THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT MẶT BÍCH ĐẦU



NỘI DUNG ĐỒ ÁN
THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT MẶT BÍCH ĐẦU, đồ án môn học công nghệ chế tạo máy CHI TIẾT MẶT BÍCH ĐẦU, bài tập lớn công nghệ chế tạo máy CHI TIẾT MẶT BÍCH ĐẦU, thiết kế quy trình công nghệ gia công CHI TIẾT MẶT BÍCH ĐẦU
NỘI DUNG THUYẾT MINH
A . PHÂN TÍCH SẢN PHẨM:
1. Phân tích hình dạng và kết cấu:
- Chi tiết mặt bích đầu là chi tiết dạng mặt bích.Phần lớn các mặt gia công là mặt phẳng và mặt trụ trong .Chi tiết có dạng hộp vuông chiều cao bằng nửa chiều rộng .Có hai mặt phẳng lớn nhất là hai mặt đầu A,B có kích thước choán chổ lớn nhất là 70x70 .Chi tiết có mặt trụ trong là phần trụ bậc có đường kính danh nghĩa lầ lượt là Æ![]() . và Æ22,5 Æ30.
. và Æ22,5 Æ30.
- Chi tiết còn có 4 lổ suốt Æ8.5 phân bố đều ở 4 góc mặt bích và lổ ren M8 và một lổ ren M6 Các lổ ren M8 được gia công trên mặt đầu cách nhau 48mm được gia công trên mặt bên cách mặt đầu A 12mm.
2. Phân tích công dụng và điều kiện làm việc:
- Mặt bích đầu dùng để đở các đầu trục quay và bích mặt dầu các ống xylanh trong truyền dẩn thủy lực , trên các thân hộp hay các cơ cấu truyền động.
- Chi tiết cần gia công ở đây giử nhiệm vụ chính là mặt bích trên van thủy lực. Chi tiết được lắp với ổ lăn ở phần trụ Æ32 và được giử bằng vai ở phần trụ Æ22,5. Mặt bích đầu lắp với ổ lăn và lắp với phần đầu trục trước khi lắp lên ống xylanh ta có lắp phốt cao su ở rãnh sâu 4mm trên Æ56 , Æ50trên mặ đầu B.
3. Phân tích vật liệu ché tao sản phẩm:
- Chi tiết gia công mặt bích đầu được chế tạ từ vật liệu là thép 45
- Thép 30 là thép cacbon kết cấu chất lượng tốt dùng cho các chi tiết không nhiệt luyện như: mặt bích, chốt , càng gạt …
- Ký hiệu thép 45,2 chử số này chỉ thành phần phần vạn của cacbon chứa trong thép.
- Thành phần hóa học của thép 45 :
0.42-0.50 %C
0.50-0.80 %Mn
- Cơ tính của thép :
+ σb = 610 Mpa
+ Độ cứng: 229 HB
4. Phân tích các yêu cầu kỹ thuật quan trọng:
a. Độ chính xác về kích thước:
- Kích thước .
+ Kích thước danh nghĩa : 32 mm
+ Sai lệch giới hạn :
Sai lệch trên : ES= +0.02.
Sai lệch dưới : EI = 0.
+ Dung sai :
T = ES – EI = 0.02 – 0 = 0.02 mm = 20 mm
Tra bảng 2.3/29 (sách dung sai lắp ghép và kỹ thuật đo lường của PGS.TS Ninh Đức Tốn và GVC Nguyên Thị Xuân Bảy) kích thước đạt cấp chính xác IT7.
