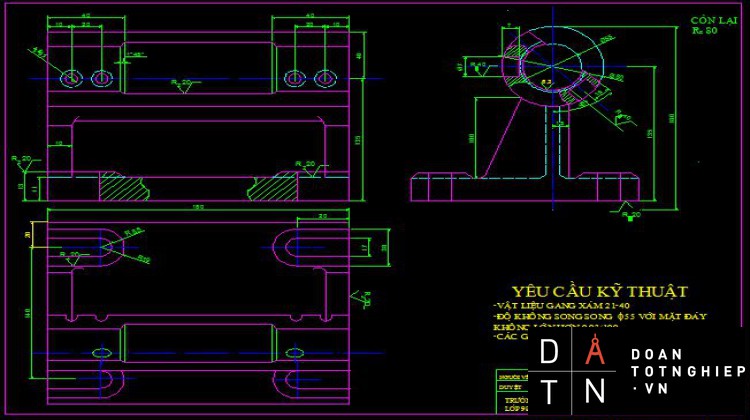
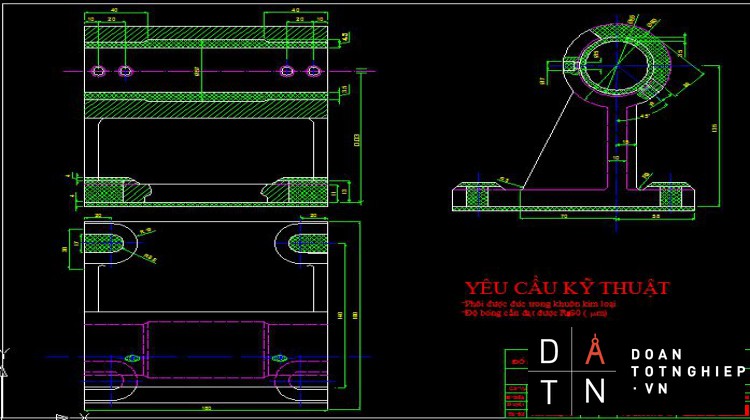
THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT GỐI ĐỠ LỆCH ĐẠI HỌC KỸ THUẬT


NỘI DUNG ĐỒ ÁN
THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT GỐI ĐỠ LỆCH ĐẠI HỌC KỸ THUẬT
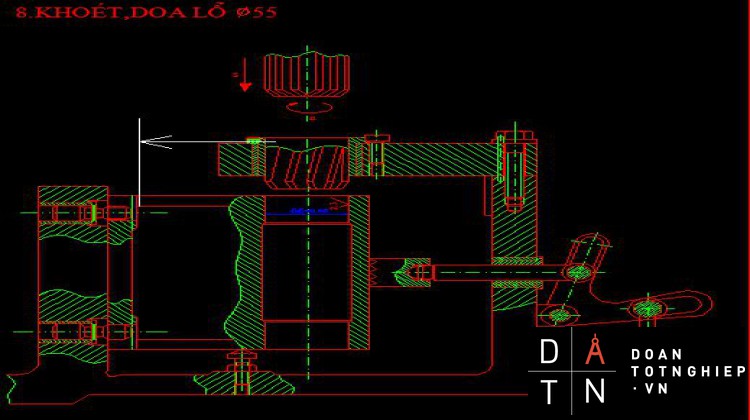
Sau đó phay các mặt còn lại chọn chuẩn tinh thống nhất E-D. đồng thời chuẩn kiễm tra trùng với chuẩn gia công .Bên cạnh đó phương án hai nhằm tránh sai số biến dạng thì ta khoan 4 lổ 7 và hai lổ 7 nghiên 45 độ sau đó mới gia công lổ 55 .
Như vậy chọn phương án hai là phương án dễ gia công chi tiết nhất .
- Trình tự các nguyên công :
- Nguyên công I:
Gia công bề mặt đáy bằng phương pháp đạt độ bóng Rz=20 .
- Các bước nguyên công :
Bước 1: Phay thô đạt Rz50-Rz30
Bước 2: Phay tinh đạt Rz20 .
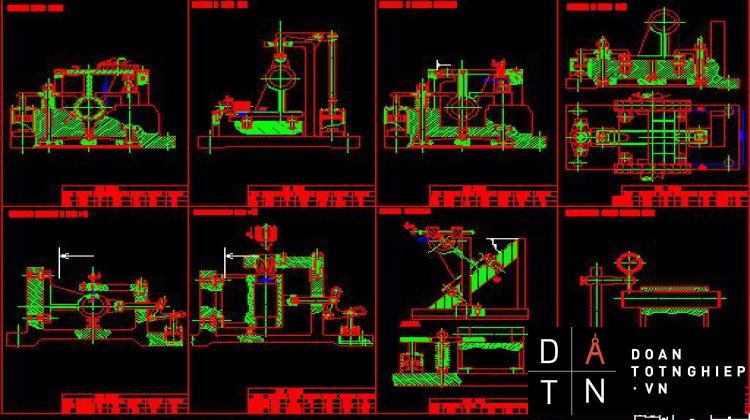
- Sơ đồ định vị và kẹp chặt.
a. Chuyển động cắt gọt :
Chi tiết gá trên bàn máy chuyển động tịnh tiến .
Dao phay chuyển động quay tròn .
- Chọn máy : Máy phay 6M12II
- Chọn dao :
Dao phay đĩa ba mặt răng gắn mảnh hợp kim BK8 với D=100mm, Z=12 răng, B=20mm.
6. Lượng dư gia công : 3mm
- Chế độ cắt .
Bước 1: Phay thô . chọn t=2mm.
Chọn Sz=0.24 (mm/răng). (5-125/113 II)
Vc=80(m/phút). (5-127/115II)
- n=
Chọn máy theo nc=250 v/ph.
=> vtt=
Sph=n.z.sz=254.12.0,24=731(m/ph).
Chọn S=730
- Nc=3.2 (kw).
Bước 2 : phay tinh .
Bước nầy chọn t=1mm.
Chọn sZ=0,18(mm/răng).
Vc=80(mm/ph).
- n=
Chọn theo máy n=254 (v/ph).
- Vtt=
- Sph=n.z.sz=254.12.0,18=548 (mm/ph).
Chọn sph=820 (mm/ph).
- Nc=2,2 (kw).
Lập bản :
|
MÁY 6M12II |
||||||
|
Bước |
Dao |
T(mm) |
Sph(mm/ph) |
V(mm/ph) |
n(v/ph) |
NC (KW) |
|
Phay Thô |
Bk8 |
2 |
730 |
80 |
500 |
3.2 |
|
Phay Tinh |
Bk8 |
1 |
548 |
80 |
575 |
2,2 |
-
Thời gian cơ bản :
- Bước một : phay thô.T0=
Trong đó L: chiều dài mặt gia công .
L1: khoảng ăn dao vào .
L2: Mũikhoan thoát dao ra .
i:số lần ăn dao vào .
Với L1=+(0.5-:-3)(mm)
=
L2=(2-5)(mm) chọn L2=3mm.
Vậy T0=(phút).
b)Bước 2: Phay tinh .
L1=
L2=3 (mm).
Vậy T0=
- Nguyên công II:
Gia công bốn mặt ghề đạt Rz20.
1. Bước nguyên công :
Bước 1: phay thô đạt Rz 50..Rz30.
Bước 2: phay tinh đạt Rz20 .
2. Sơ đồ định vị và kẹp chặt :
3. Chuyển động cắt gọt :
Chi tiết gá trên bàn máy chuyển động cắt gọt .
Dao chuyển động quay tròn đứng yên .
4. Chọn máy : máy phay 6M12II.
5. Chọn Dao:
Dao phay mặt đầu gắn mảnh hợp kim BK8.
D=40mm , chiều dài dao L=104(mm), chiều dài làm việc 40(mm), 10 răng .
6. Lượng dư gia công 3.5(mm).
7.Chế độ cắt :
Bước 1: Bước này chọn t=2,5mm.
Chọn Sz=0,25(mm/răng) (5-141/127II)
Vc=50(m/ph) (5-143/128II).
- n(v/ph).
Chọn theo máy n=400(v/ph).
=> Vtt=.
Sph=n.Z.Sz=400.10.0,25=1000(mm/ph).
=>Nc=4,5(KW).
Bước II: Phay tinh .
Bước này chọn t=1(mm).
Chọn Sz=0,2(mm/răng).
Vc=53(mm/ph).
n==(v/ph).
Chọn n=830(v/ph)..
- Vtt==51,8(mm/ph).
- Sph=nz.Sz=830.10.0,2=664(mm/ph).
- Nc=1,8 (KW).
Lập bản :
|
Máy 6M12II |
||||||
|
Bước |
Dao |
t(mm) |
Sph(mm/ph) |
V(m/ph) |
n(v/ph) |
Nc(KW) |
|
Phay thô |
BK8 |
2,5 |
1000 |
58 |
400 |
4,2 |
|
Phay tinh |
BK8 |
1 |
664 |
51,8 |
830 |
2,8 |
- Thời gian cơ bản :
Bước I:Phay thô.
T0=.
L1= (mm).
L2=(2-5)(mm).
Vậy T0=(phút).
Bước 2: phay tinh:
T0=.
L1= (mm).
L2=3(mm).
Vậy T0==0,29 (phút).=17,5(s).
- Nguyên công 3:
Khoan- Doa hai lổ 17, để định vị chốt trụ và chốt trám .
1.Bước nguyên công
Bước 1: Khoan thô đạt Rz50..Rz30
Bước 2: Doa đạt Rz 6,3.
2. Sơ đồ định vị và kẹp chặt :
3. Chuyển động cắt gọt :
Chi tiết đứng yên trên bàn máy chuyển động tịnh tiến .
dao chuyển động quay tròn vừa tịnh tiến.
4. Chọn máy :
Máy khoang cần 2H53
5. Chọn dao:
Dao khoan : D=16,8(mm)
Vật liệu : BK8.
6. Lượng dư gia công :8,5 (mm)
7.Chế độ cắt :
Bước 1:khoan đạt Rz40.
Với :t= (mm).
Chọn Sz=0,25(mm/vg).
Vc=98(mm/ph).
- n=.
Chọn theo máy : n=1950(v/ph).
- Vtt=
- Nc=1,1(kw).
Bước II:Doa D=17(mm), Rz6,3.
Với t=0,1(mm)
Chọn Sz=0,1(mm/vg).
Vc=90(m/ph).
- n=
Chọn theo máy n=680(v/ph)
- Vtt=.
- Nc=2,2(kw).
Lập bảng :
|
Máy 2H53 |
||||||
|
Bước |
VL-dao |
t(mm) |
Sph(mm/vg) |
V(m/ph) |
n(v/ph) |
Nc(kw) |
|
Khoan |
Bk8 |
8,4 |
0,25 |
97,97 |
950 |
1,1 |
|
Doa thô |
Bk8 |
0,1 |
0,1 |
112 |
680 |
2,2 |
8.Tính thời gian cơ bản.
Bước1: Khoan
T0=(phút).
L1=1..2(mm).
L2=0,5d.cotgy +(0.5-2) (mm)
d:đường kính của lưỡi khoan
y=60
thay vào ta có L2=0,5.16,8.0,577=11,8mm.
Vậy T0=
Bước II: Doa
Tươg tự như trên ta có :
T0=
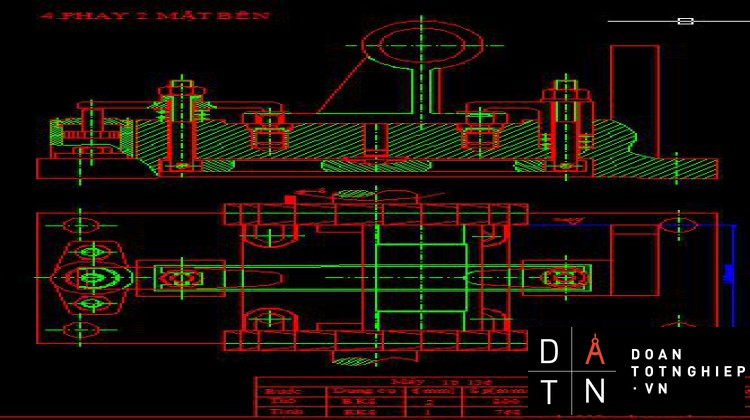
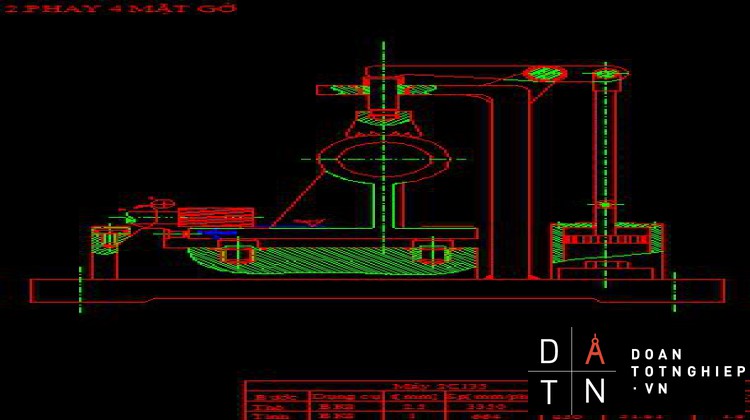
- Nguyên công IV:
Phay hai mặt bên .
