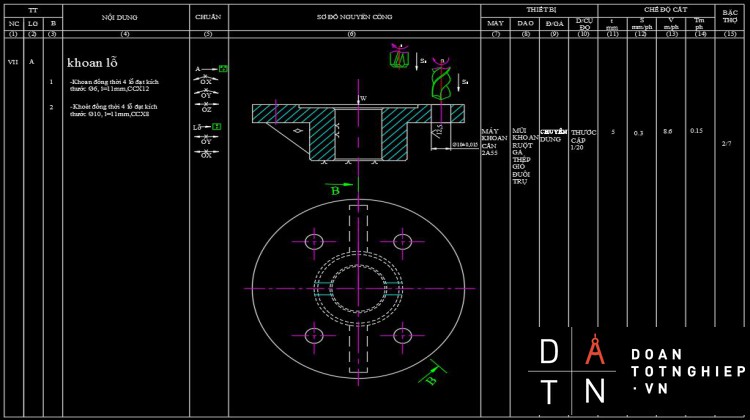
4.7 Nguyên công VII:KHOAN,KHOÉT
ĐỒNG THỜI 4 LỖ Ø10........................................... 46
4.8 Nguyên công VIII: KHOÉT ĐỒNG THỜI 4 LỖ Ø15...... 50
4.9 Nguyên công IX: KHOAN LỖ Ø8........................... 53
4.10 Nguyên công X: TỔNG KIỂM TRA........................ 56
4.11 Sơ đồ quy trình công nghệ................................... 56
Chương 5. THIẾT KẾ ĐỒ GÁ............................ 57
5.1 SƠ LƯỢC ĐỒ GÁ TIỆN..................................... 57
5.2 PHÂN TÍCH YÊU CẦU KỸ THUẬT NGUYÊN CÔNG LÀM ĐỒ GÁ (NC II )...................... 57
5.3 CHỌN PHƯƠNG ÁN ĐỊNH VỊ VÀ SƠ ĐỒ ĐỊNH VỊ... 58
5.4 CHỌN CHI TIẾT ĐỊNH VỊ VÀ SƠ ĐỒ ĐỊNH VỊ CHI TIẾT LÊN CHI TIẾT ĐỊNH VỊ.............. 59
5.5 TÍNH SAI SỐ CHUẨN...................................... 61
5.6 CÁC CHI TIẾT ĐẶC BIỆT CỦA ĐỒ GÁ................. 62
5.7 XÁC ĐỊNH PHƯƠNG ÁN KẸP............................ 63
5.8 TÍNH TOÁN LỰC KẸP CẦN THIẾT...................... 67
5.9 CHỌN CƠ CẤU KẸP....................................... 68
5.10 THÂN GÁ................................................... 69
NỘI DUNG
Thiết kế quy trình công nghệ gia công chi tiết:Khớp Nối Trục
Trong điều kiện:
- Dạng sản xuất hàng loạt vừa.
- Trang thiết bị tự chọn.
Với các yêu cầu sau:
A.PHẦN BẢN VẼ:
- Bản vẽ chi tiết gia công khổ giấy A0.
- Bản vẽ chi tiết lồng phôi khổ giấy A0.
- 01 bản vẽ kết cấu nguyên công khổ giấy A0.
- 01 bản vẽ đồ gá khổ giấy A0.
B.PHẦN THUYẾT MINH:
Mở đầu: Phân tích chi tiết gia công
Phần 1: Chọn phôi, phương pháp chế tạo phôi và xác định lượng dư gia công.
Phần 2: Thiết kế quy trình công nghệ gia công cơ và biện luận nguyên công.
Phần 3: Thiết kế đồ gá.
Kết luận
Ngày giao đề ……………, ngày hoàn thành ……………
Chương 1: PHÂN TÍCH CHI TIẾT GIA CÔNG
1.1 PHÂN TÍCH CHI TIẾT GIA CÔNG VỀ ĐIỀU KIỆN LÀM VIỆC CHI TIẾT GIA CÔNG
Khớp nối trục là một chi tiết quan trọng trong sản phẩm của ngành cơ khí. Chi tiết khớp nối trục có dạng bạc. Khớp nối trục là một bộ phận cơ khí để nối và truyền moment xoắn giữa hai thành phần chuyển động, thông thường là nối giữa hai trục. Có rất nhiều ứng dụng của khớp nối, ví dụ dễ thấy nhất là trong o tô chúng ta có khớp nối các đăng nối còn có tác dụng như điều chỉnh tốc độ, ngăn ngừa quá tải hay đóng mở các cơ cấu cơ khí, v.v … Vật liệu làm bằng thép C45 có thành phần như sau:
C=0.4-0.5% Mn=0.5-0.8% S=0.045%
Si=0.17-0.37% p=0.045% Ni=0.30% Cr=0.30%
Công dụng của thép C45: dùng chế tạo chi tiết trục truyền, bánh răng, tay biên. Khi tôi cao tần có độ cứng bề mặt cao và độ bền trong lõi được nâng cao.
+[8-tập 1,trang 119] bảng 2.4: cho ta một vài số liệu cơ bản về cơ tính và cứng của thép C45 như sau :
|
Giới hạn chảy |
Độ bền kéo |
Độ dãn dài tương đối |
Độ thắt tương đối |
Độ dai va đập |
Độ cứng
|
|
Ϭch=36KG/mm² |
Ϭb=61KG/mm² |
δ=16% |
Ψ=40% |
Ak=5KG/mm² |
HB=229 |
Như vậy ,theo công dụng thì vật liệu chế tạo CTGC đã cho là hợp lý.
1.2.Phân tích kết cấu,hình dạng CTGC
-Chi tiết gia công có kết cấu tương đối hợp lý đơn giản
-Thuộc dạng bạc
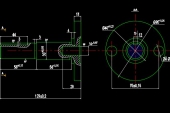
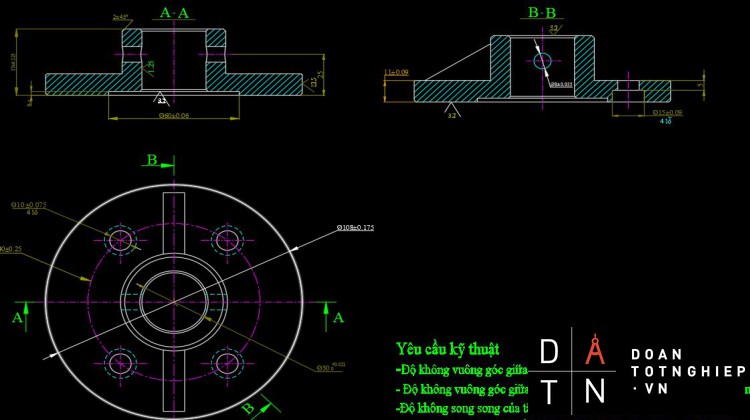
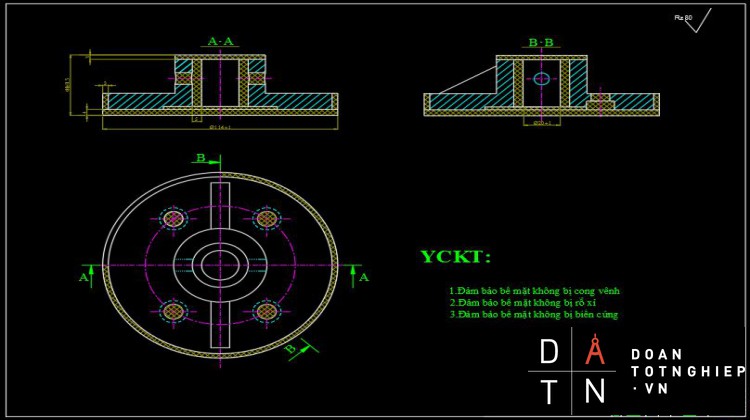
-Bề mặt đặc biệt cần quan tâm khi gia công là bề mặt lỗ Ø30 và 4 yêu cầu quan trọng :
+Độ không đồng tâm của mặt lỗ và đường tròn cơ sở nằm trong khoảng 0.05-0.1mm
+Độ không song song giữa rãnh then với đường tâm lỗ không quá 0.05mm
+Độ không vuông góc giữa mặt A,Cvà mặt đầu so với đường tâm lỗ nằm trong khoảng 0.01-0.015mm
+Độ không đồng tâm giữa mặt trụ ngoài Ø108 và mặt lỗ nằm trong khoảng 0.05-0.1mm
1.3 PHÂN TÍCH ĐỘ CHÍNH XÁC GIA CÔNG
vĐộ chính xác về kích thước
a) Kích thước có chỉ dẫn
b) Kích thước
-Kích thước danh nghĩa : mm
-Sai lệch giới hạn trên :+0.021
-Sai lệch giới hạn dưới :0 mm
IT = 0.021-0 = 0.021 mm
-Tra bảng ( 1-4 trang 4 ) ta có cấp chính xác IT7.
Kích thước lỗ
Kích thước danh nghĩa :8 mm
Sai lệch trên:+ 0,075
Sai lệch dưới:- 0,075
ðIT= 0,075-(-0,075)=0,15mm
ðTra bảng 1.29 trang 41 ta có cấp chính xác IT12.
Kích thước lỗ
Kích thước danh nghĩa : 15 mm
Sai lệch trên: +0,18 mm
Sai lệnh dưới: 0
è IT= 0,18-0= 0,18 mm
Tra bảng 1.14 trang 18 ta có cấp chính xác IT12.
Kích thước lỗ Ø10±0,15
Kích thước danh nghĩa: 10 mm
Sai lệch trên: 0,075 mm
Sai lệch dưới: 0,075 mm
ðIT=0,075-(-0,075) = 0,15 mm
ðTra bảng 1.29 trang 41 ta có cấp chính xác IT12.
Kích thước 175
-Kích thước danh nghĩa : 120mm
-Sai lệch giới hạn trên :+0,175 mm
-Sai lệch giới hạn dưới : -0,175 mm
IT = 0,175-(-0175) = 0.35mm
- Tra bảng ( 1-4 trang 4 ) ta có cấp chính xác IT12
Kích thước ± 0,006 mm
Sai lệch giới hạn trên : +0,006mm
Sai lệch giới hạn dưới: -0,006mm
IT = 0,006-(-0.006)= 0.012mm
Tra bảng 1.4 trang 4 ta có cấp cx IT10
c) Kích thước không có chỉ dẫn
ðKích thước mm
-Dạng sản xuất hàng loạt vừa
-Cấp chính xác 12 ( vì hai bề mặt đã gia công )
-Ta có cấp chính xác 12
IT = 0.25 mm
-Biết sai lệch là js . ta có bậc dung sai js12 .Và kích thước mm, cho nên ta tra được sai lệch -giới hạn trên và sai lệch giới hạn dưới
-Sai lệch giới hạn trên : +0.125mm
-Sai lệch giới hạn dưới : -0.125mm
ðKích thước 11 mm
-Dạng sản xuất hàng loạt vừa
-Cấp chính xác 14 ( vì 2 bề mặt đã gia công gia công)
-Ta có cấp chính xác 12
IT = 0.43 mm
-Biết sai lệch là js . ta có bậc dung sai js12 .Và kích thước 11mm ,cho nên ta tra được sai lệch giới hạn trên và sai lệch giới hạn dưới .
