NGHIÊN CỨU CÔNG NGHỆ SẢN XUẤT VẬT LIỆU COMPOSITE GỖ - NHỰA


NỘI DUNG ĐỒ ÁN
3.1.2. Cơ chế liên kết giữa bột gỗ và nhựa PP trong Composite gỗ – nhựa PP
Sự tương hợp giữa bột gỗ và nhựa PP được kết dính qua nhiều liên kết trên bề mặt tiếp xúc. Bề mặt tiếp xúc là ranh giới tiếp giáp giữa hai vật liệu bột gỗ và nhựa PP (jang, 1994). Có rất nhiều cơ chế liên kết tại bề mặt phân chia pha của Bột gỗ và nhựa nền. Sự gắn kết trên bề mặt sợi đóng vai trò quan trọng quyết định đến đặc tính cơ học của vật liệu composite. Độ bền kết dính tại bề mặt tiếp xúc sẽ làm tăng độ bền kéo trượt, độ mềm chống ăn mòn, độ bền kéo, độ bền va đập.
Độ bám dính giữa nền chất dẻo và bột gỗ có cực có tác dụng quyết định đến tính chất vật liệu composite gỗ nhựa. Bột gỗ là dạng sợi rất ngắn, có tính chất vật lý và hóa học rất phức tạp, hấp thụ ẩm cao và có thành phần hóa học là các sợi xenlulo có độ phân cực mạnh. Nhựa nền PP có thành phần là các polyme đóng vai trò như chất kết dính nhưng polyme này kỵ nước và kém phân cực. Xenlulo có độ phân cực mạnh nên không tương hợp được với các polyme kỵ nước và kém phân cực, khi hai vật liệu này tương tác có rất nhiều sự tác động qua lại giữa hai loại vật liệu này nhưng các liên kết đồng hóa trị rất hiếm khi xẩy ra giữa hai thành phần của bột gỗ và nhựa PP. Để tăng khả năng kết dính của bột gỗ và nhựa nền PP tái sinh có một vài phương pháp như xử lý bề mặt sợi gỗ và sử dụng chất trợ tương hợp để biến tính nhựa nền.
Trong thực tiễn thì cường độ kết dính giữa hai vật liệu nằm ở mặt tiếp xúc của hai vật liệu. Sự tương tác giữa hai qua lại giữa hai bề mặt được tạo ra bởi nững liên kết chính chính và phụ. Một số các lực liên kết chủ yếu như liên kết ion, liên kết cộng hóa trị và lực Van der waal. Những liên kết này có lực rất lớn như lực liên kết cộng hóa trị là 60-80 kj/mol và 600-1200kj/mol cho liên kết ion. (Pukanszky and Fekete,1999). Các liên kết tại bề mặt của bột gỗ và nhựa hình thành trên cơ sở của một số thuyết sau:
(1) Lý thuyết hấp phụ và chảy thấm [12]
Khi kết dính hình thành giữa hai vật liệu là lúc hình thành lực tác dụng tương hỗ giữa các phần tử bề mặt của hai vật liệu đó. Sự kết dính được hình thành chủ yếu bởi lực Van der Waal, mặc dù vẫn có một số liên kết khác. Xuất hiện khả năng chảy thấm có thể giải thích bởi nhiệt động lực học đơn giản. Trong vật liệu Polymer composite, khả năng chảy thấm được xảy ra bởi khả năng chảy thấm của pha lỏng (polymer) lên pha rắn bột gỗ). Khi tách hai vật liệu này cần một lực gọi là công kết dính ngoại, nó làm mất đi bề mặt phân chia giữa hai vật liệu và xuât hiện hai bề mặt mới của từng vật liệu được giới hạn bởi không khí. Mỗi bề mặt đều có năng lượng tự do gọi là năng lượng bề mặt. năng lượng đó dược hình thành do trạng thái đặc biệt của các phần tử trên lớp bề mặt vì vậy nó thể hiện ở sức căng bề mặt. Thể hiện theo phương trình Đu-pree sau:
Wa= φSV + φLV– φSL
Trong đó: Wa – Sự kết dính của chất lỏng lên bề mặt rắn, φSV, φLV- Sức căng bề mặt ứng với chất lỏng A và B trên ranh giới với không khí, φSL – sức căng bề mặt trên ranh giới phân chia hai vật liệu tiếp xúc với nhau
Theo phương trình ta thấy công kết dính ngoại lớn nếu năng lượng bề mặt của hai phần tử lớn và năng lượng liên kết gữa hai phần tử là nhỏ. Trong thực tế thì khả năng chảy thấm của chất lỏng lên bề mặt rắn bị hạn chế bởi khả năng chảy thầm của từng giọt chất lỏng, đại lượng kết dính của chất lỏng lên vật thể được biểu diễn bằng phương trình sau:
φSL = φSV - φLVcosq
Trong đó: q - là góc được tạo thành giữa đường tiếp tuyến của chất lỏng và vật thể rắn. Sự kết dính chất lỏng lên vật rắn khi (q=00) năng lượng bề mặt của vật rắn lớn hơn năng lượng bề mặt của chất lỏng.
Hình 3.2. Góc liên kết và năng lượng bề mặt của chất lỏng và chất rắn
(2) Lý thuyết về tĩnh điện [12]
Ở hình 3.3(b,c) ta thấy một lớp tích điện kép được hình thành khi tiếp xúc giữa sợi thực vật hay bột gỗ với nhựa nền. Liên kết của hai vật liệu liệu được coi là một tụ điện với 2 bản cực trái dấu và hút nhau. Để giúp tạo nên nhiều điện tích trái đấu này người ta sử dụng thêm chất trợ tương hợp, khi sử dụng chất trợ tương hợp thì bề mặt vật liệu có thể là âm hoặc dương, đều phụ thuộc vào nồng độ PH có trong chất trợ tương hơp.
(3) Lý thuyết khuếch tán và phản ứng hóa học [12]
Có rất nhiều kiểu khuếch tán khác nhau trong kết dính giữa thành phần polymer trong bột gỗ và nhựa nền dọc theo bề mặt (hình 3.3(a)). Các chuỗi polymer tự do trên bề mặt hai vật liệu có thể khuếch tán vào với nhau, chúng quận vào nhau và làm tăng cường độ mặt phân chia pha. Đây là hiệu quả của việc sử dụng một vài chất trợ tương hợp trong vật liệu composite trên nền nhựa PP. Sự khuếch tán cũng xuất hiện tại một số polymer cùng với một phản ứng hóa học. Có một số kiểu phản ứng hóa học xuất hiện trên bề mặt của hai vật liệu như hình 3.3.d. Ta thấy phản ứng hóa học được tạo ra liên kết giữa A và B như liên kết ion, liên kết đồng hóa trị… Thông thường các phản ứng hóa học này hình thành khi cho chất trợ tương hợp.
3.2.3. Các chất phụ gia khác
Các chất phụ gia khác có thể là chất gia cường hay chất trợ kết dính có tỷ lệ nhỏ so với bột gỗ và nhựa. Các chất này thường được thêm vào với mục đích tạo ra đặc tính tăng cường cho sản phẩm như khả năng chịu mài mòn, chống xước, chống biến dạng dẻo… Các đặc tính này có được là nhờ tính chất của bản thân chất phụ gia hoặc thông qua chất phụ gia làm tăng cường khả năng liên kết giữa bột gỗ và nền nhựa.
3.5.2. Đặc điểm của chất trợ tương hợp MAPP
3.5.2.1. Cấu tạo
Chất trợ tương hợp MAPP được ghép từ hai thành phần chính là MA (C4H4O2) và PP. Sau một chuỗi phản ứng phức MAPP có công thức như sau:
3.5.2.2. Cơ chế hình thành MAPP
Mặc dù chúng ta đều biết đến chức năng ghép MA lên PP trong quá trình sản xuất, nhưng cơ chế ghép của chúng đến nay chưa thực sự được làm rõ [60], [20].. Hình 3.10 đề xuất về cơ chế cho quá trình ghép MA lên PP.
Quá trình ghép PP-MA tạo ra gốc tự do. Chu kỳ nửa phân rã của chất khơi mào DCP ở nhiệt độ 200oC là khoảng 30s, tạo ra hai gốc căn bản ngay sau khi phân ly. Từ đây, hai chu trình phản ứng có thể xảy ra.
Trong chu trình thứ nhất (hình 3.10), một vài chất tạo gốc tự do ( R-Oo or CH*3) có thể phản ứng với các monomer MA, sinh ra một số Peroxide MA gốc bị bão hòa (hình 2.11b). Nếu những gốc này kết hợp với những monomer khác của MA thì poly - MA sẽ được sinh ra.
Theo nghiên cứu một vài nghiên cứu thì phản ứng xảy ra tốt nhất trong điều kiện mật độ của MA thấp hơn mật độ của chất khơi mào DCP [23]. Trong nghiên cứu này thì tỉ lệ của MAH đã lớn hơn nhiều so với tỉ lệ của DCP như vậy sự tạo thành poly-MA gần như là không có. Hơn nữa vì nhiệt độ đưa vào quá trình ghép PP cao hơn nhiệt độ nóng chảy của MA nên homopolyme của MA cũng không được sinh ra.
Ở chu trình thứ hai, chất tạo gốc tự do sẽ tách nguyên tử hydro từ PP và tạo ra đại phân tử PP (các gốc). Các đại phân tử này có thể là gốc căn bản, gốc thứ cấp hoặc gốc tam cấp. Mật độ gốc tam cấp gấp 50 lần gốc thứ cấp và gốc căn bản có tâm carbon. Mật độ gốc thứ cấp gấp 10 lần gốc căn bản.
Cũng theo Shi, cả hai chu trình trên đều có thể xảy ra trong cơ chế ghép MA lên PP. Mỗi đại phân tử (mỗi gốc) sẽ bị phân chia thành 2 phần trong các phản ứng cắt b (Hình 3.10). Về căn bản, phân tử PP sẽ giảm trọng lượng nếu phản ứng cắt b xảy ra, và tính dẻo của nó cũng bị giảm theo. Một khả năng nữa là các đại phân tử sẽ phản ứng với MA và tạo ra PP-g-MA.
Trong nghiên cứu này, tính dẻo đã không thay đổi trong quá trình ghép dài 15 phút, bất kể có sự tham gia của DCP nồng độ thấp hay không. Từ kết quả này cũng như kết quả nghiên cứu của nhiều tác giả khác, có thể kết luận rằng khả năng xảy ra bản ứng giữa các đại phân tử (các gốc) và monomer MA là cao hơn và khi đó phản ứng ghép cũng dễ xảy ra hơn phản ứng cắt b. Chính vì vậy, ở giai đoạn ban đầu những đại phân tử PP tương tác với monomer MA và những monomer này liên kết với đại phân tử PP và được phân bổ dọc theo chuỗi phân tử này. Tiếp đó, hai phản ứng có khả năng xảy ra. Khả năng thứ nhất là các phản ứng cắt b sẽ xảy ra trên các đại phân tử PP đã liên kết với MA (L, Hình 3.10 ). Ở khả năng thứ hai, do mật độ MA giảm sau khi quá trình xảy ra được 15 phút, xác suất xảy ra phản ứng giữa một monomer MA và hai đại phân tử PP bị giảm đi. Do đó, mật độ các đại phân tử có khối lượng nguyên tử thấp bị giảm đi.
Kết quả của nghiên cứu này cũng như các nghiên cứu khác cho thấy hầu hết các monomer MA đã liên kết với gốc tam cấp dọc theo chuỗi phân tử PP. Một nguyên nhân nữa dẫn đến liên kết này là do mật độ của các gốc tam cấp có tâm carbon cao hơn so với mật độ của các gốc sơ cấp và thứ cấp.
Sự thay đổi về tính dẻo đã giúp chứng minh giả thiết rằng sau giai đoạn ghép MA ban đầu thì số lượng các phản ứng cắt b sẽ tăng lên sau 15 phút. Theo Zhang (và cộng sự), mật độ MA được ghép vào các chuỗi gốc được tạo ra trong các phản ứng cắt là rất thấp. Nhóm của Zhang cũng đề cấp đến hai khả năng để các chuỗi tạo thành sau phản ứng cắt MA được ghép lên PP (Hình 3.10). Như đã trình bày, do nhiệt độ đưa vào quá trình ghép PP cao hơn nhiệt độ nóng chảy của MA nên homopolyme của MA cũng không được sinh ra. Do đó, khả năng xảy ra phản ứng M và N (Hình 3.10) là hoàn toàn không có, dẫn đến không sinh ra sản phẩm 9 và 10. Trên thực tế, đoạn này được sinh ra từ các MA khác nhau liên kết dọc trên chuỗi phân tử PP. Do các loại monomer MA được liên kết chặt chẽ với PP, khoảng cách giữa chúng là rất ngắn, dẫn đến sự tương tác giữa các nhóm MA. Phân tích các kết quả cho thấy quá trình ghép MA lên PP là quá trình xảy ra trên chuỗi và không có liên quan tới homopolyme của MA.
MỤC LỤC
LỜI NÓI ĐẦU...................................................................................................................... 3
Chương 1: DẪN NHẬP..................................................................................................... 4
1.1. LÝ DO CHỌN ĐỀ TÀI................................................................................................ 4
1.2. MỤC TIÊU VÀ NỘI DUNG NGHIÊN CỨU CỦA ĐỀ TÀI..................................... 8
1.3. GIỚI HẠN ĐỀ TÀI...................................................................................................... 9
Chương 2: TỔNG QUAN VỀ VẬT LIỆU COMPOSITE........................................... 10
2.1. MỘT SỐ KHÁI NIỆM CƠ BẢN................................................................................. 10
2.1.1. Khái niệm................................................................................................................. 10
2.1.2. Lịch sử hình thành và phát triển........................................................................... 10
2.1.3. Đặc điểm – vai trò................................................................................................... 11
2.1.4. Phân loại................................................................................................................... 11
2.2. THÀNH PHẦN........................................................................................................... 12
2.2.1. Thành phần cốt........................................................................................................ 12
2.2.1.1. Cốt hạt.................................................................................................................... 13
2.2.1.2. Cốt sợi.................................................................................................................... 14
2.2.2. Vật liệu nền.............................................................................................................. 16
2.2.2.1. Chất liệu nền polyme nhiệt rắn.......................................................................... 17
2.2.2.2. Chất liệu nền polyme nhiệt dẻo......................................................................... 22
2.2.2.3. Chất liệu nền Cacbon.......................................................................................... 35
2.2.2.4. Chất liệu nền kim loại......................................................................................... 36
2.2.3. Chất phụ gia............................................................................................................. 36
2.3. CÔNG NGHỆ COMPOSITE...................................................................................... 37
2.3.1. Công nghệ bằng tay................................................................................................ 37
2.3.2. Công nghệ phun bắn............................................................................................... 38
2.3.3. Công nghệ đúc chuyển resin RTM....................................................................... 39
2.3.4. Công nghệ đúc nén................................................................................................. 40
2.3.5. Công nghệ cuốn sợi................................................................................................ 41
2.3.6. Công nghệ đúc kéo................................................................................................. 42
2.3.7. Công nghệ tạo lớp liên tục..................................................................................... 42
2.3.8. Công nghệ đúc bằng vữa thủy tinh....................................................................... 43
2.3.9. Công nghệ phun...................................................................................................... 43
2.3.10. Công nghệ đúc ép................................................................................................. 44
2.4. ƯU ĐIỂM CỦA VẬT LIỆU COMPOSITE............................................................... 44
Chương 3: KẾT QUẢ NGHIÊN CỨU........................................................................... 45
3.1. TÌM HIỂU VỀ COMPOSITE GỖ - NHỰA................................................................ 45
3.1.1. Khái quát chung về composite gỗ - nhựa.............................................................. 45
3.1.2. Ưu nhược điểm......................................................................................................... 46
3.1.3. Một số ứng dụng của composite gỗ - nhựa........................................................... 47
3.1.4. Thành phần................................................................................................................ 53
3.1.4.1.Thành phần cốt (gỗ).............................................................................................. 57
3.1.4.2.Vật liệu nền ( nhựa Polypropylen)..................................................................... 57
3.1.4.3.Chất phụ gia........................................................................................................... 60
3.1.5. Cơ chế liên kết trong vật liệu composite gỗ - nhựa........................................... 60
3.1.6. Đánh giá chất lượng vật liệu composite gỗ - nhựa............................................. 62
3.2. CÁC PHƯƠNG PHÁP GIA CÔNG COMPOSITE GỖ - NHỰA............................ 67
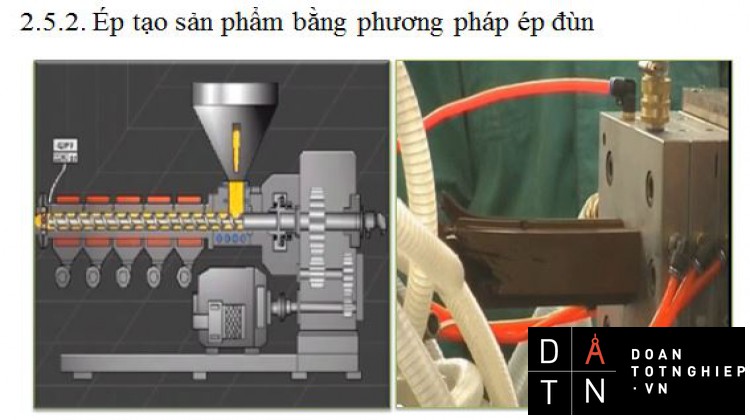
3.2.1. Phương pháp đùn.................................................................................................... 67
3.2.2. Phương pháp đúc áp lực......................................................................................... 72
3.3. XÂY DỰNG QUI TRÌNH CÔNG NGHỆ SẢN XUẤT COMPOSITE
GỖ - NHỰA PP............................................................................................................ 77
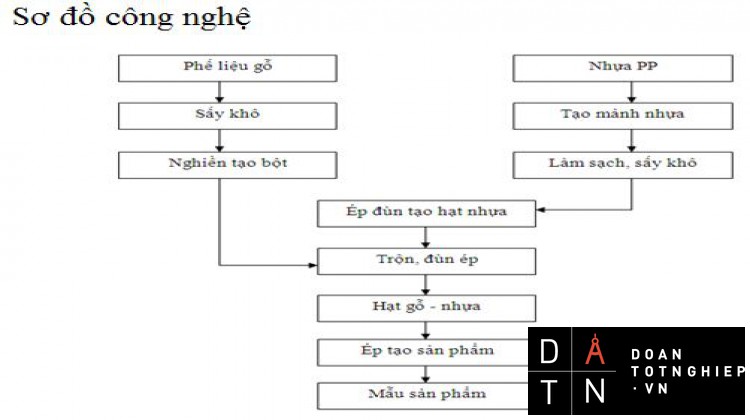
3.3.1 Sơ đồ công nghệ sản xuất composite gỗ - nhựa PP nguyên sinh...................... 77
3.3.2 Sơ đồ công nghệ sản xuất composite gỗ - nhựa PP tái chế............................... 85
3.3.3 So sánh CNSX composite gỗ nhựa nguyên sinh vả CNSX composite
gỗ - nhựa tái chế...................................................................................................... 96
3.4 CÁC YẾU TỐ ẢNH HƯỞNG ĐẾN CƠ TÍNH CỦA VẬT LIỆU COMPOSITE GỖ - NHỰA PP 97
Chương 4: KẾT LUẬN – KIẾN NGHỊ.......................................................................... 100
LỜI NÓI ĐẦU
Vật liệu có tầm quan trọng đặc biệt đối với sự phát triển của mỗi quốc gia. Ngành khoa học vật liệu trong những năm gần đây có sự phát triển mạnh mẽ với sự ra đời của nhiều loại vật liệu mới, có ý nghĩa rất quan trọng trong việc thay thế các nguồn vật liệu tự nhiên đang dần cạn kiệt.