- Kích thước :
+ Kích thước danh nghĩa : 22
+ Sai lệch giới hạn :
Sai lệch giới hạn trên: ES = +0.1
Sai lệch giới hạn dưới: EI = 0
+ Dung sai :
T= ES – EI = 0.1– 0 = 0.1mm = 100mm Tra bảng 2.3/29 (sách dung sai lắp ghép và kỹ thuật đo lường của PGS.TS Ninh Đức Tốn và GVC Nguyên Thị Xuân Bảy) kích thước đạt cấp chính xác IT11
- Kích hước :48± 0.1
+Kích thước danh nghĩa : 48mm
+ Sai lệch giới hạn :
Sai lệch trên : +0.1
Sai lệch trên : - 0.1
+ Dung sai :
T = 0.1 – (-0.1) = 0.2mm = 200mm
Tra bảng 2.3/29 (sách dung sai lắp ghép và kỹ thuật đo lường của PGS.TS Ninh Đức Tốn và GVC Nguyên Thị Xuân Bảy) kích thước 48 ±0.1 đạt cấp chính xác IT12
- Kích hước :56± 0.1
+Kích thước danh nghĩa : 52mm
+ Sai lệch giới hạn :
Sai lệch trên : +0.1
Sai lệch trên : - 0.1
+ Dung sai :
T = 0.1 – (-0.1) = 0.2mm = 200mm
Tra bảng 2.3/29 (sách dung sai lắp ghép và kỹ thuật đo lường của PGS.TS Ninh Đức Tốn và GVC Nguyên Thị Xuân Bảy) kích thước 56±0.1 đạt cấp chính xác IT12
- Kích thước 52 ± 0.1
+ Kích thước danh nghĩa : 52mm
+ Sai lệch giới hạn :
Sai lệch trên : +0.1
Sai lệch dưới : -0.1
+ Dung sai :
T = 0.1 – (-0.1) = 0.2mm = 200mm
Tra bảng 2.3/29 (sách dung sai lắp ghép và kỹ thuật đo lường của PGS.TS Ninh Đức Tốn và GVC Nguyên Thị Xuân Bảy) kích thước 52 ± 0.1 đạt cấp chính xác IT12
- Kích thước 16 +0.1
+ Kích thước danh nghĩa : 16mm
+ Sai lệch giới hạn:
Sai lệch trên : +0.1
Sai lệch dưới : 0
+ Dung sai :
T = 0.1 – 0 = 0.1mm = 100mm
Tra bảng 2.3/29 (sách dung sai lắp ghép và kỹ thuật đo lường của PGS.TS Ninh Đức Tốn và GVC Nguyên Thị Xuân Bảy) kích thước 16+0.1 đạt cấp chính xác IT11.
- Kích thước: 38 ± 0.08.
+ Kích thước danh nghĩa : 38mm
+ Sai lệch giới hạn :
Sai lệch trên : +0.08
Sai lệch dưới :-0.08
+ Dung sai :
T = 0.08 – (-0.08) = 0.16mm = 160mm
Tra bảng 2.3/29 (sách dung sai lắp ghép và kỹ thuật đo lường của PGS.TS Ninh Đức Tốn và GVC Nguyên Thị Xuân Bảy) kích thước 38 ± 0.085 đạt cấp chính xác IT11 .
- Kích thước : 26±0.1
+ Kích thước danh nghĩa : 26mm
+ Sai lệch giới hạn:
Sai lệch trên : +0.1
Sai lệch dưới : -0.1
+ Dung sai : T = 0.1 – (-0.1) = 0.2mm = 200 mm
Tra bảng 2.3/29 (sách dung sai lắp ghép và kỹ thuật đo lường của PGS.TS Ninh Đức Tốn và GVC Nguyên Thị Xuân Bảy) kích thước Æ26±0.1 đạt cấp chính xác IT12 .
- Kích thước không chỉ dẩn :
+ Kích thước danh nghĩa 12 ,14 ,20 ,18 ,9.
Theo bảng 7 theo cột ± t/2= 0.2. Các kích thước được viết lại 12 ± 0.2; 14±0.2;
20 ± 0.2 ; 18 ± 0.2 ; 9±0.2 .
+ Ta có:
SLT = +0.2
SLD = - 0.2
+ Dung sai T = 0.4 mm = 400mm
Các kích thước này đạt cấp chính xác IT14.
5. Độ chính xác về vị trí tương quan :
- Dung sai độ phẳng của mặt phẳng A £ 0.05. Nghĩa là khoảng cách lớn nhất D từ các điểm của bề mặt thực tới mặt phẳng áp £ 0.05 mm
- Dung sai độ không song song giửa mặt A và mặt B £ 0.05 nghĩa là hiệu D khoảng cách lớn nhất và nhỏ nhất của các mặt phẳng áp £ 0.05 .
- Dung sai độ vuông góc giửa đường tâm trụ Æ 32 làm chuẩn kiểm tra dung sai độ vuông góc mặt phẳng A không lớn hơn 0.01mm trên 100 mm.
6. Độ chính xác về chất lượng bề mặt :
- Ghi Rz40 cho lỗ Æ 30. Có nghĩa là chiều cao trung bình theo 10 điễm của các bề mặt £ 40mm trên chiều dài chuẩn 2.5mm. Theo bảng 5 trang 22 sách hướng dẩn thiết kế đồ án công nghệ chế tạo máy thì các mặt trên đạt cấp độ nhám cấp 3.
- Ghi Rz40 cho tất cả các mặt còn lại . Có nghĩa là chiều cao trung bình theo 10 điễm của các bề mặt £ 40mm trên chiều dài chuẩn 2.5mm.Theo bảng 5 trang 22 sách HDTKĐAN CNCTM thì các mặt trên đạt cấp độ nhám cấp 4 .
- Ghi 2.5 cho mặt đầu B nghĩa là sai lệch trung bình số học Ra . Ra £ 2.5mm theo bảng 5 trang 22 HDTKĐACN mặt đầu A đạt cấp chính xác cấp 6.
- Ghi 1.25 cho mặt trụ trong có nghĩa là sai lệch trung bình số học Ra £ 1.25 theo bảng 5 trang 22 HDTKĐACN thì mặt trụ trong đạt cấp độ nhám cấp 7.
Kết luận cấp chính xác kích thước gia công đạt từ cấp 4 đến cấp7. Độ nhám bề mặt của chi tiết gia công đạt từ cấp 3 đến cấp 7
- BIỆN LUẬN DẠNG SẢN XUẤT :
1. Khối lượng chi tiết gia công :
+ Thể tích khối hộp vuông a = 70 ; h = 38
+ Thể tích lổ Þ32, h= 16mm
+ Thể tích của lỗ Þ22.5, h=5
+ Thể tích của bốn lỗ Þ8.5, h= 38
+ Thể tích của lỗ Þ30, h= 17
+ Thể tích của hai lỗ ren M8 h= 20
+ Thể tích của lỗ ren M6 , h= 20
+ Thể tích của 4 cạnh vát 5x45 , a=5
+ Thể tích của chi tiết gia công là :
+ Vậy khối lượng của chi tiết gia công là:
m== 0.148095 ´ 7,8 = 1.155Kg
2. Xác định sản lượng hằng năm của sản phẩm:
- Sản lượng chi tiết chế tạo trong một năm được tính theo công thức:
, chiếc/năm (Theo hướng dẫn thiết kế đồ án môn học công nghệ chế tạo máy của PGS. PTS Đặng Văn Nghìn, ThS Lê Trung Thực; ĐHBK Tp Hồ Chí Minh; 1998., mục 2.1)
Trong đó
N0 = 5000 (chiếc): số sản phẩm trong một năm theo kế hoạch
m = 1: số lượng chi tiết như nhau trong một sản phẩm
α = 10÷20%: số phần trăm chi tiết dùng làm phụ tùng, chọn α = 15%
β = 3÷5%: số phần trăm chi tiết phế phẩm trong quá trình chế tạo, chọn β =5%
Do đó:
(chiếc /năm)
Dạng sản xuất hàng loạt vừa, khối lượng chi tiết 1.155Kg.Theo bảng hai sách thiết kế đồ án công nghệ chế tạo máy của GS.TS TRẦN VĂN ĐỊCH, thì sản lượng hằng năm của chi tiết là 500÷5000 chiếc /năm.
- CHỌN PHÔI VÀ PHƯƠNG PHÁP CHẾ TẠO PHÔI :
1. Chọn phôi:
- Chi tiết mặt bích đầu có chức năng đở trục và bích mặt đầu là các chi tiết dạng bắt chặt không cho dầu lọt ra ngoài ở đầu trục pis ton trên ống xylanh hay động cơ dầu có kết cấu đơn giản nhưng đòi hỏi độ bền tương đối .Vật liệu dùng làm các chi tiết mặt bích là thép kết cấu chất lượng tốt như thép 45 .
- Chi tiết có dạng mặt bích gồm một lổ chính bề mặt bắt bích và các lổ phụ , dạng sản xuất hàng loạt vừa, kích thước chi tiết tương đối nhỏ .
- Dựa vào những điều trên ta có thề chọn hai loại phôi là phôi rèn dập và phôi đúc .
- Phôi rèn dập không thích hợp vì chi tiết có thành mỏng (6mm)
- Vậy ta chọn phôi đúc đảm bảo đươc các yêu cầu về vật liệu thép cacbon cao không có độ dẻo cao, có thành mỏng.
2. Phương pháp chế tạo phôi :
- Do đô chính xác không cao lắm của chi tiết nên ta chọn phương pháp đúc bằng khuôn cát. Nếu ta chọn phương pháp đúc bằng khuôn vỏ mỏng hay đúc áp lực không có hiệu quả kinh tế vì đây là dạng sản xuất hàng loạt vừa và đô chính xác đòi hỏi không cao.
- Do chi tiết nhỏ đòi hỏi lượg dư gia công nhỏ nên ta phôi đúc cấp chính xác II . Để tăng năng xuất và chất lương phôi đúc ta chọn làm khuôn bằng máy và sử dụng mẩu kim loại. Do phôi đúc có kích thước nhỏ nên ta có thể đúc 1 lần nhiều phôi trên 1 khuôn .
- Việc chế tạo bằng phôi đúc được sử dụng rộng rãi hiện nay vì đúc được các phôi có hình dáng phức tạp, có thể đạt được kích thước từ nhỏ tới lớn mà phương pháp rèn dập khó đạt được. Cơ tính và độ chính xác của phôi đúc tùy thuộc vào phương pháp đúc và kỹ thuật làm khuôn. Tùy theo tính chất sản xuất, vật liệu của chi tiết đúc trình độ kỹ thuật để lựa chọn phương pháp khác nhau .
Ưu điểm :
- Đối với dạng sản xuất hàng loạt vừa trở lên những lổ đường kính lớn hơn 30mm sẽ được đúc bằng phương pháp dùng ruột (lõi), ruột được chế tạo riêng và chính xác, nên kích thước lổ sau khi đúc đạt đảm bảo vị trí tương quan cao. Không phải tốn nhiều nguyên công để gia công các mặt hay kích thước liên quan nhau.
- Lượng dư gia công tại các nguyên công không nhiều.
- Không phải tốn thời gian gia công cơ bản .
Nhược điểm:
- Phải qua nguyên công làm sạch phôi .
- Cắt bỏ các phần thừa còn lại như đậu ngót ,đậu rót, đậu hơi
Chọn mặt phân khuôn :
- Mặt phân khuôn phải đi qua tiết diện thuận lợi nhất của phần mẩu để lấy mẩu ra khỏi khuôn dể dàng.
- Mặt phân khuôn phải có độ chính xác về hình dạng, kích thước ít bị cong vênh.
- Mặt phân khuôn phải phẳng ,số mặt phân khuôn ít nhất .
Số hòm khuôn : dùng hai hòm khuôn để tiện việc rót kim loại vào khuôn.
3. Xác định lương dư và dung sai cho phôi đúc :
- Chi tiết có kích thước choán chổ lớn nhất là 70 và phôi đúc cấp chính xác II theo sồ tay CNCTM bảng 12b
- Lượng dư đối với khoảng kích thước 70 ± 0,2
Lượng dư 1 phía 4 dung sai cho phép ± 0.8
Vậy kích thước phôi 70+ 4 x 2 =78± 0,8
- Lượng dư đối với khoảng kích thước Æ 32
Lượng dư 1 phía 3,5 dung sai cho phép ± 0,5
Vậy kích thước phôi Æ 25±0,5
- Lượng dư đối với khoảng kích thước 38±0,08
Lượng dư 1 phía 3,5 dung sai cho phép ± 0,5
Vậy kích thước phôi 45±0,5.
- Lượng dư đối với kích thước 16+0,1
Lượng dư 1 phía 3,5 dung sai cho phép ± 0,5
Vậy kích thước phôi là 12,5±0,5
- Lượng dư đối với kích thước Æ30
Lượng dư 1 phía 3,5 dung sai cho phép ±0,5
Vậy kích thước phôi 23±0,5
4. Xác định khối lượng phôi :
- Thể tích của phôi :
+ Thể tích khối hộp 78 x 78 , h=45
+ Thể tích lổ Æ25, h=12,5mm
+ Thể tích của lỗ Æ23, h=13,5
+ Vậy thể tích của phôi là:
+ Vậy khối lượng của phôi là:
m= V = 0,262041 ´ 7,8 = 2,04Kg
- LẬP QUY TRÌNH CÔNG NGHỆ GIA CÔNG CƠ :
I. Lập qui trình công nghệ:
- Qua việc phân tích hình dáng ,kích thước, điều kiện kỹ thuật và tính chất sản xuất ta bắt đầu lập qui trình công nghệ gia công chi tiết theo thứ tự hợp lý nhất .
- Chuẩn định vị để gia công :
+Khi gia công bạc mặt bích đầu cần đảm bảo hai điều kiện kỹ thuật cơ bản của mặt bích là độ đồng tâm giữa các lỗ, độ vuông góc giữa đường tâm lỗ và mặt đầu. Các bề mặt này là bề mặt chính của bạc .Hai điều kiện kỹ thuật trên đây có thể giải quyết bằng một trong các phương pháp sau đây :
+ Gia công tất cả các mặt chính sau hai lần gá đặt hoặc sau hai nguyên công ,trong đó có một lần định vị vào lỗ để gia công tinh mặt ngoài .
+ Gia công tất cả các mặt chính sau ba lần gá đặt hoặc là sau ba nguyên công trong đó có một lần định vị vào lỗ để gia công mặt ngoài .
+ Gia công tất cả các mặt chính sau bốn lần gá hay là sau bốn nguyên công trong đó có một lần định vị ngoài để gia công tinh lỗ.
- Trình tự gia công các bề mặt:
+ Gia công các 6 mặt của khối hộp :A,B,C,D,E,F
+ Gia công các lỗ chính và các lổ phụ
+ Tổng kiểm tra
* Kiểm tra các yếu tố về kích thước như đường kính ngoài, đường kính lỗ, độ nhám bề mặt.
