THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT NẮP LỖ ĐỀ 70 ĐHSPKT TP HCM
NỘI DUNG ĐỒ ÁN
I. Tìm hiểu chi tiết gia công THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT NẮP LỖ ĐỀ 70 ĐHSPKT TP HCM
1. Chức năng
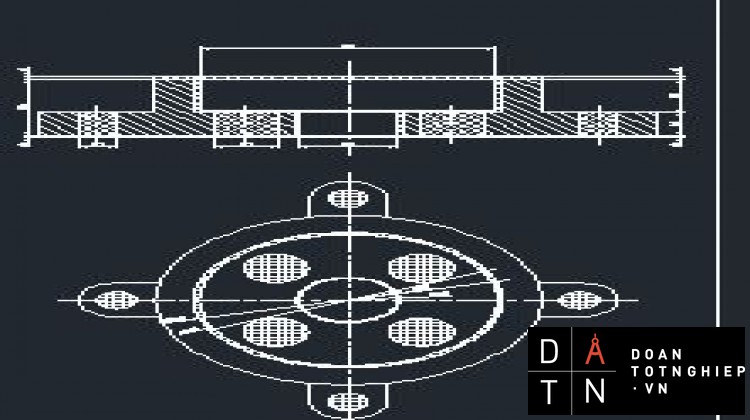
Chi tiết l nắp lỗ vì vậy công dụng chủ yếu dùng để che chắn, định vị và dẫn hướng các chi tiết khác.
Chi tiết nắp lỗ này dùng để lắp trục xuyên qua
2. Điều kiện làm việc
- Chi tiết có thể làm việc trong hộp giảm tốc hoặc trong các cơ cấu như trục quay có thể dùng chắn bụi
- Chi tiết làm việc trong trạng thi tĩnh, không có lực tác dụng.
3. Phân tích tính công nghệ trong kết cấu của chi tiết
Nắp nhỏ l chi tiết dạng tròn xoay nó có ý nghĩa rất quan trọng trong việc lắp đặt và ảnh hưởng trực tiếp đến những bộ phận lắp ráp cũng như năng suất. Nên địi hỏi thiết kế nắp phải có độ cứng vững nhất định, độ đối xứng cao.
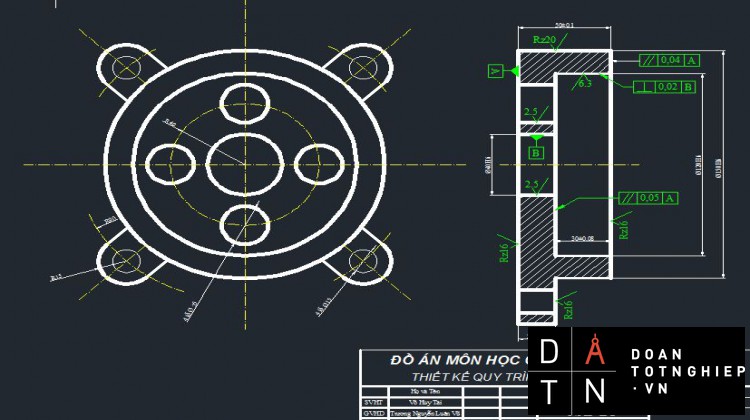
- Yều cầu kỹ thuật
+ Đảm bảo độ song song giữa các lỗ tâm và lỗ dẫn hướng ngoài là 0.02 mm trên
100 mm chiều dài
+ Đảm bảo độ song song giữa các mặt đầu và mặt trong của lỗ dẫn hướng là 0.05 mm trên 100 mm chiều dài
- Vật liệu Gang xm 16 – 36 theo [ 10, trang 146 ] tao có thơng số sau
Gang xám được ký hiệu bằng hai chữ v hai số.
Số thứ nhất chỉ giới hạn bền ko số thứ hai chỉ giới hạn bền uốn tính theo kg/mm2
Đặc tính của GX 16-36
∙ Giới hạn bền ko: 150 N/mm 2
∙ Độ gin di: = 0,5%
∙ Giới hạn bền uốn: 320 N/mm 2
∙ Giới hạn bền : 600 N/mm 2
∙ Độ cứng 170-229 HB, chọn HB = 190
∙ Dạng grafit: tấm tương đối thô.
∙ Tính chất hóa-lý đủ đáp ứng chức năng phục vụ v công nghệ chế tạo.