Composite là loại vật liệu có nguồn gốc từ rất lâu đời nhưng ngành khoa học về vật liệu composite lại hoàn toàn non trẻ. Đến những năm 50 của thế kỉ XX con người mới có những nghiên cứu về loại vật liệu này. Đến nay, công nghệ về composite đã có những bước phát triển vượt bậc, composite đã có mặt trong hầu hết các lĩnh vực của nền kinh tế quốc dân: dân dụng, y tế, thể thao, giao thông vận tải, xây dựng đặc biệt là trong ngành hàng không vũ trụ. Sở dĩ, composite có những ứng dụng rộng rãi như vậy vì chúng có những đặc điểm rất quan trọng, đặc biệt là rất bền và nhẹ.
Cùng với xu hướng phát triển của vật liệu composite, những thập kỷ gần đây con người đã tìm ra một loại vật liệu kết hợp giữa gỗ và nhựa có tên composite gỗ - nhựa. Vật liệu này không chỉ có những đặc điểm giống gỗ tự nhiên mà còn khắc phục những nhược điểm của gỗ tự nhiên. Sự ra đời của vật liệu composite có một ý nghĩa rất quan trọng trong việc thay thế nguồn nguyên liệu gỗ đang cạn kiệt, góp phần bảo vệ môi trường. Ở Việt Nam composite gỗ - nhựa còn rất mới mẽ, chưa có nhiều nghiên cứu cũng như ứng dụng vào sản xuất loại vật liệu này. Để góp phần vào việc nghiên cứu này nhóm nghiên cứu chúng tôi được sự phân công của khoa cơ khí chế tạo máy – Trường ĐH SPKT TP.HCM thực hiện đề tài: “NGHIÊN CỨU CÔNG NGHỆ SẢN XUẤT VẬT LIỆU COMPOSITE GỖ - NHỰA”.
Mặc dù trong quá trình thực hiện đề tài, chúng tôi đã cố gắng tìm hiểu nhưng do sự hạn chế về thời gian cũng như trình độ nên không tránh khỏi những sai sót nhất định. Rất mong nhận được sự đóng góp ý kiến của quý thầy cô, bạn bè để đề tài chúng tôi được hoàn thiện hơn.
Chương 1
DẪN NHẬP
1.1. LÝ DO CHỌN ĐỀ TÀI
Từ xa xưa con người đã biết sử dụng các vật liệu tự nhiên để phục vụ cho đời sống con người chẳng hạn như sử dụng gỗ, đá để xây dựng nhà cửa; các kim loại để làm dụng cụ sản xuất… Những năm đầu thế kỷ XVII khi mà cuộc cách mạng công nghiệp bùng nổ thì vật liệu, nhiên liệu tự nhiên bắt đầu được con người sử dụng rộng rãi cho sản xuất công nghiệp : than đá để đốt cháy cho các động cơ hơi nước, dầu mỏ sử dụng cho các động cơ đốt trong….
Những năm gần đây do nhu cầu phát triển công nghiệp cũng như để phục đời sống con người cần phải có một nguồn nhiên, vật liệu khổng lồ trong khi các vật liệu tự nhiên có dấu hiệu cạn kiệt. Việc khai thác rầm rộ những loại vật liệu này cũng tác động xấu đến môi trường, ảnh hưởng nghiêm trọng đến đời sống con người cũng như sinh vật. Đứng trước những thách thức đó yêu cầu con người phải tìm ra các nguồn nguyên liệu khác để thay thế các nguyên liệu truyền thống ngày càng cạn kiệt.
Giống như một số loại nguyên vật liệu khác, gỗ là nguồn vật liệu truyền thống được con người sử dụng từ rất lâu đời. Gỗ được sử dụng rất rộng rãi trong đời sống để trang trí nội - ngoại thất;cũng như trong các ngành công nghiệp, giao thông – vận tải , xây dựng…. Tuy nhiên hiện nay trữ lượng gỗ đã bị suy giảm nghiêm trọng do việc khai thác của con người, rừng bị tàn phá nặng nề diện tích ngày càng bị thu hẹp. Việc khai thác rừng đi kèm với nó là những tác động xấu đến môi trường sinh thái: tăng lượng CO2 trong không khí; gây ra hiệu nhà kính; làm cho nhiệt độ trái đất tăng lên; đặc biệt gây ra hạn hán, lũ lụt ảnh hưởng rất lớn đến đời sống con người….
Nhận thức được điều này các nhà khoa học đã tìm ra một loại vật liệu mới có tên: composite gỗ - nhựa. Đây là một loại vật liệu được tạo thành từ sự kết hợp giữa nhựa và gỗ. Tuy mới ra đời nhưng composite gỗ nhựa được ứng dụng rất nhiều trong đời sống để trang trí nội – ngoại thất, chế tạo các vật dụng; ngoài ra còn sử dụng trong một số ngành công nghiệp.
Thực trạng nguồn nguyên liệu gỗ ở Việt Nam đang suy giảm trong khi composite gỗ - nhựa cũng có tính chất tương tự gỗ truyền thống và nguồn nguyên liệu để sản xuất vật liệu này rất dồi dào:
ü Tỉ lệ sử dụng gỗ ở nước ta chiếm khoảng 45- 63% thể tích nguyên liệu; nó phụ thuộc vào nguồn nguyên liệu, hình dáng kích thước sản phẩm tạo thành. Nhưvậycóthểthấylượngphếliệugỗhiệnnay là rấtlớnvàsửdụngchủyếulàmnhiênliệu.
ü Phếliệuchấtdẻo từcácđồdùngtrongsinhhoạtrấtđadạngvàphong phú. Phế liệu này chủ yếu có nguồn gốc từ Polypropylen (PP), Polyethylene (PE) và Polyvinylchloride(PVC).Sốliệuđiềutrachínhxácvềlượngnhựa phế thảitrongtoànquốcchưa đượcthựchiện,tuynhiêntheokếtquảđiềutranăm 2002củaviệnVậtliệuxâydựngchothấy lượngnhựaphế thảitrongrácthảisinhhoạtcủathànhphốHà Nộilàkhá cao(từ7đến8%). Nếu tínhlượngrácthảitrungbìnhcủaHàNộilà18.000tấn/ngàythìmỗingàyHà Nộithảira khoảng trên120tấnnhựa phế thải.
Vấn đềđặtralàlàmthếnàođểsửdụnghiệuquảlượngphếliệunày nhằmnângcaotỷlệlợidụng nguyênliệuđồngthởibảovệđượcmôitrường.
Ở Việt Nam composite gỗ nhựa là một loại vật liệu rất mới mẽ, chưa được ứng dụng rộng rãi, cũng như chưa có nhiều đề tài nghiên cứu về vật liệu này. Chỉ có một vài công ty chuyên phân phối một số sản phẩm chủ yếu trong lĩnh vực trang trí nội thất và chế tạo một số vật dụng. Những sản phẩm này phần lớn nhập từ nước ngoài nên giá thành rất cao. Vì vậy việc nghiên cứu, thử nghiệm và đưa vào sản xuất đại trà loại vật liệu mới này đang trở thành một yêu cầu cấp thiết cóýnghĩakhoahọcvàthựctiễn,mởraxuhướngmớitrong việc sử dụnghiệuquảnhững vậtliệunhân tạo thaythếvật liệu tựnhiên truyền thống; đặcbiệtcóýnghĩa trongviệcbảovệmôitrường. Nhận thấy được điều này khoa Cơ Khí Chế Tạo Máy - Trường Đại Học Sư Phạm Kỹ Thuật TP.HCM đã chọn đề tài: “Nghiên cứu quy trình sản xuất vật liệu Coposite gỗ - nhựa” giao cho nhóm sinh viên gồm: Đặng Thế Giao và Nguyễn Tiến Mạnh cùng thực hiện trong đồ án tốt nghiệp.
1.2. MỤC TIÊU VÀ NỘI DUNG NGHIÊN CỨU CỦA ĐỀ TÀI
1.2.1. Mục tiêu
- Mục tiêu lý luận: Góp phần hoàn thiện cơ sở khoa học và thực tiễn cho việc tạo vật liệu composite gỗ - nhựa.
Ø Mục tiêu cụ thể:
– Xác định được thành phần của vật liệu composite gỗ - nhựa polypropylen và cấu tạo, tính chất của các vật liệu thành phần.
– Xác định được cơ chế lên kết chủ yếu trong vật liệu composite gỗ - nhựa polypropylene.
– Xác định được các yếu tố ảnh hưởng đến tính chất cơ lý composite gỗ - nhựa Polypropylen.
– Bước đầu đề xuất được công nghệ sản xuất composite gỗ - nhựa Polypropylen.
1.2.2. Nội dung
Để đạt được các mục tiêu đề ra nhóm nghiên cứu cần thực hiện các nội dung sau:
vNghiên cứu tổng quan về vật liệu composite:
– Khái niệm về vật liệu composite.
– Lịch sử hình thành và phát triển.
– Đặc điểm - vai trò của vật liệu composite.
– Thành phẩn của vật liệu composite.
– Phân loại composite.
– Công nghệ composite.
– Ưu điểm của vật liệu composite.
vNghiên cứu về vật liệu composite gỗ-nhựa.
– Khái quát chung về composite gỗ - nhựa.
– Ưu nhược điểm của vật liệu composite gỗ - nhựa.
– Tìm hiểu về đặc điểm, tính chất các thành phần tạo nên composite gỗ - nhựa.
– Một số ứng dụng của composite gỗ - nhựa.
– Cơ chế liên kết trong vật liệu composite gỗ - nhựa.
– Đánh giá chất lượng vật liệu composite gỗ - nhựa.
vXây dựng quy trình công nghệ sản xuất composite gỗ - nhựa.
– Xây dựng quy trình công nghệ sản xuất composite gỗ - nhựa nguyên sinh.
– Xây dựng quy trình công nghệ sản xuất composite gỗ - nhựa tái chế.
1.3. GIỚI HẠN ĐỀ TÀI.
Coposite gỗ nhựa là một loại vật liệu mới ở Việt Nam, chưa có nhiều đề tài cũng như tài liệu nghiên cứu về vật liệu này. Trong thời gian và điều kiện cho phép nhóm nghiên cứu chỉ tiến hành nghiên cứu lý thuyết về công nghệ sản xuất vật liệu composite gỗ - nhựa.
1.4. PHƯƠNG PHÁP NGHIÊN CỨU.
Phương pháp mô tả thực nghiệm: mô tả quy trình sản xuất composite gỗ - nhựa bằng sơ đồ và giải thích các bước thực hiện.
Chương 2
TỔNG QUAN VỀ VẬT LIỆU COMPOSITE
2.1. KHÁI QUÁT CHUNG VỀ VẬT LIỆU COMPOSITE
2.1.1. Khái niệm
Vật liệu composite là vật liệu được chế tạo tổng hợp từ hai hay nhiều vật liệu khác nhau, nhằm mục đích tạo ra vật liệu mới có tính năng ưu việt hơn hẳn những vật liệu thành phần ban đầu.
Từ composite xuất phát từ một thuật ngữ tiếng Pháp có nghĩa là vật liệu phối hợp, hiện nay người ta gọi vật liệu này bằng nhiều tên khác nhau như: vật liệu kết hợp, vật liệu tổ hợp, vật liệu com-pao…. Tuy nhiên tên gọi thông dụng nhất là vật liệu composite.
2.1.2.Lịch sử hình thành và phát triển
Vật liệu Composite đã xuất hiện từ rất lâu trong cuộc sống, khoảng 5.000 năm trước Công nguyên người cổ đại đã biết vận dụng vật liệu composite vào cuộc sống
(ví dụ: sử dụng bột đá trộn với đất sét để đảm bảo sự dãn nở trong quá trình nung đồ gốm).
Người Ai Cập đã biết vận dụng vật liệu Composite từ khoảng 3.000 năm trước Công nguyên, sản phẩm điển hình là vỏ thuyền làm bằng lau, sậy tẩm pitum về sau này các thuyền đan bằng tre trát mùn cưa và nhựa thông hay các vách tường đan tre trát bùn với rơm, dạ là những sản phẩm Composite được áp dụng rộng rãi trong đời sống xã hội.
Sự phát triển của vật liệu composite đã được khẳng định và mang tính đột biến vào những năm 1930 khi mà stayer và Thomat đã nghiên cứu, ứng dụng thành công sợi thuỷ tinh; Fillis và Foster dùng gia cường cho Polyeste không no và giải pháp này đã được áp dụng rộng rãi trong ngành công nghiệp chế tạo máy bay, tàu chiến phục vụ cho đại chiến thế giới lần thức hai.
Năm 1950 bước đột phá quan trọng trong ngành vật liệu Composite đó là sự xuất hiện nhựa Epoxy và các sợi gia cường như Polyeste, nylon,… Từ năm 1970 đến nay vật liệu composite nền chất dẻo đã được đưa vào sử dụng rộng rãi trong các ngành công nghiệp và dân dụng, y tế, thể thao, quân sự…
2.1.3. Đặc điểm - vai trò
Sự ra đời của vật liệu composite là cuộc cách mạng về vật liệu nhằm thay thế cho vật liệu truyền thống ở những mục đích khác nhau trong công nghiệp và trong đời sống. Vật liệu truyền thống có một số nhược điểm khó hoặc không thể khắc phục được như nặng( bê tông, gạch…) dễ vỡ (sành, sứ…) mối mọt, khai thác nhiều ảnh hưởng đến môi trường sinh thái (gỗ) ; gỉ sét, chi phí bảo dưỡng cao (sắt, thép) … Những nhược điểm này khiến cho việc tổ chức sản xuất, vận chuyển phức tạp, chi phí bảo quản cao…
Trái lại, với những đặc điểm: nhẹ - chắc - bền - không rỉ - chịu hóa chất - chịu thời tiết ... composite có thể khắc phục những nhược điểm của vật liệu truyền thống. Vì vậy nó được ứng dụng vào những mục đích, những sản phẩm và những nơi mà vật liệu truyền thống không thể đáp ứng được, trong khi vật liệu composite có thể phát huy hiệu quả và thỏa mãn yêu cầu sử dụng.
Cho nên từ đầu những năm 60 của thế kỷ XX, cùng với sự phát triển của công nghệ polyme, vật liệu composite đã không ngừng được phát triển cho đến ngày nay và được ứng dụng rộng rãi trong công nghiệp và đời sống như: vật dụng gia đình, trang trí nội, ngoại thất, một số thiết bị trong ô tô, tàu lửa, máy bay và trong ngành hàng không vũ trụ….
2.1.4. Phân loại
vPhân loại theo bản chất của nền:
– Composite nền chất dẻo.
– Composite nền kim loại.
– Composite nền gốm.
– Composite nền hỗn hợp nhiều pha.
vPhân loại theo hình học hoặc đặc điểm cấu trúc của cốt: có thể chia làm 3 nhóm: composite cốt hạt, composite cốt sợi, composite cấu trúc. Sơ đồ như hình sau:
Composite cốt hạt và cốt sợi khác nhau ở kích thước hình học của cốt: cốt sợi có tỉ lệ chiều dài trên đường kính khá lớn, còn cốt hạt là các phần tử đẳng trục.
Khái niệm về composite cấu trúc là để chỉ các bán thành phẩm trong đó thông dụng nhất là dạng lớp và dạng tấm ba lớp, được cấu thành từ vật liệu đồng nhất và phối hợp với các composite khác.
2.2. THÀNH PHẦN
Composite có hai thành phần chính là vật liệu cốt và vật liệu nền.
vThành phần cốt: phân bố ngẫu nhiên trong vật liệu, nhằm đảm bảo cho vật liệu composite có được những tính năng cơ học cần thiết.
Nhiệm vụ chính của vật liệu cốt là chịu tải trọng nên phải có độ bền cao. Vật liệu cốt thường ở dạng sợi như sợi cacbon, sợi thủy tinh, sợi bo, sợi kim loại, sợi graphit; hoặc có thể ở dạng hạt cacborun(SiC), corindon (Al2O3), cacbit bo( B4C)
vVật liệu nền : phân bố liên tục trong toàn thể tích vật liệu.
Vật liệu nền thực hiện nhiệm vụ chất liên kết tạo nên sự liên kết giữa các thành phần cốt. Do đó vật liệu nền phải là các vật liệu có tính dẻo cao để thực hiện tốt nhiệm vụ liên kết. Vật liệu nền được chia làm 3 loại: polyme, cacbon và kim loại.
Trên thực tế thành phần cốt luôn chiếm không quá (6065)% thể tích của vật liệu composite.
Khả năng khai thác sử dụng vật liệu composite phụ thuộc trước hết vào đặc tính cơ, lý, hóa của các vật liệu thành phần, cấu trúc phân bố của các vật liệu cốt, cũng như độ bền vững của sự liên kết giữa nền và cốt.
2.2.1 Thành phần cốt
Phải thỏa mãn được những đòi hỏi về khai thác và công nghệ. Đòi hỏi về khai thác là những đòi hỏi như yêu cầu về độ bền, độ cứng, khối lượng riêng, độ bền trong một khoảng nhiệt độ nào đó, bền ăn mòn trong môi trường axit, kiềm… Còn đòi hỏi về công nghệ là những đòi hỏi về khả năng công nghệ để sản xuất ra các thành phần cốt và những vật liệu composite trên cơ sở những cốt này.
