LUẬN VĂN TỐT NGHIỆP THIẾT KẾ MÁY TIA LỮA ĐIỆN EDM ĐH BÁCH KHOA
NỘI DUNG ĐỒ ÁN
LUẬN VĂN TỐT NGHIỆP THIẾT KẾ MÁY TIA LỮA ĐIỆN EDM ĐH BÁCH KHOA
Luận văn tốt nghiệp
Lớp BT06CTM
LỜI CÁM ƠN
Trước hết, em vô cùng biết ơn về sự quan tâm và tận tình hướng dẫn của Thầy
Phan Đình Huấn trong suốt thời gian thực hiện luận văn.
Em chân thành cám ơn quý Thầy, Cô của trường Đại Học Bách Khoa Tp.Hồ
Chí Minh đặc biệt là quý Thầy, Cô trong khoa Cơ Khí đã truyền đạt cho em nhiều kiến
thức quý báo trong quá trình học tập và nghiên cứu thực hiện luận văn.
Mặc dù trong thời gian qua em đã hết sức cố gắng tìm hiểu thực tế, nghiên cứu
tài liệu để thực hiện luận văn. Nhưng vấn đề còn khá mới, cùng với sự hạn chế về kiến
thức chuyên môn cho nên nội dung trình bày trong luận văn này không tránh khỏi
những sai sót và hạn chế, em rất mong sự đóng góp ý kiến của các Thầy trong khoa
cùng các bạn để luận văn nghiên cứu của em được hoàn thiện hơn.
Cuối cùng em xin chân thành cám ơn quý Thầy, Cô, Anh, Chị đã tận tình giúp
đỡ em trong suốt quá trình thực hiện luận văn.
Thiết Kế Máy Gia Công Tia Lửa Điện
1
Luận văn tốt nghiệp
Lớp BT06CTM
MỤC LỤC
Lời nói đầu
5
Chương 1. TỔNG QUAN VÀ MỤC TIÊU CỦA ĐỀ TÀI
1.1-
Sự xuất hiện của một công nghệ mới
6
1.2-
Sự tiến bộ của máy gia công tia lửa điện
8
1.3-
Thị trường máy gia công tia lửa điện trên thế giới
9
1.4-
Tình hình gia công tia lửa điện ở Việt Nam
1.5-
Giới thiệu một số máy EDM dạng xung định hình
10
1.6-
Mục tiêu của đề tài
14
Chương 2: NGHIÊN CỨU CÔNG NGHỆ EDM
2.1-
Cấu tạo tổng quát của máy EDM
16
2.2-
Tính chất vật lý của quá trình gia công
18
2.3-
Mô tả quá trình bốc tách kim loại khi gia công
23
2.4-
Các đặc tính về điện trong quá trình gia công
25
2.5-
Chất lượng bề mặt khi gia công bằng EDM
26
2.5.1- Độ nhám bề mặt
2.5.2- Vết nứt tế vi và các lớp ảnh hưởng nhiệt
2.6-
Năng suất bề mặt khi gia công bằng EDM
29
2.7-
Các vấn đề liên quan đến điện cực
35
2.8-
Các vấn đề liên quan đến dung dịch điện môi
40
2.9-
