LUẬN VĂN Nghiên cứu mòn và tuổi bền của dao phay lăn răng đĩa xích thép gió sản xuất tại Việt Nam
NỘI DUNG ĐỒ ÁN
LUẬN VĂN Nghiên cứu mòn và tuổi bền của dao phay lăn răng đĩa xích thép gió sản xuất tại Việt Nam
MỤC LỤC
Lời cảm ơn
Mục lục
1
Danh mục các bảng
4
Danh mục các hình và đồ thị
5
Phần mở đầu
8
Chƣơng 1. Tổng quan những nghiên cứu về mòn và tuổi bền dụng cụ cắt
10
1.1
Tổng quan về một số vật liệu dụng cụ cắt
10
1.1.1
Đặc tính cơ bản chung của vật liệu dụng cụ
10
1.1.1.1
Tính năng cắt
10
1.1.1.2
Tính công nghệ
13
1.1.1.3
Tính kinh tế
13
1.1.2
Các loại vật liệu dụng cụ và ảnh hưởng của các yếu tố vật liệu tới mòn và tuổi bền dụng cụ
13
1.1.2.1
Thép cacbon dụng cụ.
16
1.1.2.2
Thép hợp kim dụng cụ
17
1.1.2.3
Thép gió
19
1.1.2.4
Hợp kim cứng
24
1.1.2.5
Vât liệu sứ
27
1.1.2.6
Kim cương
28
1.1.2.7
Nitritbo lập phương
29
1.2
Mòn dụng cụ cắt
29
1.2.1
Các dạng mòn của dụng cụ cắt
29
1.2.1.1
Mòn theo hình học
29
1.2.1.2
Mài mòn theo mặt sau
30
Luận văn Thạc sỹ kỹ thuật Trường ĐH Kỹ thuật công nghiệp
Số hóa bởi Trung tâm Học liệu – Đại học Thái Nguyên http://www.lrc-tnu.edu.vn
2
1.2.1.3
Mài mòn theo mặt trước
31
1.2.1.4
Mài mòn đồng thời mặt trước và mặt sau - Mài mòn lưỡi cắt
32
1.2.2
Chỉ tiêu đánh giá sự mòn dụng cụ cắt
34
1.2.2.1
Chỉ tiêu mài mòn mặt sau
34
1.2.2.2
Chỉ tiêu mòn mặt trước
34
1.2.3
Cơ chế mòn của dụng cụ cắt
35
1.2.3.1
Mòn do cào xước
35
1.2.3.2
Mòn do dính
36
1.2.3.3
Mòn do nhiệt
36
1.2.3.4
Mòn do khuếch tán
37
1.2.3.5
Mòn do ôxy hoá
37
1.2.3.6
Mòn điện hoá
37
1.3
Mòn của dao phay lăn răng
39
1.4
Kết luận chương 1
39
Chƣơng 2. Nghiên cứu mòn và tuổi bền của dụng cụ cắt
40
2.1
Các nghiên cứu về mòn và tuổi bền của dụng cụ cắt
40
2.2
Tuổi bền của dụng cụ cắt
46
2.2.1
Khái niệm về tuổi bền dụng cụ
46
2.2.2
Xác định tuổi bền của dụng cụ khi cắt
46
2.2.2.1
Tuổi bền năng suất (Tns)
48
2.2.2.2
Tuổi bền kinh tế (Tkt)
49
2.2.3
Ảnh hưởng của các yếu tố công nghệ đến tuổi bền T
50
2.2.3.1
Ảnh hưởng của vật liệu dụng cụ cắt
51
2.2.3.2
Ảnh hưởng của vận tốc cắt, lượng chạy dao, thông số hình học
52
2.2.3.3
Ảnh hưởng của lượng chạy dao tới tuổi bền dụng cụ cắt
53
2.2.3.4
Ảnh hưởng của thông số hình học phần cắt tới tuổi bền dụng cụ cắt
54
Luận văn Thạc sỹ kỹ thuật Trường ĐH Kỹ thuật công nghiệp
Số hóa bởi Trung tâm Học liệu – Đại học Thái Nguyên http://www.lrc-tnu.edu.vn
3
2.2.3.5
Ảnh hưởng của dung dịch trơn nguội
54
2.2.3.6
Tác động của lớp phủ đến mòn và tuổi bền của dụng cắt
56
2.2.3.7
