THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG GIA CÔNG LY HỢP VẤU CĐKT Cao Thắng

NỘI DUNG ĐỒ ÁN
THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG GIA CÔNG LY HỢP VẤU CĐKT Cao Thắng
LỜI NÓI ĐẦU
Hiện nay, cùng với sự phát triển của đất nước thì ngành cơ khí cũng phát triển mạnh mẽ và các sản phẩm của nó được sử dụng rộng rãi trong đời sống của con người.
Đồ án tốt nghiệp chính là hành trang để một công nhân cơ khí, một công nhân dựa vào làm cơ sở thiết kế. Đồ án tốt nghiệp được đem vào giảng dạy ở hầu hết các trường kỹ thuật. Đối với mỗi học sinh, sinh viên cơ khí thì đồ án tốt nghiệp là đề tài giúp cho em tốt nghiệp ra trường và đồng thời em đem kiến thức học để trình bày các vấn đề tổng hợp của công nghệ chế tạo máy đã được học ở trường qua các giáo trình cơ bản về công nghệ chế tạo máy. Khi làm đồ án tốt nghiệp này phải làm quen với cách sử dụng tài liệu, cách tra sổ tay cũng như so sánh lý thuyết đã học với thực tiễn sản xuất cụ thể.
Để hoàn thành được đồ án tốt nghiệp này, em xin chân thành cảm ơn sự hướng dẫn của thầy Võ Văn Cường đã hướng dẫn em , khoa cơ khí của trường Cao Đẳng Kỹ Thuật Cao Thắng.
Trong quá trình làm đồ án thì em sẽ không tránh khỏi thiếu sót và sai sót trong đồ án mong quý thầy (cô) bỏ qua những sai sót và thiếu sót trong đồ án tốt nghiệp, em rất mong nhận được sự chỉ bảo thêm của thầy.
PHẦN 1 : PHÂN TÍCH CHI TIẾT GIA CÔNG
1.1)Phân tích tính năng và công dụng của chi tiết gia công :
- Chức năng : ly hợp vấu dùng để thay đổi tốc độ hay tỷ số truyền của các cặp bánh răng trong hộp tốc độ của máy khi ta kéo ly hợp vấu sang trái hoặc sang phải.
- Công dụng : dùng để lắp ổ lăn và bánh răng. Vì vậy khi gia công sai lệch của các cổ trục lắp ghép ổ lăn nằm trong khoảng 0.04 – 0.1 mm.
- Vì chi tiết gia công phải làm việc liên tục và truyền momen xoắn nên sau khi gia công phải nhiệt luyện các vấu đạt độ rắn 50 – 55 HRC.
- Vật liệu chế tạo phôi là thép C45.
1) Phân tích độ chính xác chi tiết gia công :
- Ly hợp vấu dùng để lắp ghép ổ lăn, bánh răng => truyền momen xoắn.
- Trên ly hợp vấu có gia công ren dùng để lắp ghép ly hợp vấu vào trong máy. Có khoan lỗ Ø5 để gắn chốt.
- Kết cấu chi tiết đơn giản, phôi được chế tạo bằng phương pháp cán.
- Chi tiết có thể gia công cơ dễ dàng.
- Độ chính xác về kích thước , hình dáng hình học, vị trí tương quan và chất lượng bề mặt đạt cấp chính xác 8 – 7. Vì vậy chi tiết tiện tinh sau khi tiện thô và mài lại sau khi nhiệt luyện.
- Khi cắt gọt độ cứng vững của chi tiết gia công cao, dao cắt gọt dễ dàng không bị yếu.
- Lắp ráp dễ dàng.
- Vật liệu chế tạo là thép C45 => đảm bảo độ cứng chi tiết, vật liệu chế tạo dã thích hợp.
3)Phân tích điều kiện làm việc
-Như ta đã biết ly hợp vấu làm việc với tốc độ cao. Vì vậy làm cho tần số của ly hợp vấu rất lớn ,cho nên xuất hiện lực ly tâm rất lớn gây ra hao mòn lớn trên các bề mặt ma sát của cổ trục và các vấu khác.
-Trong quá trình làm việc ly hợp vấu chịu tác dụng của các bộ phận truyền lực .Những lực này có trị số rất lớn và thay đổi theo chu kỳ nhất định nên có tính chat va đập mạnh.
-Các lực trên còn gây ra ứng suất uốn ,xoắn trục ,làm động cơ rung động ,mất cân bằng.
4)Phân tích về vật liệu chế tạo phôi
Theo bản vẽ chi tiết ta thấy vật liệu chế tạo ly hợp vấu có ký hiệu : Thép C45 có độ cứng 50-55 HRC .
a)Giải thích ký hiệu :
-C45 là thép cacbon kết cấu
-C là ký hiệu cacbon
-45 là thành phần , phần vạn cacbon trung bình
b)Thành phần .
-Thành phần cơ bản của thép là Fe và C .