- Nguyên công này đạt Rz20.
Bước 1: Phay thô đạt Rz50-Rz30.
Bước 2: Phay thô đạt Rz20.
2. Sơ đồ định vị và kẹp chặt :
Sau khi gia công song mặt đáy và rãnh ta lấy đó làm chuẩn tinh thống nhất cho các quá trình gia công sau này .
Mặt đáy định vị bằng mặt phẳng , rãnh định vị chốt trụ và chốt trám .
- Chuyển động căt gọt.
Dao phay chuyển động quay tròn .
Chi tiết gá trên máy chuyển động tinh tiến .
- Chọn máy :
Máy phay 6M12II.
- Chọn dao :
Dao phay đĩa mặt bên .
D=200(mm), B=25(mm), d=50(mm).
.............................................
Lực cắt: Pz=Cpz.txpz.Sypz.Vnz.Kpz.
=40.0,51.0,20,75.1780.1,15=6,87 (Kg).
Công suất cắt : Nc=(KW).
Thời gian gia công cơ bản :
To1=
|
Bước |
Máy |
Dao |
t(mm) |
V(m/ph) |
n(v/ph) |
T(ph) |
S(mm/vg) |
|
Tiện thô |
1K62 |
BK8 |
1 |
78 |
630 |
0,84 |
0,2 |
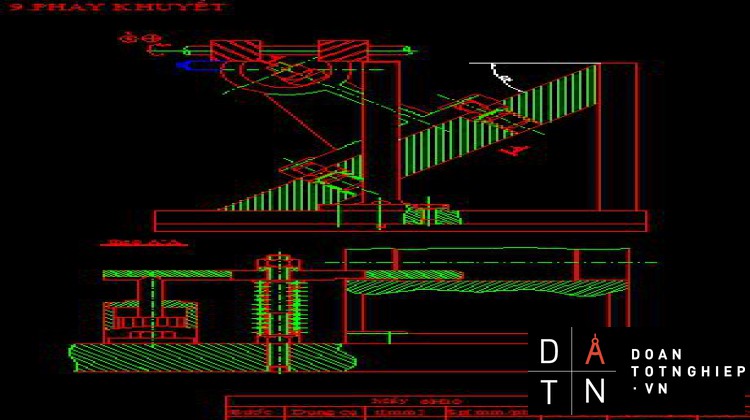
*Nguyên công 9.
Phay mặt khuyết .
Khi gia công mặt này chỉ yêu cầu về hình dáng nên dễ phay hết lượng dư t=30(mm) , tiến hành phay ba lần , mỗi lần phay t=10 (mm) .
2. Chuyển động cắt gọt :
Chi tiết gá trên bàn máy chuyển động tịnh tiến , dao chuyển động quay tròn đứng yên .
3. Chọn máy .
Máy Phay 6M12II.
4. Chọn dao .
Dao phay lăn răng D=60 (mm) , L=30 (mm) , Z=4 răng, vật liệu BK8.
1.Sơ đồ định vị và kẹp chặt.
5. Chế độ cắt .
với t=10 (mm) .
chọn Sz=0,35 (mm/răng) .
V=98 (m/ph) .
- n=(m/ph).
Chọn theo máy n=526 (v/ph).
- Vt=(m/ph).
Sp=n.Z.Sz=520.4.0,35=728 (mm/ph) .
Chọn theo máy.
Sp=730 (mm/ph) .
Công suất cắt : Nc=3,2(kw) . (5-145/130 II)
Lập bảng .
|
Máy 6M12II |
||||||
|
Bước |
Dụng cụ |
t (mm) |
Sp (mm/ph) |
n (v/ph) |
V (m/ph) |
Nc (KW) |
|
Phay lần 1 |
Bk8 |
10 |
728 |
526 |
99 |
3,2 |
|
Phay lần 2 |
Bk8 |
10 |
728 |
526 |
99 |
3,2 |
|
Phay lần 3 |
Bk8 |
10 |
728 |
526 |
99 |
3,2 |
- Thời gian cơ bản .
Mỗi bước phay điều có thời gian cơ bản giống nhau.
T0=(ph).
Trong đó .
L1=
L2=(2...5)(mm) , chọn L2=4 (mm) .
Vậy T0=(ph).
- Nguyên công 10:
Phay 4 rãnh D=17(mm).
1.bước nguyên công
Bước 1: Phay thô đạt Rz50..Rz30
Bước 2: phat tinh thô đạt Rz20..
2. sơ đồ định vị và kẹp chặt :
3. Chuyển động cắt gọt :
Chi tiết chuyển động trên bàn máy chuyển động tịnh tiến .
Dao chuyển động quay tròn .
4. Chọn máy :
Máy phay : 6M12II.
5. Chọn dao:
dao phay ngón : D=17(mm), l=19(mm),L=79(mm).
Vật liệu : BK8.
6. Lượng dư gia công :8,5(mm).
- Chế độ cắt :
Bước 1: phay thô đường kính D=16(mm).đạt Rz40.
Với t=0,5D=0,5.1617=8(mm).
Chọn Sz=0,25(mm/răng).
Vc=60(mm/ph).
- n=.
Chọn theo máy : n=1150(v/ph).
=> Vtt=
Sph=n.Z.Sz=1150.4.0,25=1150(mm/ph).
- Nc=1,1(kw).
Bước II:phay tinh D=17(mm), Rz20.
Với t=0,5(17-16)=0,5(mm).
Chọn Sz=0,25(mm/răng).
Vc=60(m/ph).
- n=
Chọn theo máy n=1120(v/ph)
- Vtt=.
Sph=n.Sz.Z=1120.4.0,25=1120(mm/ph).
- Nc=2,2(kw).
Lập bảng :
|
Máy 6M12II |
||||||
|
Bước |
VL-dao |
t(mm) |
Sph(mm/ph) |
V(m/ph) |
n(v/ph) |
Nc(kw) |
|
Phay Thô |
Bk8 |
8 |
1150 |
57 |
1150 |
1,1 |
|
Phay Tinh |
Bk8 |
0,5 |
1120 |
60 |
1120 |
2,2 |
8.Tính thời gian cơ bản.
Bước1: phay thô .
T0=(phút).
L1=1..2(mm).
L=28,5(mm).
Vậy T0
Bước II: phay tinh .
T0=
I: Nguyên công 10.
Nguyên công kiễm tra. nhằm mục đích
kiễm tra độ song song của tâm lỗ
và mặt đáy của chi tiết .
Để tiến hành nguyên công này ta
cần có một số dụng cụ sau.
Đồng hồ, trục chuẩn , bàn kiểm tra.
Chi tiết được định vị trên bàn kiễm tra
Tiến hành : đặt đồng hồ ở đầu thứ nhất
và đầu thứ hai, ghi kết quả và lấy hiệu của
chúng ta suy ra được độ không song song .
Sơ đồ :
TÀI LIỆU THAM KHẢO
1] : Thiết kế đồ án công nghệ chế tạo máy
[2] : Sổ tay công nghệ chế tạo máy tập 1 (bộ 3 tập)
[3] : Sổ tay công nghệ chế tạo máy tập 2 (bộ 3 tập)
[4] : Sổ tay công nghệ chế tạo máy tập 2 (bộ 3 tập)
[5] : Sổ tay nhiệt luyện
[6] : Công nghệ chế tạo máy tập 1
[7] : Sổ tay công nghệ chế tạo máy tập 1 (bộ 7 tập)
[8] : Sổ tay công nghệ chế tạo máy toàn tập (trường ĐHBK