Vật liệu cốt cho vật liệu composite có hai loại :
2.2.1.1 Cốt hạt
Cốt hạt dùng trong vật liệu composite để làm tăng cơ, lý tính của nhựa. Ngoài ra hạt cũng dùng để làm giảm giá thành của vật liệu, làm tăng tính chất dẫn điện, dẫn nhiệt cho nhựa nền…
2.2.1.2 Cốt sợi
Cốt sợi dùng trong vật liệu composite sẽ tăng cường thêm tính chất cơ học của vật liệu. Các tính chất khác cũng tăng thêm như tính dẫn điện, dẫn nhiệt …
vSợi thủy tinh: sợi thủy tinh được sử dụng rộng rãi để chế tạo vật liệu composite polyme. Thành phần cơ bản bao gồm cát thạch anh, đá vôi, bột nhôm được trộn khô theo tỷ lệ hợp lý sau đó nung nóng chảy ở nhiệt độ cao khoảng 1260.
Ưu điểm của sợi thủy tinh là nhẹ, chịu nhiệt khá, ổn định với các tác động hóa - sinh, có độ bền cơ lý cao và độ dẫn nhiệt thấp.
Sợi thủy tinh có hai dạng điển hình : sợi dài (dạng chỉ) và sợi ngắn. thông thường chúng có dạng hình trụ tròn, ngoài ra cũng gặp sợi thủy tinh có tiết diện ngang hình tam giác, hình vuông, lục giác…
Công nghệ để sản xuất các dạng sợi thủy tinh là kéo sợi từ dung dịch nóng chảy. Có 3 phương pháp chính để sản xuất sợi thủy tinh :
– Kéo sợi từ dung dịch nóng chảy qua khuôn(quá trình một giai đoạn)
– Kéo sợi từ những phôi thủy tinh được sấy nóng(quá trình hai giai đoạn)
– Nhận được sợi ngắn từ các tia dung dịch nóng chảy bằng cách thổi bằng không khí, hơi, gas...
Sợi thủy tinh có ưu điểm nổi trội là giá thành rẻ, chúng được dùng rộng rãi trong sản xuất composite polyme, để chế tạo các tàu tải trọng nhỏ, thuyền, xuồng, cano, thuyền buồm thể thao, than vỏ ô tô, các ống dẫn dầu, nắp rẽ dòng của vật thể bay, cánh quạt trong các tuabin của nhà máy thủy điện..và rất nhiều những sản phẩm tiêu dùng thông thường khác.
vSợi bazan: sợi bazan được chế tạo từ nguyên liệu đá bazan. Đá bazan có nguồn gốc nhan thạch do các núi lủa khi hoạt động phun ra rồi kết tinh lại.
Các sản phẩm từ đá bazan có đặc tính cơ, lý, hóa tốt hơn hẳn so với các sản phẩm truyền thống là bông sợi thủy tinh hoặc amian. Ngoài ra nó còn có ưu điểm là không độc hại cho người và sinh vật(bông sợi amian có thể gây ung thư phổi và hô hấp), lại không hút ẩm(độ hút ẩm không quá 1% trong khi đối với sợi thủy tinh có thể lên đến 1020%), và có độ bền cao dưới tác dụng của ánh sáng mặt trời.
Hiện nay, tùy vào mức đầu tư và công nghệ có thể sản xuất từ đá bazan ra các loại : Sợi liên tục(chỉ), sợi ngắn, bông.
Công nghệ sản xuất sợi bazan có thể mô tả tóm tắt như sau:
Đá bazan sau khi khai thác được phân loại, chọn lọc và làm sạch rồi tán nhỏ cỡ 2040 mm, sau đó cho vào lò nung nóng ở 14501500. Sau khi đá nóng chảy, nhờ các vòi phun, bazan lỏng được phun ra thành những sợi nhỏ trong dòng không khí hoặc dòng hơi (đối với sợi ngắn hoặc bông), sau đó được làm lạnh đột ngột nhờ một thiết bị hút gió và buồng lắng ta thu được bông, sợi bazan. Tiếp theo tùy mục đích sử dụng, những sợi bông bazan được sử lý thành bông rối, hoặc chế thành dây bện, tấm, thảm…khác nhau.
Vật liệu composite độn sợi bazan thường được dùng để chế tạo các sản phẩm cách nhiệt cho công nghiệp, các đường ống dẫn hơi, các thiết bị lạnh…hoặc dùng trong xây dựng với mục đích cách âm, cách nhiệt, tăng khả năng chịu lực.
vSợi hữu cơ: sợi hữu cơ là vật liệu composite gồm nền là polyme và vật liệu cốt là các sợi polyme tổng hợp.
Sợi hữu cơ có khối lượng riêng nhỏ, độ bền riêng cao và cũng ổn định dưới tác dụng của tải trọng chu kỳ và thay đổi nhiệt độ đột ngột. Sợi hữu cơ ổn định hóa học trong các môi trường ăn mòn, trong khí hậu nhiệt đới. Nhược điểm của sợi hữu cơ là có độ bền nén thấp, có tính chảy dẻo cao (đặc biệt ở loại có cốt là sợi đàn hồi).
Sợi hữu cơ được sử dụng rộng rãi trong việc sản xuất vật liệu composite để chế tạo thân vỏ tên lửa động cơ nhiên liệu rắn, các bình, ống chịu áp lực, găng tay cách nhiệt, mũ, áo giáp, các chi tiết của tàu lượn, các thiết bị thể thao…
vSợi cacbon: sợi cacbon hay chất dẻo cacbon là một loại vật liệu composite gồm cốt là sợi cacbon và nền là các loại polyme. Sợi cốt cacbon nhận được bằng cách nhiệt luyện các sợi hữu cơ, sợi hữu cơ thường dung ở dạng sợi chỉ, sợi bện, tấm phớt, tấm vải.
Ưu điểm của sợi cacbon là rất nhẹ, chịu được nhiệt độ cao lên đến vài nghìn độ trong môi trường trơ, hệ số ma sát và dãn nở nhiệt thấp, rất bền vững với nhiều điều kiện khí hậu và các phản ứng hóa học, có những tính chất điện vật lý đa dạng (từ bán dẫn đến dẫn), đặc biệt có độ cứng rất cao hơn cả sắt thép.
Sợi cacbon được sử dụng rộng rãi để chế tạo vật liệu composite ứng dụng trong nhiều lĩnh vực của nền kinh tế quốc dân. Dùng trong công nghiệp ô tô chế tạo ổ lăn, thùng xe, panen. Dùng trong công nghiệp đóng tàu thủy, máy tính, thiết bị hóa học, thiết bị ronwghen…trong y học còn dung sợi cacbon nền cacbon để chế tạo chân giả, các khớp nối bên trong thay cho thép không gỉ.
vSợi bor: việc sử dụng sợi bor dung làm cốt composite cho phép tăng độ bền, tăng môđun đàn hồi của vật liệu.
Sợi bor có ưu điểm là có độ cứng trượt cao hơn so với một số loại sợi khác, môđun trượt của sợi bor có thể vượt quá 180GPa. Sợi bor có tính bán dẫn, dung làm cốt cho composite làm giảm độ dẫn nhiệt, dẫn điện.
Sợi bor có nhược điểm là khi dung chúng để quấn các chi tiết có bán kính cong nhỏ rất phức tạp, nhược điểm nữa là đặc tính cơ lý của sợi bor kém đi rất nhanh khi nhiệt độ làm việc trên 400
Thông thường, công nghệ sản xuất sợi bor trên cơ sở thu được bor kết tủa từ luồng khí thường sử dụng hiđrô triclorit bor. phản ứng hóa học tách bor theo sơ đồ:
2B + 6HCl
Cho bến nay, bor composite được ứng dụng trong sản xuất các chi tiết hàng không, tên lửa và kỹ thuật vũ trụ, những nơi đòi hỏi chỉ tiêu về độ bền và độ cứng cao. Chúng cũng được sử dụng để chế tạo các thanh dầm, khung, tấm, cũng như các chi tiết khác của những vật thể bay.
vSợi cacbua silic (sic): Sợi cacbua silic thường được dung làm cốt cho composite kim loại trong những trường hợp đòi hỏi vật liệu phải làm việc lâu ở nhiệt độ cao.
Composite cốt sợi cacbua silic thường được sử dụng trong những chi tiết của thiết bị hạt nhân, vòng bi chịu nhiệt độ cao trong các động cơ tuabin, cánh quạt, mũi rẽ dòng tên lửa…
vSợi kim loại: Trong nhiều trường hợp để có hiệu quả và kinh tế hơn, người ta dung cốt sợi kim loại. đối với composite làm việc trong nhiệt độ cao người ta hay dùng cốt sợi vonfram hoặc molipden. Với composite làm việc trong nhiệt độ thấp hay dùng sợi thép hoặc sợi berilic.
2.2.2 Vật liệu nền
Phân bố liên tục trong toàn thể tích vật liệu. Đảm bảo cho sự liên kết và làm việc hài hòa giữa các thành phần của composite lại với nhau, bảo đảm tính liền khối của vật liệu, tạo ra các kết cấu composite. Ngoài ra chất liệu nền cũng quyết định một phần lớn khả năng chịu nhiệt, chịu ăn mòn của vật liệu, và cũng chính vật liệu nền là cơ sở để xác định phương thức công nghệ chế tạo sản phẩm.
Chính vì vậy, việc chọn lựa vật liệu nền là một trong những nhiệm vụ quan trọng đầu tiên trong việc sản xuất vật liệu composite.
2.2.2.1.Chất liệu nền polyme nhiệt rắn:
Vật liệu nền nhiệt rắn có độ nhớt thấp, dễ hòa tan và đông rắn lại khi nung nóng (có hoặc không có chất xúc tác) và sau khi đông rắn tạo thành cấu trúc mạng lưới không thuận nghịch (không hòa tan và không nóng chảy tiếp được nữa). Trong quá trình sản xuất các kết cấu từ composite, người ta rất hay sử dụng phenolic, phenolfomandehit, polyester, nhựa cơ silic, epoxy, hoặc polymit.
vNhựa phenolic: có ưu điểm là rẻ, nguồn nhiên liệu sẵn có. Nhược điểm chủ yếu nhất của phenolic khi dùng để chế tạo composite là giòn, độ bền thấp và độ rỗng cao.
vNhựa phenolfomandehyd ( PF )
Đây là tên gọi chung của các nhựa tổng hợp từ 2 chất là Phenol ( C6H5OH ) hoặc dẫn suất của Phenol như Crezol (CH3C6H4OH ), Xilenol [(CH3)2C6H5OH ] Resorsin [C6H4(OH)2] và Formaldehyd (CH2O). Tùy vào tỉ lệ Phenol và Formaldehyd mà nhựa tạo thành khác nhau:
– Khi tỉ lệ Phenol/formaldehyd là 6/5 hoặc 7/6 có độ PH < 7 (môi trường axit) polyme tạo thành là nhựa novolac có tính nhiệt dẻo, công thức chung:
H – [-C6H3(OH)CH2-]n – C6H4OH
– Khi tỉ lệ Phenol/formaldehyd là 6/7 có độ PH > 7 (môi trường kiềm) polyme tạo thành là nhựa rezolic có tính nhiệt rắn, công thức chung:
H –[- C6H2 (OH) - CH2 -]m [- C6H3(OH)CH2-]n –OH
CH2OH
Nhựa rezolic có trọng lượng phân tử thay đổi từ 40.000 đến 100.000, có màu từ vàng sáng đến hồng.
Khi sản xuất sản phẩm bằng chất dẻo nhiệt rắn người ta dùng nhựa novolac hoặc nhựa rezolic với chất đông cứng là urotropin (hay hexametylen tetramin ) có vôi và MgO làm chất xúc tiến.
Nhựa phenolfomandehydcó nhược điểm là khi đông rắn, chúng co ngót khá lớn (1520% thể tích), và cũng rất giòn.
vNhựa Ure formaldehyd
Nguyên liệu chính để sản xuất nhựa Ure formaldehydlà ure và formalin:
– Ure: ở dạng tinh khiết là tinh thể không màu hình kim dài hoặc hình lăng kính trắng, rất dễ tan trong rượu, dễ hút ẩm. Ure là một diamit của axit cacbonic. Tỷ trọng của ure d = 1,335g/cm3; nhiệt độ nóng chảy t0 = 132,70C, ở nhiệt độ cao hơn nhiệt độ nóng chảy, ure bị phân hủy thành NH3 và biure có nhiệt độ nóng chảy 1930C.
NH2 H2N NH
O=C + C=O O=C + NH3
NH2 H2N NH-CO-NH2
Ở trong các dung dịch axit và kiềm loãng cũng như trong nước, ure kém bền và bị thủy phân như đun nóng trên 300C thành amoniac và CO2.
H2N – CO – NH2 NH3 + CO2
Tất cả các phương pháp sản xuất ure hiện tại đều được dựa vào sự tác dụng hóa học của NH3 với CO2 và phân hủy cacbonat amin thành ure và nước:
CO2 + 2NH3 H2N – COONH4 (cacbonat amin)
H2N – COONH4 H2O + H2N – CO – NH2.
Ure dùng trong công nghiệp chất dẻo, trong y học, làm phân bón và làm dung môi.
– Formaldehyd ở dạng lỏng có nồng độ từ 33 – 40%, người ta gọi đó là formalin. Tỷ trọng của formalin d = 1,124 – 1,1100, formalin dễ hòa tan trong nước hoặc rượu Mêtylic(CH3OH). Nước hấp thu đến 5% Formaldehyd.
Quá trình phản ứng trùng ngưng tạo nhựa Ure formaldehyd:
Cho Ure tác dụng với Formalin trong điều kiện xác định và khống chế sẽ tạo ra nhựa Ure formaldehyd.
Nếu phản ứng tiến hành trong môi trường kiềm yếu hoặc trung tính và ở nhiệt độ ban đầu thấp t0 = 30 – 400C và tỷ lệ mol U/F = 1/1 hoặc U/F = ½ thì hỗn hợp sẽ tạo ra mono và dimêtylol Ure:
Phản ứng tạo ra monometylol Ure rất nhanh, đòi hỏi năng lượng hoạt hóa 1,16 KG/mol, vận tốc của phản ứng tạo ra dimêtylol Ure là 1,45 KG/mol.
Monometylol Ure là chất tinh thể trắng nóng chảy ở 1110C (sau khi kết tinh lại trừ etanol) tan trong nước lạnh và mêtanol nhưng không tan trong ete.
Dimêtylol Ure nóng chảy ở 137 – 1380C thì sản phẩm nóng chảy và tách nước CH3OH nóng và C2H5OH.
Khi môi trường thay đổi từ kiềm yếu pH = 7 – 8 trở về môi trường axit pH = 4 – 5 và nhiệt độ tăng t0 = 1000C thì các sản phẩm ban đầu mono và dimonomêtylol Ure sẽ ngưng tụ với nhau tạo ra nhựa không nóng chảy, không hòa hòa tan mắt xích ( -NH-CO-NH-CH2-)
Sản xuất nhựa ure formaldehyde trong công nghiệp.
Điều kiện sản xuất nhựa ure formaldehyd rất khác nhau, quá trình có thể tiến hành trong môi trường kiềm yếu, trung tính và axit yếu ở các nhiệt độ khác nhau (20 – 1000C) và các chất xúc tác khác nhau. Trong công nghiệp người ta có thể điều chế từ ure và formalin ra nhựa ở dạng dung dịch, hoặc ở dạng sệt như hồ, hoặc ở trạng thái nhựa khô, có thể sản xuất theo phương pháp gián đoạn hay liên tục.
Thiết bị phản ứng (nồi phản ứng) cũng như thiết bịnấu nhựa phenol formaldehyd. Nồi gồm hai lớp, lớp ngoài bằng thép thường, lớp trong thép không rỉ. Giữa hai lớp là khoảng trống để đưa hơi nóng hoặc nước nóng hay nước lạnh vào. Thiết bị còn có bộ phận ngưng tụ hơi và hơi lưu lại nồi nấu. bên trong nồi có bộ phận cánh khuấy để đảo nhựa….
vPolyeste:
Nhựa polyester được sử dụng rộng rãi trong công nghệ composite, Polyester loại này thường là loại không no, đây là nhựa nhiệt rắn, có khả năng đóng rắn ở dạng lỏng hoặc ở dạng rắn nếu có điều kiện thích hợp. Thông thường người ta gọi polyester không no là nhựa polyester hay ngắn gọn hơn là polyester. Polyester có nhiều loại, đi từ các acid, glycol và monomer khác nhau, mỗi loại có những tính chất khác nhau. Có hai loại polyester chính thường sử dụng trong công nghệ composite. Nhựa orthophthalic cho tính kinh tế cao, được sử dụng rộng rãi. Còn nhựa isophthalic lại có khả năng kháng nước tuyệt vời nên được xem là vật liệu quan trọng trong công nghiệp, đặc biệt là hàng hải.
Đa số nhựa polyester có màu nhạt, thường được pha loãng trong styrene. Lượng styrene có thể lên đến 50% để làm giảm độ nhớt của nhựa, dễ dàng cho quá trình gia công. Ngoài ra, styrene còn làm nhiệm vụ đóng rắn tạo liên kết ngang giữa các phân tử mà không có sự tạo thành sản phẩm phụ nào. Polyester còn có khả năng ép khuôn mà không cần áp suất.
Polyester có thời gian tồn trữ ngắn là do hiện tượng tự đóng rắn của nó sau một thời gian. Thông thường, người ta thêm vào một lượng nhỏ chất ức chế trong quá trình tổng hợp polyester để ngăn ngừa hiện tượng này. Nhà sản xuất có thể cung cấp nhựa ở dạng tự nhiên hay có dùng một số phụ gia. Nhựa có thể được sản xuất để chỉ cần cho xúc tác vào là sử dụng được. Như đã đề cập ở trên, cần phải có thời gian để polyester tự đóng rắn. Tốc độ trùng hợp quá chậm cho mục đích sử dụng, vì vậy cần dùng chất xúc tác và chất xúc tiến để đạt độ trùng hợp của nhựa trong một khoảng thời gian nào đó.
Khi đã đóng rắn, polyester rất cứng và có khả năng kháng hoá chất. Quá trình đóng rắn hay tạo kết ngang được gọi là quá trình Polymer hóa. Đây là phản ứng hoá học chỉ có một chiều. Cấu trúc không gian này cho phép nhựa chịu tải được mà không bị giòn. Ở trạng thái đông rắn có độ bền cao với nước, dầu khoáng, axit vô cơ và nhiều dung môi hữu cơ khác, tính cách điện tốt, độ nhớt thấp, đảm bảo dễ thao tác với các cốt sợi. Nhược điểm của polyeste là các đặc tính cơ học không cao khi đông rắn, sự bám dính với các chất cốt không cao, độ co cũng đáng kể.
vNhựa silic hữu cơ:
Đây là loại polyme hữu cơ phần tử trong đó mạch chính của đại phân tử gồm Si và O, nối với các nguyên tử Si là các gốc hữu cơ như: - CH3, -C2H5, - C6H5….