-Sai lệch giới hạn trên : +0.215mm
-Sai lệch giới hạn dưới : -0.215mm
1.4XÁC ĐỊNH DẠNG SẢN XUẤT
1.4.1 Tính trọng lượng chi tiết
- Thể tích chi tiết: V = 1428571.429 mm3
- Khối lượng chi tiết: G = 10 Kg
1.4.2 Sản lượng chế tạo phôi
Chi tiết đã cho ở dạng sản xuất hàng loạt vừa, chi tiết có khối lượng nên theo bảng ta có số lượng hàng năm 200 – 500 sản phẩm/năm
Bảng 1. Cách xác định dạng sản xuất
|
Dạng sản xuất |
Trọng lượng của chi tiết Mm (kG) |
||
|
< 4 Kg |
4 – 200 Kg |
> 200 Kg |
|
|
Sản lượng hàng năm của chi tiết (sản phẩm) |
|||
|
Đơn chiếc |
< 100 |
< 10 |
< 5 |
|
Hàng loạt nhỏ |
100 – 500 |
10 – 200 |
10 – 55 |
|
Hàng loạt vừa |
500 – 5.000 |
200 – 500 |
100 – 300 |
|
Hàng loạt lớn |
5.000 – 50.000 |
500 – 1.000 |
300 – 1.000 |
|
Hàng khối |
> 50.000 |
> 5.000 |
> 1.000 |
Chương 2. CHỌN PHƯƠNG PHÁP CHẾ TẠO PHÔI VÀ XÁC ĐỊNH LƯỢNG DƯ GIA CÔNG
2.1 CHỌN PHÔI
Tùy theo dạng sản xuất, vật liệu và phương pháp chế tạo khớp nối trục có thể chọn như sau:
a. Phương pháp đúc :
-Gồm có ( đúc trong khuôn cát , đúc trong khuôn kim loại , đúc áp lực , đúc li tâm, đúc trong khuôn mẫu chãy)
-Phương pháp đúc này sử dụng rộng rải cho phương đúc cón hình dạng kết cấu phức tạp , có thể đạt kích thước từ nhỏ đến lớn , phù hợp với nhiều loại vật liệu
-Phôi đúc chia thành 3 cấp chính xác :
-Cấp cx1 : được đảm bảo bởi các mẫu kim loại cùng với việc cơ khí hóa việc chế tạo phôi ,sấy khô và rót kim loại , sử dụng trong điều kiện sản xuất hàng khối, dùng chế tạo chi tiết hình dạng phức tạp và thành mỏng. phôi này cấp chính xác kích thước IT14-IT15, độ nhám Rz=40
-Cấp cx2 : nhận được nhờ mẫu gỗ dùng khuôn kim loại dễ tháo lắp và xấy khô . phương pháp này sử dụng cho sản xuất hàng loạt , loại phôi này cấp chính xác kích thước IT15-IT16, độ nhám Rz=80
-Cấp cx3 : thường dùng trong khuôn cát , chế tạo bằng phương pháp thủ công. Phương pháp này thuận lợi khi chế tạo chi tiết có dạng kích thước bất kì từ những hợp kim đúc khác nhau trong sản xuất đơn chiếc và hàng loạt nhỏ . Loại phôi này có cấp chính xác kích IT16-IT17, độ nhám Rz=160
-Phôi đúc được phân loại thành 5 cấp độ phức tạp.
b.Phôi rèn tự do.
-Sử dụng trong sản xuất đơn chiếc và hàng loạt nhỏ , cho những chi tiết có thù hình đơn giản cùng với mác thép dư lớn .
c. Phôi dập :
-Thường là dạng thép thỏi , các phôi của trục lớn ,các tay gạt, tay kéo, phôi có thù hình đơn giản .
d.Chọn phương pháp chế tạo phôi và cách chế tạo phôi.
-Từ yêu cầu sản xuất hàng loạt vừa với vật liệu là GX15-32 ta thấy phương pháp đúc là thích hợp nhất với tính chất vật liệu, với yêu cầu kĩ thuật và dạng sản xuất đã chọn .
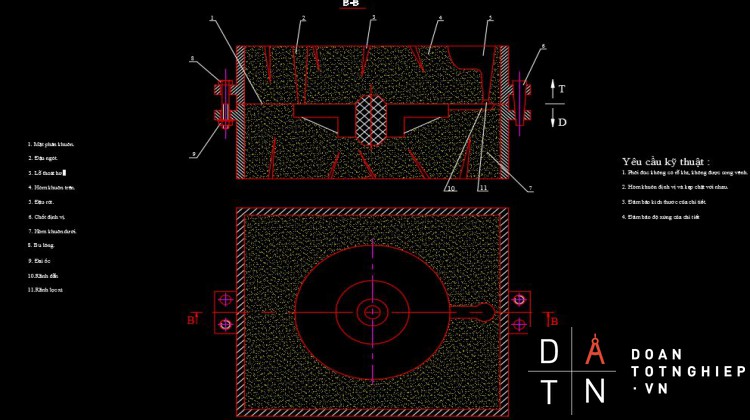
e.Chọn mặt phân khuôn khi đúc:
-Khi chọn mặt phân khuôn cần chú ý:
-Mặt phân khuôn đảm bảo dễ làm khuôn và rút mẫu .
-Măt phân khuôn phải đơn giản nhất , số mặt phân khuôn không phải ít nhất .Tốt nhất chọn mặt phân khuôn tránh các mặt cong , bậc.
-Mặt quan trọng nhất của chi tiết nên để quay xuống dưới .
b.Chọn vị trí dẫn kim loại vào khuôn.
-Vị trí dẫn kim loại vào khuôn phải đảm bảo điền đầy kim loại vào khuôn .
-Không bị xói khuôn khi rót kim loại vào .
f Chọn vị trí đậu ngót.
-Đậu ngót bổ sung kim loại cho vật đúc khi đông đặc.
-Đậu ngót bố trí tại vào chỗ thành của vật đúc tập trung nhiều kim loại vì ở đó đông đặc chậm và co rút nhiều.
-Vị trí đậu ngót phải đăc ở vị trí cao , và có khoảng cách.
2.2 Phôi rèn tự do
-Sử dụng trong sản xuất đơn chiếc và hàng loạt nhỏ , cho những chi tiết có thù hình đơn giản cùng với mác thép dư lớn .
ðKết luận: Phôi đúc có hình dáng kết cấu phức tạp, kích thước lớn mà các phương pháp khác không đạt được. Cơ tính và độ chính xác của phôi phụ thuộc vào phương pháp chế tạo. Với sản lượng hàng năm 200 – 500 sản phẩm/năm thuộc dạng sản xuất hàng loạt vừa. Do đó rất phù hợp cho phương pháp đúc chi tiết đạt được cấp chính xác II.
Vì vậy để chế tạo chi tiết gia công ta chọn phương pháp đúc trong khuôn cát, với mẫu kim loại, làm khuôn bằng máy là thích hợp.
2.3 SƠ ĐỒ ĐÚC
Hình 1.1
2.4 YÊU CẦU KỸ THUẬT CỦA PHÔI ĐÚC
- Phôi không bị rỗ xỉ, rỗ khí, cong vênh
- Phôi không bị rạn nứt
- Phôi không bị biến cứng
- Độ nhám bề mặt nằm trong phạm vi cho phép (phương pháp đúc).
Chương 3. LẬP BẢNG QUY TRÌNH CÔNG NGHỆ GIA CÔNG CƠ
3.1 XÁC ĐỊNH ĐƯỜNG LỐI SẢN XUẤT CÔNG NGHỆ
- Trong dạng sản xuất hàng loạt vừa, quy trình công nghệ được xác định theo quy tắc phân tán nguyên công hoặc tập trung nguyên công. Theo nguyên tắc phân tán nguyên công thì quy trình công nghệ được chia ra các nguyên công đơn giản có thời gian như sau.
- Ở đây mỗi máy thực hiện một nguyên công nhất định nên đồ gá được sử dụng là đồ gá chuyên dùng.
3.2 CHỌN PHƯƠNG PHÁP GIA CÔNG
Đối với dạng sản xuất hàng loạt vừa muốn chuyên môn hóa cao để có thể đạt năng suất cao trong điều kiện sản xuất ở Việt Nam thì đường lối công nghệ thích hợp nhất là phân tán nguyên công. Ở đây người ta dùng đồ gá chuyên dùng và máy chuyên dùng dùng để chế tạo.
3.3 CHỌN CHUẨN CÔNG NGHỆ
|
Nguyên công |
Nội dung Nguyên công |
Chuẩn định vị |
Máy |
Dao |
|
I |
Chuẩn bị phôi |
|
|
|
|
II |
Tiện thô Bán tinh |
- Mặt D => 3 bậc - Lỗ =>2 |
1k62 |
Dao tiện lỗ gắn mãnh hợp kim cứng T15k6 |
|
III |
Tiện Thô, Tiện tinh |
- Mặt G =>3 bậc - Lỗ 1 =>2 bậc |
1K62 |
Dao tiện vai đầu thẳng, tiện lỗ gắn mãnh hợp kim cứng T15K6 |
|
IV |
Tiện thô Tiện tinh |
- Mặt C => 3 bậc - Lỗ =>2 |
1K62 |
Dao tiện vai, đầu thẳng , đầu cong gắn mãnh hp75 kim cứng T15K6 |
|
V |
Khoét Doa |
- Mặt A =>3 bậc - Lỗ 1 =>2 bậc |
2A135 |
Mũi khoét liền khối hợp kim cứng đuôi trụ, mũi doa , mũi vát cạnh
|
|
VI |
Vát cạnh |
- Mặt C =>3 bậc - Lỗ =>2 bậc |
2A135 |
- Mũi khoan vát cạnh |
|
VII |
- Khoan,Khoét lỗ Ø10 mm |
- Mặt A =>3 bậc - Lỗ 1 =>2 bậc - Lỗ 2 =>1 bậc |
2A135 |
- Mũi khoan ruột gà thép gió đuôi trụ, Mũi khoét liền khối đuôi trụ
|
|
VIII |
-Khoét lỗ Ø15 |
- Mặt C =>3 bậc - Lỗ =>2 bậc - Lỗ Ø 8 =>1 bậc |
2A135 |
Mũi khoét liền khối đuôi trụ |
|
IX |
- Khoan lỗ Ø8mm |
- Mặt A =>3 bậc - - - Lỗ =>2 bậc - Lỗ 2 Ø 8 =>1 bậc |
2A135 |
- Mũi khoan ruột gà thép gió đuôi trụ
|
|
X |
Tổng kiểm tra |
|
|
|
Chương 4. BIỆN LUẬN QUY TRÌNH CÔNG NGHỆ
4.1 Nguyên công I: CHUẨN BỊ PHÔI
Hình 1.2: Chuẫn bị phôi.
- Chuẩn bị phôi (phôi đúc)
- Cắt đậu rót, đậu ngót.
- Làm sạch bề mặt (đậu hơi, đậu rót, đậu ngót, ...)
- Kiểm tra phôi.
- Kiểm tra kích thước phôi.
- Thời hiệu.
4.2Nguyên công II: TIỆN THÔ, TIỆN BÁN TINH
Hình 1.6: Tiện thô, tiện bán tinh
BƯỚC1 : Tiện thô lỗ Ø59
- Chọn dao: Dao tiện vai gắn mãnh hợp kim cứng T15K6
hxbxLxD = 16x16x120x40. Tra bảng 4.14 – trang 302 – SỔ TAY CÔNG NGHỆ CHẾ TẠO MÁY TẬP 1.
- Chế độ cắt:
Chọn t = 5 (mm)
- Chọn S:
- Tra bảng 16-1 trang 23 CĐC – GCCK:
=>S = (2,5 –3,5 ) (mm/vòng)
- Tra bảng 21-1 trang 27 CĐC – GCCK:
=>S = 1,1.1,6.1,4 = 2,5 (mm/vòng)
- Tra bảng 25-1 trang 29 CĐC – GCCK:
=>S = (0,8– 1,3) (mm/vòng)
ðTheo thuyết minh máy chọn S = 0,87 (mm/vòng)
- Vận tốc cắt theo công thức:
- Tra bảng 35-1 trang 38 CĐC – GCCK:
V = 165 (mm/phút)
- Tra bảng 36-1 trang 39 CĐC – GCCK:
=>K1 = 1
- Tra bảng 37-1 trang 39 CĐC – GCCK:
=>K2 = 1
- Tra bảng 38-1 trang 39 CĐC – GCCK:
=>K3 = 1
- Tra bảng 39-1 trang 39 CĐC – GCCK:
=>K4 = 1
=>V = 165x1x1x1x1 = 165 (mm/phút)
- Số vòng quay trong một phút của dao:
- n = = = 437,67(vòng/phút)
ðTheo thuyết minh máy chọn n = 400 (vòng/phút)
- Vận tốc thực khi cắt:
- V = = = 150,79(m/phút)
- Lực cắt Pz tính theo công thức:
- Pz = .... (KG)
- Tra bảng 11-1 trang 19 CĐC – GCCK:
=>= 92; = 0,75; =1= 0
- Tra bảng 12-1 trang 21 CĐC – GCCK:
=>KP = Kmp = = = 0,42
- Tra bảng 15-1 trang 22 CĐC – GCCK:
=>K = 1; K = 1; K =1; Kr = 1
= 1.1.1.1 =1
- Thay vào công thức ta có:
- Pz = 92.0,870,75.21.150,790.0,42 = 69,61 (KG)
- Công suất khi tiện:
- N = = = 1,7(kW)
- So với công suất máy N = 10 (kW) máy làm việc đảm bảo an toàn
- Thời gian gia công:
- T0 = = = 0,011 (phút)
- L1 = = = 23 (mm)
L2 = (0,5 ÷ 2)mm lấy L2 = 2 (mm)
BƯỚC 2 : Tiện bán tinh lỗ Ø60
- Chọn dao: Dao tiện vai gắn mãnh hợp kim cứng T15K6
hxbxLxD = 16x16x120x40. Tra bảng 4.14 – trang 302 – SỔ TAY CÔNG NGHỆ CHẾ TẠO MÁY TẬP 1.
- Chế độ cắt:Chọn t:
t = 1 (mm)
- Chọn S:
- Tra bảng 16-1 trang 23 CĐC – GCCK:
=>S = (2 – 3) (mm/vòng)
- Tra bảng 21-1 trang 27 CĐC – GCCK:
=>S = 1,1.1,6.1,4 = 2,5 (mm/vòng)
- Tra bảng 25-1 trang 29 CĐC – GCCK:
=>S = (0,8– 1,3) (mm/vòng)
ðTheo thuyết minh máy chọn S = 0,87 (mm/vòng)
- Vận tốc cắt theo công thức:
- Tra bảng 35-1 trang 38 CĐC – GCCK:
V = 165 (mm/phút)
- Tra bảng 36-1 trang 39 CĐC – GCCK:
=>K1 = 1
- Tra bảng 37-1 trang 39 CĐC – GCCK:
=>K2 = 1
- Tra bảng 38-1 trang 39 CĐC – GCCK:
=>K3 = 1
- Tra bảng 39-1 trang 39 CĐC – GCCK:
=>K4 = 1
=>V = 165x1x1x1x1 = 165 (mm/phút)
- Số vòng quay trong một phút của dao:
- n = = = 437,67(vòng/phút)
ðTheo thuyết minh máy chọn n = 400 (vòng/phút)
- Vận tốc thực khi cắt:
- V = = = 150,79(m/phút)
- Lực cắt Pz tính theo công thức:
- Pz = .... (KG)
- Tra bảng 11-1 trang 19 CĐC – GCCK:
=>= 92; = 0,75; =1= 0
- Tra bảng 12-1 trang 21 CĐC – GCCK:
=>KP = Kmp = = = 0,42
- Tra bảng 15-1 trang 22 CĐC – GCCK:
=>K = 1; K = 1; K =1; Kr = 1
= 1.1.1.1 =1
- Thay vào công thức ta có:
- Pz = 92.0,870,75.21.150,790.0,42 = 69,61 (KG)
- Công suất khi tiện:
- N = = = 1,7(kW)
- So với công suất máy N = 10 (kW) máy làm việc đảm bảo an toàn
- Thời gian gia công:
- T0 = = = 0,011 (phút)
- L1 = = = 23 (mm)
L2 = (0,5 ÷ 2)mm lấy L2 = 2 (mm)
4.3Nguyên công III: TIỆN THÔ, TIỆN BÁN TINH, TIỆN LỖ
Hình 1.4: Tiện thô, bán tinh, tiện lỗ
- Chuẩn định vị:
- Mặt A => 3 bậc
- Mặt lỗ =>2 bậc
- Chọn máy: Máy tiện 1k62
- Chiều cao tâm: 200 (mm) – Khoảng cách giữa 2 tâm đến 1400 (mm)
- Công suất động cơ: 10 (kW)
- Số vòng quay trục chính (vòng/phút) : 12,5-16-20-25-31,5-40-50-63-80-100-125-160-200-250-315-400-500-630-800-1000-1250-1600-2000
- Lượng tiến dọc (mm/vòng) : 0,07-0,014-0,084-0,097-0,11-0,12-0,13-0,14-0,15-0,17-0,195-0,21-0,23-0,26-0,28-0,30-0,34-0,39-0,43-0,47-0,52-0,57-0,61-0,70-0,78-0,87-0,95-1,04-1,14-1,21-1,4-1,56-1,74-1,9-2,08-2,28-2,42-2,8-3,12-3,48-3,8-4,16
- Lượng tiến ngang (mm/vòng) : 0,035-0,037-0,042-0,048-0,055-0,06-0,065-0.11-0,12-0,13-0,14-0,15-0,17-0,195-0,21-0,23-0,26-0,28-0,30-0,34-0,39-0,43-0,47-0,52-0,57-0,6-0,7-0,78-0,87-0,95-1,04-1,14-1,21-1,4-1,56-1,74-1,9-2,08
- Đường kính lỗ suốt trục chính: 45 (mm) – Côn mooc số 5
- Hiệu suất máy: 0.75
- LẦN GÁ A
- BƯỚC 1: Tiện thô mặt đầu C đạt kích thước L=40mm, ccx12
- Chọn dao: Dao tiện đầ thẳng gắn mãnh hợp kim cứng T15K6
hxbxLxD = 32x20x170x60. Tra bảng 4.10 – trang 300 – SỔ TAY CÔNG NGHỆ CHẾ TẠO MÁY TẬP 1.
- Chế độ cắt:
- Chọn t:
t = 2 (mm)
- Chọn S:
- Tra bảng 16-1 trang 23 CĐC – GCCK:
=>S = (2 –3 ) (mm/vòng)
- Tra bảng 21-1 trang 27 CĐC – GCCK:
=>S = 1,3.1,6 = 2,08(mm/vòng)
- Tra bảng 25-1 trang 29 CĐC – GCCK:
=>S = (0,5 – 0,9) (mm/vòng)
ðTheo thuyết minh máy chọn S = 0,6 (mm/vòng)
- Vận tốc cắt theo công thức:
- Tra bảng 35-1 trang 35 CĐC – GCCK:
V = 255 (mm/phút)
- Tra bảng 36-1 trang 36 CĐC – GCCK:
=>K1 = 1
=>K2 = 1
=>K3 = 1
=>K4 =1
=>K5 =1
=>V = 255x1x1x1x1x1 = 255 (mm/phút)
- Số vòng quay trong một phút của dao:
- n = = = 1278,9 (vòng/phút)
ðTheo thuyết minh máy chọn n = 1250 (vòng/phút)
- Vận tốc thực khi cắt:
- V = = = 219 (m/phút)
- Lực cắt Pz tính theo công thức:
- Pz= .... (KG)
- Tra bảng 11-1 trang 19 CĐC – GCCK:
=>= 92; = 0,75;=1= 0
- Tra bảng 12-1 trang 21 CĐC – GCCK:
=>KP = Kmp = = = 0,42
- Tra bảng 15-1 trang 22 CĐC – GCCK:
=>K = 1; K = 1; K =1; Kr = 1
= 1.1.1.1 =1
- Thay vào công thức ta có:
- Pz= 92.0,60,75.21.2250.0,42 = 52,68 (KG)
- Công suất khi tiện:
- N = = = 1,93 (kW)
- So với công suất máy N = 10 (kW) máy làm việc đảm bảo an toàn
- Thời gian gia công:
- T0 = = = 0,03 (phút)
- L1 = = = 23 (mm)
L2 = (0,5 ÷ 2)mm lấy L2 = 2 (mm)
- BƯỚC 2: Tiện bán tinh mặt đầu C đạt L=39,CCX10, Ra=3.2
- Chọn dao: Dao tiện đầu thẳng gắn mãnh hợp kim cứng T15k6
hxbxLxD = 16x16x120x40. Tra bảng 4.14 – trang 302 – SỔ TAY CÔNG NGHỆ CHẾ TẠO MÁY TẬP 1.
- Chế độ cắt:
- Chọn t:
t =1(mm)
- Chọn S:
- Tra bảng 16-1 trang 23 CĐC – GCCK:
=>S = (–) (mm/vòng)
- Tra bảng 21-1 trang 27 CĐC – GCCK:
=>S = 1,3.1,6.1,4 = 2,5 (mm/vòng)
- Tra bảng 25-1 trang 29 CĐC – GCCK:
=>S = (0,5 – 0,9) (mm/vòng)
ðTheo thuyết minh máy chọn S = 0,52 (mm/vòng)
- Vận tốc cắt theo công thức:
- Tra bảng 35-1 trang 35 CĐC – GCCK:
V = 232 (mm/phút)
- Tra bảng 46-1 trang 39 CĐC – GCCK:
=>K1 = 1
- Tra bảng 47-1 trang 39 CĐC – GCCK:
=>K2 = 1
- Tra bảng 48-1 trang 39 CĐC – GCCK:
=>K3 = 1
- Tra bảng 49-1 trang 39 CĐC – GCCK:
=>K4 = 1
=>V = 232x1x1x1x1 = 144 (mm/phút)
- Số vòng quay trong một phút của dao:
- n = = = 1318 (vòng/phút)
ðTheo thuyết minh máy chọn n = 1250 (vòng/phút)
- Vận tốc thực khi cắt:
- V = = = 118 (m/phút)
- Lực cắt Pz tính theo công thức:
- Pz = .... (KG)
- Tra bảng 11-1 trang 19 CĐC – GCCK:
=>= 92; = 0,75; =1= 0
- Tra bảng 12-1 trang 21 CĐC – GCCK:
=>KP = Kmp = = = 0,42
- Tra bảng 15-1 trang 22 CĐC – GCCK:
=>K = 1; K = 1; K =1; Kr = 1
= 1.1.1.1 =1
- Thay vào công thức ta có:
- Pz = 92.0,520,75.11.2320.0,42 = 23,66 (KG)
- Công suất khi tiện:
- N = = = 0,45 (kW)
- So với công suất máy N = 10 (kW) máy làm việc đảm bảo an toàn
- Thời gian gia công:
- T0 = = = 0,038 (phút)
- L1 = = = 23 (mm)
L2 = (0,5 ÷ 2)mm lấy L2 = 2 (mm)
BƯỚC 3: Tiện tinh lỗ đạt Ø25, ccx10, Ra=3,2
- Chọn dao: Dao tiện lỗ gắn mãnh hợp kim cứng T15K6
hxbxLxD = 16x16x120x40. Tra bảng 4.14 – trang 302 – SỔ TAY CÔNG NGHỆ CHẾ TẠO MÁY TẬP 1.
- Chế độ cắt:Chọn t:
t = 1,5 (mm)
- Chọn S:
- Tra bảng 16-1 trang 23 CĐC – GCCK:
=>S = ( – ) (mm/vòng)
- Tra bảng 21-1 trang 27 CĐC – GCCK:
=>S = 1,1.1,6.1,4 = 2,5 (mm/vòng)
- Tra bảng 25-1 trang 29 CĐC – GCCK:
=>S = (0,8 – 1,3) (mm/vòng)
ðTheo thuyết minh máy chọn S = 0,9 (mm/vòng)
- Vận tốc cắt theo công thức:
- Tra bảng 35-1 trang 38 CĐC – GCCK:
V = 165 (mm/phút)
- Tra bảng 36-1 trang 39 CĐC – GCCK:
=>K1 = 1
- Tra bảng 37-1 trang 39 CĐC – GCCK:
=>K2 = 1
- Tra bảng 38-1 trang 39 CĐC – GCCK:
=>K3 = 1
- Tra bảng 39-1 trang 39 CĐC – GCCK:
=>K4 = 1
=>V = 165x1x1x1x1 = 165 (mm/phút)
- Số vòng quay trong một phút của dao:
- n = = = 437(vòng/phút)
ðTheo thuyết minh máy chọn n = 400 (vòng/phút)
- Vận tốc thực khi cắt:
- V = = = 150 (m/phút)
- Lực cắt Pz tính theo công thức:
- Pz = .... (KG)
- Tra bảng 11-1 trang 19 CĐC – GCCK:
=>= 92; = 0,75; =1= 0
- Tra bảng 12-1 trang 21 CĐC – GCCK:
=>KP = Kmp = = = 0,42
- Tra bảng 15-1 trang 22 CĐC – GCCK:
=>K = 1; K = 1; K =1; Kr = 1
= 1.1.1.1 =1
- Thay vào công thức ta có:
- Pz = 92.0,90,75.11.1500.0,42 = 3,49 (KG)
- Công suất khi tiện:
- N = = = 0,08 (kW)
- So với công suất máy N = 10 (kW) máy làm việc đảm bảo an toàn
- Thời gian gia công:
- T0 = = = 0,1 (phút)
- L1 = = = 60 (mm)
L2 = (0,5 ÷ 2)mm lấy L2 = 2 (mm)
4.4NGUYÊN CÔNG IV: TIỆN THÔ, TIỆN TINH.
Hình 1.3: Tiện thô, tiện tinh
- Chuẩn định vị:
- Mặt C => 3 bậc
- Lỗ =>2 bậc
- Chọn máy: Máy tiện 1k62
- Chiều cao tâm: 200 (mm) – Khoảng cách giữa 2 tâm đến 1400 (mm)
- Công suất động cơ: 10 (kW)
- Số vòng quay trục chính (vòng/phút) : 12,5-16-20-25-31,5-40-50-63-80-100-125-160-200-250-315-400-500-630-800-1000-1250-1600-2000
- Lượng tiến dọc (mm/vòng) : 0,07-0,014-0,084-0,097-0,11-0,12-0,13-0,14-0,15-0,17-0,195-0,21-0,23-0,26-0,28-0,30-0,34-0,39-0,43-0,47-0,52-0,57-0,61-0,70-0,78-0,87-0,95-1,04-1,14-1,21-1,4-1,56-1,74-1,9-2,08-2,28-2,42-2,8-3,12-3,48-3,8-4,16
- Lượng tiến ngang (mm/vòng) : 0,035-0,037-0,042-0,048-0,055-0,06-0,065-0.11-0,12-0,13-0,14-0,15-0,17-0,195-0,21-0,23-0,26-0,28-0,30-0,34-0,39-0,43-0,47-0,52-0,57-0,6-0,7-0,78-0,87-0,95-1,04-1,14-1,21-1,4-1,56-1,74-1,9-2,08
- Đường kính lỗ suốt trục chính: 45 (mm) – Côn mooc số 5
- Hiệu suất máy: 0.75
- LẦN GÁ A
- BƯỚC 1: Tiện thô mặt đầu A đạt kích thước L=38mm, ccx14
- Chọn dao: Dao tiện ngoài gắn mảnh hợp kim cứng T15K6
hxbxLxD = 32x20x170x60. Tra bảng 4.10 – trang 300 – SỔ TAY CÔNG NGHỆ CHẾ TẠO MÁY TẬP 1.
- Chế độ cắt:
- Tra bảng 15-1 trang 22 CĐC – GCCK:
=>K = 1; K = 1; K =1; Kr = 1
= 1.1.1.1 =1
- Thay vào công thức ta có: Chọn t:
t = 3 (mm)
- Chọn S:
- Tra bảng 16-1 trang 23 CĐC – GCCK:
=>S = (2,5 –3,5 ) (mm/vòng)
- Tra bảng 21-1 trang 27 CĐC – GCCK:
=>S = 1,3.1,6 = 2,08(mm/vòng)
- Tra bảng 25-1 trang 29 CĐC – GCCK:
=>S = (0,8 – 1,3) (mm/vòng)
ðTheo thuyết minh máy chọn S = 0,87 (mm/vòng)
- Vận tốc cắt theo công thức:
- Tra bảng 35-1 trang 35 CĐC – GCCK:
- .............
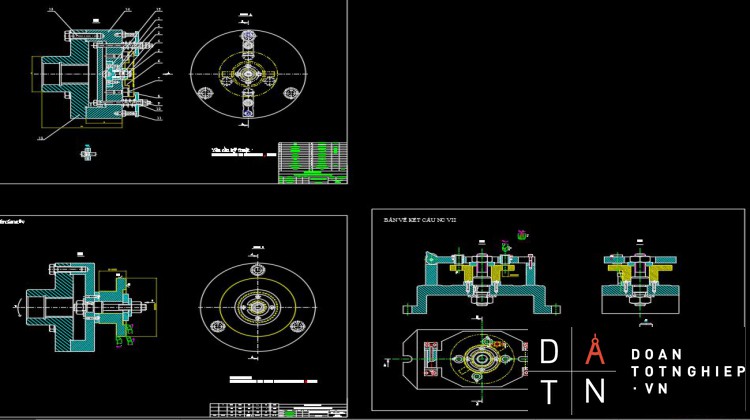
Chương 6. HƯỚNG DẪN SỬ DỤNG ĐỒ GÁ
NCII
- Đầu tiên là thực hiện quá trình định vị chi tiết trên các chi tiết định vị trên thân gá.
- Sau khi quá trình định vị chi tiết lên đồ gá được hoàn thành thì ta tiếp tục quá trình kẹp chặt chi tiết.
- Quá trình kẹp chặt được thưc hiện như sau:
- Đầu tiên ta gắn chi tiết vào đồ gá.. lỗ được định vị bằng chốt côn
- Tiếp theo ta gắn vòng đệm chữ C và đai ốc vào, siết đai ốc theo chiều phải qua trái khi đó chi tiết se được kẹp chặt
- Sau khi quá trình kẹp chặt được thực hiện xong thì tiến hành quá trình cắt gọt.
- Sau quá trình cắt gọt là quá trình lấy chi tiết ra. Qúa trình hoạt đọng của đò gá khi lấy chi tiết ra ngược lại quá trình kẹp chặt chi tiết.
Quá trình đó được lặp đi lặp lại nhiều lần tạo thành một chu kỳ xuyên suốt trong quá trình sản xuất
Chương 7. KẾT LUẬN
- Với kết cấu như đồ gá trên, quá trình tiện mặt đầu, tiện lỗ được thực hiện một cách đễ dàng. Cơ cấu kẹp chặt và định vị đảm bảo chi tiết không bị thay đổi cũng như bề mặt chi tiết bị biến dạng trong quá trình gia công. Đồng thời thuận lợi trong quá trình tháo lắp.
- Tuy nhiên kết cấu đồ gá vẫn còn điểm hạn chế. Đó là quá trình tháo lắp chi tiết phải dùng cờ lê tháo đai ốc ra vào nhiều lần, làm mòn ren tại chỗ tiếp xúc giữa đai ốc và bulong. Điều này cũng gây ảnh hưởng nhất định đến năng suất của máy do hao tốn nhiều thời gian.
- Tóm lại với kết cấu đồ gá như trên thì hoàn toàn có thể ứng dụng để gia công chi tiết với sự đảm bảo cao về yêu cầu kỹ thuật cũng như năng suất cho quá trình sản xuất hàng loạt vừa...