Mòn và tuổi bền của các loại dụng cụ phủ (TiN) khi phay
57
2.2.3.8
Mòn và tuổi bền dụng cụ gia công răng
58
2.3
Mòn và tuổi bền dao phay lăn răng đĩa xích
59
2.4
Kết luận chương 2
59
Chƣơng 3. Kết quả nghiên cứu thực nghiệm mòn và tuổi bền của dao phay lăn răng đĩa xích
61
3.1
Xây dựng mô hình thực nghiệm
61
3.1.1
Máy gia công
61
3.1.2
Dao phay lăn răng đĩa xích
62
3.1.3
Vật liệu thí nghiệm
63
3.1.4
Thiết bị đo, kiểm tra
65
3.2
Quá trình thực nghiệm
67
3.2.1
Mô tả thí nghiệm
67
3.2.2
Xác định mòn của dao phay lăn đĩa xích
68
3.2.2.1
Các dạng mòn của dao phay lăn đĩa xích
68
3.2.2.2
Xác định mòn trên máy CMM-C544
69
Chƣơng 4. Kết quả thí nghiệm - Thảo luận
74
4.1
Kết quả thí nghiệm đo mòn dụng cụ cắt
74
4.2
Xác định mòn tuổi bền của dao phay đĩa xích
77
4.3
Chất lượng bề mặt gia công đĩa xích
80
4.3.1
Xây dựng quan hệ giữa thông số nhám bề mặt với thời gian cắt
80
4.3.2
Xây dựng quan hệ giữa thông số nhám bề mặt với vận tốc cắt
81
Chƣơng 5. Kết luận
83
Tài liệu tham khảo
84
Luận văn Thạc sỹ kỹ thuật Trường ĐH Kỹ thuật công nghiệp
Số hóa bởi Trung tâm Học liệu – Đại học Thái Nguyên http://www.lrc-tnu.edu.vn
4
Phụ lục
86
Tóm tắt luận văn
87
DANH MỤC CÁC BẢNG
Bảng 1.1
Lịch sử và đặc tính của vật liệu dụng cụ
14
Bảng 1.2
Thành phần hoá học của một số nhãn hiệu thép hợp kim dụng cụ (%)
18
Bảng 1.3
Thành phần hoá học của một số loại thép gió (%)
21
Bảng 1.4
Công dụng của thép gió theo ký hiệu ISO và một số nước tương ứng
23
Bảng 1.5
Thành phần hóa học của Nhóm ba cacbit
25
Bảng 2.1
Tuổi bền của dụng cụ cắt
44
Bảng 3.1
Thành phần hoá học thép C45
63
Bảng 3.2
Thông số kỹ thuật của máy CMM - C544
65
Bảng 3.3
Chế độ gia công thí nghiệm
68
Bảng 4.1
Kết quả đo mòn dao phay lăn răng đĩa xích
75
Bảng 4.2
Bảng xác định tuổi bền của dụng cụ cắt
77
Luận văn Thạc sỹ kỹ thuật Trường ĐH Kỹ thuật công nghiệp
Số hóa bởi Trung tâm Học liệu – Đại học Thái Nguyên http://www.lrc-tnu.edu.vn
5
DANH MỤC CÁC HÌNH VÀ ĐỒ THỊ
Hình 1.1
Tính chất vật liệu dụng cụ
15
Hình1.2
Sơ đồ tôi và ram thép gió
22
Hình 1.3
Các dạng mài mòn phần cắt dụng cụ
30
Hình 1.4
Mòn mặt sau của các vật liệu dụng cụ cắt khác nhau
30
Hình 1.5
Các thông số mòn phần cắt của dao tiện
31
Hình 1.6
Mòn mặt trước của các vật liệu dụng cụ cắt khác nhau
31
Hình 1.7
Mòn bán kính lưỡi cắt khi gia công thép
32
Hình 1.8
Quan hệ giữa lượng mòn và thời gian gia công
33
Hình 1.9
Các chỉ tiệu đánh giá lượng mài mòn mặt sau, mặt trước
35
Hình 1.10
Mòn do cào xước mặt trướ
36
Hình 1.11
Sơ đồ các cơ chế mòn của dụng cụ cắt
38
Hình 2.1
Mô hình mòn dụng cụ cắt [1]
40
Hình 2.2
Đồ thị mòn theo thời gian
41
Hình 2.3
Quan hệ giữa tuổi bền T và vận tốc cắt V
42
Hình 2.4
Phạm vi sử dụng của mô hình tuổi bền T = Cv.Vk
43
Hình 2.5
Quá trình mòn theo thời gian
43
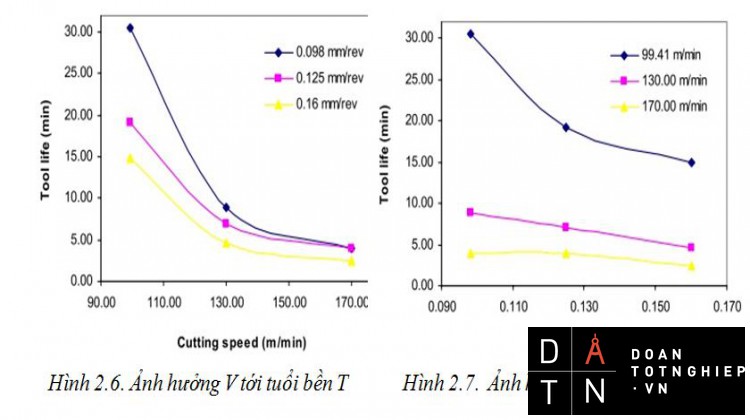
Hình 2.6
Ảnh hưởng V tới tuổi bền T
44
Hình 2.7
Ảnh hưởng S tới tuổi bền T
44
Hình 2.8
Mài mòn do khuếch tán
54
Hình 2.9
Mài mòn do chảy dẻo
54
Hình 2.10
Sự hình thành các vết nứt mảnh dao
54
Luận văn Thạc sỹ kỹ thuật Trường ĐH Kỹ thuật công nghiệp
Số hóa bởi Trung tâm Học liệu – Đại học Thái Nguyên http://www.lrc-tnu.edu.vn
6
Hình 2.11
Quan hệ giữa tuổi bền và vận tốc cắt.
46
Hình 2.12
Quan hệ giữa thời gian, tốc độ và độ mòn của dao
47
Hình 2.13
Ảnh hưởng của vật liệu dung cụ cắt tới tuổi bền
51
Hình 2.14
Đồ thị mòn mặt sau (tuổi bền) phụ thuộc vào vận tốc cắt khi cắt thép bằng HKC WC+TiC, t = 1mm; s = 0,3 mm; v= 145m/phút
52
Hình 2.15
Đồ thị mòn mặt sau phụ thuộc vào lượng chạy dao khi cắt thép bằng HKC WC + TiC; V= 155m/ phút , t=1mm
53
Hình 2.16
Đồ thị mòn mặt sau phụ thuộc vào góc nghiêng chính khi cắt thép bằng dao HKC WC + TiC
54
Hình 2.17
Tuổi bền khi phay vật liệu thép rèn với mảnh phủ, không phủ
58
Hình 3.1
Máy Phay lăn răng 5K32
61
Hình 3.2
Dao Phay lăn răng đĩa xích
62
Hình 3.3
Bản vẽ đĩa xích
64
Hình 3.4
Máy đo toạ độ 3 chiều CMM - C544
65
Hình 3.5
Máy đo độ nhám Mitutoyo SJ – 201
66
Hình 3.6
Giao diện phần mềm GEOPAK
69
Hình 3.7
Hiệu chuẩn đầu đo
70
Hình 3.8
Thiết lập các thông số đo
72
Hình 3.9
Dữ liệu đo biên dạng răng
72
Hình 4.1
Kết quả đo trên máy CMM - C544
74
Hình 4.2
Đồ thị mòn hs dao phay lăn răng đĩa xích theo thời gian cắt
76
Hình 4.3
Ảnh hưởng của vận tốc V tới tuổi bền T
77
Hình 4.4
Phạm vi tuổi bền cho phép ứng với vận tốc V
78
Hình 4.5
Quan hệ Logarit giữa tuổi bền T và vận tốc V
79
Hình 4.6
Nhám bề mặt theo thời gian gia công
80
Luận văn Thạc sỹ kỹ thuật Trường ĐH Kỹ thuật công nghiệp
Số hóa bởi Trung tâm Học liệu – Đại học Thái Nguyên http://www.lrc-tnu.edu.vn
7
Hình 4.7
Quan hệ giữa vận tốc với nhám bề mặt gia công
81
Hình 4.8
Bề mặt gia công đĩa xích khi cắt ở vận tốc V1=15.14(m/ph
81
Hình 4.9
Bề mặt gia công đĩa xích khi cắt ở vận tốc V3=24.03(m/ph)
82
Hình 4.10
Bề mặt gia công đĩa xích khi cắt ở vận tốc V4=30.04(m/ph)
82
Luận văn Thạc sỹ kỹ thuật Trường ĐH Kỹ thuật công nghiệp
Số hóa bởi Trung tâm Học liệu – Đại học Thái Nguyên http://www.lrc-tnu.edu.vn