6. Tính công nghệ của chi tiết:
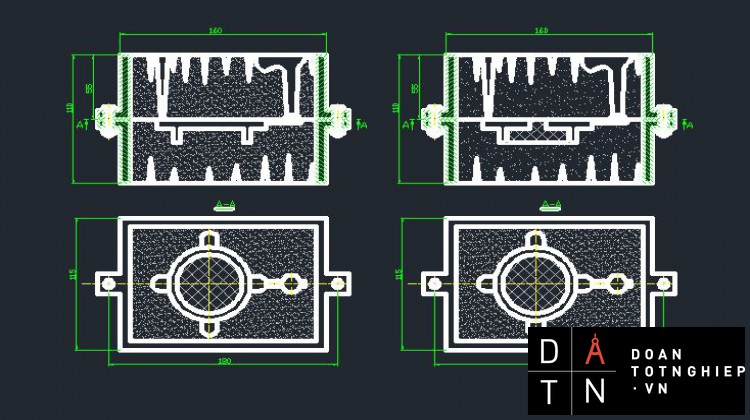
- Với chi tiết cho như trên, về kết cấu được đơn giản hóa gần như hoàn thiện. Với kết cấu
đơn giản như vậy ta nên chọn phương pháp tạo phôi là Đúc.
- Các bề mặt gia công chủ yếu là bề mặt lỗ và bề mặt phẳng. Nên sử dụng các phương pháp gia công phổ biến như phay, khoan, khoét … Vì những phương pháp này cho năng suất cao.
II. Xác định dạng sản xuất :
Trong chế tạo máy người ta phân biệt ba dùng sản xuất:
- Sản xuất đơn chiếc.
- Sản xuất hàng loạt.
- Sản xuất hàng khối.
Mỗi dạng sản xuất có những đặc điểm riêng, phụ thuộc vào nhiều yếu tố khác nhau, tuy nhiên ở dây ta không đi sâu vào nghiên cứu những đặc điểm của từng dạng sản xuất mà chỉ nghiên cứu phương pháp tính toán.
Muốn xác định phương pháp tính toán trước hết ta phải biết sản lượng hàng năm của chi tiết gia công. Sản lượng hàng năm được tính theo công thức:
N=N.m ( 1 + ) . (1 + %)
Trong đó
- N: Sản lượng theo đơn đặc hàng (=150.000) (tự cho)
- N : Sản lượng nhà máy sản xuất
- m : Số chi tiết trong mỗi sản phẩm (=1)
- % : Số % phế phẩm cho php ( 3% ÷ 6% )
- %: Số chi tiết được chế tạo thêm để dự trữ ( 5% ÷ 7% )
vậy N=150.000 .1 . ( 1+ 5% ) . ( 1 + 6% ) = 166.950 (chi tiết)
Sau khi xác định được sản lượng hàng năm của chi tiết N ta phải xác định trọng lượng của chi tiết. Trọng lượng xủa chi tiết được xác định như sau:
Q = V.
- V: Thể tích tổng thể của chi tiết.
- : Trọng lượng riêng của vật đúc.
Do vật liệu l gang xám, = (6,8 7,4 ) kg/dm.
V = V1 + 4V2 - ( V3 + V4 + 4V5 )
V1 = R2.h = .752.50 = 883572 mm3
V2 = R2.h = .7.52.20 = 3534 mm3
V3 = R2.h = .602.30 = 339292 mm3
V4 = R2.h = .202.20 = 25132 mm3
V5 = R2.h = .12.52.20 = 9817 mm3
V = V1 + 4V2 - ( V3 + V4 + 4V5 ) = 494016 mm3 = 0,494016 dm3
...................................
L – là khoản cách giữa 2 tâm của lỗ chi tiết cần gia công, L = 180
góc o
K – Hệ số an toàn có tính đến khả năng làm tăng lực cắt trong quá trình gia công.
Trong đó: K0 = 1,5: Hệ số an toàn
K1 = 1,1: Bề mặt bị kẹp đã qua gia công
K2 = 1,2: Hệ số tính đến độ mòn dao
K3 = 1,2: Hệ số về việc tăng lực cắt tăng lên do gia công không liên tục
K4 = 1,3: Kẹp bằng tay
K5 = 1: Kẹp bằng tay thuận lợi
K6 = 1: Hệ số tính đến mômen làm quay chi tiết
Þ K = 1,5.1,1.1,2.1,2.1,3.1.1 = 3,6
Vậy lực kẹp khi khoan là:
- Xác định sai số chế tạo đồ gá:
Trong đó:
- : Sai số chế tạo đồ gá
- : Sai số chuẩn; = 0, theo bảng 19
- : Sai số kẹp chặt; = 0,06 mm, theo bảng 24
- : Sai số mòn đồ gá;
- : Sai số điều chỉnh đồ gá; = 0,01 mm
- : Sai số gá đặt;
Þ Sai số chế tạo của đồ gá là:








