KHOÁ LUẬN TỐT NGHIỆP thiết kế máy uốn ống có đường kính ống từ ∅18 đến ∅56.
NỘI DUNG ĐỒ ÁN
BỘ CÔNG THƯƠNG
TRƯỜNG ĐẠI HỌC CÔNG NGHIỆP TP HỒ CHÍ MINH
KHOA CÔNG NGHỆ CƠ KHÍ BỘ MÔN THIẾT KẾ MÁY
KHOÁ LUẬN TỐT NGHIỆP thiết kế máy uốn ống có đường kính ống từ ∅18 đến ∅56
MỤC LỤC
LỜI MỞ ĐẦU.. 1
LỜI CẢM ƠN.. 2
CHƯƠNG 1: TỔNG QUAN VỀ ĐỀ TÀI 3
1.1 Tổng quan nhu cầu sử dụng các loại thép uốn. 3
1.2 Tình hình sử dụng các loại máy uốn ống trên thị trường. 5
1.2.1 Tình hình sử dụng máy uốn ống trên thế giới 5
1.2.2 Tình hình sử dụng máy uốn ống ở Việt Nam.. 7
1.3 Mục tiêu đề tài 9
1.4 Nhiệm vụ đề tài 9
1.5 Giới hạn của đề tài 9
CHƯƠNG 2: PHƯƠNG ÁN THIẾT KẾ MÁY UỐN ỐNG.. 10
2.1 Tiêu chí thiết kế. 10
- 2Ý tưởng thiết kế máy uốn ống. 10
2.2.1 Máy uốn ống hai trục cố định, một trục di chuyển. 10
2.2.1.1 Sơ đồ nguyên lý. 10
2.2.1.2 Nguyên lý hoạt động. 10
2.2.1.3 Ưu điểm.. 11
2.2.1.4 Nhược điểm.. 11
2.2.2 Máy uốn một trục cố định, hai trục di chuyển. 11
2.2.2.1 Sơ đồ nguyên lý. 11
2.2.2.2 Nguyên lý hoạt động. 11
2.2.2.3 Ưu điểm.. 11
2.2.2.4 Nhược điểm.. 12
2.2.3 Máy uốn ống ba trục. 12
2.2.3.1 Sơ đồ nguyên lý. 12
2.2.3.2 Nguyên lý hoạt động. 12
2.2.3.3 Ưu điểm.. 12
2.2.3.4 Nhược điểm.. 13
2.2.4 Máy uốn ống bốn trục. 13
2.2.3.1 Sơ đồ nguyên lý. 13
2.2.3.2 Nguyên lý hoạt động. 13
2.2.3.3 Ưu điểm.. 13
2.2.3.4 Nhược điểm.. 13
2.3 Kết luận. 14
Bảng 2.1 Bảng đánh giá ý tưởng thiết kế máy uốn ống. 14
2.4 Ý tưởng chọn bộ phận nâng hạ tạo đường kính uốn. 15
2.4.1 Phương án nâng hạ bằng thanh răng bánh răng. 15
2.4.1.1 Nguyên lí hoạt động. 15
2.4.1.2 Ưu điểm.. 15
2.4.1.3 Nhược điểm.. 15
2.4.2 Phương án nâng hạ bằng xi lanh khí nén. 16
2.4.2.1 Nguyên lý hoạt động. 16
2.4.2.2 Ưu điểm.. 16
2.4.2.3 Nhược điểm.. 16
2.4.3 Phương án nâng hạ bằng xi lanh thủy lực. 17
2.4.3.1 Nguyên lý hoạt động. 17
2.4.3.2 Ưu điểm.. 17
2.4.3.3 Nhược điểm.. 17
2.4.4 Phương án nâng hạ bằng cơ. 18
2.4.4.1 Nguyên lý hoạt động. 18
2.4.4.2 Ưu điểm.. 18
2.4.4.3 Nhược điểm.. 18
2.5 Kết luận. 18
Bảng 2.2 Bảng đánh giá ý tưởng chọn bộ phận nâng hạ tạo đường kính uốn. 19
CHƯƠNG 3: TÍNH TOÁN MÁY UỐN ỐNG.. 20
3.1 Tính toán vị trí trục của máy uốn ống. 20
3.2 Tính toán lực uốn. 21
3.3 Tính toán các lực tác dụng lên hệ. 23
3.4 Tính toán tốc độ quay của trục dẫn. 24
3.5 Tính toán hệ thống thủy lực. 26
3.5.1 Tính toán lưu lượng. 26
3.5.2 Tính toán chọn xi lanh. 27
3.5.3 Tính toán áp suất trong hệ thống. 28
3.5.4 Chọn bơm dầu. 29
3.5.5 Tính đường kính ống dẫn. 30
3.6 Tính toán bộ truyền xích. 30
3.7 Tính toán trục. 33
3.8 Tính toán ổ lăn. 37
3.9 Tính toán then. 43
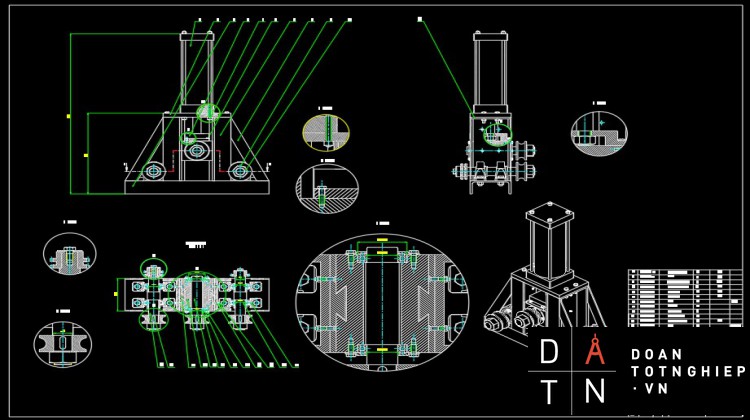
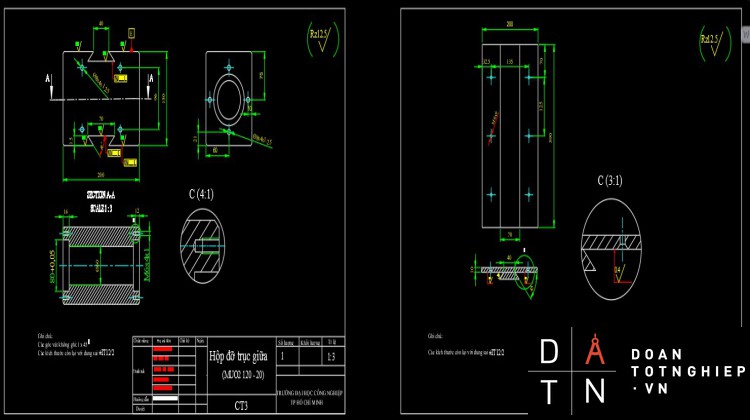
CHƯƠNG 4: QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT TRỤC GIỮA.. 45
4.1 Phân tích chi tiết gia công. 45
4.1.1 Điều kiện kĩ thuật45
4.1.1.1 Dạng sản xuất46
4.1.1.2 Vật liệu và phương pháp tạo phôi47
4.1.1.3 Tính công nghệ trong kết cấu. 48
4.2 Quy trình công nghệ gia công chi tiết trục. 48
4.2.1 Nguyên công 1: Khỏa hai mặt đầu A, G và khoan hai lỗ tâm.. 49
4.2.2 Nguyên công 2: Tiện thô và tinh mặt trụ D, E F. 51
4.2.3 Nguyên công 3: Tiện thô và tinh mặt trụ B, C.. 52
4.2.4 Nguyên công 4: Tiện ren M42. 55
4.2.5 Nguyên công 5: Phay rãnh then 14. 56
4.2.6 Nguyên công 6: Mài mặt trụ E, B.. 56
4.2.7 Nguyên công 7: Kiểm tra. 57
4.3 Tính lượng dư gia công mặt trụ B, E. 58
4.3.1 Tiện thô. 59
4.3.2 Tiện tinh. 59
4.4 TÍNH CHẾ ĐỘ CẮT MẮT TRỤ B, E. 60
4.4.1 Tiện thô. 60
4.4.2 Tiện tinh. 61
CHƯƠNG 5: MẠCH ĐIỆN.. 65
5.1 Mạch động lực và điều khiển cho động cơ. 65
5.2 Mạch điện điều khiển thủy lực. 68
CHƯƠNG 6: KẾT LUẬN VÀ GIẢI PHÁP. 70
6.1 Kết Luận. 70
6.2 Giải Pháp. 70
TÀI LIỆU THAM KHẢO.. 71
MỤC LỤC HÌNH ẢNH
Hình 1.1 Uốn các hình nhỏ. 4
Hình 1.2 Thép uốn trong cầu đường. 4
Hình 1.3 Thép dùng trong sinh hoạt đời thường. 4
Hình 1.4 Uốn ống bằng tay. 5
Hình 1.5 Uốn ống bằng thủy lực điều khiển NC.. 5
Hình 1.6 Máy uốn ống điện thuỷ lực RAPID T10/M.. 6
Hình 1.7 Máy uốn ống TB-DR-60CNC-HR.. 7
Hình 1.8 Máy uốn ống BA4 do Việt Nam sản xuất8
Hình 2.1 Sơ đồ nguyên lý máy uốn hai trục cố định, một trục di chuyển. 10
Hình 2.2 Sơ đồ nguyên lý máy uốn một trục cố định, hai trục di chuyển. 11
Hình 2.4 Sơ đồ nguyên lý máy uốn bốn trục. 13
Hình 2.5 Nguyên lý hoạt động phương án 1. 15
Hình 2.6 Cấu tạo xilanh khí nén. 16
Hình 2.7 Nguyên lý hoạt động phương án 3. 17
Hình 2.8 Nguyên lý hoạt động phương án 4. 18
Hình 3.1 Kết cấu phôi uốn. 20
Hình 3.2 Sơ đồ uốn ống tròn. 21
Hình 3.3 Sơ đồ lực tác dung lên ống. 22
Hình 3.4 Ứng suất tác dụng vào ống. 22
Hình 3.5 Sơ đồ lực uốn tác dụng lực lên puly uốn. 23
Hình 3.6 Sơ đồ phân tích lực tĩnh học. 24
Hình 3.7 Sơ đồ hệ thống thủy lực điều khiển hệ. 26
Hình 3.8 Moto thủy lực OMP200. 27
Hình 3.9 Xi lanh thủy lực Parker HMI100. 28
Hình 3.10 Bơm thủy lực HGP- 4A-32. 29
Hình 3.11 Động cơ điện PARMA 3 pha 22HP. 30
Hình 3.12 Hình ảnh trục I35
Hình 3.13 Hình ảnh trục II35
Hình 3.14 Hình ảnh trục III36
Hình 3.15 Hinh ảnh kiểm nghiệm trục I36
Hình 3.16 Hình ảnh kiểm nghiệm trục II37
Hình 3.17 Hình ảnh kiểm nghiệm trục III37
Hình 3.18 Chi tiết ổ lăn. 38
Hình 3.19 Sơ đồ đặt lực trục I38
Hình 3.20 Sơ đồ đặt lực trục II40
Hình 3.21 Sơ đồ đặt lực trục III41
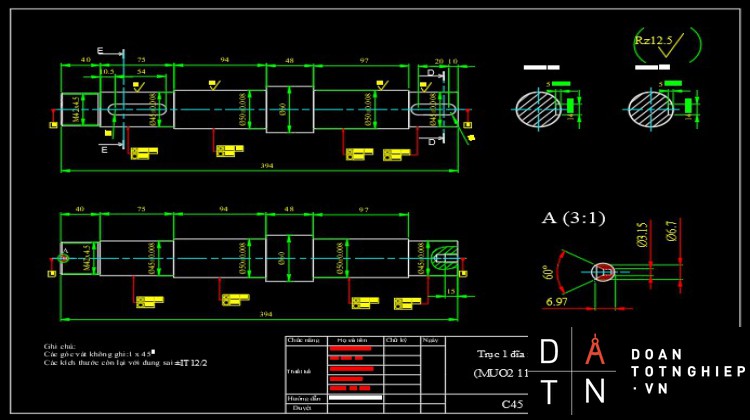
Hình 4.1 Bản vẽ chế tạo trục giữa. 45
Hình 4.2 Bản vẽ phôi46
Hình 4.3 Khối lượng chi tiết46
Hình 4.4 Bản vẽ ký hiệu gia công. 49
Hình 4.5 Nguyên công 1- Bước 1: Khỏa mặt đầu A, G.. 49
Hình 4.6 Nguyên công 1- Bước 2: Khoan mũi chống tâm.. 50
Hình 4.7 Nguyên công 2- Bước 1: Tiện thô mặt trụ D, E, F. 51
Hình 4.8 Nguyên công 2- Bước 2: Tiện tinh D, E, F. 52
Hình 4.9 Nguyên công 3- Bước 1: Tiện thô mặt trụ C, B.. 53
Hình 4.10 Nguyên công 3- Bước 2: Tiện tinh mặt trụ C, B.. 54
Hình 4.11 Nguyên công 3- Bước 2: Vát mép 1x 45°. 55
Hình 4.12 Nguyên công 4- Tiện ren M42. 56
Hình 4.13 Nguyên công 5- Bước 1: Mài thô, tinh măt trụ B.. 57
Hình 4.14 Nguyên công 5- Bước 2: Mài thô, tinh măt trụ E. 57
Hình 4.15 Nguyên công 6: Kiểm tra. 58
Hình 5.1 Sơ đồ mạch điện điều khiển động cơ. 65
Hình 5.2 Mạch động lực. 66
Hình 5.3 Aptomat67
Hình 5.4 Contactor67
Hình 5.5 Relay nhiệt67
Hình 5.6 Sơ đồ mạch thủy lực. 68
Hình 5.7 Mạch điện điều khiển hệ thống thủy lực. 68
Hình 5.8 Công tắc 3 vị trí69
MỤC LỤC BẢNG BIỂU
Bảng 2.1 Bảng đánh giá ý tưởng thiết kế máy uốn ống. 14
Bảng 2.2 Bảng đánh giá ý tưởng chọn bộ phận nâng hạ tạo đường kính uốn. 19
Bảng 4.1 Dạng sản xuất47
Bảng 4.2 Hệ số điểu chỉnh chế độ cắt60
Bảng 4.3 Hệ số điểu chỉnh chế độ cắt62
Bảng 4.4 Bảng tổng hợp lượng dư gia công. 64
LỜI MỞ ĐẦU
Trong thời đại ngày nay, ngành cơ khí là một trong những ngành quan trọng, có tính then chốt và cũng là nền tảng để đưa đất nước ta trở thành một nước công nghiệp hiện đại. Để đáp ứng nhu cầu khoa học kỹ thuật nói chung và ngành cơ khí nói riêng thì kỹ sư cơ khí là rất cần thiết đối với một nước công nghiệp phát triển.
Hiện nay, nhu cầu về ống là rất cần thiết để phục vụ nhiều cho nhiều lĩnh vực khác nhau trong cuộc sống và trong lao động như: ngành y tế, hàng tiêu dùng, thủy lợi, đóng thuyền, xây dựng…
Để đáp ứng nhu cầu của xã hội cũng như để tổng kết lại những kiến thức đã học cũng như để làm quen với công việc thiết kế của người cán bộ kỹ thuật trong ngành cơ khí sau này. Cùng với sự hướng dẫn của giảng viên hướng dẫn, nhóm em xin chọn đề tài: “Thiết kế và chế tạo máy uốn ống” làm đề tài tốt nghiệp.
Đồ án tốt nghiệp của chúng em gồm 6 chương:
- Chương 1: Tổng quan về đề tài
- Chương 2: Phương án thiết kế máy uốn ống
- Chương 3: Tính toán máy uốn ống
- Chương 4: Quy trình công nghệ gia công chi tiết trục giữa
- Chương 5: Mạch điện
- Chương 6: Kết luận và giải pháp
LỜI CẢM ƠN
Lời cảm ơn đầu tiên em xin được gửi tới giảng viên hướng dẫn ĐỒ ÁN TỐT NGHIỆP của nhóm tại trường Đại học Công nghiệp TP.HCM, đó là thầy Lê Thanh Danh. Nhờ có thầy mà nhóm có thể học hỏi thêm nhiều các kiến thức về chuyên ngành cơ khí và đã tạo điều kiện, hỗ trợ nhóm trong suốt quá trình thực hiện đề tài. Trong suốt quá trình học tập, thầy đã giúp nhóm tích lũy thêm được nhiều kiến thức, có cái nhìn khách quan hơn về chuyên ngành mà mình đang theo học. Xin gửi lời cảm ơn chân thành nhất đối với những thầy cô đã giảng dạy trong những năm qua.
Tiếp theo chúng em xin gửi lời cảm ơn tới gia đình, người thân – hậu phương vững chắc đã luôn bên em mỗi khi chúng em gục ngã, luôn động viên tiếp lửa để em có được ngày hôm nay, được theo học và phát triển bản thân tại ngôi trường này.
Cảm ơn các thành viên trong nhóm thực hiện đề tài này cũng như các bạn trong lớp đã giúp nhóm trong quá trình làm đề tài, tích lũy thêm nhiều kiến thức mới. Ngoài ra cũng nhờ các bạn mà bản thân mỗi thành viên trong nhóm đã có được sự tự tin trong quá trình học tập.
Ngoài ra chúng em cũng xin gửi lời cảm ơn đến các tác giả trong phần Tài liệu tham khảo của bài báo cáo này. Nhờ có các kiến thức bổ ích từ tác giả mà chúng em mới có thể hoàn thành tốt bài báo cáo của mình.
Xin gửi lời cảm ơn chân thành nhất đến tất cả mọi người.
CHƯƠNG 1: TỔNG QUAN VỀ ĐỀ TÀI
1.1 Tổng quan nhu cầu sử dụng các loại thép uốn
Trong lĩnh vực xây dựng dân dụng và công nghiệp, từ những năm 90 trở lại đây việc sử dụng các kết cấu trong công trình bằng thép đã có những tiến bộ nhanh chóng và vượt bậc. Nhiều công trình xây dựng nhà xưởng, cầu đường, dàn khoan, ... đã ứng dụng thành công các sản phẩm kết cấu thép. Ở nước ta thép ống được sử dụng rất nhiều không chỉ trong nền công nghiệp mà còn được sử dụng trong trang trí nội thất, xây dựng... rất là rộng rãi. Theo thống kê của ngành công nghiệp ô tô chỉ riêng hãng Toyota thì một loại ống dẫn nước làm mát cho động cơ với hình dạng gồm 3 chỗ uốn với 3 bán kính cong khác nhau thì theo đơn đặt hàng cũng đã đạt 10.000 sản phẩm/năm. Như vậy từ số liệu trên cho ta thấy ở Việt Nam hiện nay nhu cầu sử dụng thép ống là rất lớn. Nếu lấy trung bình thì cả nước ta cần tối thiểu là 90.000 sản phẩm/năm, cho 9 công ty lớn lắp ráp và sản xuất ô tô tại Việt Nam như Ford, Misubishi, Honda,... những số liệu này cũng cho ta thấy một loại ống mà cần số lượng ống đáng kể như trên thì trong một chiếc ô tô có rất nhiều loại ống với hình dạng và kích thước khác nhau, chưa kể đến các ngành giao thông khác như tàu thủy, tàu hỏa, máy bay... thì lượng ống cung cấp cho các công ty này lớn đến mức nào, tuy nhiên hiện nay theo thống kê của bộ xây dựng thì các loại ống này chủ yếu là nhập khẩu.
Theo tư liệu của các nhà máy chế tạo công nghiệp thì trong một dự án chế tạo một thiết bị dây chuyền thì cần ít nhất 20 chủng loại ống khác nhau mỗi chủng loại có khoảng hơn 4000 chi tiết với các đường kính cong và góc uốn khác nhau. Nếu mang ra nước ngoài gia công cũng như đầu tư máy uốn hiện đại thì chi phí đầu tư lớn, trong khi các nhà thiết kế sử dụng máy móc có sẵn trên thị trường làm sản phẩm có độ chính xác rất thấp, chất lượng sản phẩm kém, không có thẩm mĩ vì vậy hầu hết vốn đầu tư cho các dự án này thuộc về các công ty nước ngoài do sản phẩm họ có chất lượng cao hơn trong nước. Theo thống kê của ngành xây dựng trang trí nội thất, thiết bị phục vụ xây dựng thì nhu cầu uốn ống là rất lớn. Hiện nay với nhu cầu đang phát triển về xây dựng nhà hay cầu, đường hay các công trình khác nhau có tới hơn 10.000 chủng loại thép định hình, ống, dẹt... được uốn theo nhiều kiểu hoa văn đa dạng phong phú và số lượng ống này thay đổi theo từng ngày mà ta không thể thống kê hết được.
Hình 1.1 Uốn các hình nhỏ
Hình 1.2 Thép uốn trong cầu đường
Hình 1.3 Thép dùng trong sinh hoạt đời thường
1.2 Tình hình sử dụng các loại máy uốn ống trên thị trường
1.2.1 Tình hình sử dụng máy uốn ống trên thế giới
Hiện nay trên thế giới, thép ống được sử dụng rất rộng rãi trong hầu hết các ngành từ công nghiệp, xây dựng, trang trí nội thất với rất nhiều chủng loại ống khác nhau có đường kính cũng như vật liệu làm ống rất đa dạng, vì vậy việc chế tạo máy uốn phù hợp với nhu cầu là rất cần thiết. Các chủng loại máy uốn ống khá đa dạng từ bằng tay, đến động cơ rồi đến NC hay CNC với khả năng có thể uốn với nhiều bán kính khác nhau với độ chính xác và năng suất rất cao.
Hình 1.4 Uốn ống bằng tay
Hình 4 là một máy uốn ống bằng tay hoàn toàn, cơ cấu nhỏ gọn, phù hợp với các xưởng gia công nhỏ, các cơ sở gia đình, mỹ nghệ, …nhưng loại máy này chỉ uốn được các loại ống nhỏ, đơn giản, chi phí sản xuất ống cao, đòi hỏi tay nghề cao từ thợ làm việc.
Hình 1.5 Uốn ống bằng thủy lực điều khiển NC
Hình 5 là máy uốn ống bán tự động NC dùng để uốn ống có độ chính xác cao, kích thước ống tương đối lớn, máy sử dụng động cơ thuỷ lực vì vậy tạo ra lực uốn tác dụng lên ống đồng đều ít sinh ra khuyết tật trong khi uốn. Việc điều khiển máy tương đối đơn giản. Máy uốn này có sử dụng đầu phân độ vì vậy ống được xoay theo các dạng khác nhau để uốn những ống có nhiều đoạn cong với bán kính cong đa dạng.
Ngoài ra có một loại máy hoạt động theo nguyên lý khác là không quay khuôn để uốn cong chi tiết mà dùng pittong thuỷ lực đẩy khuôn để uốn cong chi tiết đó là máy uốn ống điện thuỷ lực dẫn động bằng động cơ RAPID T10/M. Như hình 1.2.3, máy được lắp hộp giảm tốc điện thuỷ lực, điều khiển từ xa bằng bộ phân phối 2 chiều, là thiết bị được thiết kế cho độ chính xác đặc biệt. Hộp giảm tốc bao gồm các pittong với van giới hạn cho phép xả dầu tự động để đạt ứng suất làm việc việc lớn nhất và duy trì áp lực làm việc. Một trong những model này được lắp ráp với một bàn gia công 2 tầng chắc chắn. Hộp số thuỷ lực được lắp ở tầng dưới, trong khi máy uốn ống được lắp ở tầng trên. Loại máy RAPID T10/M là loại máy mới trên thị trường và có thể vận hành bằng tay khi cần thiệt. Máy uốn có các chốt thay đổi vì vậy có thể thay đổi khuôn uốn một cách dễ dàng, máy uốn được dùng để uốn ống có kích thước lớn vì chế tao khuôn uốn tương đối đơn giản.
Hình 1.6 Máy uốn ống điện thuỷ lực RAPID T10/M
Máy uốn ống TB-DR-60CNC-HR của hãng TAIYO Nhật Bản như hình 6 Máy được điều khiển bằng phần mềm đây là phần mềm FANUC là chuẩn điều khiển máy CNC của tập đoàn FANUC Nhật Bản, phần mềm được các hãng sản xuất máy CNC sử dụng rộng rãi- điều khiển nhanh, hiệu suất cao, thao tác và lập trình được thông qua màn hình cảm ứng. Sản phẩm uốn chính xác, bề mặt không có nết nhăn, có thể uốn một ống uốn góc độ uốn không giới hạn tiết kiệm được thời gian tháo lắp ống. Bộ nhớ tới 30 kênh, 1 kênh có 20 bước uốn. Máy có khả năng uốn 3D, độ chính xác tương ứng với các thông số sau: góc uốn, độ dịch ống dọc thân máy, góc quay ống là 0,1 độ, 0,1mm, 0,1 độ.
Hình 1.7 Máy uốn ống TB-DR-60CNC-HR
1.2.2 Tình hình sử dụng máy uốn ống ở Việt Nam
Ở nước ta ống cũng được sử dụng rất nhiều không chỉ riêng trong công nghiệp mà trong trang trí nội thất, xây dựng cũng được sử dụng rộng rãi. Theo thống kê của ngành công nghiệp ô tô chỉ riêng hãng Toyota thì một loại ống dẫn nước làm mát cho động cơ hình dạng chỉ có 3 chỗ uốn với 3 bán kính cong khác nhau theo đơn đặt hàng thì đến 10.000 sản phẩm/năm. Như vậy từ số liệu trên cho ta thấy ở Việt Nam hiện nay nhu cầu sử dụng ống rất là lớn, nếu lấy trung bình thì cả nước ta cần tối thiểu là 90.000 sản phẩm/năm cho 9 công ty lắp ráp và sản xuất ô tô tại Việt Nam như honda, izuzu, mitsubisi, …Nhưng số liệu này cũng cho ta thấy chỉ có một loại ống mà cần tốn tới số lượng lớn ống như thế, ngoài ta chúng ta còn chưa kể tới xe gắn máy, tàu lửa, tàu thuỷ, … thì lượng ống cung cấp cho các công ty này lớn tới mức nào.
Theo thống kê của ngành xây dựng trang trí nội thất, thiết bị phục vụ xây dựng thì nhu cầu uốn ống là rất lớn, hiện nay đang phát triển nhu cầu về xây dựng nhà, xây dựng cầu hay các công trình rất nhiều có tới hơn 100.000 chủng loại khác nhau từ các loại thép định hình, ống, dẹt, … được uốn theo nhiều kiểu hoa văn đa dạng, phong phú và số lượng ống này thay đổi từng ngày mà ta không thể thống kê hết được.
Hiện nay nước ta cũng có một số công ty cũng có sản xuất máy uốn ống như xưởng công ty thương mại uốn ống Minh Thành-TP.HCM sản xuất máy uốn ống 6 đầu trục, được dùng để uốn ống thép, inox, … dùng trong dân dụng làm lan can, cầu thang, ban công, … và được dùng trong sản xuất công nghiệp.
Hình 1.8 Máy uốn ống BA4 do Việt Nam sản xuất
Hình 8 là máy uốn ống BA4 do Việt Nam chế tạo và sản xuất trên dây chuyền công nghệ tiên tiến. Máy có khả năng uốn được ống 76. Máy sử dụng động cơ 2.2kw tương đương với sức kéo 3HP. Máy dùng cho các công trình dân dụng cũng như công nghiệp, Uốn cầu thang, uốn mái vòm, uốn vòm cổng hoặc hành lang lan can vv...
Nhu cầu sử dụng ống ở nước ta là rất lớn tuy nhiên hiện nay chưa có công ty hay tổ chức nào chuyên sản xuất hay nghiên cứu về máy uốn ống vì vậy tài liệu vẫn còn hạn chế. Ở nước ta chỉ có các cơ sở uốn ống nhỏ lẻ, thiết bị còn lạc hậu, năng suất thấp, chất lượng chưa đảm bảo và nhiều hạn chế về vận hành tự động.
Trên thị trường đã có nhiều loại máy uốn khác nhau, từ thủ công, bán tự động cho đến tự động. Ở Việt Nam cũng đã xuất hiện nhiều loại máy uốn khác nhau, nhưng hầu hết là sản phẩm được nhập khẩu từ bên ngoài nên đôi lúc nhu cầu của khách hàng còn nhiều hạn chế và đặc biệt là giá thành còn rất cao. Việc chế tạo máy uốn trong nước sẽ làm hạ giá thành sản phẩm rất nhiều, bên cạnh đó còn tăng vị thế cạnh tranh của thị trường trong nước so với thị trường thế giới trong lĩnh vực công nghiệp sản xuất máy móc, thiết bị.
1.3 Mục tiêu đề tài
- Mục tiêu của đề tài là nắm vững phương pháp thiết kế hiện đại để có thể nghiên cứu “Thiết kế máy uốn ống” để phục vụ cho sản xuất, công nghiệp và đời sống con người hiện nay.
- Máy uốn được ống có đường kính ống từ ∅18 đến ∅56.
- Năng suất của máy đạt 3m/s.
- Máy chạy ổn định và có tính khả thi cao.
- Máy dễ lắp ráp, sử dụng và dễ bảo hành sửa chữa.
1.4 Nhiệm vụ đề tài
- Tìm hiểu về các máy uốn ống trên thị trường, nguyên lý hoạt động cũng như cơ cấu làm việc của máy.
- Đưa ra các phương án thiết kế đa dạng phù hợp với các tiêu chí chọn lựa từ đó chọn ra phương án thiết kế tốt nhất.
- Nêu ra nguyên lý hoạt động và tính toán lực cần thiết để uốn cong ống.
- Thiết kế mạch điều khiển thủy lực. Giới thiệu và tính toán phần thủy lực.
- Tính toán sức bền một số chi tiết máy, tính toán thiết kế bộ truyền xích và thiết kế trục.
- Đưa ra bản vẽ thiết kế cho máy uốn ống.
- Chế tạo mô hình máy uốn ống và cho chạy thực nghiệm kiểm tra.
1.5 Giới hạn của đề tài
- Phạm vi nghiên cứu chỉ áp dụng tại địa bàn TP.HCM
- Giai đoạn thực hiện nghiên cứu khá khó khăn chịu ảnh hưởng.
- Không gian: phạm vi nghiên cứu của đề tài này được áp dụng trong khu vực Thành phố Hồ Chí Minh, tại những cơ sở, xưởng sản xuất nhỏ lẻ.
- Thời gian: Học kì 1 năm học 2022 - 2023
- Vấn đề nghiên cứu: thiết kế, chế tạo mô hình máy uốn ống.
CHƯƠNG 2: PHƯƠNG ÁN THIẾT KẾ MÁY UỐN ỐNG
2.1 Tiêu chí thiết kế
- Kiểu dáng:
- Kết cấu nhỏ gọn, thẩm mỹ
- Cơ chế điều khiển:
- Dễ sử dụng, dễ điều khiển
- Chi phí:
- Giá thành rẻ hơn so với thị trường
- Chế tạo:
- Các bộ phận của máy phải dễ dàng chế tạo
- Các thiết bị phụ trợ cơ khí phổ biến ở ngoài thị trường
- Dễ thay thế, bảo hành sửa chữa
2.2Ý tưởng thiết kế máy uốn ống
2.2.1 Máy uốn ống hai trục cố định, một trục di chuyển
2.2.1.1 Sơ đồ nguyên lý
Hình 2.1 Sơ đồ nguyên lý máy uốn hai trục cố định, một trục di chuyển
2.2.1.2Nguyên lý hoạt động
Máy uốn làm việc được nhờ truyền động từ động cơ, hai con lăn uốn cố định xoay làm cho ống cần uốn di chuyển liên tục. Để tạo đường kính uốn cho ống bộ phận truyền lực mang nhiệm vụ đưa con lăn di chuyển xuống tác động lực vào ong để tạo đường kính cho ống uốn.
2.2.1.3 Ưu điểm
- Tính thẩm mỹ cao
- Điều chỉnh lực bằng máy nên có độ chính xác cao.
- Dễ bảo trì, sữa chữa, lắp ráp.
- Lực tác dụng lên ống đều
2.2.1.4 Nhược điểm
- Giá thành cao
- Người điều khiển phải có chuyển môn
2.2.2 Máy uốn một trục cố định, hai trục di chuyển
2.2.2.1 Sơ đồ nguyên lý
Hình 2.2 Sơ đồ nguyên lý máy uốn một trục cố định, hai trục di chuyển
2.2.2.2 Nguyên lý hoạt động
Ống cần uốn được đưa vào con lăn di chuyển liên tục trên con lăn nhờ động cơ kéo con lăn cố định quay. Để tạo đường kính uốn cho ống, cơ cấu truyền lực sẻ từ từ đẩy 2 con lăn động xuống đến lức đạt được đường kính mong muốn.
2.2.2.3 Ưu điểm
- Tính thẩm mỹ cao
- Điều chỉnh lực bằng máy nên có độ chính xác cao.
2.2.2.4 Nhược điểm
- Giá thành cao
- Người điều khiển phải có chuyển môn
- Độ bền không cao
- Lực tác dụng lên ống không đều
2.2.3 Máy uốn ống ba trục
2.2.3.1 Sơ đồ nguyên lý
Hình 2.3 Sơ đồ nguyên lý máy uốn ba trục
2.2.3.2 Nguyên lý hoạt động
Máy uốn làm việc đường truyền từ động cơ sang hộp giảm tốc, thông qua bánh răng khiến con lăn 1 và con lăn 2 xoay kéo ống vào. Để tạo đường cong cho ống, ta gắn vít me để điều khiển con lăn 3 lên xuống.
2.2.3.3 Ưu điểm
- Kết cấu tương đối đơn giản
- Độ chính xác, năng suất tương tối cao phù hợp cho sản xuất loạt vừa và nhỏ
- Giá thành thấp
- Vận hành tương đối dễ
2.2.3.4 Nhược điểm
- Lực tác dụng lên ống không đồng đều
- Tính thẩm mỹ chưa cao
2.2.4 Máy uốn ống bốn trục
2.2.3.1 Sơ đồ nguyên lý
Hình 2.4 Sơ đồ nguyên lý máy uốn bốn trục
2.2.3.2 Nguyên lý hoạt động
Máy uốn hoạt động được truyền từ động cơ sang hộp giảm tốc, thông qua bánh răng khiến con lăn 3 xoay. Để kẹp chặt ống ta điều khiển con lăn 1 đi xuống. Để tạo đường cong cho ống, ta điều khiển con lăn 2 và con lăn 4 lên xuống sao cho phù hợp với yêu cầu.
2.2.3.3 Ưu điểm
- Dễ gia công chế tạo
- Làm việc đạt năng suất
- Tính thẩm mỹ cao
2.2.3.4 Nhược điểm
- Độ chính xác không cao
- Người điều khiển đòi hỏi chuyên môn cao
- Giá thành tương đối cao
2.3 Kết luận
Dựa vào các phương án nêu trên, chỉ ra được các chỉ tiêu cho các phương án thiết kế:
- Tính thẩm mỹ cao
- Dễ gia công chế tạo
- Làm việc êm, đạt năng suất
- Có độ bền cao
- Dễ dàng lắp ráp, thay thế
- Giả cả hợp lí
- An toàn
Từ đó ta có bảng đánh giá các chỉ tiêu:
Bảng 2.1 Bảng đánh giá ý tưởng thiết kế máy uốn ống
|
Ý tưởng
Tiêu chí |
Phương án 1 |
Phương án 2 |
Phương án 3 |
Phương án 4 |
|
Tính thẩm mỹ cao
|
+ |
+ |
- |
+ |
|
Dễ gia công chế tạo |
+ |
+ |
+ |
+ |
|
Làm việc êm, đạt năng suất
|
+ |
+ |
- |
+ |
|
Có độ bền cao |
+ |
- |
- |
- |
|
Dễ dàng lắp ráp, thay thế
|
+ |
+ |
+ |
+ |
|
Giá cả hợp lí
|
- |
- |
+ |
- |
|
Tổng điểm (+) |
5 |
4 |
3 |
4 |
|
Tổng điểm (-) |
1 |
2 |
3 |
2 |
|
Tổng điểm toàn bộ |
4 |
2 |
0 |
2 |
Dựa vào những tiêu chí của bản đánh giá nhóm quyết định chọn phương án thiết kế máy uốn ống một trục di chuyển 2 trục cố định.
2.4 Ý tưởng chọn bộ phận nâng hạ tạo đường kính uốn
2.4.1 Phương án nâng hạ bằng thanh răng bánh răng
2.4.1.1Nguyên lí hoạt động
Hình 2.5 Nguyên lý hoạt động phương án 1
Bộ truyền động thanh răng bánh răng vận hành theo nguyên lý biến đổi từ chuyển động quay của động cơ sang chuyển động tịnh tiến. Khi thanh răng và bánh răng kết hợp với nhau sẽ tạo thành chuyển động ăn khớp theo dạng khép cứng vào nhau, không gây ra độ trượt, độ rung, để đẩy trục con lăn di động xuống tạo đường kính cho ống uốn.
2.4.1.2 Ưu điểm
- Dễ dàng truyền động từ trục này qua trục khác, và qua các trục song song nhau
- Truyền động tốc độ và truyền lực lớn vì vậy được ưa chuộng cho các máy móc vận động hiện đại
- Bánh răng thẳng có cấu tạo đơn giản, tuổi thọ lâu
2.4.1.3 Nhược điểm
- Truyền động với tốc độ nhanh thì gây ra tiếng động mạnh
- Yêu cầu gia công phải cực kì chính xác
2.4.2 Phương án nâng hạ bằng xi lanh khí nén
2.4.2.1 Nguyên lý hoạt động
Hình 2.6 Cấu tạo xilanh khí nén
Sau khi lắp đặt xy lanh vào đúng vị trí và kích hoạt nó, khí nén được đưa vào bên trong xi lanh thông qua ống dẫn khí và cửa khí vào. Lượng khí nén tăng lên dần dần và sẽ chiếm lấy không gian bên trong xi lanh. Điều này khiến piston phải dịch chuyển theo kiểu tịnh tiến tới lui tạo đường kính cần thiết cho ống uốn. Khí nén sẽ đi qua cửa khí ra và xả môi trường bên ngoài, kết thúc 1 chu kỳ hoạt động. Và xy lanh sẽ vận hành cho đến khi người điều khiển ngắt khí.
2.4.2.2 Ưu điểm
- Không khí có ở khắp mọi nơi sẵn sàng nén với số lượng không hạn chế
- Khí nén có thể vận chuyển nhẹ nhàng bằng đường ống
- Khí nén không nhạy cảm với thay đổi nhiệt độ
- Không nghuy hiểm về cháy nổ
- Có thể điểu chỉnh vật tốc và lực dễ dàng
- Tính thẩm mỹ cao
2.4.2.3 Nhược điểm
- Khí nén phải được làm sạch trước khi sử dụng
- Lực sinh ra bị giới hạn bởi tiết diện của piston
- Khí nén không cho phép piston nén bằng hằng số
- Khi thoát khí gây tiếng ồn
2.4.3 Phương án nâng hạ bằng xi lanh thủy lực
2.4.3.1 Nguyên lý hoạt động
Hình 2.7 Nguyên lý hoạt động phương án 3
Thiết bị này hoạt động theo một nguyên lý làm việc xy lanh thủy lực rất đơn giản đó là: Lực được áp dụng tại một thời điểm chuyển đến một địa điểm khác thông qua việc sử dụng một chất lỏng không nén được. Thông qua quá trình đó piston được đẩy đến vị trí để tạo đường kính cần thiết cho ống cần uốn.
2.4.3.2 Ưu điểm
- Cấu tạo đơn giản, dễ lắp đặt, sử dụng và sửa chữa
- Lực tác động mạnh, phù hợp với các máy cần công suất lớn
- Kết cấu thiết bị đơn giản, thẩm mỹ
- Tuổi thọ cao, ít hư hỏng
- Có độ chính xác cao, cần thiết với các máy chế tạo cần độ chính xác
2.4.3.3 Nhược điểm
- Vận tốc tiến và lùi sẽ bị thay đổi khi mà phụ tải thay đổi
- Giảm hiệu suất do rò rỉ và thoát dầu
- Nhiệt độ tác đọng đến độ chính xác của xi lanh
2.4.4 Phương án nâng hạ bằng cơ
2.4.4.1 Nguyên lý hoạt động
Hình 2.8 Nguyên lý hoạt động phương án 4
Nguyên lí hoạt động của cơ cấu truyền lực bằng cơ này rất đơn giản, chỉ cần quay tay quay tác động lực vào trục chứa khuốn uốn đến khi đạt được đường kính mong muốn.
2.4.4.2 Ưu điểm
- Dễ chế tạo, dễ gia công và lắp ráp
- Hoạt động đơn giản
- Chi phí rẻ
2.4.4.3 Nhược điểm
- Không có tính tự động hóa
- Dễ bị hư hỏng khi cần dùng lực siết mạnh để tạo lực nén
- Tự gia công, không có sẳn trên thị trường
2.5 Kết luận
Từ những phương án trên chúng ta kết luận được các chỉ tiêu để chọn cơ cấu truyên lực để tạo đường kính ống.
- Dễ chế tạo hoặc có sẳn trên thị trường
- Có tính tự động hóa cao
- Độ bền cao
- Tính thẩm mỹ
...
Các thiết bị trong mạch
1. Aptomat - đóng cắt mạch điện
2. Contactor - theo chế độ điều khiển
3. Relay nhiệt - bảo vệ quá dòng điện
4. Động cơ 3 pha
Nguyên lý hoạt động mạch điều khiển
Mở MCCB cấp nguồn cho mạch động lực và mở MCB cấp nguồn cho mạch điều khiển.
Nhấn nút ON, cuộn dây K của Contactor có điện. Tiếp điểm thường mở K đóng lại để duy trì, đồng thời bên mạch động lực tiếp điểm chính của K đóng lại cấp điện cho động cơ, động cơ khởi động.
Nhấn nút OFF, cuộn dây K của Contactor mất điện. Tiếp điểm chính K bên mạch động lực mở ra, động cơ mất điện, dừng.
Khi có sự cố quá tải hoặc ngắn mạch. Lúc này phần tử đốt nóng của relay nhiệt (OL) sẽ hoạt động và điều khiển tiếp điểm thường đóng OL bên mạch điều khiển mở ra cuộn dây K của Contactor làm mất điện, tiếp điểm chính K ở mạch động lực mở ra ngắt điện cho động cơ.
Hình 5.3 Aptomat
Hình 5.4 Contactor
Hình 5.5 Relay nhiệt
5.2 Mạch điện điều khiển thủy lực
Hình 5.6 Sơ đồ mạch thủy lực
Hình 5.7 Mạch điện điều khiển hệ thống thủy lực
Nguyên lí hoạt động:
Sử dụng nguồn điện – 0 +24v, khi xoay công tắc K1 tới vị trí A1 sẽ cấp điện cho công tắc A1 khi đó kích cuộn R1 làm xi lanh đi về vị trí P1, tiếp theo ta xoay công tắc K1 về vị trí ban đầu để dừng tại điểm mong muốn, xoay công tắc K2 tới vị trí A2 sẽ cấp điện cho công tắc A2 khi đó kích cuộn R2 làm xi lanh đẩy ra theo hành trình P1 à P2.
Khi xoay công tắc K1 tới vị trí A3 sẽ cấp điện cho công tắc A3 khi đó kích cuộn R3 làm động cơ quay từ trái sang phải, tiếp theo ta xoay công tắc K1 về vị trí ban đầu để dừng động cơ, xoay công tắc K2 tới vị trí A4 khi đó kích cuộn R4 làm động cơ quay từ phải sang trái.
Hình 5.8 Công tắc 3 vị trí
CHƯƠNG 6: KẾT LUẬN VÀ GIẢI PHÁP
6.1 Kết Luận
Việc thiết kế và hoàn thiện mô hình máy uốn ống góp phần giải quyết vấn đề nhu cầu sử dụng ống uốn của xã hội. Ngoài ra, việc thiết kế, tính toán, gia công mô hình giúp chúng em hiểu rõ về việc thiết kế ra một sản phẩm cơ khí hoàn chỉnh từ khâu ra ý tưởng, thiết kế, vẽ 2D, 3D và cuối cùng là gia công sản phẩm.
Trong thời gian qua với sự nỗ lực của nhóm và sự hướng dẫn nhiệt tình của giáo viên hướng dẫn, chúng em đã hoàn thành đồ án tốt nghiệp của mình.
Đồ án tốt nghiệp đã đạt được những kết quả sau:
Nghiên cứu, tìm hiểu về đa dạng các loại máy uốn ống trên thị trường và chọn ra phương án thiết kế hợp lí nhất.
Thiết kế, mô phỏng 3D sản phẩm và tiến hành gia công từ bản vẽ 2D.
Gia công và cho chạy thử nghiệm đạt được kết quả khả quan, quay được video chạy thử nghiệm của máy uốn.
Sau quá trình thực hiện đồ án, nhóm đã đạt được những kết quả yêu cầu. Xuyên suốt quá trình đưa ra phương án thiết kế đến khi hoàn thiện sản phẩm, mỗi cá nhân trong nhóm đều đã cải thiện rất nhiều kĩ năng. Qua đó, giúp các thành viên nhóm có những hành trang cần thiết sau khi tốt nghiệp.
- Hạn chế
Tính thẫm mỹ chưa cao.
Khối lượng máy khá nặng, khó di chuyển
Không uốn được các loại ống khác kích thước
Độ chính xác không cao
Chưa tự động hóa được
6.2 Giải Pháp
Gia công thêm puly với nhiều đường kính khác nhau
Làm thêm bộ khung che chắn động cơ
Làm thêm bánh xe cho khung để thuận tiện cho việc di chuyển
TÀI LIỆU THAM KHẢO
Nguyễn Đình Đức, Đào Như Mai (2001). Sức bền vật liệu và kết cấu. NXB KHKT Hà Nội
[2] Trịnh Chất, Lê Văn Uyển (2010). Tính toán thiết kế dẫn động cơ khí, tập 1, NXB Giáo dục
[3] Power Hydraulics_ Michaelj Pinches and Johil-G.Asbly
[4] Trần Doãn Đình, Nguyễn Ngọc Lê, Phạm Xuân Mão, Nguyễn Thế Thưởng, Đỗ Văn Thi, Hà Văn Vui. Truyền động thủy lực trong chế tạo máy. NXB Khoa Học và Kỹ Thuật 2002.
[5] Trần Văn Địch (2002). Sổ tay gia công cơ. NXB Khoa học kỹ thuật, Hà Nội
[6] Trần Văn Địch (2008). Công nghệ chế tạo máy. NXB Khoa học kỹ thuật, Hà Nội
[7] Dung sai và lắp ghép (2014). Ninh Đức Tốn, NXB GD Việt Nam