Liên kết Si –O làm cho vật liệu cứng, chắc, chịu nhiệt tốt ( có thể lên đến 250oC ), tính chịu nhiệt phụ thuộc vào các nhóm chức nối các nguyên tử silic. Silic hữu cơ chứa nhóm -CH3 chịu nhiệt đến 200oC, -C2H5 chịu 140oC, -C3H7 chịu 120oC, C6H5 chịu 250oC. Nhóm -CH3 và -C2H5 dễ bị Oxi hóa –C6H5 bền hơn. Còn các liên kết
C-C, C-O, C-N, C-S trong nhiều trường hợp làm cho vật liệu có độ mềm và độ dẻo cao.
Chất đông cứng nhựa silic hữu cơ là rượu. Thường dùng rượu butylic hay isobutylic đã được làm lạnh. Khi đóng rắn, nhựa silic hữu cơ có ưu điểm là: có khả năng làm việc trong dải nhiệt độ rất rộng (-200 đến 350℃); bền với các tác động của các dung môi hữu cơ và axit vô cơ; tính cách điện cao. Nhược điểm của chúng là đặc tính cơ học thấp hơn so với các loại nhựa khác ở nhiệt độ dưới 100℃. Việc chế tạo các chi tiết bằng nhựa cơ silic thường phải xử lý dưới áp lực khá cao và quá trình đóng rắng khá dài.
vNhựa epoxy:
Đây là loại nhựa có tính phân cực cao. Trong cấu tạo mạch của polyepoxi có nhóm epoxi CH = CH . bản thân nó là một loại nhựa nhiệt dẻo có màu từ vàng
O
đến nâu ở dạng từ lỏng nhớt đến rắn dòn.
Nhựa epoxy có rất nhiều ưu điểm và được sử dụng rất rộng rãi để chế tạo composite có tính cơ học cao, độ bám dính cao với nhiều loại cốt, tiện lợi khi xử lý công nghệ, tạo dáng các kết cấu và có thể giữ lâu ở trạng thái chưa đóng rắn, tiện lợi cho việc chế tạo kết cấu composite và các bán thành phẩm. Độ co ngót rất thấp và bền với tác động của nhiều loại dung môi và những môi trường độc hại, độ hút ẩm thấp và có thểsử dụng trong môi trường nhiệt độ từ 150-250℃.
Epoxy là đại diện cho một số nhựa có tính năng tốt nhất hiện nay. Nói chung, epoxy có tính năng cơ lý, kháng môi trường hơn hẳn các nhựa khác, là loại nhựa được sử dụng nhiều nhất trong các chi tiết máy bay. Với tính chất kết dính và khả năng kháng nước tuyệt vời của mình, epoxy rất lý tưởng để sử dụng trong ngành đóng tàu, là lớp lót chính cho tàu chất lượng cao hoặc là lớp phủ bên ngoài vỏ tàu hay thay cho polyester dễ bị thủy phân bởi nước.
Nhựa epoxy không có nhóm ester, do đó khả năng kháng nước của epoxy rất tốt. Ngoài ra, do có hai vòng thơm ở vị trí trung tâm nên nhựa epoxy chịu ứng suất cơ và nhiệt nó tốt hơn mạch thẳng, do vậy, epoxy rất cứng, dai và kháng nhiệt tốt. Nhược điểm của epoxy là chịu nhiệt tương đối thấp, đặc trưng cơ học bị giảm đi rất nhanh với nhiệt độ gần nhiệt độ thủy tinh hóa polyme.
Ứng dụng của epoxy rất đa dạng, nó được dùng làm: keo dán, hỗn hợp xử lý bề mặt, bột trét, sơn.
2.2.2.2. Chất liệu nền polyme nhiệt dẻo
Nền nhựa nhiệt dẻo là các polyme mạch thẳng, khi nung nóng sẽ chảy dẻo ra, nếu sau đó làm nguội lại sẽ cứng lại. Composite có vật liệu nền trên cơ sở polyme nhiệt dẻo có độ tin cậy cao, bởi vì mức độ ứng suất dư nảy sinh trong những giờ đầu tiên ngay sau khi tạo thành sản phẩm rất thấp. Ưu điểm nữa là về mặt công nghệ: giảm đi công đoạn đóng rắn, khả năng thi công, tạo dáng sản phẩm dễ thực hiện, có thể áp dụng nhiều công nghệ khác nhau như: dập, đùn, uốn, hàn…, có thể khắc phục những khuyết tật trong quá trình sản xuất và tận dụng phế liệu hoặc gia công lại lần thứ 2…
Composite nền nhiệt dẻo có giá thành thấp, trong khi đó những đặc trưng cơ lý của chúng cũng không thua kém vật liệu composite nền nhiệt rắn, còn những đặc trưng khác như độ bền hóa học và độ kín lại hơn hẳn. Nhược điểm chính của composite nền nhiệt dẻo là không chịu được nhiệt độ cao (trừ những trường hợp nền được chọn từ những vật liệu chịu nhiệt đặc biệt) và khi xử lý công nghệ gặp khó khăn do độ nhớt của các dung dịch nóng chảy khá cao.
Một số loại nhựa nhiệt dẻo thường được sử dụng trong vật liệu composite:
2.2.2.2.1. Nhựa Polyetylen (PE)
vGiới thiệu PE
Hình 1 hHình 2.1: Hạt nhựa PE
Nhựa polyetylen (PE) được tổng hợp từ etylen có công thức phân tử như sau:
Phân loại
Dựa vào tỷ trọng, PE có 3 loại chính :
Tỷ trọng (g/cm3)
– PELD (Low density polyethylene) 0.910 ¸ 0.925
– PEMD (Medium density polyethylene) 0.926 ¸ 0.940
– PEHD (High density polyethylene) 0.941 ¸ 0.959 và cao hơn
Ngoài ra còn có PEUHM (ultra high molecular weigh polyethylene) là PE trọng lượng phân tử cực kỳ cao hay PE kết mạng một phần (PE-X)
Hình 2.2: các dạng mạch PE
a: PEHD b: PELD c: PELLD
Phân tử PE có cấu tạo mạch thẳng, dài gồm những nhóm methylene, ngoài ra còn có những mạch nhánh. Nếu mạch nhánh càng nhiều và càng dài thì độ kết tinh càng kém. PE kết tinh nhanh vì các mắc xích có chiều dài không lớn và có độ đối xứng cao.
PELD chứa 55¸65% pha kết tinh, PEMD chứa 63¸73% pha kết tinh, PEHD 74¸95%. Độ kết tinh của PE ở nhiệt độ thường có ảnh hưởng trực tiếp đến nhiều tính chất của nó: tỷ trọng, độ cứng bề mặt, modul đàn hồi khi uốn, giới hạn bền và chảy, độ hòa tan và trương trong các dung môi hữu cơ, độ thấm khí và hơi.
v Tính chất
- Tính chất vật lí
PE là nhựa bán kết tinh, tỷ lệ giữa các pha kết tinh và vô định hình phụ thuộc vào phương pháp sản xuất polymer. PE có độ cứng tương đối không cao, không mùi vị, cháy chậm.
- Tính chất hóa học
– PE là polymer không cực nên có tính cách điện cao.
– Độ bền hóa học: Ở nhiệt độ thường, PE không tan trong dung môi nhưng axit H2SO4 và HNO3 đậm đặc, hỗn hợp nitro hóa, xăng và axit Cromic thì tác dụng mạnh. Nhiệt độ trên 700C, PE tan yếu trong toluen, xilen, amin acetate, dầu thông, paraffin…Ở 90 -1000C, H2SO4 và HNO3 phá hủy nhanh polymer.
– Độ bền khí quyển: Dưới tác dụng của oxy không khí, tia tử ngoại, nhiệt thì các tính chất cơ lý và điện môi của PE giảm. Hiện tượng này gọi là lão hóa. Trong quá trình lão hóa, độ dãn dài tương đối và độ chịu lạnh giảm, xuất hiện tính dòn và nứt.
– Độ kháng nước: PE có độ bền với nước rất cao. Nếu để PE lâu trong nước lọc, tính chất điện môi trong vật liệu vẫn giữ được.
– Độ thấm khí và thấm hơi:
PE là polymer không cực nên đối với hơi của chất lỏng có cực nó có độ thấm không lớn, nhưng hơi của các chất không cực thì truyền qua nó rất mạnh. Do đó, PE có đô thấm hơi nước thấp, độ thấm khí cao nên PE là vật liệu rất tốt để làm bao bì. Nhưng cũng do độ thấm cao đối với hơi của nhiều chất hữu cơ nên hạn chế việc sử dụng chai PE để bảo quản chất hữu cơ và chất thơm.
Ảnh hưởng của O2
+ Dưới tác dụng của Oxi không khí độ bền của PE giảm đi rõ rệt, hiện tượng này gọi là sự lão hóa. Tốc độ không khí tác dụng oxy hóa lên PE rất chậm trong điều kiện nhiệt độ thấp và tương đối nhanh ở nhiệt độ cao.
+ Quá trình oxy hóa là tự xúc tác, do đó vận tốc oxy hóa tăng khi lượng O2 bị hấp thụ tăng, khi nhánh tăng và phụ thuộc vào hàm lượng ban đầu của oxy trong polymer.
+ Trong điều kiện gia công để ngăn ngừa hoặc làm chậm quá trình oxy hóa PE thường người ta thêm các chất chống oxy hóa. Lưu ý các chất này chỉ dùng một lượng 0.05-0.2% so với polymer.
+ Hiện tượng oxy hóa còn làm giảm các tính chất điện môi của vật liệu.
Ảnh hưởng của ánh sáng mặt trời
Ngoài nhiệt oxy hóa, PE còn bị oxy quang hóa dưới tác dụng các bước sóng ngắn ánh sáng mặt trời (tia tử ngoại), quá trình này xảy ra rất nhanh. Để hạn chế quá trình này, ta có thể dùng một số chất làm chậm như muội than, ZnO,…
- Tính chất cơ học
Tính chất cơ học của PE phụ thuộc vào trọng lượng phân tử và độ mềm dẻo của mạch polymer, hàm lượng độn. Tính chất cơ học của PE phụ thuộc nhiều vào nhiệt độ nhất là độ bền đứt, độ dãn dài, độ uốn.
- Tính chất nhiệt
Nhiệt độ làm thay đổi nhiều tính chất vật lý của PE, đặc biệt là thay đổi kích thước sản phẩm. Cũng giống như tất cả các polymer bán kết tinh, PE hóa mềm ở khoảng nhiệt độ hẹp (3-50C), thấp hơn nhiệt độ này từ 15-200C thì có thể định hướng và tạo hình. Khi nhiệt độ cao hơn nhiệt chảy, polymer chuyển sang trạng thái chảy dẻo, ở trạng thái này có thể gia công bằng phương pháp đùn, ép phun…
v Ứng dụng của PE
Do có tính chất cơ lý, hóa học và điện môi tốt nên PE được dùng rộng rãi trong nhiều ngành công nghiệp (điện, hóa chất, công nghiệp nhẹ, y học…). PE làm sản phẩm cách điện, ống, tấm, màng, sợi, chai lọ, dạng xốp…
Một số sản phẩm chính
Hình2.3: một số sản phẩm từ nhựa PE
- Sản phẩm đùn
Dây cách điện: Dây dẫn điện sau khi đã phủ một lớp mỏng PE rồi, có thể phủ một lớp PVC đã hóa dẻo lên trên để tạo ra màng chịu cơ học tốt.
Ống: PE được dùng rộng rãi để sản xuất ống (bằng phương pháp đùn) do có ưu điểm là nhẹ, chống rỉ, bề mặt láng, lắp ráp đơn giản. Ống PE bền hóa học và đàn hồi nên dùng để vận chuyển nước, dung dịch muối, kiềm, axit, các chất lỏng và khí khác trong công nghệ hóa học; khoảng nhiệt độ làm việc từ -600C đến 1000C.
Màng và tấm: Có thể dùng bất cứ loại PE nào để đùn màng và tấm nhưng để tạo màng mỏng và đàn hồi thì sử dụng PELD hoặc PELLD. Do màng PE có tính kháng thấm, không độc, trơ hóa học, bền cơ học và đàn hồi trong khoảng nhiệt độ lớn nên được sử dụng ngày càng nhiều, phần lớn dùng trong bao bì, bảo quản máy móc, làm kinh khí cầu, trong nông nghiệp.
- Sản phẩm nhiệt định hình:
Phương pháp nhiệt định hình thường để gia công các chủng loại PE có trọng lượng phân tử lớn như HMWPE, UHMWPE… từ những tấm bán thành phẩm (preform). Nhiệt độ gia công thường cao hơn nhiệt độ chảy mềm khoảng 10-150C với các sản phẩm như chi tiết val, máy bơm, máy lọc, thùng chứa…
- Sản phẩm ép phun: Sản phẩm PE chiếm số lượng nhiều nhất, dùng trong công nghiệp hóa học và thực phẩm: hộp, lọ, xô…
- Sản phẩm đùn thổi: Do vật liệu có tính chất kháng xé nên sản phẩm rất đa dạng từ loại dẻo dai đến cứng, trong đến mờ đục; kích thước từ nhỏ đến rất lớn. Ví dụ như các loại bao bì, chai, lọ, can… dùng trong công nghiệp, trong y tế, thực phẩm….
2.2.2.2.2. Nhựa Polypropylen
vGiới thiệu.
Hình 2.4: Hạt nhựa PP
Công thức phân tử :
PP là loại nhựa nhiệt dẻo kháng hóa chất tốt, tỷ trọng thấp và chỉ số chảy cao hơn PE; giá thành tương đối nên PP rất đa dụng.
Cấu trúc: PP tồn tại ba cấu trúc không gian cơ bản
+ Syndiotactic : nhóm CH3 nằm cùng phía.
+ Isotactic : nhóm CH3 nằm khác phía (dạng thông dụng nhất).
+ Atactic : nhóm CH3 nằm tự do.
Trong đó, syndiotactic, isotactic là cấu trúc kết tinh (d = 0.91 g/cm3) còn atactic là cấu trúc không kết tinh (d = 0.86-0.89 g/cm3).
vTính chất
- Tính chịu nhiệt
Polypropylene (PP) là loại nhựa bán kết tinh có nhiệt độ nóng chảy cao hơn PE (160-1700C). Nếu không có tác dụng của ngoại lực thì PP có thể giữ được trạng thái kích thước 3 chiều ở nhiệt độ gần 150oC.
Ở nhiệt độ 1550C, PP còn ở thể rắn nhưng đến gần nhiệt độ nóng chảy, PP chuyển sang trạng thái mềm cao. Khi giảm từ nhiệt độ nóng chảy đến 1200C, PP bắt đầu kết tinh lại. Ở 3000C, nếu PP có chứa chất ổn định thì khả năng chịu nhiệt sẽ tăng lên và không bị phân hủy ngay cả khi đun vài giờ trong không khí.
- Tính chất hóa học
Ở nhiệt độ thường, PP không tan trong các dung môi hữu cơ, trương trong hydrocacbon thơm và clo hóa, khi nhiệt độ lớn hơn 800C thì PP bắt đầu tan trong hai loại dung môi trên.
- Tính chất cơ học.
Dưới tác dụng của tải trọng, PP bị biến dạng và có hiện tượng chảy lạnh. Nếu nhiệt độ tăng thì độ bền kéo của PP sẽ giảm. Nếu ở nhiệt độ 20oC độ bền của PP là 50 – 60 N/mm2 thì ở nhiệt độ 120oC độ bền chỉ còn lại 8-9 N/mm2. Bang3 sau cho thấy tính chất của PP có trọng lượng phân tử 80.000 – 150.000.
|
Tỷ trọng g/cm3 |
0,9 -0,91 |
|
Độ bền N/mm2 - kéo - uốn - nén |
30 - 35 90 - 120 60 - 70 |
|
Biến dạng dài tương đối % |
500 - 700 |
|
Độ cứng Brinel N/mm2 |
0,6 - 0,65 |
|
Độ chịu lạnh thấp oC |
-5 đến -15 |
|
Nhiệt độ nóng chảy oC |
164 - 170 |
|
Hằng số điện môi ở 1016Hz |
0,0002 – 0,0003 |
|
Điện thế đánh thủng kv/mm |
30 - 32 |
Polypropylen là loại vật liệu chất dẻo có tỉ trọng thấp nhất, nhưng độ bền kéo và độ bền nhiệt thì PP vượt hẳn PE, PS và một số PVC mềm.
Tính chất cách điện và bền với nước của PP gần với các loại PE. Nhược điểm của PP là chịu nhiệt độ kém ( từ -5 đến -15oC )
vỨng dụng của nhựa polypropylen.
Hình 2.5: một số sản phẩm từ nhựa pp
PP là loại vật liệu dẻo được dùng nhiều trong các lĩnh vực công nghiệp và dân dụng. polypropylen được gia công bằng các phương pháp như đúc, phun, tạo hình dưới chân không và các phương pháp khác….
Polypropylen có trọng lượng phân tử cao, được sử dụng các loại sản phẩm ống, màng, dây cách điện, kéo sợi và các sản phẩm tạo hình khác. Việc ứng dụng PP phụ thuộc vào từng loại. Chẳng hạn loại PP có tính năng cơ lý cao dùng để sản xuất vật dụng chất lượng cao, chi tiết công nghiệp, điện gia dụng; loại đặc biệt chuyên dùng cho các chi tiết nhựa trong xe máy, ô tô, bàn ghế và các vật dụng có kích thước lớn…
2.2.2.2.3 Nhựa polyvinyl clorua (PVC)
Hình 2.6: hạt nhựa PVC
Công thức cấu tạo như sau:
PVC được phân loại theo các phương pháp trùng hợp, gồm có:
PVC-M (Mass): được tạo theo phương pháp trùng hợp khối cho hạt có kích thước đồng nhất khoảng 0.15 mm, rất tinh khiết (tuy nhiên phương pháp này ít sử dụng).
PVC-S (Suspension): đi từ phương pháp trùng hợp huyền phù, cho hạt có kích thước từ 0.06-0.25 mm. PVC-S có tính hút dầu tốt, độ trong cao, giá thành rẻ, dùng sản xuất sản phẩm theo phương pháp đùn, cán, ép phun… PVC-S, PVC-M trộn với chất ổn định thích hợp được sử dụng làm vật liệu cách điện hoặc vật liệu có cơ tính cao, kháng được thời tiết và kháng mài mòn tốt, làm sản phẩm trong suốt.