Gia công xung định hình với chức năng hành tinh
44
2.10- Khe hở phóng điện
45
Chương 3: THIẾT KẾ PHẦN CƠ
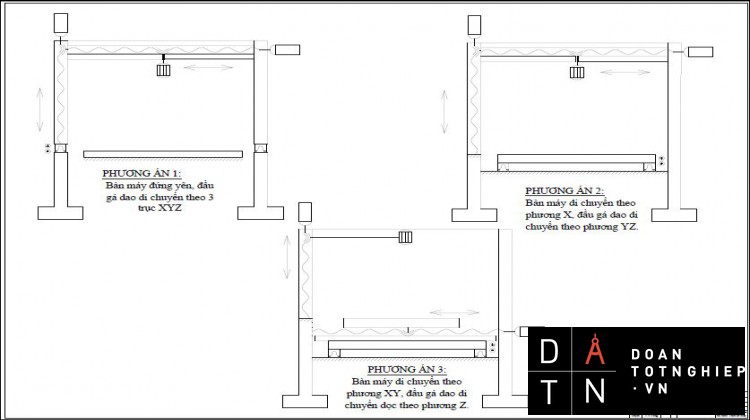
3.1-
Phân tích và chọn phương án thiết kế
46
3.2-
Tính toán bộ truyền động vitme- đai ốc bi
49
3.3-
Mang cá dẫn hướng
52
3.4-
Thiết kế thân trên máy
53
3.5-
Thiết kế thân giữa máy
54
Thiết Kế Máy Gia Công Tia Lửa Điện
2
Luận văn tốt nghiệp
Lớp BT06CTM
3.6-
Thiết kế thân dưới máy
55
3.7-
Tính toán động học liên quan
55
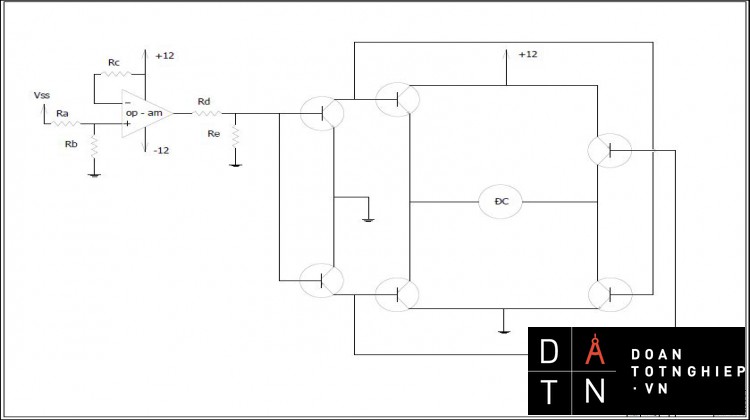
Chương 4: THIẾT KẾ PHẦN ĐIỆN VÀ ĐIỀU KHIỂN
4.1- Phần điện
58
4.1.1- Bộ nguồn
4.1.2- Bộ tạo xung
4.1.3- Bộ đóng ngắt dòng điện tử
4.1.4- Hạn chế dòng
4.2- Phần điều khiển
73
4.2.1- Điều khiển bằng động cơ step
4.2.2- Điều khiển khe hở phóng điện
Chương 5: KẾT LUẬN VÀ HƯỚNG PHÁT TRIỂN CỦA ĐỀ TÀI
5.1- Kết luận
5.2- Hướng phát triển của đề tài
81
82
PHỤ LỤC
A. Các thông số
83
B. Mô hình máy
86
TÀI LIỆU THAM KHẢO
88
Thiết Kế Máy Gia Công Tia Lửa Điện
3
Luận văn tốt nghiệp
Lớp BT06CTM
LỜI NÓI ĐẦU
Do nhu cầu công nghiệp hóa, hiện đại hóa đất nước, việc đầu tư và phát triển
trang thiết bị có công nghệ mới và hiện đại là rất cần thiết. Những năm gần đây việc
đầu tư các thiết bị, máy gia công……….có công nghệ mới và hiện đại ở nước ta ngày
càng nhiều.
Các doanh nghiệp, công ty sản xuất trong nước, đã và đang cạnh tranh ngày
càng khóc liệt để tồn tại và phát triển trong nền kinh tế thị trường, do đó việc đầu tư
máy thiết bị có công nghệ mới và hiện đại nhầm tăng năng suất và chất lượng là rất
cần thiết. Ví dụ: trong lĩnh vực gia công khuôn mẫu, để sản xuất được sản phẩm có
chất lượng cao đáp ứng được nhu cầu thị trường thì việc đầu tư máy gia công trung
tâm, CNC, máy tia lửa điện,……là không tránh khỏi.
Năm 1944 nhà khoa học người Nga B.R. Lasarenko (1909 – 1979) phát hiện ra
khả năng làm mòn của tia lửa điện. Khi tia lửa điện xuất hiện, vật liệu trên bề mặt phôi
bị hớt đi bởi một quá trình điện/nhiệt thông qua sự nóng chảy và bốc hơi của kim loại.