-Trong đó C=0,45% .Ngoài ra còn có một số nguyên tố hợp kim như :Mn=0,5-0,8%;Si=0,17-0,37%;P<0,4%;S<0,4%;C<43%;Ni<0,3%
c)Cơ tính của vật liệu :
C45 có đặc tính sau đây :
-Giới hạn bền kéo Gk=360 Mm/m2
-Giới hạn bền Gb=610 Mm/mm2
-Độ dẻo Fs=16%
-Độ thắt tỷ đối q=40%
-Giới hạn chảy Gch=<300N/m2
-Độ cứng
+Thép cán nóng HB=229 kg/m2
+Thép cán nguội HB=197 kg/m2
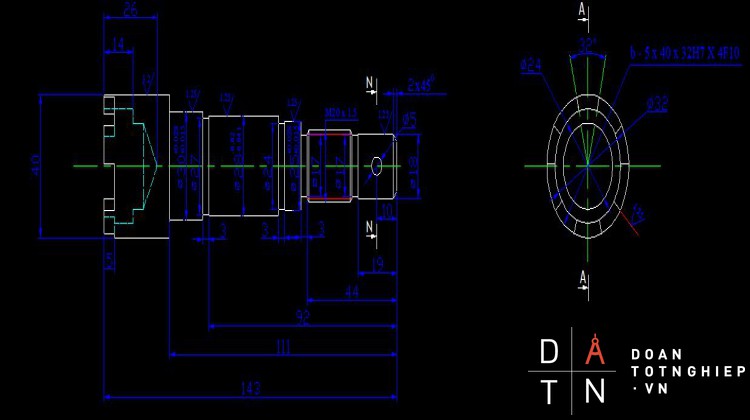
1.2)Phân tích về độ chính xác của ly hợp vấu
*Phân tích độ chính xác về kích thước
Trên bản vẽ chi tiết gia công có hai loại kích thước :
-Kích thước có sai lệch giới hạn chỉ dẫn
-Kích thước có sai lệch giới hạn không chỉ dẫn
a)Kích thước có sai lệch giới hạn chỉ dẫn
Trên bản vẽ chi tiết có các kích thước có sai lệch giới hạn chỉ dẫn sau :M20x1,5; Ø25+0.015+0.028; Ø28-0.041-0.02; Ø30+0.015+0.028
+ Đối với kích thước Ø25+0.015+0.028
Kích thước danh nghĩa dn = 25 mm
Sai lệch giới hạn trên es = +0.028 mm
Sai lệch giới hạn dưới ei = +0.015 mm
Kích thước giới hạn trên dmax =dn + es =25+0.028 = 25.028 mm
Kích thước giới hạn dưới dmin = dn + ei =25+0.015 =25.015 mm
Dung sai Td=es –ei = 0.028-0.015 =0.013 mm
Tra bảng 2.3 theo trị số dung sai tiêu chuẩn , xác định sai lệch giới hạn của kích thước Ø25+0.015+0.028 thì đạt cấp chính xác IT 6.
Tra bảng 2.4 theo trị số các sai lệch cơ bản của trục với kích thước là Ø25+0.015thuộc miền dung sai n .
Vậy với kích thước Ø25+0.015+0.028 = Ø25n6
+ Đối với kích thước Ø28-0.041-0.02
Kích thước danh nghĩa là dn= 28 mm
Sai lệch giới hạn trên là es = -0.02 mm
Sai lệch giới hạn dưới là ei = -0.041 mm
Kích thước giới hạn trên dmax= dn+es =28-0.02 =27.98 mm
Kích thước giới hạn dưới dmin= dn + ei = 28-0.041 =27.959 mm
Dung sai Td = es- ei =-0.02 –(-0.041) =0.021 mm
Tra bảng 2.3 theo trị số dung sai tiêu chuẩn với kích thước Ø28-0.041-0.02 thì đạt cấp chính xác là IT 7
Tra bảng 2.4 theo trị số sai lệch cơ bản của trục với kích thước Ø28-0.02 thuộc miền dung sai f.
Vậy kích thước Ø28-0.041-0.02 = Ø28f7
+ Đối với kích thước Ø30+0.015+0.028
Kích thước danh nghĩa là dn = 30 mm
Sai lệch giới hạn trên là es = + 0.028 mm
Sai lệch giới hạn dưới là ei = + 0.015 mm
Kích thước giới hạn trên là dmax = dn + es = 30 + 0.028 =30.028 mm
Kích thước giới hạn dưới là dmin = dn + ei = 30 + 0.015 =30.015 mm
Dung sai là Td = es –ei = 0.028 – 0.015 = 0.013 mm
Tra bảng 2.3 theo trị số dung sai tiêu chuẩn với kích thước Ø30+0.015+0.028 thì đạt cấp chính xác là IT 6.
Tra bảng 2.4 theo trị số các sai lệch cơ bản của trục với kích thước Ø30+0.028 thuộc miền dung sai n.
Vậy kích thước Ø30+0.015+0.028 = Ø30n6.
+ Đối với kích thước M20x1,5
M là ren hệ mét
20 là đường kính chân ren
Bước ren là 1.5
Cấp chính xác là 7
Miền dung sai là h
Tra bảng 2 theo sai lệch kích thước của trục là:
Sai lệch giới hạn trên es = o
Sai lệch giới hạn dưới ei =-0.021 mm
Dung sai Td = 0 + 0.021 = 0.021 mm
b)Kích thước có sai lệch giới hạn không chỉ dẫn
Đối với kích thước không chỉ dẫn gồm các kích thước :
Kích thước giữa hai mặt gia công
Kích thước giữa hai mặt không gia công
Kích thước của các góc lượn, bán kính ,mép vát….
Theo quy định trong tiêu chuẩn Việt Nam thì đối với kích thước không chỉ dẫn ta chọn cấp chính xác từ 12 đến 16.