PVC-E (Emulsion): do phương pháp trùng hợp nhũ tương, tạo hạt có cấu trúc chặt chẽ, ít hút dầu, dùng để sản xuất các sản phẩm đi từ hỗn hợp PVC+ DOP như các sản phẩm tráng, làm hồ vải…
vMột số tính chất cơ bản của nhựa PVC
PVC là loại nhựa vô định hình (có độ kết tinh thấp), khoảng 80oC nên ở nhiệt độ bình thường PVC có dạng cứng (nếu không hoá dẻo). Do vậy, khi nói về PVC người ta phân biệt PVC cứng hay PVC mềm như sau:
PVC cứng hàm lượng hoá dẻo từ 0-5%
PVC bán cứng 5-15%
PVC mềm >15%
Nhiệt độ gia công của PVC nằm trong khoảng 150-220oC, tuy nhiên ở nhiệt độ lớn hơn 140oC thì PVC bị phân hủy, do đó khi gia công cần phải dùng thêm chất ổn định nhiệt. Ngoài ra, PVC dễ bị lão hoá do ánh sáng nên trong một số trường hợp phải sử dụng thêm chất ổn định quang.
Dưới đây là một số tính chất quan trọng của PVC:
+ Bằng cách thay đổi hàm lượng hoá dẻo, có thể sản xuất ra sản phẩm có độ cứng khác nhau.
+ Có thể gia công PVC theo nhiều phương pháp khác nhau.
+ Sản phẩm từ PVC có thể đục hoặc trong, có màu sắc đa dạng.
+ PVC có nhiều tính chất cơ học tốt như: độ bền kéo đứt, độ giãn đứt, tính chất cách điện, chịu ăn mòn cao.
+ PVC bền với acid, kiềm, các chất tẩy rửa…
+ Là loại nhựa khó cháy do có clo trong phân tử.
+ Giá thành vừa phải.
vGia công và ứng dụng:
PVC-P chảy được ở áp suất tương đối thấp nhưng nó phải được gia công ở nhiệt độ cao nhất mà hỗn hợp có thể chịu được. Ở nhiệt độ thấp hơn, sản phẩm sẽ không đạt được cơ tính các tính chất điện tối ưu, độ co ngót lớn, không đều và bề mặt không đồng nhất. Làm nguội nhanh cũng gây ra hiện tượng tương tự. Máy móc và thiết bị phải kháng được mài mòn.
Độ co ngót trong khuôn ép phun phụ thuộc rất lớn vào cấu hình của khuôn và điều kiện khuôn. Độ co ngót thường theo hướng phun là 2-4% và theo hướng ngang là 1-2%. Nó có thể lớn hơn tùy vào từng trường hợp cụ thể.
PVC-P dùng làm các sản phẩm: miếng nệm lót, tay nắm, khung bảo vệ, kính lặn, đồ chơi mềm dẻo, tay nắm của xe hơi, xe đạp, phích điện, giày ống, đế giày mềm, màng, tấm lót sàn, giả da, chai ống.
Hình 2.7: Sản phẩm từ PVC
2.2.2.2.4 Nhựa polystyren (PS)
Nhựa polystyren (PS) được sản xuất bằng cách trùng hợp các monome styren. Công thức cấu tạo có dạng:
vTính chất
- Tính chất hóa học:
Nhờ có các cacbon trong mạch phân tử đều được dùng hết các hóa trị và lại có nhóm Phenil nên nhựa PS chịu hóa học tốt. PS bền với dung dịch kiềm, H2SO4, H3PO4… HNO3 đậm đặc.
Nhóm Phenil có thể tham gia vào các phản ứng clorua hóa, sunfua và hydro hóa, tan trong nhiều dung môi khác nhau nên làm cho bề mặt xấu đi. Các phản ứng sẽ làm tăng độ dòn của PS. Riêng phản ứng oxy hóa làm PS có màu sẫm và giòn.
- Tính chất cơ học:
Khối lượng phân tử PS nhỏ nên PS dòn và có độ bền thấp. Khối lượng phân tử tăng thì các tính chất cơ lý hóa tăng.
Đến 800C thì độ dãn dài tương đối nhảy vọt, PS trở nên mềm như cao su và dính nên chỉ sử dụng PS có nhiệt độ nhỏ hơn 800C.
PS dòn nên có độ bền va đập thấp . Vật liệu làm từ PS thường có ứng suất nội nên có tính chất cơ lý thấp. Hạn chế bằng cách thiết kế khuôn và điều chỉnh các thông số ép phun. Để ngăn ngừa nứt nên sử dụng chất hóa dẻo hoặc phụ gia vô cơ (như thạch anh..) nhưng sản phẩm sẽ giảm độ trong và tính chất điện môi.
- Tính chịu nhiệt:
Ở nhiệt độ 80 - 1500C PS chuyển sang trạng thái mềm cao. Do vậy nhiệt độ làm việc cho phép của PS là 70 – 750C.
PS có độ chịu nhiệt thấp, ở nhiệt độ cao (trên 1900C), PS dễ bị phân hủy thành monomer và bị oxy hóa bằng oxy không khí.
vỨng dụng và phương pháp gia công
- Đúc phun
Nhựa PS dễ dàng gia công bằng phương pháp ép phun với nhiệt độ khoảng từ 185 -230oC, áp lực khuôn khoảng 800-1500 kg/cm2 và nhiệt độ làm nguội khuôn khoảng 45oC. Chu kỳ đúc phun sản phẩm từ nhựa PS không lớn, vào khoảng 30-60 giây, thời gian lưu lại trong khuôn khoảng vài giây. Thời gian làm nguội chậm sẽ làm giảm nội ứng suất nhưng năng suất máy lại giảm. Vì thế trong công nghệ đúc phun PS, thường vẫn tiến hành làm nguội nhanh nhưng sau đó sản phẩm sẽ được sử lý nhiệt để loại bỏ ứng suất dư.
Sản phẩm từ phương pháp ép phun thường là bộ phận cách điện, đồ dân dụng: trang hoàng bàn ghế, hộp đựng xà phòng, bộ dao cạo râu, cúc áo, lược, thìa, chai…
- Đùn
PS có thể gia công bằng phương pháp đùn trên máy trục vít, phương pháp này thường gia công ống bọc, màng phim, băng ghi âm…
Nhiệt độ gia công trong máy trục vít từ 150-160oC, còn ở đầu đùn là 180-190oC. Ở nhiệt độ đó nhựa PS sẽ chảy ra và đi qua đầu định hình tạo ống, thanh, sợi màng…
Nhược điểm của PS là giòn, bền nhiệt thấp, dễ bị nứt do đó hạn chế trong khi sử dụng. có nhiều phương pháp làm biến tính và tăng giá trị sử dụng của PS là: thay đổi điều kiện trùng hợp, trộn thêm các sợi chất độn, đồng trùng hợp (copolyme) với các monome khác.
– PS có chất sợi sẽ làm tăng độ bền cơ học, bền nhiệt. Sợi được dùng thường là sợi thủy tinh để điều chế các sản phẩm có độ bền cơ học cao, độ bền cơ học tốt và không bị chảy lạnh.
– Đồng trùng hợp PS với butadiene tạo thành nhựa có tên ABS thường dùng để chế tạo ra vỏ tivi, vỏ máy giặc, vỏ điện thoại, cánh quạt….
2.2.2.2.5. Nhựa Polyamides (PA)
vGiới thiệu.
Hình 2.8 : nhựa PA
Là loại nhựa tự nhiên và tổng hợp, là sản phẩm trùng ngưng giữa polyamin và polyacid hoặc đi từ amino acid.
Nhóm axit carboxylic amide được lặp lại một cách đều đặn trong phân tử mạch thẳng đều là homopolymer của PA
.
Khối lượng phân tử trung bình: M = 10.000 ¸ 500.000.
Các loại sản phẩm thường dùng
Đi từ amino acid:
- Polyamid 6 (Nilon 6): (-NH (CH2)5 -CO -)n
- Polyamid 7 (Nilon 7): (-NH (CH2)6 -CO -)n
- Polyamid 11(Nilon 11): (-NH (CH2)10 -CO -)n
Đi từ polyamin và polyacid:
- Polyamid 66 (Nilon 66): (-NH-(CH2)6-NH-CO-(CH2)4-CO-)n/2
- Polyamid 610 (Nilon 610): (-NH-(CH2)6-NH-CO-(CH2)8-CO-)n/2
vTính chất
Đặc tính phân cực mạnh của nhóm này tạo liên kết hydro giữa các phân tử lân cận tạo nylon: tính chất dai, cứng và kháng nhiệt (nhiệt độ nóng chảy cao) và khả năng cách điện kém.
Độ hấp thu nước của PA phụ thuộc vào tỷ lệ giữa độ dài của nhóm hydrocacbon béo và nhóm CONH. Khi nhóm hydrocacbon dài thì độ hấp thu ít và ngước lại. PA kháng hầu hết các dung môi hữu cơ, nhiên liệu, chất béo, dầu khoáng, axit vô cơ loãng và kiềm với nồng độ 20%, ammoniac và SO2. Dung môi của PA là H2SO4 đậm đặc, axit formic 90%, m-cresol và phenol, O2, O3, KMnO4, UV.
PA có cấu tạo mạch dạng gốc nên khả năng định hướng cao và có độ kết tinh lớn, thích hợp cho sản phẩm dạng sợi.
vỨng dụng
Sản phẩm dạng sợi có độ bền cơ lý cao và chống ma sát: làm sợi đánh cá, sợi độn cho các ổ trượt, vỏ xe đạp, xe gắn máy,băng tải, dây đai… Sử dụng PA ở dạng composite với độn gia cường là sợi thủy tinh làm tăng độ bền lên 1.5- 1,85 lần. PA khối lượng phân tử thấp sử dụng làm chất tạo màng: sơn, đóng rắn nhựa epoxy, polyamid.
Ứng dụng chính của PA cho các sản phẩm có độ bền va đập và kháng shock, chịu được tải động, hấp thu tiếng ồn, tiếng động, bền trượt và trầy xướt. Các sản phẩm tiếp xúc môi trường dầu nhớt và không cần bôi trơn như bánh răng, ổ trượt, ổ lăn, đai ốc, puli, chi tiết trong máy diệt… PA còn được dùng để làm linh kiện điện tử, dụng cụ y tế, bọc kim loại….
2.2.2.3. Chất liệu nền cacbon
Nền cacbon có tính chất cơ lý tương tự như sợi cacbon, đảm bảo tính chịu nhiệt cao cho các composite cacbon-cacbon và khai thác triệt để ưu điểm của các cốt sợi cacbon trong vật liệu composite.
Nền cacbon có 3 loại:
– Pirocacbon : được kết lắng từ luồng khí, gas.
Là vật liệu đồng nhất đa tinh thể, có độ bền nhiệt và bền hóa rất tốt, một dạng cấu trúc chuyển tiếp của cacbon.
– Thủy tinh cacbon: nhận được do xử lý ở nhiệt độ cao các xenlulozơ, hoặc các nhựa polymer nhiệt rắn.
Có ưu điểm là: đẳng hướng, có tính không thấm khí, cứng, bền cơ lý hóa.
– Cacbon-cốc của pec than đá hoặc dầu mỏ.
2.2.2.4. Chất liệu nền kim loại
Nền kim loại cho các composite thường là kim loại nhẹ như: nhôm, magie, berili. Hoặc là kim loại chịu nhiệt cao như : titan, niken, niobi, hoặc là dạng hợp kim. Phổ biến nhất người ta hay dùng nền dưới dạng hợp kim nhôm, do chúng có khả năng kết hợp hài hòa với cốt và đảm bảo tốt cho những đòi hỏi về cơ lý cũng như công nghệ.
2.2.3. Chất phụ gia
Là những vật liệu nhằm cải thiện một số tính chất của composite như:
- Tính dẫn điện, dẫn nhiệt: thường dung bột, sợi, vẩy kim loại như Fe, Cu, Al…
- Bôi trơn khi dỡ khuôn
- Tạo màu
- Chống co ngót
2.3. CÔNG NGHỆ SẢN XUẤT COMPOSITE
Có khá nhiều công nghệ Composite nói chung và công nghệ FRP (1) nói riêng. Mỗi công nghệ có những giới hạn nhất định trong ứng dụng, nó phụ thuộc vào kích cỡ sản phẩm, kiểu dáng sản phẩm, số lượng sản xuất, sự gia cường thích hợp và loại resin (2) sử dụng. Trong mọi công nghệ đều phải có khuôn, vì vậy dựa trên các đặc thù của thiết kế và khuôn, nhà sản xuất cần phải lựa chọn công nghệ cho thích hợp.
2.3.1. Công nghệ bằng tay
Đặc điểm công nghệ:
vƯu điểm :
– Thông dụng dễ làm
– Làm được các sản phẩm có hình dạng phưc tạp, lớn
– Thay đổi cấu trúc sản phẩm dễ dàng
– Thiết kế tương đối thoải mái
– Vật liệu làm khuôn đơn giản dễ làm, rẻ tiền
– Không dòi hỏi thiết bị, dụng cụ phức tạp
– Chi phí đầu tư thấp
vNhược điểm :
– Năng suất thấp, lao động nặng
– Sản phẩm chỉ láng bóng một mặt(mặt tiếp xúc với khuôn)
– Vì sản phẩm làm bằng tay nên chất lượng không đồng đều
– Phải xử lý cơ học sau khi lấy sản phẩm, gia công cơ, cắt bivia
2.3.2. Công nghệ phun bắn
Đặc điểm công nghệ:
vƯu điểm:
– Đơn giản, dễ thực hiện
– Trang thiết bị tương đối đơn giản
– Chi phí đầu tư thấp
– Năng suất cao hơn
– Chất lượng sản phẩm đồng đều hơn
vNhược điểm:
– Vì công nghệ này toàn sử dụng thiết bị nên đòi hỏi công nhân phải qua đào tạo và huấn luyện sử dụng thiết bị.
– Sản phẩm chỉ láng bóng một mặt(mặt tiếp xúc với khuôn
2.3.3. Công nghệ đúc chuyển resin RTM
Đặc điểm công nghệ:
Phương pháp thứ nhất Phương pháp thứ hai
vƯu điểm:
– Năng suất cao hơn
– Hình dáng sản phẩm chính xác hơn, đồng đều hơn
– Sản phẩm nhẵn bóng cả hai mặt
vNhược điểm:
– Làm khuôn phức tạp hơn
– Thao tác phức tạp hơn
2.3.4. Công nghệ đúc nén
Đặc điểm công nghệ:
vƯu điểm:
– Năng suất cao
– Sản phẩm có hình dáng chính xác theo khuôn, đồng đều nhau
– Sản phẩm nhẵn bóng cả hai mặt
– Làm được các chi tiết kích thước lớn theo muđun
– Sản phảm có cường độ chịu lực cao
vNhược điểm:
– Làm khuôn phức tạp hơn
– Trang thiết bị phức tạp
– Chi phí sản xuất tốn kém hơn
2.3.5. Công nghệ cuốn sợi
Công nghệ này được áp dụng để chế tạo các loại ống, các thùng chứ hình trụ dài, silô, với sợi cao cấp và hàm lượng cao để đạt cường độ chịu kéo lớn, các sản phẩm của công nghệ này là các loại bông chứ đàu, chứa hóa chất, các ống, các ống chịu áp lực, khoang động lực tên lửa…
Nguyên lý cơ bản của công nghệ này là: các sợi thủy tinh filament được cuốn quanh khuôn (ống, silô, …) bằng máy, được thấm resin hòa xúc tác và sau khi đóng rắn cho ta ống hoặc silô rất cứng vững.
vƯu điểm:
– Năng suất cao
– Làm được các Sản phẩm quan trọng đòi hỏi về yêu cầu kỹ thuật cao
vNhược điểm:
– Trang thiết bị phức tạp
– Qui trinh thực hiện phức tạp
– Chi phí sản xuất cao
2.3.6. Công nghệ đúc kéo
Đây là công nghệ đúc kéo liên tục để sản xuất các sản phẩm có tiết diện không đổi như: gậy, sào, dầm, các thanh định hình chịu lực, các ống, các cần câu… các sản phẩm với trọng lượng nhẹ, nhưng bền chắc và chịu hóa chất, cường độ cao .
vƯu điểm:
– Chất lượng sản phẩm tốt
– Năng suất cao
vNhược điểm:
– Trang thiết bị phức tạp
– Chi phí sản xuất cao
2.3.7. Công nghệ tạo lớp liên tục
Đây là công nghệ làm các lớp liên tục để chế tạo các panel, các tấm liên tục theo chiều dài, chiều rộng thoải mái, hoặc những vách ngăn định hình trong công nghiệp xây dựng để làm mái nhà hoặc các bức tường.
Nguyên lý cơ bản của công nghệ này là: sợi roving được cắt ngắn trên các màng resin và được kẹp giữa giấy bóng kính hoặc loại tương tự, để chạy theo chuyển động của máy. Sau khi đóng rắn các tấm này được cắt theo chiều dài mong muốn. công nghệ này hết sức linh hoạt trong việc chọn chiều rông, chiều dày vafd chiều dài theo mục đích sử dụng.
vƯu điểm:
– Sản xuất được các chi tiết với kích thước tùy ý theo mục đích sử dụng
– Chất lượng sản phẩm tốt
– Năng suất cao
vNhược điểm:
– Trang thiết bị phức tạp
– Chi phí sản xuất cao
2.3.8. Công nghệ đúc bằng vữa thủy tinh
Thạch cao gia cường bằng sợi thủy tình là vữa thủy tinh được tạo ra bằng các cách khác nhau: bằng máy hoặc bằng tay. Từ vữa thủy tinh ta có thể tạo ra nhiều sản phẩm với hình dáng khác nhau như mặt bàn, đường viền, phào, trang trí, hoa văn trên trần nhà…
Nguyên lý của công nghệ này khá đơn giản: vữa thạch cao san đều trên khuôn, sau đó sợi thủy tinh được phân bố ngẫu nhiên trên vữa rồi để đông cứng. cuối cùng người ta lại phủ lên một lớp vữa nữa và làm nhẵn bề mặt, sau đó sấy khô và lấy sản phẩm ra.
vƯu điểm:
– Sản xuất được các chi tiết phức tạp
– Chất lượng sản phẩm tốt
– Năng suất cao
– Qui trình công nghệ đơn giản
vNhược điểm:
– Năng suất thấp, lao động nặng
– Vì sản phẩm làm bằng tay nên chất lượng không đồng đều
– Phải xử lý cơ học sau khi lấy sản phẩm, gia công cơ, cắt bivia
2.3.9. Công nghệ ép phun
Công nghệ ép phun là một trong những công nghệ tiên tiến đang được ứng dụng rộng rãi hiện nay với sản lượng sản xuất cao cho các sản phẩm nhựa so với công nghệ composite khác.
Chất dẻo nhiệt cũng được gia cường bằng sợi thủy tinh để có được đặc tính: chịu nhiệt, cứng vững, cách điện tốt hơn và đặc tính cơ học rộng hơn, tốt hơn so với chất dẻo không gia cường.
Nguyên lý cơ bản của công nghệ này là: Nguyên liệu chính là chất dẻo nhiệt ở dạng hạt, tạo sợi cắt ngắn và sợi roving được nạp đồng thời vào hệ thống đùn- ép phun theo tỷ lệ đã được xác định. Trong quá trình trục đùn ép vận chuyển nguyên liệu, thì tạo sợi cắt ngắn và sợi roving được tự động hòa trộn và phân bổ cùng với nguyên liệu chính là chất dẻo, tọa thành hỗn hợp để sau đó được ép phun vào khuôn. Hệ thống này có gia nhiệt
vƯu điểm:
– Sản xuất được các chi tiết phức tạp
– Chất lượng sản phẩm tốt hơn
– Năng suất cao
– Dễ dàng kiểm soát và điều chỉnh tỷ lệ nguyên liệu chính xác
vNhược điểm:
– Trang thiết bị phức tạp
– Chi phí sản xuất cao
2.3.10. Công nghệ đúc ép - phun phản ứng RRIM
Đây là công nghệ chất dẻo nhiệt rắn. Hỗn hợp chất dẻo đóng rắn được ép phun ở nhiệt độ thấp vào khuôn được gia nhiệt ở nhiệt độ cao. Nhờ có áp lực và nhiệt dộ cao, phản ứng đóng rắn sảy ra toàn phần và đóng rắn trong khuôn.
Công nghệ RRIM là công nghệ hành đầu, chi phí khuôn không cao, áp lực đúc thấp, thiết kế linh hoạt. Công nghệ đúc ép phun với resin đóng rắn này cho phép chế tạo các sản phẩm rất phức tạp có đcặ tính cơ học bền, va đập cao với sản lượng lớn.
vƯu điểm:
– Đây là công nghệ hàng đầu
– Sản xuất được các chi tiết phức tạp
– Chất lượng sản phẩm tốt hơn
– Năng suất cao
– Qui trình công nghệ đơn giản
– Chi phí làm khuôn ít tốn kém
vNhược điểm:
– Trang thiết bị phức tạp
– Chi phí sản xuất cao
2.5. ƯU ĐIỂM CỦA VẬT LIỆU COMPOSITE
Trong điều kiện sử dụng các vật liệu đúng tiêu chuẩn, thì vật liệu composite nói chung có những ưu điểm chủ yếu sau đây:
– Nhẹ nhưng cứng vững, chịu va đập, uốn, kéo tốt.
– Chịu hóa chất, không sét gỉ, chống ăn mòn.
– Chịu thời tiết, chống tia tử ngoại, chống lão hóa nên rất bền.
– Chịu nhiệt, chịu lạnh, chống cháy.
– Cách điện, cách nhiệt tốt.
– Chịu ma sát, cường độ lực và nhiệt độ cao.
– Không thấm nước, không độc hại.
– Bảo trì, bảo dưỡng, sửa chữa dễ dàng, chi phí thấp.
– Màu sắc đa dạng, đẹp, bền vì được pha ngay trong nguyên liệu.
– Thiết kế, tạo dáng thuận lợi, đa dạng, có nhiều công nghệ để lựa chọn.
– Đầu tư thiết bị và tổ chức sản xuất không phức tạp, không quá tốn kém, không ảnh hưởng tới môi trường, chi phí vận chuyển và sản xuất không cao.
Chương 3
KẾT QUẢ NGHIÊN CỨU
3.1. TỔNG QUAN VỀ COMPOSITE GỖ - NHỰA
3.1.1. Khái quát chung về composite gỗ - nhựa
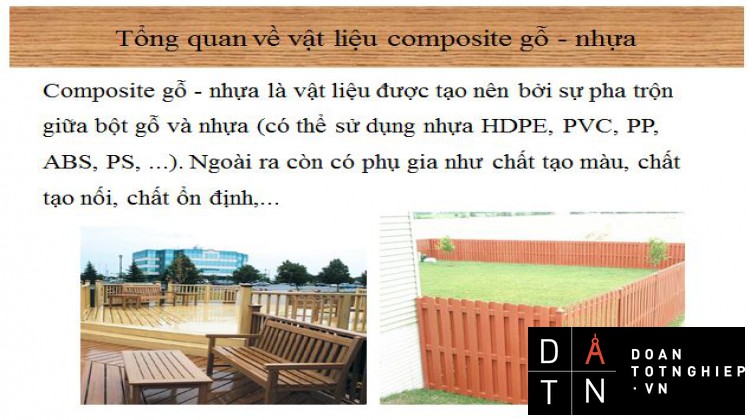
Composite gỗ - nhựa (WPC - Wood Plastic Composite) là vật liệu được tạo nên bởi sự pha trộn giữa bột gỗ và nhựa. Ngoài nhựa và bột gỗ, WPC còn có thể chứa một số chất phụ gia có gốc cellulose hoặc vô cơ. Do đó, WPC còn có thể được gọi là vật liệu composite nhựa sợi tự nhiên hay sợi tự nhiên được gia cường bằng nhựa.
Hình 3.1: Nguyên liệu hình thành nên WPC
Trong những năm gần đây, WPC được nghiên cứu thành công tại Mỹ và đã phát triển rất mạnh ở nhiều nước trên thế giới như Nhật, Mỹ, Phần Lan, Đức, Thụy điển, Nga, Trung Quốc. Lĩnh vực sử dụng WPC rất rộng rãi: Ván sàn, ván ốp tường, khung cửa sổ, cửa đi, đồ dùng ngoài trời, sàn tàu, các chi tiết mộc, trang trí, dụng cụ thể thao…Những lợi thế của WPC so với các vật liệu khác như ván dăm, ván sợi là có thể tạo ra các hình dạng phức tạp khác nhau và hoàn toàn có thể tái chế sử dụng.
Composite gỗ -nhựa hiện vẫn là một loại vật liệu rất mới mẻ so với lịch sử phát triển lâu dài của gỗ tự nhiên trong ứng dụng làm vật liệu xây dựng, nhưng nó có thể thay thế gỗ trong hầu hết trường hợp không chịu lực (non-structural).
Nhựa gỗ được hình thành từ bột gỗ và nhựa (có thể sử dụng nhựa HDPE, PVC, PP, ABS, PS, ...). Bột nhựa gỗ được trồn đều, đồng nhất, sau đó được đùn hoặc ép thành các hình dạng theo yêu cầu. Các phụ gia như chất tạo màu, chất tạo nối, chất ổn định, chất gia cường ... sẽ giúp cho sản phẩm cuối cùng phù hợp cho nhiều hướng ứng dụng.
Một lợi thế lớn của gỗ nhựa so với gỗ là khả năng có thể tạo hình thành hầu hết các hình dạng không gian theo yêu cầu. Nó dễ dàng uốn, và cố định để tạo thành các đường cong lớn. Do sự kết hợp trong quá trình sản xuất, nhựa gỗ vừa có tính chất như gỗ: có thể gia công bằng các công cụ mộc truyền thống. Đồng thời, nhựa gỗ vừa có tính chất như nhựa: khả năng chống ẩm, và chống mục nát, mặc dù độ cứng chắc không bằng gỗ thường, và có thể hơi biến dạng trong môi trường thời tiết cực nóng.
Sản xuất các vật liệu thành phần bao gồm bột gỗ và nhựa là bước đầu trong quá trình hình thành sản phẩm WPC. Trongbước tiếp theo, bột gỗ hoặc sợi gỗ được kết hợp với nhiệt dẻo nóng chảy để tạo nên một hỗn hợp đồng nhất. Hai phương pháp phổ biến để sản xuất WPCs là đùn và đúc áp lực.
3.1.2. Ưu - nhược điểm
vƯu điểm
So với vật liệu gỗ truyền thống vật liệu composite gỗ - nhựa có những ưu điểm sau:
– Dễ bảo quản - có thể được sơn hoặc nhuộm màu nếu cần thiết
– Khả năng chống ẩm tốt.
– Bền hơn (nghĩa là không thể bẻ cong hoặc tách)
– Thân thiện với môi trường - sử dụng vật liệu tái chế và bản thân chúng có thể tái chếđược.
– Có thể được gia công và lắp ghép giống như gỗ.
– Không cần bảo trì thường xuyên.
vNhược điểm
– Giá thành cao hơn các sản phẩm tương tự sản xuất từ các vật liệu khác
– Nặng hơn gỗ hơn 2 lần (Tỷ trọng của WPC là 0,95-1,46 và Gỗ là 0,35-0,5949).
– WPC dể phân hủy, mức độ phụ thuộc vào tỉ lệ gỗ (ví dụ như bị nấm móc khi không sử dụngchất bảo quản )
– Bị lão hóa bởi tia cực tím khi ứng dụng ngoài trời.
3.1.3. Các lĩnh vực ứng dụng chính của WPC
Các lĩnh vực ứng dụng của vật liệu WPC hết sức phong phú và đa dạng, từ các sản phẩm đơn giản như cửa sổ, bàn, ghế, sàn giả gỗ, các sản phẩm trong ngành xây dựng và xe hơi,… cho đến những chi tiết và kết cấu phức tạp có yêu cầu đặc biệt trong máy bay và tàu vũ trụ. Sau đây là một số lĩnh vực ứng dụng chính:
Ứng dụng trong chế tạo ô tô và các phương tiện giao thông trên mặt đất việc sử dụng vật liệu WPC đem lại những hiệu quả sau:giảm trọng lượng, tiết kiệm được nguyên liệu, tăng thời gian sử dụng, chịu mài mòn; giảm độ ồn, độ rung động; giảm số vốn đầu tư cho các thiết bị sản xuất…Do có các hiệu quả trên, vật liệu WPC được sử dụng để chế tạo các chi tiết như làm các chi tiết trong ô tô, giá để hàng…
Hình 3.2.Một số chi tiết trong ôtô làm từ WPC
Hình 3.3.Ứng dụng WPC làm ván sàn
Hình 3.4.Bàn ghế từ WPC
Hình 3.5:Trang trí và xây dựng từ WPC
Hình 3.6.Một số profiles của composite gỗ - nhựa trong cùng một sản phẩm
3.1.4. Thành phần
3.1.4.1. Vật liệu cốt ( sợi gỗ )
Trong sợi thực vật gồm bốn thành phần chính sau Cellulose, hemicellulose, lignin và các thành phần vô cơ khác. Trong đó Cellulose, hemicellulose và lignin là các thành phần ảnh hưởng lớn đến các tính chất của sợi. Thành phần hóa học của sợi phụ thuộc vào môi trường sống, tuổi cây, phương pháp tách sợi …
vCellulose
Được coi là polysacarit tự nhiên, có cấu trúc mạch thẳng không phân nhánh, được tạo thành từ các mắt xích cơ bản là anhydro–D–gluco–pyranozơ, liên kết với nhau qua liên kết 1,4–a–glucozit.
Cellulosecó mặt trong tất cả các loài thực vật nhưng mỗi loài có một hàm lượng khác nhau. Công thức phân tử của cellulose là (C6H10O5)n hay [C6H7O2(OH)3]n; và công thức cấu tạo như sau:
hoặc
Hình 3.7 Công thức cấu tạo xenlulo
Cơ chế phân hủy sinh học của Cellulose: Một số nấm có thể tiết ra các enzym, xúc tác phản ứng oxy hóa cellulose. Ví dụ peroxydaza có thể cung cấp hydroperoxyt để tấn công vào vị trí C2 – C3 của cellulose, tạo ra andehyt xenlulozơ hoạt tính rất cao và có thể thủy phân thành các phân đoạn khối lượng phân tử nhỏ hơn (hình 2.6). Các vi khuẩn cũng sản sinh ra các enzym nội bào và ngoại bào, một trong số đó sẽ tạo ra các phức làm thủy phân cellulose, tạo ra các thức ăn cacbuahydrat cho các vi sinh vật.
Hình 3.8. Cơ chế phân hủy xenlulo
vHemixenlulo
Cũng là một loại polysacarit tự nhiên, khi thủy phân chủ yếu tạo ra các đồng phân lập thể thuộc pentoza (D–xyloza, L–arabinoza) và một số đồng phân lập thể thuộc hexoza (D–glucoza, D–mannoza, D–galactoza) và các dẫn xuất của axit metoxyuronic.
Hemixenlulo có cấu trúc phức tạp hơn Cellulose và có cấu trúc phân tử có mạch nhánh nhiều, độ trùng hợp thấp n < 200. Do cấu trúc mạch nhánh nên hemicellulose có cấu trúc chủ yếu ở vùng vô định hình, ngoài ra còn có một ít tồn tại ở vùng tinh thể của cellulose. Vì vậy nó dễ thủy phân trong dung dịch axit, dễ bị trích ly khỏi sợi trong dung dịch kiềm loãng, dễ hấp thụ ẩm, có khả năng thủy phân dưới tác dụng của vi khuẩn và làm suy giảm độ bền nhiệt của sợi, tính chất cơ học kém, không bền.
Hình 3.9:Công thức cấu tạo của một số monome của Hemixenlulo
vLignin
Lignin là một polyme thơm tự nhiên, là một hỗn hợp phức tạp của nhiều polyme dạng phenolic, có cấu tạo mạng không gian ba chiều. Trong thực vật lignin là chất liên kết giữa các tế bào, làm cho thành tế bào cứng hơn, chịu va đập, chịu nén, bền dưới tác động của vi sinh vật. Một số quan điểm cho rằng lignin đóng vai trò như nhựa nền trong thực vật, còn cellulose đóng vai trò chất gia cường. Có quan điểm cho rằng axit polyuronic và các hydrocacbon là thành phần tạo nên lignin.
Lignin có cấu trúc vô định hình, có khối lượng phân tử từ 4000 -10000, độ trùng hợp cao n = 25 – 45, liên kết giữa các đơn vị lignin rất phức tạp. Bản chất của các liên kết này chưa được xác định rõ ràng, trong lignin có nhiều nhóm chức như hydroxyl tự do, nhóm metoxyl, nhóm cacbonyl và nối đôi, nhờ vậy mà nó có thể tham gia các phản ứng như oxy hóa làm đứt mạch cacbon tạo thành các axit béo và thơm, hydro hóa và khử, phản ứng với halogen, axit nitric, phản ứng metyl hóa. Lignin nóng chảy ở nhiệt độ 140 – 160oC.
Một dạng công thức điển hình của lignin như sau:
Hình 3.10Công thức cấu tạo của Lignin
vThành phần vô cơ
Hàm lượng các chất vô cơ trong thực vật thường được quy về hàm lượng tro, nó được đo xấp xỉ bằng lượng muối khoáng và các chất vô cơ khác trong sợi sau khi nung ở nhiệt độ 575±25oC. Các chất vô cơ thường gặp trong thành phần của tro là oxit silic chiếm chủ yếu 90 - 97%, oxit kali chiếm 1.8 - 2.8%, CaO, PbO, Al2O3, Fe2O3…
vCấu trúc sợi
Sợi thực vật nói chung và sợi gỗ nói riêng bao gồm hai thành phần tinh thể và vô định hình. Trong đó phần tinh thể bao gồm các vi sợi, chúng được tạo nên bởi các phân tử xenlulo. Các vi sợi được kết hợp với nhau bởi một phần vô định hình bao gồm hemixenlulo và lignin. Độ bền của sợi thực vật sẽ tăng khi hàm lượng phần tinh thể lớn. Bề mặt sợi được tạo nên bởi hỗn tạp của các polyme không đồng nhất về trạng thái pha bao gồm Cellulose, hemixenlulo và lignin. Nhóm chức –OH của Cellulose và nhóm –COOH, -OH của hemixenlulo tạo nên tính ưa nước cho bề mặt sợi. Khi cho sợi tiếp xúc với nước thì góc thấm ướt và năng lượng bề mặt của sợi giảm. Điều này được giải thích do sự xâm nhập của nước vào sợi và làm trương sợi. Tính ưa nước của sợi là một nhược điểm khi sử dụng làm chất gia cường cho nhựa nhiệt dẻo vì hầu hết chúng là không ưa nước.
Hình 3.11. Cấu trúc của sợi thực vật
vCác đặc điểm của sợi tự nhiên khi sử dụng làm chất gia cường cho WPC
Mặc dù là mới được nghiên cứu khoảng gần chục năm trở lại đây, nhưng vật liệu WPC gia cường bằng sợi thực vật đang được rất nhiều các nhà khoa học quan tâm vì:
+ Giá thành sợi rẻ.
+ Nguồn nguyên liệu sẵn có và dễ chế tạo.
+ Có khả năng phân huỷ sinh học, hoặc phân huỷ bởi nhiệt.
Do vậy, sử dụng sợi thực vật gia cường cho vật liệu WPC không những thu được hiệu quả kinh tế cao mà còn giảm tối thiểu được ô nhiễm môi trường.
Nhược điểm của vật liệu WPC gia cường bằng sợi thực vật: Trong sợi thực vật thường chứa các nhóm ưa nước do vậy khó tương hợp với chất nhựa nền. Đồng thời sợi thực vật dễ hấp thụ ẩm làm giảm độ bền và tuổi thọ của sản phẩm. Nhược điểm này có thể được khắc phục bằng cách xử lý sợi bằng một số chất hoá học khác nhau.
3.1.4.2. Vật liệu nền ( nhựa polypropylen)
Sự lựa chọn loại nhựa để sử dụng trong vật liệu tổng hợp nhựa - gỗ phụ thuộc vào một số yếu tố. Trong đó có yếu tố nhiệt độ,chất lượng gỗ sẽ bị suy giảm ở nhiệt độ cao, cho nên chất dẻo nào có thể xử lýđượcở nhiệt độ dưới 200 ° C thường được sử dụng.
Sự lựa chọn của nhựa sẽ phụ thuộc vào yêu cầu ứng dụng cụ thể. Dựa trên công nghệ WPC hiện có, các vật liệu polymer thích hợp nhất để sử dụng trong việc sản xuất WPC là Polyetylen, Plypropylen, Polyvinyl clorua.
Nhiệt độ gia công của PVC nằm trong khoảng 150-220oC, tuy nhiên ở nhiệt độ lớn hơn 140oC thì PVC bị phân hủy, do đó khi gia công cần phải dùng thêm chất ổn định nhiệt. Ngoài ra, PVC dễ bị lão hoá do ánh sáng nên trong một số trường hợp phải sử dụng thêm chất ổn định quang.
Polypropylen là loại vật liệu chất dẻo có tỉ trọng thấp nhất, nhưng độ bền kéo và độ bền nhiệt thì PP vượt hẳn PE, PS và một số PVC mềm.
Tính chất cách điện và bền với nước của PP gần với các loại PE.
|
Tính chất |
PP so với PE |
|
Nhiệt độ nóng chảy |
Lớn hơn (160-1700C) |
|
Độ bền kéo |
Lớn hơn |
|
Độ kết tinh |
Thấp hơn |
|
Độ cứng |
Cao hơn do có nhóm methyl. |
|
Ứng dụng |
Nhựa PP thường dùng làm các sản phẩm ngoài trời. |
Bảng 3.1. So sánh giữa nhựa PE và PP
Qua sự phân tích và kết quả so sánh về tính chất cơ lý nhóm nghiên cứu đã chọn nhựa PP làm vật liệu nền trong composite gỗ -nhựa.
vMột số tính chất của nhựa PP
vTính chịu nhiệt
Polypropylene (PP) là loại nhựa bán kết tinh có nhiệt độ nóng chảy cao hơn PE (160-1700C). Nếu không có tác dụng của ngoại lực thì PP có thể giữ được trạng thái kích thước 3 chiều ở nhiệt độ gần 150oC.
Ở nhiệt độ 1550C, PP còn ở thể rắn nhưng đến gần nhiệt độ nóng chảy, PP chuyển sang trạng thái mềm cao. Khi giảm từ nhiệt độ nóng chảy đến 1200C, PP bắt đầu kết tinh lại. Ở 3000C, nếu PP có chứa chất ổn định thì khả năng chịu nhiệt sẽ tăng lên và không bị phân hủy ngay cả khi đun vài giờ trong không khí.
vTính chất hóa học
Ở nhiệt độ thường, PP không tan trong các dung môi hữu cơ, trương trong hydrocacbon thơm và clo hóa, khi nhiệt độ lớn hơn 800C thì PP bắt đầu tan trong hai loại dung môi trên.
vTính chất cơ học
Ở nhiệt độ 20oC độ bền của PP là 50 – 60 N/mm2 thì ở nhiệt độ 120oC độ bền chỉ còn lại 8-9 N/mm2. Bảng sau cho thấy tính chất của PP có trọng lượng phân tử 80.000 – 150.000.
|
Tỷ trọng g/cm3 |
0,9 -0,91 |
|
Độ bền N/mm2 - kéo - uốn - nén |
30 - 35 90 - 120 60 - 70 |
|
Biến dạng dài tương đối % |
500 - 700 |
|
Độ cứng Brinel N/mm2 |
0,6 - 0,65 |
|
Độ chịu lạnh thấp oC |
-5 đến -15 |
|
Nhiệt độ nóng chảy oC |
164 - 170 |
|
Hằng số điện môi ở 1016Hz |
0,0002 – 0,0003 |
|
Điện thế đánh thủng kv/mm |
30 - 32 |
Bảng 3.2. một số tính chất của nhựa PP
PP là loại vật liệu dẻo được dùng nhiều trong các lĩnh vực công nghiệp và dân dụng. polypropylen được gia công bằng các phương pháp như đúc, phun, tạo hình dưới chân không và các phương pháp khác….
3.1.4.3. Chất phụ gia
Phụ gia là những vật liệu được thêm vào với số lượng nhỏ để cải thiện một số tính chất. Ví dụ, dầu nhờn cải thiện chất lượng bề mặt, cải thiện độ bám dính giữa gỗ và các thành phần nhựa. Các phụ gia khác có thể bao gồm các chất màu, chất ổn địnhánh sáng , chất tạo bọt, chất độn vô cơ, chất màu, chất ổn định UV, chất diệt sinh vật và chất chống cháy. Chất bôi trơn hỗ trợ trong WPC xử lý, chất độn vô cơ giúp đỡ trong việc cải thiện các đặc tính và chất diệt sinh vật cải thiện sức đề kháng sâu.
3.1.5. Cơ chế liên kết giữa bột gỗ và nhựa PP trong Composite gỗ – nhựa PP
Sự tương hợp giữa bột gỗ và nhựa PP được kết dính qua nhiều liên kết trên bề mặt tiếp xúc. Bề mặt tiếp xúc là ranh giới tiếp giáp giữa hai vật liệu bột gỗ và nhựa PP. Có rất nhiều cơ chế liên kết tại bề mặt phân chia pha của bột gỗ và nhựa nền. Sự gắn kết trên bề mặt đóng vai trò quan trọng quyết định đến đặc tính cơ học của vật liệu composite. Độ bền kết dính tại bề mặt tiếp xúc sẽ làm tăng độ bền kéo trượt, độ mềm chống ăn mòn, độ bền kéo, độ bền va đập.
Độ bám dính giữa nền chất dẻo và bột gỗ có tác dụng quyết định đến tính chất vật liệu composite gỗ nhựa. Bột gỗ là dạng sợi rất ngắn, có tính chất vật lý và hóa học rất phức tạp, hấp thụ ẩm cao và có thành phần hóa học là các sợi xenlulo có độ phân cực mạnh. Nhựa nền PP có thành phần là các polyme đóng vai trò như chất kết dính nhưng polyme này kỵ nước và kém phân cực. Xenlulo có độ phân cực mạnh nên không tương hợp được với các polyme kỵ nước và kém phân cực, khi hai vật liệu này tương tác có rất nhiều sự tác động qua lại giữa hai loại vật liệu này nhưng các liên kết đồng hóa trị rất hiếm khi xẩy ra giữa hai thành phần của bột gỗ và nhựa PP. Để tăng khả năng kết dính của bột gỗ và nhựa nền PP tái sinh có một vài phương pháp như xử lý bề mặt sợi gỗ và sử dụng chất trợ tương hợp để biến tính nhựa nền.
Trong thực tiễn thì cường độ kết dính giữa hai vật liệu nằm ở mặt tiếp xúc của hai vật liệu. Sự tương tác giữa hai qua lại giữa hai bề mặt được tạo ra bởi những liên kết chính chính và phụ. Một số các lực liên kết chủ yếu như liên kết ion, liên kết cộng hóa trị và lực Van der waal. Những liên kết này có lực rất lớn như lực liên kết cộng hóa trị là 60-80 kj/mol và 600-1200kj/mol cho liên kết ion. Các liên kết tại bề mặt của bột gỗ và nhựa hình thành trên cơ sở của một số thuyết sau:
(1) Lý thuyết hấp phụ và chảy thấm
Khi kết dính hình thành giữa hai vật liệu là lúc hình thành lực tác dụng tương hỗ giữa các phần tử bề mặt của hai vật liệu đó. Sự kết dính được hình thành chủ yếu bởi lực Van der Waal, mặc dù vẫn có một số liên kết khác. Xuất hiện khả năng chảy thấm có thể giải thích bởi nhiệt động lực học đơn giản. Trong vật liệu Polymer composite, khả năng chảy thấm được xảy ra bởi khả năng chảy thấm của pha lỏng (polymer) lên pha rắn bột gỗ). Khi tách hai vật liệu này cần một lực gọi là công kết dính ngoại, nó làm mất đi bề mặt phân chia giữa hai vật liệu và xuât hiện hai bề mặt mới của từng vật liệu được giới hạn bởi không khí. Mỗi bề mặt đều có năng lượng tự do gọi là năng lượng bề mặt. Năng lượng đó được hình thành do trạng thái đặc biệt của các phần tử trên lớp bề mặt vì vậy nó thể hiện ở sức căng bề mặt.
Hình 3.12. Góc liên kết và năng lượng bề mặt của chất lỏng và chất rắn
(2) Lý thuyết về tĩnh điện
Ở hình 3.13(b,c) ta thấy một lớp tích điện kép được hình thành khi tiếp xúc giữa sợi thực vật hay bột gỗ với nhựa nền. Liên kết của hai vật liệu liệu được coi là một tụ điện với 2 bản cực trái dấu và hút nhau. Để giúp tạo nên nhiều điện tích trái đấu này người ta sử dụng thêm chất trợ tương hợp, khi sử dụng chất trợ tương hợp thì bề mặt vật liệu có thể là âm hoặc dương, đều phụ thuộc vào nồng độ PH có trong chất trợ tương hơp.
(3) Lý thuyết khuếch tán và phản ứng hóa học
Có rất nhiều kiểu khuếch tán khác nhau trong kết dính giữa thành phần polymer trong bột gỗ và nhựa nền dọc theo bề mặt (hình 3.13(a)). Các chuỗi polymer tự do trên bề mặt hai vật liệu có thể khuếch tán vào với nhau, chúng quận vào nhau và làm tăng cường độ mặt phân chia pha. Đây là hiệu quả của việc sử dụng một vài chất trợ tương hợp trong vật liệu composite trên nền nhựa PP. Sự khuếch tán cũng xuất hiện tại một số polymer cùng với một phản ứng hóa học. Có một số kiểu phản ứng hóa học xuất hiện trên bề mặt của hai vật liệu như hình 3.13.d. Ta thấy phản ứng hóa học được tạo ra liên kết giữa A và B như liên kết ion, liên kết đồng hóa trị… Thông thường các phản ứng hóa học này hình thành khi cho chất trợ tương hợp.
|
Hình 3.13. Liên kết trên bề mặt vật liệu composite (a).Khuếch tán của phân tử. (b),(c). Liên kết tĩnh điện. (d). Liên kết hóa học |
3.1.6. Các yếu tố ảnh hưởng tới cơ tính của vật liệu composite gỗ - nhựa
Tính chất của vật liệu composite gỗ - nhựa phụ thuộc vào rất nhiều các yếu tố như kích thước bột gỗ, độ ẩm, hàm lượng bột gỗ, nhựa PP qua nhiều lần tái chế, phương pháp gia công và thông số chế độ ép…
3.1.6.1. Ảnh hưởng của kích thước bột gỗ
Trong sản xuất WPC thì kích thước bột gỗ cũng là một trong những yếu tố quyết định đến tính chất của vật liệu. Có rất nhiều loại bột gỗ có thể sử dụng trong quá trình sản xuất vật liệu WPC đặc biệt là có thể sử dụng các phế thải trong công nghiệp gỗ như mùn cưa, vỏ bào, dăm gỗ... và kích thước bột gỗ được sử dụng ở nhiều cấp kích thước khác nhau tùy thuộc vào mục đích sử dụng sản phẩm. Bột gỗ có kích thước lớn thì khả năng phối trộn với nhựa không đồng đều bằng kích thước bột gỗ nhỏ hơn nên có thể gây các khuyết tật bề mặt, tuy nhiên nó lại làm cho vật liệu giảm được sự co rút và làm tăng độ chảy.
3.1.6.2. Ảnh hưởng của độ ẩm bột gỗ
Độ ẩm đóng vai trò tạo điều kiện cho quá trình thẩm thấu và khuếch tán khi nhựa nóng chảy được dễ dàng. Nếu độ ẩm của bột gỗ càng cao sẽ làm giảm sự liên kết giữa gỗ nhựa và kéo dài thời gian đóng rắn.
3.1.6.3. Ảnh hưởng của hàm lượng bột gỗ
Hàm lượng bột gỗ quyết định phần lớn đến các tính chất của WPC, nếu hàm lượng bột gỗ càng cao thì tỷ trọng của vật liệu càng cao tuy nhiên sẽ làm giảm khả năng liên kết giữa vật liệu nền là nhựa và bột gỗ. Nếu hàm lượng bột gỗ càng ít thì tính chất của WPC càng dần về tính chất của vật liệu nền. Vì vậy việc nghiên cứu tỷ lệ giữa bột gỗ và nhựa là điều rất quan trọng, nó liên quan đến tính chất của WPC, nói cách khác là liên quan đến công năng và mục đích sử dụng của sản phẩm.
3.1.6.4. Ảnh hưởng của phương pháp gia công và thông số chế độ ép
Để gia công WPC chủ yếu sử dụng hai phương pháp là ép đùn tạo hình và ép phẳng trong khuôn kín. Các phương pháp gia công khác nhau thì tính chất sẽ khác nhau. Phương pháp đùn tạo hình cho tính chất cao hơn phương pháp ép phẳng trong khuôn do sự đồng đều về mật độ giữa gỗ và nhựa nên khả năng liên kết tốt hơn.
Thông số chế độ ép là khâu cuối cùng của quá trình tạo sản phẩm nên ảnh hưởng không nhỏ đến tính chất của vật liệu. Áp suất, nhiệt độ và thời gian là những yếu tố điển hình của giai đoạn này. Đối với phương pháp ép trong khuôn kín, nếu áp suất quá lớn sẽ làm phá vỡ kết cấu cũng như liên kết của sản phẩm và ngược lại nếu áp suất nhỏ thì sẽ làm lỏng lẻo liên kết. Thời gian dài không những gây khuyết tật cho sản phẩm mà còn ảnh hưởng đến năng suất, nếu thời gian ngắn lại gây ảnh hưởng tới liên kết gỗ nhựa. Về nhiệt độ ép thì khi nhiệt độ gia công thấp hỗn hợp nhựa chưa nóng chảy do vậy ảnh hưởng đến sự trộn và khả năng liên kết giữa chất nền và chất độn. Khi nhiệt độ gia công quá cao thì nhựa có khả năng nóng chảy tốt, tuy nhiên lại ảnh hưởng xấu tới tính chất của sợi thực vật do sợi bị phân hủy làm giảm tính chất cơ lý của sợi và do vậy ảnh hưởng xấu tới tính chất cơ lý của vật liệu.
3.1.6.5. Ảnh hưởng của số lần tái chế nhựa
Tất cả đều cùng một điều kiện, nhưng nếu nhựa được tái chế càng nhiều thì tính chất càng giảm. Điều này là không thể tránh được khi mà các loại nhựa qua nhiều lần tái chế vì mục đích của WPC là tận dụng phế liệu nhựa. Do đó, trong sản xuất phụ thuộc vào mục đích sử dụng thì người ta sẽ sử dụng các loại nhựa đã được tái chế nhiều hay ít. Ví dụ như những sản phẩm yêu cầu chịu lực cao thì vật liệu số lần tái chế càng ít càng tốt, một số sản phẩm phải sử dụng nhựa nguyên sinh
3.1.7. Phương pháp xác định tính chất Composite gỗ - nhựa
Để kiểm tra đánh giá chất lượng của composite gỗ-nhựa người ta dựa trên các yếu tố sau:
Các mẫu thí nghiệm được gia công theo các tiêu chuẩn của ISO về xác định các tính chất vật lý, cơ học của composite. Kích thước và tiêu chuẩn thử được trình bày ở bảng sau
|
Tính chất |
Kích thước mẫu, mm |
Tiêu chuẩn thử |
|||
|
Dài |
Rộng |
Dày |
|||
|
Tỷ trọng |
50 |
50 |
4 |
ASTM D792 |
|
|
Độ bền kéo |
150 |
10 |
4 |
ISO 527 - 1993 |
|
|
Độ bền va đập Charpy |
120 |
10 |
4 |
ISO 179 - 1993 |
|
|
Độ bền uốn tĩnh |
100 |
10 |
4 |
ISO 178 - 1993 |
|
|
Độ hấp thụ nước |
80 |
10 |
4 |
ASTM D570 |
|
Bảng 3.3.Kích thước và tiêu chuẩn mẫu xác định các tính chất
3.1.7.1.Tỷ trọng của vật liệu
Đo theo tiêu chuẩn: ASTM D792; Số lượng mẫu: 10 mẫu
Dụng cụ: cân thủy tĩnh Precisa với sự trợ giúp của bộ gá hai chén cân.
Quy trình xác định tỷ trọng:
– Khởi động cân, chọn phương pháp đo, chọn điều kiện ban đầu: nhiệt độ 250C, độ ẩm 75%.
– Chọn dung môi (Acetone) sử dụng trong quá trình đo, tỷ trọng của dung môi 0,79g/cm3 và đưa vào thông số ban đầu của cân.
– Đặt mẫu vào bộ gá, lúc đầu vào chén cân trên (trong không khí), lưu giá trị nhận được vào máy, chuyển xuống chén cân dưới (trong dung môi), lưu giá trị nhận được, máy sẽ tự tính tỷ trọng của mẫu cần xác định.
Hình 3.14.Thiết bị tính tỷ trọng của vật liệu
3.1.7.2. Độ bền kéo
Mẫu hình mái chèo, độ bền kéo được đo theo tiêu chuẩn ISO 527 – 1993 trên máy INSTRON 5582 – 100KN của Mỹ. Khoảng cách làm việc của mẫu là 65mm, với điều kiện đo nhiệt độ 250C, độ ẩm 75%, tốc độ kéo mẫu 5mm/phút.
Nguyên tắc đo kéo dọc theo chiều dài mẫu với tốc độ kéo không đổi cho đến khi xuất hiện vết nứt trên mẫu hoặc ứng suất hay độ dãn dài đạt tới giá trị cực đại. Ghi lại giá trị độ bền kéo. Số lượng mẫu đo là 10 mẫu sau đó lấy giá trị trung bình.
Độ bền kéo đứt được xác định theo công thức: σk = F∕ (b.h)
Trong đó:
+ σk: độ bền kéo, MPa.
+ F: là lực tác dụng, N.
+ b: Bề rộng phần eo, mm.
+ h: Chiều dày mẫu, mm.
Kết quả đo được hiển thị trên máy tính
3.1.7.3.Độ bền va đập Charpy
Độ bền va đập Charpy được xác định theo tiêu chuẩn ISO 179 - 1993 thực hiện trên máy RADMANA. Tốc độ va đập 3,5m/s. Nhiệt độ 250C, độ ẩm 75%. Độ bền va đập Charpy được xác định theo công thức: A = W∕ (b.h).
Trong đó:
+ A: Độ bền va đập Charpy, KJ/ m2.
+ W: Năng lượng phá hủy mẫu, mJ
+ b: Chiều rộng của mẫu, mm.
+ h: Chiều dày mẫu, mm.
Số lượng mẫu đo là 10 mẫu sau đó lấy giá trị trung bình.
Kết quả đo được hiển thị trên máy tính.
Hình 3.15.Máy đo độ bền va đập RADMANA ITR 2000
3.1.7.4. Đo độ bền uốn tĩnh
Mẫu có hình thanh, độ bền uốn được xác định theo tiêu chuẩn ISO 178- 1993 trên máy INSTRON 5582 – 100KN của Mỹ. Với điều kiện đo nhiệt độ 250C, độ ẩm 75 %, khoảng cách 2 gối đỡ 80mm, tốc độ uốn mẫu 5mm/phút.
Nguyên tắc đo, di chuyển đầu nén mẫu với tốc độ không đổi cho đến khi mẫu bị phá hủy. Ghi lại giá trị độ bền uốn và modun đàn uốn hiển thị trên máy tính, số lượng mẫu đo 10 mẫu sau đó lấy giá trị trung bình.
Độ bền uốn được xác theo công thức: σu = 3FL/(2b.h2)
Trong đó:
+σu : độ bền uốn, MPa.