Đó là quá trình gia công bằng tia lửa điện, gọi là gia công EDM (Electrical Discharge
Machining). Kể từ đó đến nay, các thiết bị gia công theo nguyên lý EDM ngày càng
được phát triển theo các hướng khác nhau: gia công bằng điện cực định hình, cắt dây,
phay EDM, …
Hiện nay, đã có rất nhiều doanh nghiệp cơ khí ở Việt Nam đã được trang bị các
máy gia công EDM. Phần đóng góp của chúng trong một sản phẩm cơ khí, chủ yếu là
lĩnh vực chế tạo khuôn mẫu có thể lên đến 20 đến 50 tùy theo mức độ phức tạp và
kết cấu của sản phẩm. Với những ưu điểm so với các phương pháp gia công truyền
thống như gia công được các vật liệu sau khi nhiệt luyện, không có lực cắt, gia công
định hình các kết cấu có kích thước nhỏ … Phương pháp gia công EDM ngày nay có
một vị trí quan trọng và làm thay đổi một số các biện pháp công nghệ truyền thống khi
chết tạo các sản phẩm cơ khí phức tap. Do vậy, việc nghiên cứu về phương pháp gia
công EDM hiện nay đang là một vấn đề quan tâm của cả trong và ngoài nước đặc biệt
Thiết Kế Máy Gia Công Tia Lửa Điện
4
Luận văn tốt nghiệp
Lớp BT06CTM
là nghiên cứu về bản chất của quá trình gia công EDM, hiện tượng mòn của điện cực
và hướng ứng dụng của EDM trong các lĩnh vực khác nhau trong công nghiệp.
Nội dung của Luận Văn này gồm 5 chương do 2 sinh viên thực hiện:
Đặng Phú Qúi thực hiện chương 1, 3, 5
Đặng Anh Qui thực hiện chương 2, 4
Thiết Kế Máy Gia Công Tia Lửa Điện
5
Luận văn tốt nghiệp
Lớp BT06CTM
Chương 1
TỔNG QUAN VÀ MỤC TIÊU CỦA ĐỀ TÀI
1.1
Sự xuất hiện của một công nghệ mới
Trong nửa thế kỷ qua, nhu cầu về các vật liêu cứng, lâu mòn và siêu cứng sử
dụng cho tuabin máy điện, động cơ máy bay, dụng cụ, khuôn mẫu … tăng lên không
ngừng ở các nước công nghiệp phát triển. Việc gia công những vật liệu đó bằng những
công nghệ cắt gọt thông thường ( tiện, phay, mài v.v…) là vô cùng khó, đôi khi không
thể thực hiện được.
Cách đây gần 200 năm, nhà nghiên cứu tự nhiên người Anh Joseph Priestley
(1733-1809), trong các thí nghiệm của mình đã nhận thấy có một hiệu quả ăn mòn vật
liệu gây ra bởi sự phóng điện. Nhưng mãi đến năm 1943, thông qua hàng loạt các
nghiên cứu về tuổi bền của các thiết bị đóng điện, hai vợ chồng Lazarenko người nga
mới tìm ra cánh cửa dẫn tới công nghệ gia công tia lửa điện. Họ bắt đầu sử dụng tia
lửa điện để làm một quá trình hớt kim loại mà không phụ thuộc vào độ cứng của vật
liệu đó.
Khi các tia lửa điên được phóng ra, vật liệu mặt phôi sẽ bi hớt đi bởi một quá
trình điện - nhiệt thông qua sự nóng chảy và bốc hơi kim loại, nó thay cho các tác
động cơ học của dụng cụ vào phôi. Quá trình hớt kim loại bằng điện nhiệt bởi sự
phóng điện được gọi là “ gia công tia lửa điện” _( nguyên gốc tiếng Anh là “ Electrical
Discharge Machining”, gọi tắt là gia công EDM ).
Định nghĩa gia công tia lửa điện EDM: Là qui trình bóc kim loại ra khỏi chi
tiết gia công bởi một quá trình điện nhiệt, thông qua sự nóng chảy và bóc hơi kim loại
cần bóc ra. Năng lượng nhiệt phát ra bởi sự phóng điện gọi là “gia công tia lửa điện”
hay EDM.
Hệ thống gia công EDM có 2 dạng gia công chính:
Máy cắt dây (wire EDM): ở dạng gia công này, điện cực được làm bằng
dây kim loại thường là đồng, molipden, volfram hay các dây có lớp phủ, có đường
Thiết Kế Máy Gia Công Tia Lửa Điện
6
Luận văn tốt nghiệp
Lớp BT06CTM
kính d= (0.1- 0.3)mm, dây điện cực được chuyển động tương đối liên tục đối với phôi
theo một hành trình cho trước, từ đó phôi cần gia công được cắt theo hành trình đó.