* Trong sản xuất đơn chiếc và loạt nhỏ thường dùng các dụng cụ đo vạn năng để đo các kích thước và các mẫu để so sánh độ nhám bề mặt .Còn trong sản xuất hàng loạt lớn có thể dùng các dụng cụ kiểm chuyên dùng .
* Đối với các yếu tố về vị trí tương quan như độ đồng tâm giữa mặt lỗ và mặt đầu tốt nhất là dùmg đồng hồ so và đồ gá kiểm tra .
* Độ vuông góc giữa mặt đầu bạc và đường tâm lỗ có thể kiểm tra bằng đồng hồ so hoặc thước đo góc .
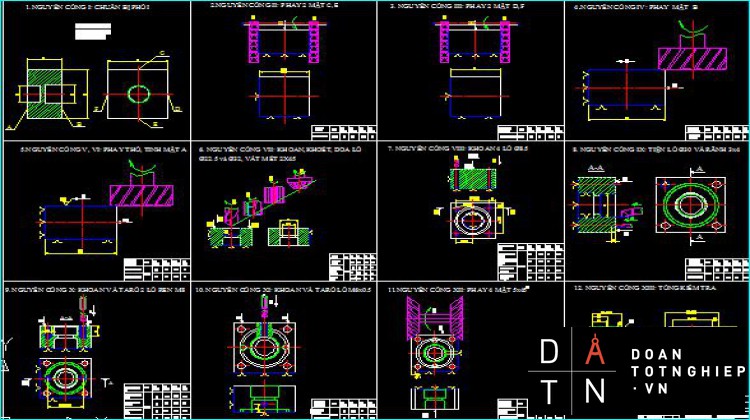
II. Tiến trình công nghệ gia công mặt bích đầu:
1.Nguyên công I: chuẩn bị phôi .
2. Nguyên công II: phay 2 mặt C,E
-Chuẩn mặt D: 3 bậc ,mặt A:2 bậc,mặt C:1bậc
3. Nguyên công III: phay 2 mặt D,F.
-Chuẩn mặt E: 3 bậc , mặt A : 2 bậc, mặt D:1bậc
4. Nguyên công IV: phay thô mặt B.
-Chuẩn mặt A : 3 bậc , mặt E: 2 bậc .
5. Nguyên công V: phay thô mặt A.
-Chuẩn mặt C: 3 bậc , mặt B: 2 bậc .
6. Nguyên công VI : phay tinh mặt A.
-Chuẩn mặt C: 3 bậc , mặt B : 2 bậc .
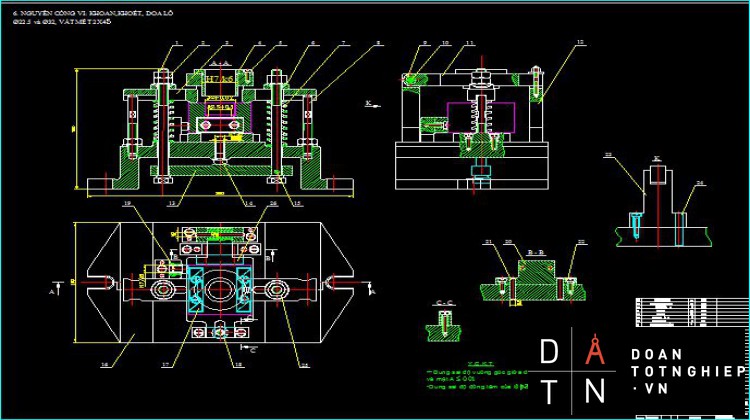
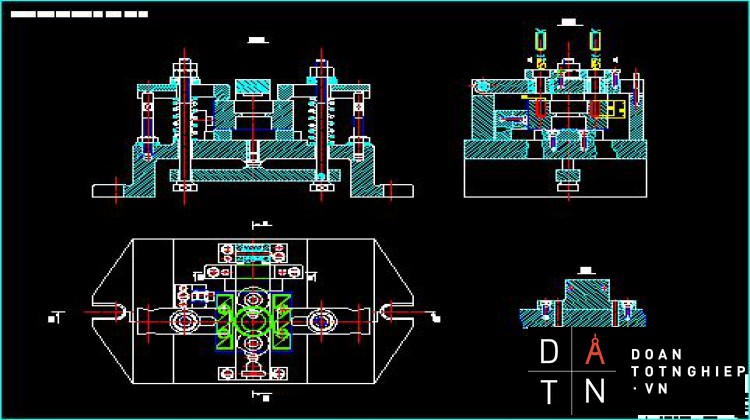
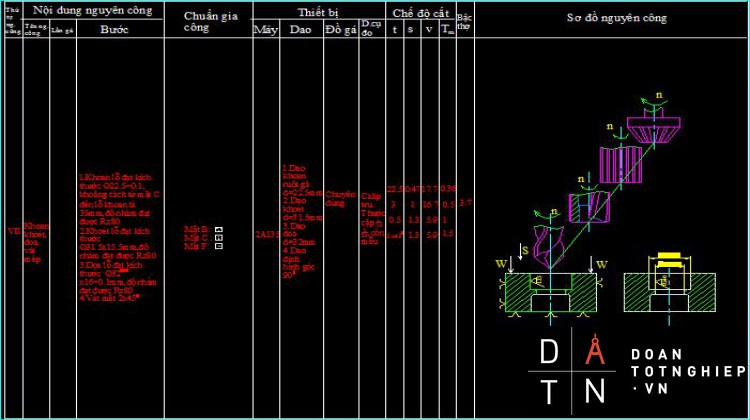
7. Nguyên công VII :Khoan, khoét, doa lỗ Æ 22,5 và gia công lỗ Æ32.
- Chuẩn mặt B : 3 bậc , mặt F : 2 bậc , mặt E : 1 bậc.
8. Nguyên công VIII : khoan 4 lổ Æ 8,5 .
- Chuẩn mặt B 3 bậc , mặt E : 1 bậc , lỗ Æ32 : 2 bậc.
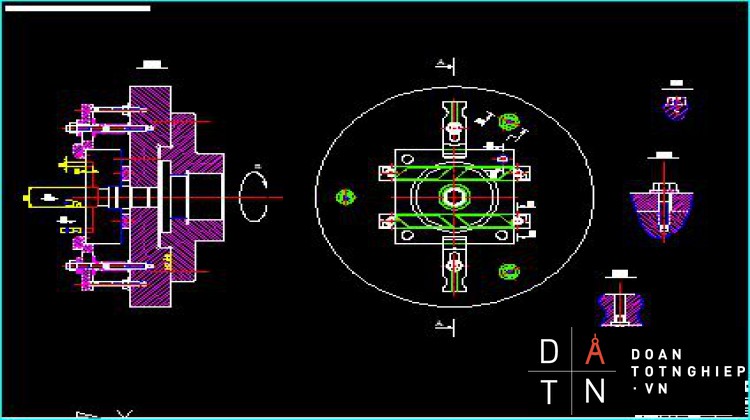
9. Nguyên công IX : tiện lỗ Æ30 và rãnh 3x4 trên mặt A đạt Æ 50±0.1
- Chuẩn mặt B: 3 bậc , lổ Æ32 : 2 bậc, lỗ Æ8,5
10. Nguyên công X : khoan ta rô 2 lỗ ren M8.
- Chuẩn mặt A 3 bậc , lỗ Æ30: 2 bậc , lỗ Æ8,5 : 1 bậc.
11. Nguyên công XI : khoan ta rô lỗ ren M6 x 1.
- Chuẩn mặt A 3 bậc , mặt B : 2 bậc , mặt E : 2 bậc.
12. Nguyên công XII : Vát cạnh 4x45.
- Chuẩn mặt A 3 bậc , mặt F : 1 bậc , mặt E : 2 bậc.
13. Nguyên công XIII : Tổng kiểm tra.
LẬP QUY TRINH CÔNG NGHỆ :
1.Lập tiến trình công nghệ:
2.Xác định chế độ cắt:
* Tra chế độ cắt nguyên công IX:
+ Tra chế độ cắt khi tiện lỗ .
- Tên nguyên công : Tiện
- Lần gá :1
- Bước : Tiện lỗ
- Chuẩn :
Mặt B: 3
Lỗ :2
Lỗ :1
- Máy : Chọn máy tiện 1K62.
- Dao : Chọn dao tiện lỗ gắn mảnh hợp kim cứng T15K10 có góc φ = 950
- Đồ gá chuyên dùng.
- Dụng cụ đo : Thước cặp 1/10mm
- Chọn chiều sâu cắt t :
t = 3,5 (mm)
- Chọn bước tiến S :
Bảng (5-61)/54. Sổ tay công nghệ chế tạo máy tập 2.
L dao L= 200
Vật liệu là thép C45
t = 3,5mm → S = (1,3-1,7) (mm/v
Tra TMT máy 1K62 chọn St = 1,4 (mm/v)
- Chọn vận tốc cắt V : bảng (5-64)/56. Sổ tay công nghệ chế tạo máy tập 2.
HB = (200-219)
t đến 3,5 (mm) →tiện trong
S đến 1,4 →V = 186 (m/ph)
Bảng (5-64)/56.Hệ số hiệu chỉnh phụ thuộc vào góc nghiêng chính. Sổ tay công nghệ chế tạo máy tập 2.
φ = 950
Ta có hệ số điều chỉnh = 0,82
→V = 108 x 0,82 = 152,52 (m/ph)
Số vòng quay trục chính
n = == 1619,1 (v/ph)
Tra TMT máy 1K62 chọn nt = 1600(v/ph)
Vt = == 150,72 (m/ph)
- Kiểm nghiệm ;
Tra bảng (5-68)/60.sổ tay công nghệ chế tạo máy tập 2 / trang 60 → Ncg = 8.3 kw
Mà Nđc = 10 kw.
Vậy Nđc > Ncg nên thỏa.
- Thời gian chạy máy khi tiện lỗ:
Tm = Với :
L = l + l1 + l2 + l3
l = 17 ( kích thước gia công )
l1 = ( t / tgφ): khoảng ăn dao → l1 =( 3,5/ tg45o ) = 3,5 mm
l2 = 0
l3 = 3 mm ( độ dài phụ để lấy phôi thử )
→L = 23,5 mm.
Sm = S x n = 1,4 x 1600 = 2240.
→Tm = = 0,01 ( phút )
- Bước 2: Tiện rãnh 3x4
- Chuẩn :
Mặt B : 3
Lỗ :2
Lỗ :1
- Máy : Chọn máy tiện 1K62.
- Dao : Chọn dao tiện rãnh than cong.
- Đồ gá chuyên dùng.
- Dụng cụ đo : Thước cặp 1/10mm
- Chọn chiều sâu cắt t :
t = 4 (mm)
- Chọn bước tiến S :
Bảng (5-72). Sổ tay công nghệ chế tạo máy tập 2.kích thước dao 200.
Vật liệu là thép C45
→S = (0.15-0,18) (mm/v)
Tra TMT máy 1K62 chọn St = 0,17 (mm/v)
- Chọn vận tốc cắt V : bảng (5-74). Sổ tay công nghệ chế tạo máy tập 2.
Tiện rãnh
S đến 0,17 →V = 120 (m/ph)
Số vòng quay trục chính
n = == 764,33 (v/ph)
Tra TMT máy 1K62 chọn nt = 630 (v/ph)
Vt = == 98,91 (m/ph)
Vậy Nđc > Ncg nên thỏa.
- Thời gian chạy máy khi tiện rãnh:
Tm = Với :
L = l + l1 + l2 + l3
l = 25 ( kích thước gia công )
l1 = ( t / tgφ): khoảng ăn dao → l1 =( 4/ tg45o ) = 4 mm
l2 = 0
l3 = 3 mm ( độ dài phụ để lấy phôi thử )
→L = 32 mm.
Sm = S x n = 0,17 x 630 = 107,1.
→Tm = = 0,29 ( phút )
* Tra chế độ cắt nguyên công X:
Gia công 2 lỗ ren M8
- Tên nguyên công : khoan và tarô
- Lần gá :1
- Bước 1: khoan lỗ Æ7
- Chuẩn :
Mặt B : 3
Mặt E : 2
Mặt D : 1
- Máy : Chọn máy khoan cần 2A55
- Đồ gá chuyên dùng.
- Dụng cụ đo : Thước cặp 1/10mm
Bước 1: Khoan lỗ Æ 7
Dao khoan ruột gà thép gió Æ7
Chiều sâu cắt t:
Vậy t = 3.5 mm.
Lượng chạy dao: tra bảng 5-87 sỗ tay công nghệ chế tạo máy tập 2
S=(0.13-0.17)mm/v Chọn Smin =0.13mm/v
Tra TMT má chọn St=0.1mm/v
Tốc độ cắt:
Tra bảng 5-86 sỗ tay công nghệ chế tạo máy tập 2.
→Vb=37m/p
Hệ số điều chỉnh tốc độ cắt:
Hệ số phụ thuộc trang thái thép K=0.9
V=Vbx0.9=37x0.9=33.3m/p
Số vòng quay trục chính
Tra TMT máy chọn nt = 1500v/p
Vậy
Moment xoắn:khi doa nhỏ có thể bỏ qua .
Công suất cắt: tra bảng5-88 sỗ tay công nghệ chế tạo máy tập 2.
→Ncg=1.5<Nđc
Kiểm tra thông số của máy ,máy đảm bảo an toàn.
- Tm : thời gian chạy máy khi tiện lỗ Æ7:
Tm = Với ;
L = l + l1 + l2 + l3 + i
l = 20 ( kích thước gia công )
l1 = ( t / tgφ ) + (0.5 ÷ 1.5) : khoảng ăn dao → l1 =( 3.5 / tg45o ) + 1 = 4.5 mm
l2 = 2 ( khoảng thoát dao ) lấy từ ( 1÷5 ) mm.
l3 = 3 mm ( độ dài phụ để lấy phôi thử )
→L = 20 + 4,5 + 2 + 3 = 29.5mm.
Sm = S x n = 0,1 x 1500 = 150
→Tm = = 0.19 ( phút )
Bước 2 : ta rô M8
Mủi ta rô M8 x 1thép gió P9
Tốc độ cắt tra bảng 229-2/257 Vb = 9m/p
Hệ số điều chỉnh tốc độ cắt :
Hệ số phụ thuộc vật liệu gia công K = 0.85
Vậy : V = Vb K = 9 0,85 = 7.65v/p
Số vòng quay trục chính
Tra TMT máy chọn nt = 300v/p
Vậy
- Thời gian chạy máy Tm:
Tm = Với ;
L = l + l1 + l2 + l3 + i
l = 18 ( kích thước gia công )
l1 = ( t / tgφ ) + (0.5 ÷ 1.5) : khoảng ăn dao → l1 =( 1 / tg45o ) + 1 = 1 mm
l2 = 2 ( khoảng thoát dao) lấy từ ( 1÷5 ) mm.
l3 = 3 mm ( độ dài phụ để lấy phôi thử )
→L = 18 + 1 + 2 + 3 = 24mm.
Sm = S x n = 0,22 300 = 66
→Tm = = 0,36 ( phút )
Bước 3 và 4 khoan và ta rô lõ M8 còn lại tương tự như 2 bước trên.
D.TÍNH TOÁN THIẾT KẾ ĐỒ GÁ:
1. Phương hướng chung:
- Ngày nay sản phẩm cơ khí rất đa dạng và thay đổi mẫu mã liên tục .Trong sản xuất song song tồn tại nhiều loại hình khác nhau gồm: sản xuất hàng loạt lớn, loạt vừa và loạt nhỏ và đơn chiếc. Để đáp ứng với mọi loại hình sản xuất, đồ gá cần định hướng phát triển như sau.
- Tiêu chuẩn hóa kết cấu của từng chi tiết, từng cụm chi tiết để có thể dể dàng lắp thành đồ gá.
- Dùng các phương tiện tác dụng nhanh như : dầu ép, khí nén, điện từ ,điện cơ, chân không…
- Tự động hóa khâu gá đặt để nâng cao năng suất và phù hợp với các thiết bị tự động.
- Có thể sử dụng đồ gá điều chỉnh để gia công chi tiết nếu cần.
- Tùy theo loại hình sản xuất mà mức độ ứng dụng khác nhau.
- Sản xuất hàng loạt lớn thì yêu cầu chính là năng xuất vì vậy cần cơ khí hóa và tự động hóa đồ gá nhằm nâng cao năng xuất đồng thời nâng cao độ chính xác gia công. Ở đây sử dụng các cơ cấu tác dụng nhanh, đồ gá nhiều vị trí, phân độ và kẹp chặt tự động …
- Sản xuất hàng loạt vừa cũng cần cơ khí hóa và bán tự động đồ gá, sử dụng cơ cấu tác dụng nhanh.
2. Tài liệu ban đầu để thiết kế đồ gá:
- Bản vẽ chi tiết gia công với đầy đủ các kích thước, và các điều kiện kỹ thuật.
- Sơ đồ nguyên công đang thiết kế đồ gá với kích thước, dung sai, độ bóng, lượng dư và phương án định vị kẹp chặt.
- Bảng thiết bị, các bước gia công, chế độ cắt.
- Sản lượng hằng năm.
- Các sổ tay công nghệ, sổ tay tiêu chuẩn đồ gá và kết cấu đồ gá…
- Thiết kế đồ gá nguyên công VII: Gia công lỗ Æ32 và Æ22,5
a.Yêu cầu kỷ thuật của nguyên công thiết kế đồ gá:
Dung sai độ vuông góc giữa đường tâm Æ32 và mặt B
Dung sai độ đồng tâm của lỗ Æ32 và Æ22,5
b. Chọn phương án định vị :
Ta dùng mặt B làm mặt định vị chính khử 3 bậc tự do để đảm bảo kích thước chiều sâu lỗ khoan . Độ vuông góc của Æ32 với mặt B , 3 bậc tự do là
Ta chọn mặt C làm mặt định vị dẩn hướng khử 2 bậc tự do
Chọn mặt F khử bậc tự do còn lại không cho chi tiết tịnh tiến theo phương oy .
Vậy chi tiết được định vị 6 bậc tự do
THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT MẶT BÍCH ĐẦU, đồ án môn học công nghệ chế tạo máy CHI TIẾT MẶT BÍCH ĐẦU, bài tập lớn công nghệ chế tạo máy CHI TIẾT MẶT BÍCH ĐẦU, thiết kế quy trình công nghệ gia công CHI TIẾT MẶT BÍCH ĐẦU