*Đối với kích thước xác định khoảng cách giữa hai mặt gia công ta chọn cấp chính xác là 12:
Theo bản vẽ ta có kích thước sau:
Tra bảng 2.3 theo trị số dung sai tiêu chuẩn
-Đối với kích thước 3 có:
+Sai lệch giới hạn trên là es=0
+Sai lệch giới hạn dưới là ei=-0.1mm
+Dung sai là Td=0.1 mm
-Đối với kích thước 5 có:
+Sai lệch giới hạn trên là es=0
+Sai lệch giới hạn dưới là ei=+0,12 mm
+Dung sai là Td=-0.12 mm
-Đối với kích thước 10 có:
+Sai lệch giới hạn trên là es=0
+Sai lệch giới hạn dưới là ei=-0.15 mm
+Dung sai là Td= 0.15 mm
-Đối với kích thước 14 có:
+Sai lệch giới hạn trên là es=0
+Sai lệch giới hạn dưới là ei=-0.18 mm
+Dung sai là Td=0.18 mm
-Đối với kích thước 19 có:
+Sai lệch giới hạn trên là es=0
+Sai lệch giới hạn dưới là ei=-0.21 mm
+Dung sai là Td=0.21 mm
-Đối với kích thước 26 có:
+Sai lệch giới hạn trên là es=0
+Sai lệch giới hạn dưới là ei=-0.21 mm
+Dung sai là Td=0.21 mm
-Đối với kích thước 44 có:
+Sai lệch giới hạn trên là es=0
+Sai lệch giới hạn dưới là ei=-0.25 mm
+Dung sai là Td=0.25 mm
-Đối với kích thước 55 có:
+Sai lệch giới hạn trên là es=0
+Sai lệch giới hạn dưới là ei=-0.3 mm
+Dung sai là Td=0.3 mm
-Đối với kích thước 92 có:
+Sai lệch giới hạn trên là es=0
+Sai lệch giới hạn dưới là ei=-0.35 mm
+Dung sai là Td=0.35 mm
-Đối với kích thước 111 có:
+Sai lệch giới hạn trên là es= 0
+Sai lệch giới hạn dưới là ei=-0.35 mm
+Dung sai là Td=0.35 mm
*Đối với kích thước xác định khoảng cách giữa 2 mặt gia công ta chọn cấp chính xác là 13.
-Đối với kích thước 143 có:
+Sai lệch giới hạn trên là es=0
+Sai lệch giới hạn dưới là ei=-0.63 mm
+Dung sai là Td=0.63 mm
*Đối với kích thước xác định khoảng cách giữa 2 mặt không gia công ta chọn cấp chính xác là 16.
Theo bản vẽ ta có kích thước Ø5 có:
Kích thước danh nghĩa là D=5
Miền dung sai là H
Tra theo bảng 1.14
+Sai lệch giới hạn trên là ES=0.75 mm
+Sai lệch giới hạn dưới là EI=0
+Dung sai là TD=0.75 mm
Vậy Ø5+0.75
*Sai lệch các góc lượn, mép vát:
Góc 320 có:
+Sai lệch giới hạn trên là ES=0.033 mm
+Sai lệch giới hạn dưới là EI=0.017 mm
+Dung sai là TD=0.016 mm
Mép vát 2x450 có:
+Sai lệch giới hạn trên là ES=0.01 mm
+Sai lệch giới hạn dưới là EI=0.004 mm
+Dung sai là TD=0.006 mm
*Phân tích độ chính xác về hình dáng hình học và vị trí tương quan:
Dựa vào yêu cầu kỹ thuật của chi tiết gia công ta phân tích như sau:
-Sai số về độ không song song giữa hai đường tâm nhỏ hơn hoặc bằng 0.02 mm thì sai lệch này thuộc cấp chính xác 8.
-sai số về độ phẳng của hai đầu trục nghĩa là dung sai độ phẳng nằm trong giới hạn cho phép là 0.02 mm nên sai lệch này thuộc cấp chính xác 9.
*Phân tích độ chính xác về chất lượng bề mặt của chi tiết gia công:
Theo bản vẽ chi tiết thì các bề mặt ly hợp vấu có các cấp độ nhám như sau:
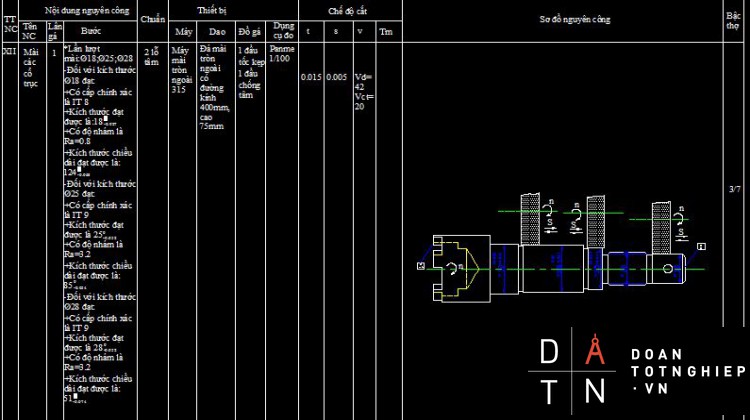
-Các mặt trụ ngoài Ø30+0.015+0.028; Ø25+0.015+0.028; Ø28-0.041-0.02; Ø18 có độ nhám Ra=1.25 thì độ nhám này thuộc cấp độ nhám 7.
-Các mặt còn lại có độ nhám RZ=40 thì độ nhám này thuộc cấp độ nhám 3.
*Giải thích ký hiệu:
Ra là sai lệch trung bình số học.
-PHẦN 2 : XÁC ĐỊNH DẠNG SẢN XUẤT
2.1)Mục đích :
Mục đích của phần này là xác định hình thức tổ chức sản xuất (đơn chiếc hàng loạt nhỏ, hàng loạt vừa, hàng loạt lớn, hàng khối ) để từ đó cải thiện tính công nghệ của chi tiết gia công,chọn phương pháp chế tạo phôi thích hợp, chọn thiết kế hợp lý để gia công chi tiết.
2.2)Dạng sản xuất :
Để thực hiện điều này trước hết ta cần xác định sản lượng chi tiết cần chế tạo trong một năm của nhà máy .Theo công thức chi tiết cần chế tạo trong một năm nhà máy .Theo công thức sau :(trong sách thiết kế đồ án công nghệ chế tạo máy ,tập 2)
N=N0 x m x [1 x (α+β)/100]
Ở đây ta sản suất hàng loạt .Nên ta chọn dạng sản xuất là hàng loạt vừa với sản lượng hàng năm là 1000 chiếc.
Xác định sản xuất hàng năm
N=N0 x m x [1 x (α+β)/100)]
Trong đó: N là sàn lượng hàng năm
N0 là số lượng chi tiết sản xuất trong một năm ( chiếc/năm )=>N0=1000 ( chiếc/năm).
m là số lượng chi tiết sau một sản phẩm =>m=1
α là độ phế phẩm chủ yếu trong xưởng đúc,rèn (α=3->6%)
β là số chi tiết được chế tạo thêm để dự trữ (β=5->7%)
Vậy :
N=N0 x m x [1 x (α + β)/100]
=1000 x 1 x [1 x (6+5)/100] =1110 ( chiếc/năm )
Vậy sản xuất theo dạng sản xuất hàng loạt vừa .
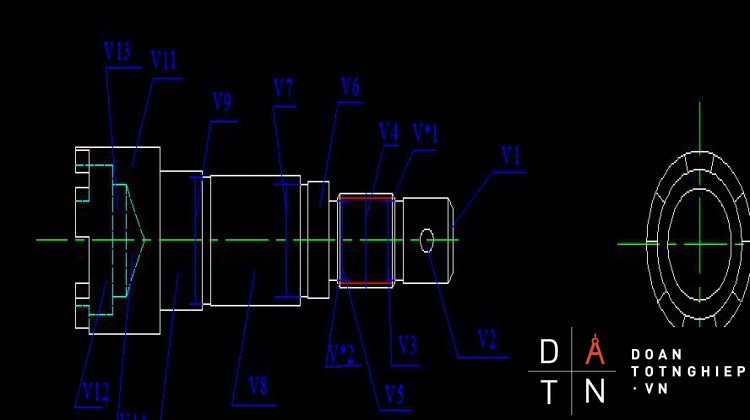
2.3)Trọng lượng chi tiết:
Bản vẽ đánh số:
1)Tính thể tích chi tiết gia công :
- Thể tích hình nón cụt :
V= 1/3 x п x h x (R12 + R22 + R32)
= 1/3 x 3.14 x 2 x (92 + 8.52 + 9 x 8.5)
= 480.943 mm3
-Thể tích hình trụ tròn Ø18 :
V1 = п x R12 x h1
= 3.14 x 92 x 19
= 4832.46 mm3
- Thể tích lỗ hình trụ tròn Ø5 :
V2 = п x R22 x h2
= 3.14 x 2.52 x 18
= 353.25 mm3
- Thể tích hình trụ tròn Ø17 :
V3 = п x R32 x h3
= 3.14 x 8.52 x 3
= 680.595 mm3 -
-Thể tích đường kính trung bình giữa hai trụ tròn Ø17 và Ø20
V*1= п x R*1x h*1=3.14x 9.25 x 22= 5910,65 mm2
- Thể tích hình trụ tròn Ø20 :
V4 = п x R42 x h4
= 3.14 x 102 x 22
= 6908 mm3
-Thể tích đường kính trung bình giữa hai trụ tròn Ø17 và Ø20
V*2= п x R*2 x h*2 =3.14 x 9.25 x 22=5910,65 mm2
-Thể tích hình trụ tròn Ø17 :
V5 = п x R52 x h5
= 3.14 x 8.52 x 3
= 680.595 mm3
- Thể tích hình trụ tròn Ø25 :
V6 = п x R62 x h6
= 3.14 x 12.52 x 8
= 3925 mm3
- Thể tích hình trụ tròn Ø24 :
V7 = п x R72 x h7
= 3.14 x 122 x 3
= 1356.48 mm3
-Thể tích hình trụ tròn Ø28 :
V8 = п x R82 x h8
= 3.14 x 142 x 34
= 20924.96 mm3
- Thể tích hình trụ tròn Ø27 :
V9 = п x R92 x h9
= 3.14 x 13.52 x 3
= 1716.795 mm3
- Thể tích hình trụ tròn Ø30 :
V10= п x R102 x h10
= 3.14 x 152 x 16
= 11304 mm3
- Thể tích hình trụ tròn Ø40 :
V11= п x R112 x h11
= 3.14 x 202 x 32
= 40192 mm3
- Thể tích hình trụ tròn Ø32 :
V12= п x R122 x h12
= 3.14 x 162 x 14
= 11253.76 mm3
- Thể tích hình trụ tròn Ø24 :
V13= п x R132 x h13
= 3.14 x 122 x 5
= 2260.8 mm3
- Thể tích hình chóp :
Vchóp = 1/3 x п x R142 x h14
= 1/3 x 3.14 x 122x 7
= 1055.04 mm3
-Thể tích chi tiết gia công :
Vtrục = V + V1 + V3 + V*1+ V4 + V*2+ V5 + V6 + V7 + V8 + V9 + V10 + V11 – (V2 + V12 + V13 + V14)
= 14922.85 mm3 =0.14822 dm3
1) Khối lượng chi tiết gia công :
- Khối lượng riêng của thép : 7.8 kg/dm3
- Khối lượng của chi tiết :
m= D x V (D: khối lượng riêng của thép)
= 7.8 x 0.14922
= 1.2 kg
- Khối lượng của chi tiết gia công là 1.2 kg < 4 kg
- Tra bảng trong giáo trình công nghệ chế tạo máy ta có sản lượng hàng năm của chi tiết là (500 – 5000) chiếc/năm.
- Ta chọn sản lượng hàng năm là 500 chiếc/năm
PHẦN 3 : CHỌN PHÔI VÀ PHƯƠNG PHÁP CHẾ TẠO PHÔI :
Dựa vào kết quả phân tích chi tiết gia công ta chọn vật liệu chế tạo phôi là thép C45.
3.1)Phương pháp chế tạo phôi: ( rèn, hàn, kéo, cán, dập, đúc).
- Dạng phôi : phôi ống.
- Dạng sản xuất : hàng loạt vừa.
=> Phôi được chế tạo bằng phương pháp cán.
3.2)Xác định lượng dư gia công :
Tra bảng trong sổ tay thiết kế cán :
- Lượng dư gia công theo kích thước chiều dài là 7 mm.
- Lượng dư gia công theo đường kính là 2 mm.
3.3)Tính khối lượng chi tiết gia công và phôi để xác định hệ số sử dụng vật liệu.
- Khối lượng chi tiết gia công là : 1 kg.
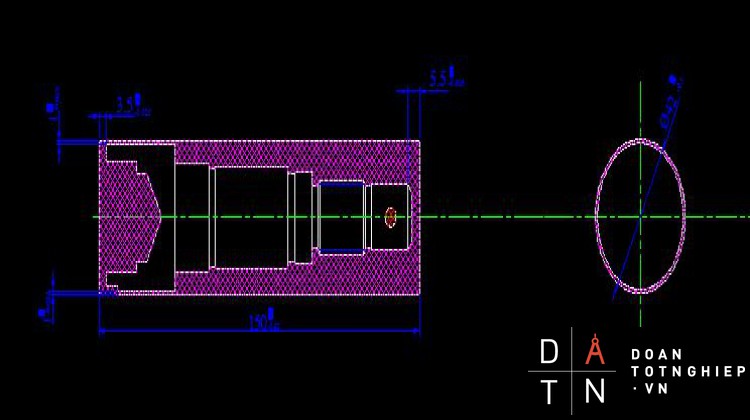
-Thể tích phôi :
V= п x R2 x h
= 3.14 x 212 x 150
= 207711 mm3
- Khối lượng riêng của thép : 7.8 kg/dm3
- Khối lượng phôi :
m= D x V
= 7.8 x 0.207711
= 1.62 kg
- Hệ số sử dụng vật liệu :
K=mct/mp=1.2/1.62=0.7
PHẦN 4 : TIẾN TRÌNH GIA CÔNG CÁC BỀ MẶT
Qua việc phân tích hình dáng kích thước, điều kiện kỹ thuật và tính chất của sản phẩm ta bắt đầu lập quy trình công nghệ gia công chi tiết theo một thứ tự hợp lý nhất.
4.1)Xác định đường lối công nghệ :
Với chi tiết dạng trục và dạng sản xuất hàng loạt vừa trong khi điều kiện sản xuất ở nước ta chủ yếu là máy vạn năng nên ta chọn phương pháp phân tán nguyên công và gia công tuần tự các bề mặt.
4.2)Chọn phương án gia công :
Vật liệu chi tiết gia công là thép C45.
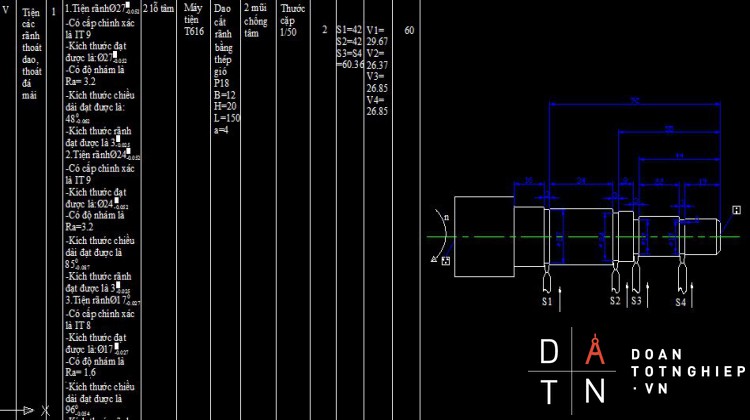
- Bề mặt 1 (do nguyên công 3, 4, 5 ,6, 7 thực hiện ) cần gia công trụ bậc có độ nhám Ra=1.25 nên ta chọn phương án gia công cuối cùng là tiện tinh. bề mặt 1 cần gia công các rãnh Ø27, Ø24, Ø17 dài 3mm để thoát dao và thoát đá mài cho các nguyên công tiếp theo, và bề mặt 1 có 1 đoạn trụ bậc cần gia công ren M20 x 1.5, vì là ren hệ mét nên ta chọn phương án gia công cuối cùng là tiện ren và có 1 đoạn trụ bậc cần gia công lỗ Ø5 ta chọn phương án khoan và không cần khoét và doa sau khi khoan.
- Bề mặt 2 ( do nguyên công 8 thực hiện ) cần khoan lỗ Ø25 mm , sâu 26 mm, vì lỗ sau khi khoan còn tiện tinh nên không cần khoét, doa.
- Bề mặt 3 ( do nguyên công 9 thực hiện ) cần gia công lỗ Ø35H7, độ nhám Ra= 1.25 nên ta chọn phương án gia công cuối cùng là tiện tinh.
- Bề mặt 4 ( do nguyên công 10 thực hiện ) cần gia công 5 vấu đạt chiều cao là 5 mm, độ nhám Ra=1.25 nên ta chọn phương án gia công cuối cùng là phay tinh.
PHẦN 5 : THIẾT KẾ NGUYÊN CÔNG :
Dựa vào hình dáng và điều kiện làm việc ta lập được các nguyên công sau :
5.1)Nguyên công I : chuẩn bị phôi.
5.2)Nguyên công II : vạt 2 mặt đầu, khoan 2 lỗ tâm.
5.3)Nguyên công III : tiện thô trụ bậc Ø31, Ø29, Ø26, Ø21, Ø19.
5.4)Nguyên công IV : tiện tinh trụ bậc Ø30, Ø28, Ø25, Ø20, Ø18.
5.5)Nguyên công V : tiện rãnh.
5.6)Nguyên công VI : tiện thô và tinh bậc còn lại Ø40.
5.7)Nguyên công VII : tiện ren.
5.8)Nguyên công VIII : khoan lỗ Ø24,khoét lỗ Ø32
5.9)Nguyên công IX : phay 5 vấu.
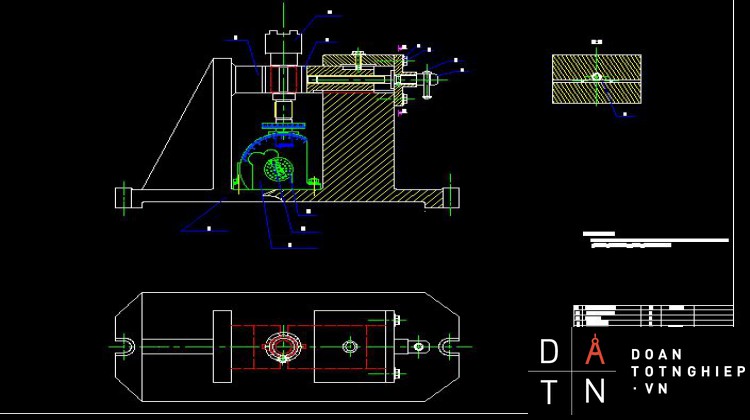
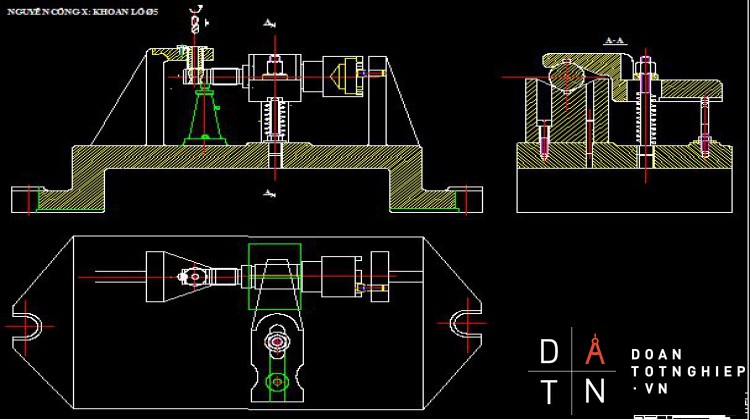
5.10)Nguyên công X : khoan lỗ Ø5.
5.11)Nguyên công XI : nhiệt luyện
5.12)Nguyên công XII : mài các cổ trục.
5.13)Nguyên công XIII : mài các cổ trục.
5.14)Nguyên công XIV : mài các vấu.
5.15)Nguyên công XV : kiểm tra.
PHẦN 6 : TÍNH CHẾ ĐỘ CẮT
6.1)Nguyên công I : chuẩn bị phôi.
Phôi sau khi cán ra thì được cắt ra trên máy cắt chuyên dùng theo kích thước yêu cầu và được nắn thẳng trên máy chuyên dùng.
6.2)Nguyên công II : khoả 2 mặt đầu và khoan 2 lỗ tâm.
- Định vị :
+ Định vị mặt trụ ngoài 4 bậc tự do bằng 2 khối V ngắn.
+ Định vị 1 mặt đầu bằng chốt định vị hạn chế 1 bậc tự do.
- Kẹp chặt : dùng bích kẹp để kẹp chặt, lực kẹp hướng từ trên xuống.
- Chọn máy : máy chuyên dùng.
- Chọn dao :
+ Dao phay mặt đầu có gắn mãnh hợp kim cứng, các thông số :
- Đường kính dao: D = 100 mm.
- Số răng : Z = 8.
- Đường kính phần cán dao : d = 32 mm.
- Mác hợp kim T15K6.
+ Mũi khoan xoắn thép gió đuôi trụ tròn có các thông số
- d = 10 mm.
- L = 170 mm.
- L0 = 100 mm.
- Lượng dư :
+ Lượng dư phay mặt đầu :
- Kích thước phôi : 150 mm.
- Kích thước danh nghĩa 42 mm.
- Kích thước chi tiết cần gia công : 143 mm.
Do dó ta chọn lượng dư gia công z = 7 mm.
Ta phay 2 mặt đầu cùng 1 lúc nên mỗi bên h = z/2 = 3.5 mm.
+ Lượng dư khi khoan 2 lỗ tâm : h = 5 mm.
- Chế độ cắt :
+ Phay :
Chiều sâu cắt : t = h = 3.5 mm.
Lượng chạy dao răng : Sz = 0.2 mm/răng.
Vậy lượng chạy dao vòng: Sv = Z x Sz = 8 x 0.2 = 1.6 mm/vòng.
Tốc độ cắt khi chưa tính tới hệ số điều chỉnh k tra bảng 209-2 trang 192 sổ tay thiết kế công nghệ chế tạo máy tập 1 ta có Vb = 236 m/phút (với tuổi thọ của dao là T = 240 phút).
Khi tính đến các hệ số điều chỉnh :
- Hệ số điều chỉnh phụ thuộc vào độ cứng của thép với σb < 80 KG/mm2 ta có k1= 1.12.
- Hệ số điều chỉnh phụ thuộc vào chu kỳ bền của dao k2=1 với TØ/TH= 1.
- Hệ số điều chỉnh phụ thuộc vào mác hợp kim cứng T15K6 ta có k3=1.
- Hệ số điều chỉnh phụ thuộc vào trạng thái bề mặt gia công k4=1 khi không có vỏ cứng và cán.
- Hệ số điều chỉnh phụ thuộc vào chiều rộng phay với = =0.42 ta có k5=1.13.
- Hệ số điều chỉnh phụ thuộc vào góc nghiêng chính k6=1.
Do đó tốc độ cắt được tính sẽ là :
Vt = Vb x K = 236 x 1.12 x 1 x 1 x 1 x 1.13 x 1= 298.6 m/phút.
Số vòng quay trong 1phút của dao :
Nt= = = 951 vòng/phút
Chọn tốc độ quay của máy là nm= 950 vòng/phút.
Lượng chạy dao phút
Sph = n x Sv = 950 x 1.6 =1520 mm/phút.
+ Khoan :
Chiều sâu cắt t = h = 5 mm
Lượng chạy dao Sv tra bảng 111-2 trang 152 sổ tay thiết kế công nghệ chế tạo máy tập 1 với d=10 mm, σb< 80 KG/mm2, nhóm chạy dao 1 ta có Sv=0.22 - 0.28 mm/vòng lấy Sv= 0.22 mm/vòng.
Chu kỳ bền trung bình của mũi khoan T = 25 phút.
Tốc độ cắt : Tra bảng 113-2 trang 153 sổ tay thiết kế công nghệ chế tạo máy tập 1 ta có Vb= 50 m/phút.
Tốc độ cắt tính toán : Vt = Vb x k1 x k2
Trong đó:
- k1 là hệ số điều chỉnh phụ thuộc vào chiều sâu lỗ khoan. Tra bảng 117-2 trang 154 sổ tay thiết kế công nghệ chế tạo máy tập 1 với L<3D ta có k1 = 1.
- k2 là hệ số điều chỉnh tốc độ cắt theo chu kỳ bền T của mũi khoan TØ/TH = 0.25 => k2 = 1.32.
Từ đó ta có V= 50 x 1 x 1.32 = 66 m/phút.
Số vòng quay trong 1phút của dao :
nt= = = 2102 vòng/phút.
Theo thuyết minh máy chọn nm= 980 vòng /phút.
Tốc độ cắt thực tế
Vt =п= = 30.8 m/phút.
Lượng chạy dao chọn theo máy Sm= 0.22 mm/vòng.
Lượng chạy dao Sph = 0.22 x 980 = 216 mm/phút.
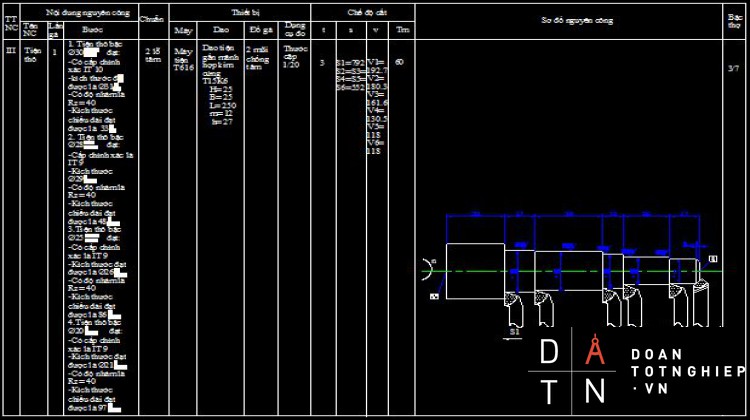
6.3)Nguyên công III : Tiện thô 1 đầu trục.