Hình 1.1.1 Sơ đồ gia công bằng wire EDM
Máy xung định hình (EDM die sinking): ở dạng này điện cực là một hình
không gian, sau khi gia công thì chi tiết cần gia công có hình dạng giống với điện cực
hay còn gọi là âm bản của điện cực.
Hình 1.1.2 Sơ đồ gia công bằng EDM die sinking
1.2
Sự tiến bộ của các máy gia công tia lửa điện
Thiết Kế Máy Gia Công Tia Lửa Điện
7
Luận văn tốt nghiệp
Lớp BT06CTM
Các máy đầu tiên của thới kỳ những năm 50-60 của thế kỷ 20 ít tự động hoá và
không tiện dùng lắm.
Ngày nay, với các thuật toán điều khiển mới, với các hệ thống điều khiển CNC
cho phép gia công đạt năng suất và chất lượng cao mà không cần đến sự tham gia trực
tiếp của con người. Các máy gia công tia lửa điện ngày nay được đặc trưng bởi mức độ
tự động hoá cao.
Các hệ thống điều khiển CNC trên thị trường đã có tiến bộ rất nhiều, đặc biệt là
máy cắt dây.
Các hệ điều khiển CNC trong nhiều năm qua đã có mặt ở các máy xung định
hình, nhưng đã mất nhiều thời gian hơn để có thể tận dụng mọi khả năng của chúng.
Các chuyển động hành tinh và chuyển động theo côngtua của một điện cực có hình
dáng phức tạp. Ưu điểm của phương pháp này là ở chỗ việc chế tạo điện cực rẻ hơn và
nếu sử dụng điên cực phay thì điều kiện dòng chảy sẽ tốt hơn và điên cực ăn mòn đều
hơn. Một trong những đề tài nghiên cứu chính đang được thực hiện ở Tây Âu và Nhật
Bản là gia công 3 chiều đạt độ chính xác cao. Tuy nhiên vẫn chưa đạt được kết quả
mong muốn.
Sử dụng tối ưu công nghệ gia công tia lửa điện như một kỹ thuật sản xuất đòi
hỏi phải áp dụng rất nhiều bí quyết công nghệ (Know how). Ngày nay có khuynh
hướng đưa ra nhiều máy thông minh, chọn máy và điều chỉnh nhiều thông số mà người
sử dụng đã đặt từ trước. Điều đó làm giảm bớt các dữ liệu đầu vào mà người đứng máy
phải quan tâm. Khuynh hướng này là mạnh nhất đối với các máy cắt dây, ở đó các
thuật toán điều khiển tạo được một lượng hớt vật liệu tối ưu và làm giảm bớt nguy cơ
đứt dây.
Ở các máy xung định hình, nhờ có hệ thống điều khiển CNC nên không cần
phải dùng người đứng máy có kinh nghiệm mà vẫn đạt được hiệu quả và chất lượng
gia công cao. Điều kiện gia công (như sự thoát phoi) thay đổi rất nhiều trong gia công
xung định hình, đến mức rất khó phát triển chiến lược điều khiển tuỳ chọn phù hợp với
tất cả các hoàn cảnh. Một số nhà chế tạo máy (như MITSUBISHI) cung cấp những hệ
thống điều khiển liên hệ ngược mà trong những điều kiện khó khăn nhất (như gia công
Thiết Kế Máy Gia Công Tia Lửa Điện
8
Luận văn tốt nghiệp
Lớp BT06CTM
lỗ tịt mà không có thoát phoi cưỡng bức) cũng cho kết quả tốt hơn so với kết quả nhận
được do sự điều chỉnh các thông số của một người đứng máy có kinh nghiệm. Trong
mọi trường hợp, hầu hết các máy đều có mức độ tự động hoá cho phép làm việc rất lâu
không có người đứng máy, dù rằng không phải luôn luôn trong điều kiện tối ưu. Cùng
với sự xâu dây tự động ở máy cắt dây, sự tách phôi, thay pallet (thường được cung cấp
bởi các hãng chế tạo phụ tùng như hãng EROWA) và khả năng lập trình thì mức độ tự
động tự động hoá trong gia công tia lửa điện đã tăng lên rất nhiều.
1.3
Thị trường máy gia công tia lửa điện trên thế giới
Việc bán các máy gia công tia lửa điện trên phạm vi thế giới tăng 6% mỗi năm
và vào cuối những năm 90 là khoảng 12.000 máy một năm.
Nhật Bản là nước sản xuất và sử dụng nhiều máy gia công tia lửa điện nhất,
chiếm 35% tổng số máy trên thị trường thế giới. Thứ hai là châu Âu với 30%, sau đó
là Mỹ với 15% và châu Á với 12% tổng số máy.
Phạm vi của các máy được buôn bán trên thị trường thế giới là rất rộng và đa
dạng: từ những máy rất lớn ( như máy NASSOVIA) đến máy rất nhỏ và đặc biệt để gia
công tế vi, từ máy rẻ tiền, ít tự động hoá cỡ (10.000 – 15.000) USD/ máy của Trung
Quốc, Đài Loan, đến cỡ vài trăm ngàn USD/ máy của Tây Âu và Nhật Bản hoàn toàn
tự động hoá với các hệ thống CAD/CAM hiện đại.
Đối với người sử dụng, điều quan trọng là phải xác định các yêu cầu cụ thể phù
hợp với sản phẩm và quy mô sản xuất của mình và sau đó cần phân tích các tuỳ chọn
sẵn có của các hãng sản xuát máy từ mọi góc độ để đưa ra quyết định đúng đắn nhất
trước khi mua máy.
1.4
Tình hình gia công tia lửa điện ở Việt Nam
Trong khoảng một thập kỉ gần đây, công nghiệp gia công tia lửa điện EDM đã
thâm nhập vào Việt Nam. Số lượng các cơ sở sản xuất và nghiên cứu ở nước ta nhập
các loại gia công tia lửa điện ngày càng nhiều. Tuy nhiên việc đào tạo về công nghệ
này thực sự chưa được quan tâm ở các trường Đại học kỹ thuật và các Viện nghiên
cứu. Ngày nay máy gia công tia lửa điện xuất hiện rất nhiều ở Việt Nam. Hiện nay ở
nước ta đã có nhiều đề tài nghiên cứu về gia công EDM như: Luận án tiến sĩ kỹ thuật
Thiết Kế Máy Gia Công Tia Lửa Điện
9
Luận văn tốt nghiệp
Lớp BT06CTM
của tiến sĩ Hoàng Vĩnh Sinh trường ĐHBK …Tại các Viện nghiên cứu và các xưởng
gia công đã sử dụng máy gia công tia lửa điện để gia công các chi tiết phức tạp. Các
doanh nghiệp Cơ khí ở Việt Nam được trang bị các máy gia công EDM, chủ yếu là
trong lĩnh vực chế tạo khuôn mẫu, chiếm khoảng 20%- 50% tùy theo độ phức tạp về
kết cấu của sản phẩm. Một số cơ sở gia công khuôn mẫu có trang bị các máy EDM ở
nước ta như: Xưởng gia công cơ khí trường ĐHBK, công ty chế tạo khuôn mẫu Duy
Khanh, Duy Tân …v.v….
1.5
Giới thiệu một số máy EDM dạng xung định hình
Sodick vừa đưa ra giới thiệu sản phẩm máy xung tia lửa điện CNC C32 được
sản xuất tại Nhà máy Sodick Amoy (Trung Quốc) với mức giá cực kỳ cạnh tranh và
hợp lý cho các xưởng khuôn mẫu hiện đại.
Hình 1.5.1 Máy xung tia lửa điện CNC C32
C32 dòng máy EDM truyền động động cơ tuyến tính thế hệ thứ 5 được thiết kế
nhỏ gọn, đòi hỏi diện tích lắp đặt tối thiểu 1850x2600mm. Khỏang làm việc của máy
có kích thước 450x300 mm và hành trình dịch chuyển các trục X/Y/Z(W)
300x250x150 mm (100). Khối lượng vật gia công tối đa 50kg là và trọng lượng điện
cực tối đa là 20kg.
C32 sử dụng hệ điều khiển LMX32 hoạt động trên nền Window XP với màn
hiển thị cảm ứng TFT 15". Phần mềm hỗ trợ gia công LN Assit giúp người vận hành
dễ dang tạo các chương trình NC (với các điều kiện gia công và chế độ bù tối ưu) từ
mọi bài toán sản phầm.C32 là máy EDM đầu tiên ứng dụng công nghệ truyền tín hiệu
Thiết Kế Máy Gia Công Tia Lửa Điện
10
Luận văn tốt nghiệp
Lớp BT06CTM
serial siêu tốc 1Gbit/giây cho hệ thống điều khiển. Hệ thống truyền tín hiệu tốc độ cao
này giúp nâng cao hiệu suất truyền động, độ phản hồi điều khiển servo cũng như độ tin
cậy của máy trong quá trình gia công.
Hệ điều khiển LMX32 với hệ mạch "zero wear" giúp giảm độ hao mòn điện cực
graphite dưới 0.06% trong khi tăng tốc độ gia công tới 20%. Với tính năng này, C32
giúp giảm số lượng điện cực khi gia công các lõ hỗc. Trong khi, một máy EDM thông
thường đòi hỏi từ 2-3 điện cực cho gia công thô, gia công bán tinh và gia công tinh,
C32 có thể chỉ cần đến 1 điện cực duy nhất. Điều này không chỉ giúp tiết kiêm thời
gian và chi phí sản xuất mà còn giảm thiểu các sai số gia công.
C32 cũng được trang bị công nghệ truyền động động cơ tuyến tính tiên tiến của
Sodick, giúp trục Z có thể đạt tốc độ dịch chuyển cao tới 1.400"/phút và gia tốc trọng
trường tới 1.2G. Với tốc độ dịch chuyển trục Z cao giúp tự rạo ra hiệu ứng bơm đẩy
phoi ra khỏi các hốc gia công, nhờ đó người sử dụng không cần sử dụng vòi xối mà
vẫn
đảm
bảo
được
chất
lượng
gia
công
ổn
định
nhất.
Sodick là nhà sản xuất hàng đầu trong lĩnh vực máy gia công tia lửa điện với số lượng
hơn 50.000 máy đã bán ra trên toàn thế giới. Model C32 được tin tưởng sẽ là sản phẩm
đột phá trong chiến lược "toàn cầu hóa máy EDM" của Sodick.
Hình 1.5.2 Máy xung tia lửa điện CNC M30
Đặc tính cơ bản:
Thiết Kế Máy Gia Công Tia Lửa Điện
11
Luận văn tốt nghiệp
Lớp BT06CTM
- Bộ điều khiển heidenhan EDM
- Biểu đồ hiển thị 4 số sau dấu phẩy
- Bộ nhớ đồ thị theo 9 hướng
- Chức năng xây dựng chương trình và các mẫu
- Chức năng hiển thị độ chiều sâu cắt gọt chậm nhất
- Chức năng lưu lại lượng tiêu thụ điện năng
- Xây dựng phần còn lại và đưa các bon thừa ra ngoài
- Thiết bị độ chính xác theo bộ mã quang học tới 1 µ
- Chống mài mòn nhờ bôi trơn
- Vít bi có độ chính xác cao giúp cơ cấu truyền động tinh sảo hơn
- Hệ thống lọc kép tách cacbon cho nhiều hiệu quả
- Hệ thống phát hiện lửa
Đặc tính kỹ thuật:
- Phạm vi làm việc: 885x 435x 270 mm
- Kích thước bàn làm việc: 470x 280 mm
- Khoảng cách giữa trục chính và bàn máy: 405 mm
- Phạm vi dịch chuyển theo trục : 250x 200x 200 mm
- Sự dịch chuyển thêm của trục Z: 170 mm
- Trọng lượng tối đa của phôi: 300 kgs
- Trọng lượng tối đa của điện cực: 30 kgs
- Dung tích tối đa của chất điện môi: 200 lít
- Tốc độ tối đa cắt gọt: 230 mm3/phút
- Tỉ lệ hao mòn nhỏ nhất < 0.1%
- Cấp độ bóng đạt được < Ra0.18 µm
- Dòng gia công cực đại: 30A
- Công suất đầu vào: 2.4 KVA
Thiết Kế Máy Gia Công Tia Lửa Điện
12
Luận văn tốt nghiệp
Lớp BT06CTM
- Kích thước máy: 130x 125x 212 cm
- Khối lượng máy: 1095 kg
SKU: Máy Xung Điện EDM
Hình 1.5.3 Máy xung tia lửa điện CNC M30
MODEL
GS450ZNC
GS540ZNC
GS650ZNC
GS750ZNC
Kích thước bàn máy
700x400mm
900x500mm
1000x600mm
1100x650
Hành trình trục X,Y
450x350mm
600x500mm
600x500mm
700x600mm
Hành trình trục Z
300mm
250mm
250-280mm
280-300mm
300mm
350mm
Hành trình đầu máy
200mm
220mm
280mm
200mm
180-680mm
840mm
830mm
950mm
Tải trọng đầu điện cực
50kg
2000kg
220kg
250kg
Tải trọng bàn làm việc
500kg
500kg
2500kg
2800kg
Kích thước bồn dầu 1270x680x4
1700x900x5
1800x900x60
1800x900x6