8
PHẦN MỞ ĐẦU 1. Đặt vấn đề Ngày nay với sự phát triển nhanh chóng của khoa học và kỹ thuật thì các sản phẩm cơ khí ngày càng có yêu cầu cao hơn về chất lượng sản phẩm, độ chính xác gia công và đặc biệt là phải giảm chi phí sản xuất để hạ giá thành sản phẩm. Phay lăn răng là một phương pháp gia công răng đạt năng xuất và độ chính xác cao, vì vậy nó vẫn được ứng dụng nhiều để gia công hầu hết các loại bánh răng trụ răng thẳng, răng nghiêng, bánh vít, trục vít, bánh xích và đĩa xích...Trước đây việc gia công răng đều phải mua các loại dao từ nước ngoài với giá cao, điều đó làm tăng chi phí sản xuất và tăng giá thành sản phẩm, tại Việt Nam hiện nay đã có nhiều cơ sở sản xuất và chế tạo dụng cụ cắt chuyên dùng, mà chế độ gia công cắt gọt cho các loại dụng dao này vẫn chưa được nghiên cứu đầy đủ, đặc biệt là nghiên cứu về mòn và tuổi bền của dụng cụ cắt. Vì vậy sau khi được sự định hướng và giúp đỡ của thầy TS. Nguyễn Văn Hùng, tác giả đã chọn đề tài "Nghiên cứu mòn và tuổi bền của dao phay lăn răng đĩa xích thép gió sản xuất tại Việt Nam" là rất cấp thiết nhằm nâng cao hiệu qủa về kinh tế và kỹ thuật khi ứng dụng các sản phẩm chế tạo trong nước vào thực tế sản xuất. 2. Mục tiêu nghiên cứu
- Mục tiêu nghiên cứu của đề tài là nghiên cứu được mòn và cơ chế mòn của dao phay lăn răng đĩa xích và xác định được mối quan hệ giữa mòn và tuổi bền của dụng cụ cắt
- Xác định được chế độ cắt hợp lý nâng cao tuổi bền của dụng cụ và chất lượng của sản phẩm
- Làm tài liệu tham khảo về chế độ cắt khi sử dụng dao phay lăn răng sản xuất tại Việt Nam.
Luận văn Thạc sỹ kỹ thuật Trường ĐH Kỹ thuật công nghiệp
Số hóa bởi Trung tâm Học liệu – Đại học Thái Nguyên http://www.lrc-tnu.edu.vn
9
3. Nội dung nghiên cứu
Để đạt mục tiêu nghiên cứu của đề tài, nội dung nghiên cứu gồm các phần sau:
- Tổng quan về tình hình nghiên cứu liên quan đến lĩnh vực của đề tài
- Xây dựng mô hình nghiên cứu và hệ thực nghiệm
- Thực nghiệm và phân tích dữ liệu
- Xác định mối quan hệ giữa mòn và tuổi bền của dao phay lăn răng đĩa xích bằng thép gió sản xuất tại Việt Nam
- Phân tích kết quả nghiên cứu và bàn luận
4. Phƣơng pháp nghiên cứu
Trên cơ sở nghiên cứu lý thuyết và phân tích các công trình nghiên cứu liên quan đến lĩnh vực của đề tài, kết hợp với thực nghiệm để xác định mòn và tuổi bền của dụng cụ cắt, đề tài này sử dụng phương pháp nghiên cứu suy diễn lý thuyết kết hợp với với phương pháp thực nghiệm.
5. Ý nghĩa khoa học và thực tiễn của đề tài
5.1. Ý nghĩa khoa học. Nghiên cứu lý thuyết ảnh hưởng của các thông số và chế độ công nghệ đến quá trình mòn và tuổi bền của dao phay lăn răng đĩa xích, từ kết quả nghiên cứu và thực nghiệm có thể đánh giá được tuổi bền của dao phay lăn răng đĩa xích sản xuất tại Việt Nam 5.2. Ý nghĩa thực tiễn. Đề tài mang tính ứng dụng cao, kết quả nghiên cứu của đề tài sẽ góp phần phát triển ngành công nghiệp chế tạo dụng cụ cắt tại Việt Nam, nâng cao năng xuất, chất lượng sản phẩm và hạ giá thành sản phẩm.
Luận văn Thạc sỹ kỹ thuật Trường ĐH Kỹ thuật công nghiệp
Số hóa bởi Trung tâm Học liệu – Đại học Thái Nguyên http://www.lrc-tnu.edu.vn
10
CHƢƠNG 1 TỔNG QUAN NHỮNG NGHIÊN CỨU VỀ MÒN DỤNG CỤ CẮT 1.1. Tổng quan về một số vật liệu dụng cụ cắt 1.1.1. Đặc tính cơ bản chung của vật liệu dụng cụ Đặc tính phần dụng cụ cắt có ảnh hưởng lớn đến năng suất gia công và chất lượng bề mặt chi tiết. Khả năng giữ được tính cắt của dụng cụ góp phần quyết định năng suất gia công của dụng cụ. Dụng cụ làm việc trong điều kiện cắt khó khăn vì ngoài áp lực, nhiệt độ cao, dụng cụ cắt còn bị mài mòn và rung động trong quá trình cắt. Trong quá trình gia công, phần cắt của dụng cụ trực tiếp làm nhiệm vụ cắt để tạo phoi. Để nâng cao năng suất cắt, nâng cao chất lượng bề mặt gia công, phần cắt của dụng cụ không những phải có hình dáng hình học hợp lý mà còn phải được chế tạo từ những loại vật liệu thích hợp. Vì vậy vật liệu dụng cụ cắt cần thiết phải đảm bảo những yêu cầu cơ bản sau đây. 1.1.1.1. Tính năng cắt Trong quá trình cắt, ở phần lưỡi cắt trên mặt trước và mặt sau của dụng cụ cắt thường xuất hiện ứng suất tiếp xúc rất lớn, khoảng 4000 5000 N/mm2, đồng thời áp lực riêng lớn gấp 100 200 lần so với áp lực cho phép của chi tiết máy. Nhiệt độ tập trung trên vùng cắt lên tới 600 900oC. Trong điều kiện như vậy, việc cắt chỉ thực hiện có hiệu quả khi dụng cụ cắt có khả năng giữ được tính cắt trong khoảng thời gian dài. Điều đó đòi hỏi vật liệu dụng cụ cắt cần phải có đầy đủ những tính chất cơ lý cần thiết như độ cứng, độ bền nhiệt, độ chịu mòn, độ bền cơ học, độ dẫn nhiệt...
Luận văn Thạc sỹ kỹ thuật Trường ĐH Kỹ thuật công nghiệp
Số hóa bởi Trung tâm Học liệu – Đại học Thái Nguyên http://www.lrc-tnu.edu.vn
11
- Độ cứng: Độ cứng là một trong những chỉ tiêu quan trọng của vật liệu dụng cụ cắt. Muốn cắt được, vật liệu phần cắt của dụng cụ cắt thường phải có độ cứng lớn hơn vật liệu gia công khoảng HRC25. Độ cứng phần cắt của dụng cụ cắt thường đạt trong khoảng HRC60 65. Nâng cao độ cứng phần cắt của dụng cụ cắt cho phép tăng khả năng chịu mòn và tăng tốc độ cắt. Trong quá trình cắt, cần quan tâm nhiều đến độ cứng nhiệt của lưỡi cắt tức là độ cứng xét trong trạng thái lưỡi cắt bị nung nóng. Vì nó ảnh hưởng trực tiếp tới khả năng cắt của dao. - Độ bền cơ học: Trong quá trình cắt, dụng cụ cắt thường chịu những lực và những xung lực rất lớn. Mặt khác, dụng cụ cắt còn chịu rung động do hệ thống máy - dao - đồ gá - chi tiết không đủ độ cứng vững hoặc do dao làm việc trong điều kiện tải trọng động lớn hoặc do sự thay đổi liên tục cuả lực cắt. Do đó dẫn đến tình trạng lưỡi cắt dễ bị phá hỏng sớm do mẻ, vỡ, tróc, mòn, ... Vì vậy để nâng cao tính năng cắt và tuổi bền của dao, vật liệu dụng cụ cắt cần phải có độ bền cơ học cao. Việc nâng cao độ bền cơ học của vật liệu dụng cụ cắt, nhất là đối với hợp kim cứng và vật liệu sứ là một trong những hướng chính trong lĩnh vực thiết kế và chế tạo dụng cụ cắt. - Độ bền nhiệt: Độ bền nhiệt là khả năng giữ được độ cứng cao và các tính năng cắt khác ở nhiệt độ cao trong khoảng thời gian dài. Độ bền nhiệt được đặc trưng bởi nhiệt độ giới hạn mà khi nung liên tục vật liệu dụng cụ cắt trong khoảng thời gian nhất định (khoảng 3 giờ) thì đến nhiệt độ đó độ cứng của nó cũng không giảm quá mức qui định (khoảng HRC60). Độ bền nhiệt là tính năng quan trọng nhất của vật liệu dụng cụ cắt. Nó quyết định việc duy trì khả năng cắt của dao trong điều kiện nhiệt độ và áp lực rất lớn ở vù
.............................
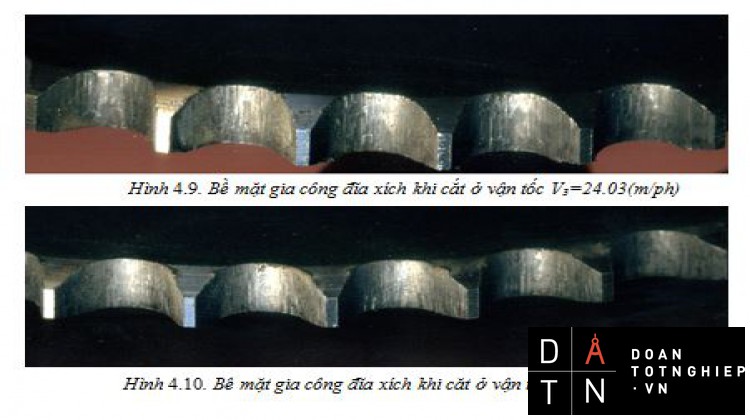
Trên đồ thị ta thấy khi gia công ở vận tốc cắt V < 24m/ph thì nhám bề mặt tăng
theo vận tốc cắt V, tiếp tục tăng vận tốc cắt thì nhám bề mặt lại giảm dần . Trên đồ thị
hình 4.6 và 4.7 ta thấy khi gia công ở vận tốc V1 thì nhám bề mặt ổn định hơn. Kết quả
này cũng phù hợp với cơ chế mòn dao phay lăn răng đĩa xích như hình 4.2. Nhám bề
mặt khi phay ở các vận tốc cắt khác nhau được thể hiện như hình 4.8, 4.9, và 4.10
Hình 4.8 Bề mặt gia công đĩa xích khi cắt ở vận tốc V1=19.22(m/ph)
Luận văn Thạc sỹ kỹ thuật Trường ĐH Kỹ thuật công nghiệp
Số hóa bởi Trung tâm Học liệu – Đại học Thái Nguyên http://www.lrc-tnu.edu.vn
88
Hình 4.9. Bề mặt gia công đĩa xích khi cắt ở vận tốc V3=24.03(m/ph) Hình 4.10. Bề mặt gia công đĩa xích khi cắt ở vận tốc V4=30.04(m/ph)
Luận văn Thạc sỹ kỹ thuật Trường ĐH Kỹ thuật công nghiệp
Số hóa bởi Trung tâm Học liệu – Đại học Thái Nguyên http://www.lrc-tnu.edu.vn
89
CHƢƠNG 5. KẾT LUẬN Với đề tài "Nghiên cứu mòn và tuổi bền của dao phay lăn răng đĩa xích thép gió sản xuất tại Việt Nam". Trên cơ sở hệ thống thiết bị bao gồm máy đo 3 chiều CMM-544 tại trường Đại học Kỹ thuật công nghiệp, máy phay lăn răng 5K32 tại Trung tâm cơ khí Thuận Phát và các tài liệu liên quan, tác giả đã được sự hướng dẫn tận tình của thầy PGS.TS. Trần Thế Lục, đề tài đã hoàn thành và đạt được kết quả sau:
- Đề tài đã nghiên cứu tổng quan, phân tích, đánh giá và tổng hợp kết quả nghiên cứu của một số công trình có liên quan đến nội dung của đề tài và xây dựng được hệ thống thực nghiệm phù hợp với nội dung nghiên cứu của luận văn.
- Đã nghiên cứu lý thuyết về mòn và tuổi bền của dụng cụ cắt, từ đó đưa ra những định hướng nghiên cứu cụ thể.
- Đã xác định được mối quan hệ giữa mòn và tuổi bền của dao phay lăn răng đĩa xích bằng thép gió sản xuất tại Việt Nam và đánh giá ảnh hưởng của các thông số công nghệ đến chất lượng của đĩa xích.
- Kết quả nghiên cứu của đề tài đã được triển khai ứng dụng tại trung tâm cơ khí Thuận Phát và cho kết quả khả quan.
Tuy nhiên do thời gian thực hiện đề tài luận văn tốt nghiệp còn ngắn và trình độ của bản thân tác giả còn hạn chế và nên đề tài sẽ không tránh khỏi những thiếu sót. Vì vậy, tác giả rất mong nhận được sự chỉ bảo, đóng góp ý kiến của các thầy cô và các bạn đồng nghiệp, để đề tài này được hoàn thiện hơn. Xin trân trọng cảm ơn!
Luận văn Thạc sỹ kỹ thuật Trường ĐH Kỹ thuật công nghiệp
Số hóa bởi Trung tâm Học liệu – Đại học Thái Nguyên http://www.lrc-tnu.edu.vn
90
TÀI LIỆU THAM KHẢO
[1] GS.TS.Bành Tiến Long, PGS.TS.Trần Thế Lục, PGS.TS.Trần Sỹ Tuý; Nguyên lý gia công vật liệu; Nhà xuất bản khoa học và Kỹ thuật 2001
[2] PGS.TS.Trần Thế Lục; Thiết kế dụng cụ cắt; Nhà xuất bản khoa học và Kỹ thuật 2001
[3] PGS.TS.Trần Thế Lục; Giáo trình mòn và tuổi bền vật liệu; Đại học Bách khoa Hà nội 1998
[4] GS.TS.Trần Văn Địch; Nguyên lý cắt kim loại; Nhà xuất bản khoa học và Kỹ thuật 2006
[5] GS.TS.Trần Văn Địch; Nghiên cứu độ chính xác gia công bằng thực nghiệm; Nhà xuất bản khoa học và Kỹ thuật 2003
[6] GS.TS.Nguyên Trọng Bình; Tối ưu hoá quá trình gia công cắt gọt; Nhà xuất bản giáo dục 2003
[7] Nguyễn Doãn Ý; Quy hoạch và xử lý số liệu thực nghiệm; Nhà xuất bản Xây dựng 2000
[8] S. Sharifa, M.Y. Noordin(1), A.S. Mohruni (2), V.C. Venkatesh(3); Optimization of surface roughness prediction model inend milling titanium alloy (Ti-6Al4V); (1) Department of Manufacturing and Industrial Engineering, Universiti Teknologi Malaysia, 81310 Johor, Malaysia; (2) Department of Mechanical Engineering, Sriwijaya University, Inrdralaya, 30662, Indonesia; (3) Faculty of Engineering and Technology, Multimedia University,75450, Melaka, Malaysia.
[9] D. Bajié, B. Lela, D. Zivkovié; Modenlling of machined surface roughness and Optimization of cutting parameters in face milling; Faculty of Electrical Engineering, Mechanical Engineering and Naval Architecture, University of Split, Croatia
Luận văn Thạc sỹ kỹ thuật Trường ĐH Kỹ thuật công nghiệp
Số hóa bởi Trung tâm Học liệu – Đại học Thái Nguyên http://www.lrc-tnu.edu.vn
91
[10] A.G. Jaharah, C.H.Che-Hassan, M.Z.Omar and M.J. Ghazali; Wear mechanism and failure mode of P10 TiN coated carbide tools; Department of Mechanical and Material Engineering, Faculty of Engineering; National University of Malaysia, 43600 Bangi, Selangor, Malaysia.
[11] Ivett Viktória BANA; Manufacturing of high precision bores; okleveles gépészmérnök, Universiteit Miskolc, Hongarije - geboren te Miskolc, Hongarije.
[12] Habeeb H.H; Performance of different cutting tools when machining die and mould material; Department of Mechanical Engineering, Universiti Tenaga Nasional, 43009, Kajang, Malaysia.
Luận văn Thạc sỹ kỹ thuật Trường ĐH Kỹ thuật công nghiệp
Số hóa bởi Trung tâm Học liệu – Đại học Thái Nguyên http://www.lrc-tnu.edu.vn
92
PHỤ LỤC MỘT SỐ HÌNH ẢNH TRONG QUÁ TRÌNH LÀM THỰC NGHIỆM Xƣởng Cơ khí Trung tâm Cơ khí Thuận Phát Máy Phay 5K32 đang cắt đĩa xích Công nhân Trung tâm Cơ khí Thuận Phát đang vận hành máy 5K32 cắt đĩa xích Sản phẩm Đĩa xích
Luận văn Thạc sỹ kỹ thuật Trường ĐH Kỹ thuật công nghiệp
Số hóa bởi Trung tâm Học liệu – Đại học Thái Nguyên http://www.lrc-tnu.edu.vn
93
Tác giả đang đo độ mòn dao phay lăn răng trên máy CMM 544 Đầu đo TP20
TÓM TẮT LUẬN VĂN TỐT NGHIỆP THẠC SỸ Tên đề tài NGHIÊN CỨU MÒN VÀ TUỔI BỀN CỦA DAO PHAY LĂN RĂNG ĐĨA XÍCH THÉP GIÓ SẢN XUẤT TẠI VIỆT NAM Phay lăn răng là một phương pháp gia công răng đạt năng xuất và độ chính xác cao, vì vậy nó vẫn đang được ứng dụng nhiều để gia công hầu hết các loại bánh răng trụ răng thẳng, răng nghiêng, bánh vít, trục vít, bánh xích và đĩa xích...Trước đây việc gia công răng đều phải mua các loại dao từ nước ngoài với giá cao, điều đó làm tăng chi phí sản xuất và tăng giá thành sản phẩm, tại Việt Nam hiện nay đã có nhiều cơ sở sản xuất và chế tạo dụng cụ cắt chuyên dùng, mà chế độ gia công cắt gọt cho các loại dụng cụ cắt này vẫn chưa được nghiên cứu đầy đủ, đặc biệt là những nghiên cứu về mòn và tuổi bền của dụng cụ cắt dao phay đĩa xích. Thuyết minh này trình bày kết quả nghiên cứu về mòn và tuổi bền của dao phay lăn răng đĩa xích bằng thép gió sản xuất tại Việt Nam bằng phương pháp thực nghiệm, trên cơ sở nghiên cứu, khảo sát cơ chế mòn của dụng cụ cắt, tính toán và xác định mối quan hệ giữa mòn và tuổi bền của dao phay lăn răng đĩa xích. Từ đó, xác định được cơ chế cắt hợp lý khi phay lăn răng bằng dụng cụ cắt sản xuất tại Việt Nam.