- Định vị :Chi tiết được định vị 5 bậc tự do trên 2 mũi chống tâm (mũi chống tâm cố định định vị 3 bậc tự do, mũi chống tâm di động định vị 2 bậc tự do)
- Kẹp chặt : Chi tiết được gá trên 2 mũi chống tâm kết hợp với tốc kẹp để truyền momen quay.
- Chọn máy : máy tiện T616
- Chọn dao : dao tiện gắn mãnh hợp kim cứng T15K6.
- Lượng dư gia công : h = 3 mm.
- Chế độ cắt :
+ Chiều sâu cắt t = h = 3 mm.
+ Lượng chạy dao Sv
Tra bảng 10-2 trang 101 sổ tay thiết kế công nghệ chế tạo máy tập 1 với tiết diện thân dao 16 x 25, đường kính chi tiết d = 40 mm, t = 3 mm ta có Sv= 0.4 - 0.5 mm/vòng. lấy Sv= 0.4 mm/vòng.
TÀI LIỆU THAM KHẢO
(1)- Hướng dẫn thiết kế đồ án CÔNG NGHỆ CHẾ TẠO MÁY
HỒ VIẾT BÌNH-PHAN MINH THANH
Xuất bản năm 2013
(2)-Giáo trình CÔNG NGHỆ CHẾ TẠO MÁY
HỒ VIẾT BÌNH-PHAN MINH THANH
Nhà xuất bản đại học quốc gia thành phố HCM
(3)-CHẾ ĐỘ CẮT GIA CÔNG CƠ KHÍ
NGUYỄN TRỌNG ĐÀO
HỒ VIẾT BÌNH
Nhà xuất bản Đà Nẵng,2001
(4)-Sổ tay CÔNG NGHỆ CHẾ TẠO MÁY tập 1
NGUYỄN ĐẮC LỘC
LÊ VĂN TIẾN
NINH ĐỨC BỐN
TRẦN XUÂN VIỆT
Nhà xuất bản khoa học và kỹ thuật ,2010
(5)-Sổ tay CÔNG NGHỆ CHẾ TẠO MÁY tập 2
NGUYỄN ĐẮC LỘC
LÊ VĂN TIẾN
NINH ĐỨC BỐN
TRẦN XUÂN VIỆT
Nhà xuất bản khoa học và kỹ thuật
(6)-ATLAS ĐỒ GÁ
TRẦN VĂN ĐỊCH
Nhà xuất bản khoa học và kỹ thuật ,2003
(7)-Sách CÔNG NGHỆ KIM LOẠI
NGUYỄN TÁC ÁNH
HOÀNG TRỌNG BÁ
(8)-Sách DUNG SAI KỸ THUẬT ĐO
TÀI LIỆU THAM KHẢO
- THIẾT KẾ ĐỒ ÁN CÔNG NGHỆ CHẾ TẠO MÁY. – TRẦN VĂN ĐỊCH. NXB KHKT 2000
- CÔNG NGHỆ CHẾ TẠO MÁY. – ĐHSPKT 2000. –HỒ VIẾT BÌNH – NGUYỄN NGỌC ĐÀO.
- CHẾ ĐỘ CẮT GIA CÔNG CƠ KHÍ. – NXB ĐÀ NẴNG 2001. NGUYỄN NGỌC ĐÀO – HỒ VIẾT BÌNH.
- SỔ TAY CNCTM TẬP 1,2. NXB KHKT 2001. –NGUYỄN ĐẮC LỘC – LÊ VĂN TIẾN.
- ĐỒ GÁ GIA CÔNG CƠ KHÍ. NXB ĐÀ NẴNG 2000. – HỒ VIẾT BÌNH – LÊ ĐĂNG HOÀNH – NGUYỄN NGỌC ĐÀO.
- SỔ TAY VÀ ATLAS ĐỒ GÁ. – NXB KHKT 2000. –TRẦN VĂN ĐỊCH.
- CÁC SÁCH GIÁO KHOA VỀ CÔNG NGHỆ CHẾ TẠO MÁY.
- CƠ SỞ CÔNG NGHỆ CHẾ TẠO MÁY. – ĐHSPKT 2002. – NGUYỄN NGỌC ĐÀO – HỒ VIẾT BÌNH – PHAN MINH THANH.
TÀI LIỆU THAM KHẢO THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT THÂN ĐỒ GÁ RÃNH ĐUÔI ÉN ĐHCN HÀ NỘI
1] : Thiết kế đồ án công nghệ chế tạo máy
[2] : Sổ tay công nghệ chế tạo máy tập 1 (bộ 3 tập)
[3] : Sổ tay công nghệ chế tạo máy tập 2 (bộ 3 tập)
[4] : Sổ tay công nghệ chế tạo máy tập 2 (bộ 3 tập)
[5] : Sổ tay nhiệt luyện
[6] : Công nghệ chế tạo máy tập 1
[7] : Sổ tay công nghệ chế tạo máy tập 1 (bộ 7 tập)
[8] : Sổ tay công nghệ chế tạo máy toàn tập (trường ĐHBK