trên bàn máy
20mm
00mm
0mm
00mm
Dung tích bồn dầu
400L
880L
1126L
1240L
Kích thước ngoại hình 1400x1350x
1800x1550x
2000x1710x2
1400x1350x
máy
250mm
2400mm
360mm
2250mm
Trọng lượng máy
1600kg
2000kg
3000kg
3800
ZNC75A
ZNC90A
Khoảng cách từ bàn
máy đến đầu điện cực
TỦ ĐIỀU KHIỂN/ MODEL
ZNC60A
Thiết Kế Máy Gia Công Tia Lửa Điện
13
Luận văn tốt nghiệp
Lớp BT06CTM
Công suất dòng điện nạp vào
380V KVA
380V KVA
380V KVA
Dòng điện gia công lớn nhất
60A
75A
90A
Tốc độ gia công lớn nhất
500mm²/min
500mm²/min
500mm²/min
Độ chính xac bề mặt phôi nhỏ nhất
2.1µmRa
2.1µmRa
2.1µmRa
Tỷ lệ tiêu hao điện cực nhỏ nhất
0.1%
0.1%
0.1%
Kích thước
650x750mm
650x750mm
650x750mm
Trọng lượng
230kg
230kg
230kg
1.6
Mục tiêu của đề tài
Nghiên cứu thiết kế máy gia công tia lửa điện dạng xung định hình loại nhỏ.
Mô phỏng sự ảnh hưởng các thông số gia công đến độ nhám bề mặt gia công
Gia công một số mẫu trên máy mô hình
Dựa vào các thông số kỹ thuật đã khảo sát được ở trên, chúng ta có thể chọn các
thông số sơ bộ để thiết kế máy EDM loại nhỏ như sau:
Cường độ dòng điện: Imax = 30A
Điện áp nguồn: Uz= 60, 150, 240 volt
Kích thước bàn máy: 500mm Lx 400mm W
Hành trình dịch chuyển của điện cực theo trục z = 220mm
Bể chứa dung dịch: 600x 500x 250 mm
Khối lượng cực đại của điện cực: 25kg
Khối lượng chi tiết gia công: 60kg
Thiết Kế Máy Gia Công Tia Lửa Điện
14
Luận văn tốt nghiệp
Lớp BT06CTM
Chương 2
NGHIÊN CỨU CÔNG NGHỆ GIA CÔNG EDM
Chương này trình bày:
2.1-
Cấu tạo tổng quát của máy EDM
2.2-
Tính chất vật lý của quá trình gia công
2.3-
Mô tả quá trình bốc tách kim loại khi gia công
2.4-
Các đặc tính về điện trong quá trình gia công
2.5-
Chất lượng bề mặt khi gia công bằng EDM
2.5.1- Độ nhám bề mặt
2.5.2- Vết nứt tế vi và các lớp ảnh hưởng nhiệt
2.6-
Các yếu tố ảnh hưởng đến chất lượng gia công
2.7-
Độ chính xác khi gia công bằng EDM
2.8-
Các vấn đề liên quan đến điện cực
2.9-
Các vấn đề liên quan đến dung dịch điện môi
2.10- Khe hở phóng điện
Thiết Kế Máy Gia Công Tia Lửa Điện
15
Luận văn tốt nghiệp
Lớp BT06CTM
2.1 Cấu tạo tổng quan của máy EDM
Hình 2.1.1 Cấu tạo tổng quát của máy EDM
Chú thích:
Thiết Kế Máy Gia Công Tia Lửa Điện
16
Luận văn tốt nghiệp
Lớp BT06CTM
1a. Trục Y
10. Tủ cấp điện và các cầu chì
1b. Trục X
11. Thùng chứa và xử lý chất điện môi
1c. Động cơ servo trục Z
12. Bơm tuần hoàn
2. Đầu mang điện cực
13. Bộ lọc
3. Thùng chất điện môi
14. Đường ống cấp chất điện môi
4. Phôi
15. Ống tháo chất điện môi
5. Điện cực
16. Máy phát tia lửa điện
6. Bàn trượt dọc X
17. Khe hở phóng tia lửa điện
7. Bàn trượt ngang Y
8. Hệ thống điều khiển servo
9. Màn hình điều khiển video
Về cơ bản, máy xung định hình gồm 3 phần chính:
Phần cơ khí: khung máy, bàn trượt trục X, trục Y, trục Z, bộ phận
kẹp phôi, đầu mang điện cực, thùng chứa dung dịch điện môi………
Hệ thống điện: điều khiển toàn bộ qua trình gia công: tạo xung,
cường độ dòng điện, điều khiển sự di chuyển của điện cực……..
Dung dịch điện môi:
Thiết Kế Máy Gia Công Tia Lửa Điện
17
Luận văn tốt nghiệp
Lớp BT06CTM
3
4
5
1
2
Hình 2.1.2
1. Đầu mang điện cực
2. Điện cực
3. Dung dịch điện môi (cách điện)
4. Phôi cần gia công
5. Bộ phận kẹp phôi
Nguyên lý hoạt động: Cho điện cực tiến gần đến chi tiết gia công và cách một
khoảng a (như hình) nào đó thì giữa chúng phát sinh ra tia lửa điện, tia lửa này có nhiệt
độ rất cao có thể lên đến 10.0000C. Do đó sẽ làm bóc hơi kim loại của phôi tại vị trí
sinh ra tia lửa.
2.2 Tính chất vật lý của quá trình gia công
Chúng ta xét quá trình tạo tia lửa điện trong một chu kỳ xung:
Trong chu kỳ xung có hiện tượng trễ dòng (sau một khoảng thời gian td so với
thời điểm bắt đầu có điện áp thì mới xuất hiện dòng điện), như hình sau
Thiết Kế Máy Gia Công Tia Lửa Điện
18
Luận văn tốt nghiệp
Lớp BT06CTM
Ue
U
U
t(
)
t(
)
Td
Te
I
T0
Ie
Ti
Hình 2.2.1 Đồ thị dòng điện I và điện áp U trong một chu kỳ xung
Chu kỳ xung là Tp= Ti + To
Ta thấy dòng điện sẽ bị trễ một khoảng Td so với điện áp, thời gian tạo ra tia
lửa điện chính là Te (còn gọi là thời gian làm bóc lớp kim loại gia công) với giá trị
cường độ dòng điện trung bình là Ie
Năng lượng sinh ra giữa điện cực và chi tiết là:
We= Ue. Ie. Te
Ue: là giá trị trung bình của điện áp
Te: còn gọi là thời gian kéo dài xung
Ie: cường độ dòng điện
Thiết Kế Máy Gia Công Tia Lửa Điện
19
Luận văn tốt nghiệp
Lớp BT06CTM
Ta có thể tóm tắt phần xung cung cấp cho máy gia công tia lửa điện như hình
H2.2.2
Ie
U
t(
)
t(
)
Tp
Ie
I
Tp
Hình 2.2.2 Dạng xung công suất để gia côn
Đặc điểm của phương pháp gia công tia lửa điện:
Vật liệu gia công và điện cực phải có tính dẫn điện
Dung dịch điện môi phải là dung dịch không dẫn điện ở điều kiện bình
thường
Điện cực có độ cứng thấp hơn nhiều so với vật liệu gia công
Ví dụ: điện cực đồng, chi tiết gia công là thép gió, thép hợp kim cứng……
Ta có thể chia quá trình tạo tia lửa điện của một xung thành 3 giai đoạn:
Quá trình ăn mòn của một xung gia công được trải qua 3 giai đoạn: giai đoạn hình
thành kênh dẫn điện, giai đoạn phóng tia lửa điện làm bốc hơi vật liệu và giai đoạn
phục hồi.
Giai đoạn 1: hình thành kênh dẫn điện
Các đặc điểm chính của giai đoạn này là:
Giai đoạn này được xác định trong khoảng thời gian khi bắt đầu có điện áp (cấp
bởi nguồn) và kết thúc khi điện áp bắt đầu giảm.