+ F: là lực tác dụng, N.
+ b: Bề rộng mẫu, mm.
+ h: Chiều dày mẫu, mm.
+ L: khoảng cách giữa hai gối đỡ, mm.
Kết quả đo được hiển thị trên máy tính.
Hình 3.16.Máy đo độ bền kéo và uốn INSTRON 5582 - Mỹ
3.1.7.5. Phương pháp đo độ hấp thụ nước
Mẫu đo độ hấp thụ nước có kích thước: dài x rộng x dày; 80x10x4 mm; bề mặt mẫu phẳng nhẵn. Mẫu được sấy khô ở 800C đến khối lượng không đổi, sau đó làm nguội trong bình hút ẩm rồi xác định khối lượng mẫu trên cân phân tích có sai số 10-4 g. Ngâm mẫu vào nước rồi để ở điều kiện thường. Sau thời gian nhất định 1, 3, 7, 15, 30 ngày, mẫu được lấy ra lau khô bằng vải sạch và giấy thấm, rồi đem cân.
Độ hấp thụ nước của mẫu được xác định theo công thức:
W= , %
Trong đó:
+ W: độ hấp thụ nước sau thời gian t, %.
+ mt, m0 lần lượt là khối lượng của mẫu sau thời gian t ngâm mẫu trong nước và mẫu ban đầu ( g ).
3.2. CÁC PHƯƠNG PHÁP TẠO VẬT LIỆU COMPOSITE GỖ - NHỰA
3.2.6. Phương pháp đùn.
vQuá trình công nghệ đùn như sau:
Thiết bị sử dụng trong phương pháp này là máy đùn trục vít gồm một trục vít quay trong xilanh hình trụ tròn cố định, được nung nóng. Hỗn hợp nhựa và bột gỗ sau khi trộn lẫn vào nhau được nung nóng, làm nhuyễn sau đó cho đi qua khe hở giữa trục vít và xilanh; tiếp theo hỗn hợp đi qua khe hở định hình của đầu đùn và được đẩy ra ngoài thành sản phẩm.
Máy đùn chỉ là một bộ phận trong dây chuyền sản xuất. Một dây chuyền sản xuất bao gồm thiết bị tạo hình, bộ phận chỉnh hình, bộ phận kéo sản phẩm và bộ phận cắt sản phẩm thành từng đoạn nhất định.
Nguyên liệu sau khi đi qua phễu được trộn đều nhờ trục vít và được nung nóng sau khi đi qua các vùng nhiệt độ khác nhau; tiếp đó đi vào đầu tạo hình. Nhiệt độ vỏ xilanh được nung nóng nhờ các dây điện trở lắp trên vỏ, nhiệt độ được đo bằng các nhiệt kế.
Hình 3.17:cấu tạo máy đùn một trục vít
- Trục vít B. vỏ xilanh C. điện trở gia nhiệt D nhiệt kế
F. phểu cấp nguyên liệu H. bộ giảm tốc I. động cơ
J. vùng cấp liệu K. vùng nén vật liệu
L. vùng đẩy vật liệu và làm nhuyễn
vCác bộ phận chính của máy đùn một trục vít:
Trục vít : là một trong những chi tiết quan trọng nhất của máy đùn trục vít, hình dạng của nó ảnh hưởng trực tiếp đến hoạt động của máy đùn, do đó chỉ rất ít dạng trục vít có thể được sử dụng được.
Hình 3.18: I. Truc vít có lõi tăng dần theo 3 đoạn
II. Trục vít côn
Hình 3.19 : hình dạng thực tế của truc vít.
Trụcvít trongmáy đùnchỉquaychungquanhtrụccủanó,lựcquaynày được tạorabởiđộng cơđiệnvàthôngquahệthốngtruyềnlực.
Thông thường lõi trục vít được phân thành 3 đoạn để thực hiện các chức năng khác nhau: cấp nguyên liệu, nén vật liệu, đẩy vật liệu và làm nhuyễn.
Hình 3.20: Một số thông số kỹ thuật của trục vít
................
Sau khi có hạt gỗ và hạt nhựa, ta tiến hành tạo hạt gỗ - nhựa bằng cách:
Dùng 2 phễu cấp liệu, 1 phễu cho bột gỗ và một phễu cho hạt nhựa. Điều chỉnh tốc độ cấp liệu của phễu chứa gỗ và phễu chứa nhựa theo tỷ lệ % bột gỗ và nhựa đã xác định trước. Tiếp theo hỗn hợp bột gỗ và hạt nhựa sẽ được đùn ép tạo hạt gỗ - nhựa
Hình 3.35. Cấu tạo máy ép đùn tạo hạt gỗ - nhựa
vCác bước tiến hành cụ thể như sau:
- Tiến hành gia nhiệt cho máy đùn trong khoảng nhiệt độ và điều chỉnh tốc độ quay của trục vít như sau:
Nhiệt độ vùng I: 150 ÷ 160
Nhiệt độ vùng II: 165 ÷ 185
Nhiệt độ vùng III: 160 ÷ 180
Nhiệt độ vùng IV: 170 ÷ 185
Nhiệt độ đầu đùn (vùng V): 145 ÷ 155
Vận tốc trục vít: 30÷50 vòng/phút
- Cho hỗn hợp nguyên liệu bột gỗ và nhựa đã định lượng vào phễu cấp liệu.
Sau khi cho nguyên liệu vào phễu cấp liệu, nguyên liệu sẽ được làm nóng chảy nhờ hệ thống gia nhiệt và đùn ra nhờ lực nén của trục vít qua các lỗ ở đầu đùn thành dạng sợi( đường kính 3.2 mm). Sợi gỗ nhựa sau khi ra khỏi đầu đùn được làm nguội tự nhiên trong không khí trên băng tải. Công đoạn làm nguội ở đây khác với công đoạn tạo hạt nhựa làm nguội bằng nước. Vì công đoạn tạo hạt gỗ - nhựa mà làm nguội bằng buồng nước sẽ làm cho hạt gỗ - nhựa hút nước, gây khó khăn trong việc xác định các tính chất.
..........
3.3.1.5. Tạo sản phẩm
Để tạo sản phẩm từ hạt gỗ - nhựa PP có nhiều phương pháp khác nhau. Song trên thực tế người ta thường sử dụng một số phướng pháp sau đây
vTạo sản phẩm bằng phương pháp ép phẳng trong khuôn kín
Hạt gỗ - nhựa sau khi được tạo ra, được cho vào khuôn sau đó được ép dưới áp lực ép nhất định ở nhiệt độ lớn hơn nhiệt độ nóng chảy của nhựa. Tiến hành ép sơ bộ ở nhiệt độ 170 ÷ 1850C dưới áp lực 1,5MPa trong thời gian 15 phút, sau đó tiếp tục tăng áp suất đến 7,5MPa duy trì trong 10 phút, sau đó tắt nhiệt 15 phút nhưng vẫn duy trì áp suất, khi nhiệt độ xuống 600C thì lấy mẫu và làm sạch khuôn.
t (phút)
Hình 3.39. Biểu đồ ép tạo composite gỗ- nhựa
Hình 3.40. Khuôn, máy và sản phẩm ép phẳng
Ưu nhược điểm của phương pháp
- Ưu điểm: Chi phí đầu tư thấp, sản phẩm có kích thước lớn và dễ thực hiện.
- Nhược điểm: Sản phẩm đơn chiếc, năng suất không cao, hình dáng chi tiết đơn giản và không có tính công nghiệp, độ ổn định về tính chất, kích thước của sản phẩm không cao.
vTạo sản phẩm bằng phương pháp ép phun
Đối với những chi tiết có kích thước nhỏ, hình dáng phức tạp người ta thường dùng phương pháp ép phun để tạo sản phẩm.
Hình 3.41. Máy ép phun
Nhiệt độ vùng I: 155 ÷ 160
Nhiệt độ vùng II: 165 ÷ 185
Nhiệt độ vùng III: 160 ÷ 170
Nhiệt độ vùng IV: 170 ÷ 180
Nhiệt độ đầu đùn(vùng V): 145 ÷ 155
Thời gian: 1-7 phút
Ưu nhược điểm của phương pháp
- Ưu điểm:
+ Tạo ra được các sản phẩm có hình dáng phức tạp.
+ Hình dáng sản phẩm đồng đều
+ Năng suất cao
+ Tiết kiệm nguyên liệu
+ Có thể tự động hóa trong quá trình sản xuất
- Nhược điểm
+ Chi phí đầu tư cao
+ Nhiệt độ và áp suất không ổn định làm ảnh hưởng lớn đến chất lượng sản phẩm
+ Giới hạn về kích thước sản phẩm
vTạo sản phẩm bằng phương pháp đùn ép
Đối với những chi tiết dạng ống, thanh, tấm, sợi...với chiều dài không hạn chế, người ta thường dùng phương pháp đùn ép để tạo hình sản phẩm.
Hình 3.42. Máy đùn ép
Nhiệt độ vùng I: 155 ÷ 160
Nhiệt độ vùng II: 165 ÷ 185
Nhiệt độ vùng III: 160 ÷ 170
Nhiệt độ vùng IV: 170 ÷ 180
Nhiệt độ đầu đùn(vùng V): 145 ÷ 155
Vận tốc trục vít: 30÷50 vòng/phút
Ưu nhược điểm của phương pháp
- Ưu điểm:
+ Tạo ra được các sản phẩm có kích thước theo chiều dài không hạn chế
+ Chất lượng và hình dáng sản phẩm đồng đều
+ Năng suất cao
+ Có thể tự động hóa trong quá trình sản xuấn
- Nhược điểm
+ Chi phí đầu tư cao
+ Giới hạn về hình dáng sản phẩm
+ Không áp dụng được với các loại nhựa nhiệt rắn
3.3.2. Sơ đồ công nghệ sản xuất composite gỗ - nhựa PP tái chế
Hình 3.43. sơ đồ quy trình tạo composite gỗ - nhựa
....
vMô tả quy trình thực nghiệm
3.3.2.1. Phế liệu gỗ
Hình 3.44.Phế liệu gỗ
Trong các dây chuyền chế biến gỗ thì phế liệu gỗ có ở rất nhiều dạng khác nhau như phoi bào, đầu mẫu, mùn cưa, bột chà nhám...Phế liệu gỗ sau khi được thu gom về, ta tiến hành loại bỏ các tạp chất như : kim loại, nhựa,...Để chuẩn bị cho công đoạn tiếp theo.
3.3.2.2. Sấy phế liệu gỗ
Phế liệu gỗ sau khi được thu gom và loại bỏ tạp chất, sẽ được tiến hành sấy khô tới độ ẩm 8÷10% . Sau đó được bảo quản để tránh hút ẩm, đảm bảo cho quá trình nghiền tạo bột gỗ sau này.
Hình 3.45.sấy khô gỗ
3.3.2.3. Nghiền tạo bột gỗ
Phế liệu gỗ sau khi sấy khô, được mang đi nghiền tạo bột gỗ. Trong quá trình nghiền tạo bột gỗ cũng sinh nhiệt do sự va chạm, cọ xát nên độ ẩm bột gỗ sau khi nghiền giảm xuống còn 3-5%. Đây là mức độ ẩm thích hợp cho quá trình trộn hỗn hợp bột gỗ - nhựa. Kích thước bột gỗ đạt được phụ thuộc vào mắt sàng, thông thường người ta hay dùng bột gỗ có kích thước ≤ 0.45 (mm) tương ứng với lưới lọc là 40 mesh.
Hình 3.46.Bột gỗ sau khi sàng phân loại
3.3.2.4. Nhựa phế liệu PP
Hình 3.47.Nhựa phế liệu PP
Phế thải nhựa PP chủ yếu là từ các sản phẩm phục vụ sinh hoạt hàng ngày như bàn ghế nhựa, thùng đựng sơn, vỏ hộp đựng đồ, vỏ ắc quy, vỏ các lọai máy, cánh quạt dân dụng, túi đựng đồ, màng công nghiệp, nút chai uống nước... Phế thải sau khi được thu gom về rồi phân loại theo cảm quan và công dụng, trong quá trình phân loại kết hợp với việc loại bỏ các tạp chất.
3.3.2.5. Tạo nhựa mảnh
Hình 3.48.Băm tạo mảnh nhựa
Sau khi phân loại lấy PP được đem đi nghiền tạo mảnh bằng máy. Các mảnh nhựa có hình đa giác và kích thước cũng tương đối đồng đều nhau.
3.3.6.2. Rửa sạch, làm khô
Phế liệu nhựa PP sau khi được nghiền tạo mảnh, được tiến hành rửa trong bồn lớn. Tất cả các loại nhựa đều được rửa bằng xà phòng với lượng là 100Kg nhựa/ 1Kg xà phòng. Trong quá trình rửa sạch chúng ta vẫn có thể loại bỏ được tạp chất trong nhựa. Khi nhựa được rửa sạch, mang đi sấy khô đến độ ẩm 8-12% , sau đó đem bảo quản tránh hút ẩm để đảm bảo cho công đoạn tiếp theo.
Hình 3.49. Rửa mảnh nhựa
3.3.6.3. Ép đùn tạo hạt nhựa
Nhựa mảnh sau khi được sấy khô, sẽ được đưa tới máy đùn tạo hạt. Đùn tạo hạt nhựa trên máy đùn một trục vít, với số lỗ đùn trên đầu đùn là 11 lỗ và đường kính lỗ đùn là 3,2mm.
Hình 3.50. Nhựa lỏng được đùn qua đầu đùn
Sau khi đùn kéo sợi nhựa sẽ được tiếp tục qua buồng làm lạnh bằng nước (chiều dài buồng nước: 2,4m), sợi được kéo tự động nhờ máy kéo – cắt qua buồng nước làm nguội khoảng 11 giây
Hình 3.51. sợi nhựa được kéo qua buồng nước
Tiếp theo sợi nhựa được kéo tới máy cắt tạo hạt nhựa (chiều dài là 3mm).
Hình 3.52. Sợi nhựa được kéo tới máy cắt tạo hạt
Hình 3.53. hạt nhựa
Hạt nhựa sau khi được tạo ra, tiến hành đóng gói, bảo quản
3.3.6.4. Ép đùn tạo hạt gỗ - nhựa
Sau khi có bột gỗ và hạt nhựa, người ta tiến hành tạo hạt gỗ - nhựa bằng máy đùn hai trục vít, đầu đùn có 2 lỗ đùn, đường kính lỗ đùn là 3,2mm. Để trộn đều bột gỗ và hạt nhựa theo tỷ lệ đã định người ta dùng 2 phễu cấp liệu, 1 phễu cho bột gỗ và một phễu cho hạt nhựa. Điều chỉnh tốc độ cấp liệu của phễu chứa gỗ và phễu chứa nhựa theo tỷ lệ % bột gỗ và nhựa đã xác định trước. Tiếp theo hỗn hợp bột gỗ và hạt nhựa sẽ được đùn ép tạo hạt gỗ - nhựa
Hình 3.54. Cấu tạo máy ép đùn tạo hạt gỗ - nhựa
Hình 3.55. phễu cấp liệu
vCác bước tiến hành cụ thể như sau:
- Tiến hành gia nhiệt cho máy đùn trong khoảng nhiệt độ và điều chỉnh tốc độ quay của trục vít như sau:
Nhiệt độ vùng I: 160 ÷ 185
Nhiệt độ vùng II: 175 ÷ 190
Nhiệt độ vùng III: 165 ÷ 180
Nhiệt độ vùng IV: 170 ÷ 185
Nhiệt độ đầu đùn (vùng V): 160 ÷ 175
Vận tốc trục vít: 30÷50 vòng/phút
- Cho hỗn hợp nguyên liệu bột gỗ và nhựa đã định lượng vào phễu cấp liệu.
Sau khi cho nguyên liệu vào phễu cấp liệu, nguyên liệu sẽ được làm nóng chảy nhờ hệ thống gia nhiệt và đùn ra nhờ lực nén của trục vít qua các lỗ ở đầu đùn thành dạng sợi( đường kính 3.2 mm). Sợi gỗ nhựa sau khi ra khỏi đầu đùn được làm nguội tự nhiên trong không khí trên băng tải. Công đoạn làm nguội ở đây khác với công đoạn tạo hạt nhựa làm nguội bằng nước. Vì công đoạn tạo hạt gỗ - nhựa mà làm nguội bằng buồng nước sẽ làm cho hạt gỗ - nhựa hút nước, gây khó khăn trong việc xác định các tính chất.
.............. Hình 3.58. Hạt gỗ-nhựa
- Sau khi tạo hạt gỗ nhựa, phân loại theo các cấp tỷ lệ khác nhau rồi đem lưu trữ bảo quản trong túi nylon để tránh hút ẩm trở lại.
3.3.6.5. Tạo sản phẩm
Để tạo sản phẩm từ hạt gỗ - nhựa PP có nhiều phương pháp khác nhau. Song trên thực tế người ta thường sử dụng một số phướng pháp sau đây.
vTạo sản phẩm bằng phương pháp ép phẳng trong khuôn kín
Hạt gỗ - nhựa sau khi được tạo ra, được cho vào khuôn sau đó được ép dưới áp lực ép nhất định ở nhiệt độ lớn hơn nhiệt độ nóng chảy của nhựa. Tiến hành ép sơ bộ ở nhiệt độ 175 ÷ 1950C dưới áp lực 1,5MPa trong thời gian 15 phút, sau đó tiếp tục tăng áp suất đến 7,5MPa duy trì trong 10 phút, sau đó tắt nhiệt 15 phút nhưng vẫn duy trì áp suất, khi nhiệt độ xuống 600C thì lấy mẫu và làm sạch khuôn.
t (phút)
Hình 3.59. Biểu đồ ép tạo composite gỗ- nhựa
Hình 3.60. Khuôn, máy và sản phẩm ép phẳng
Ưu nhược điểm của phương pháp
- Ưu điểm:
Chi phí đầu tư thấp, sản phẩm có kích thước lớn và dễ thực hiện.
- Nhược điểm:
Sản phẩm đơn chiếc, năng suất không cao, hình dáng chi tiết đơn giản và không có tính công nghiệp, độ ổn định về tính chất, kích thước của sản phẩm không cao.
vTạo sản phẩm bằng phương pháp ép phun
Đối với những chi tiết có kích thước nhỏ, hình dáng phức tạp người ta thường dùng phương pháp ép phun để tạo sản phẩm.
Hình 3.61. Máy ép phun
Nhiệt độ vùng I: 160 ÷ 185
Nhiệt độ vùng II: 175 ÷ 190
Nhiệt độ vùng III: 165 ÷ 180
Nhiệt độ vùng IV: 170 ÷ 185
Nhiệt độ đầu đùn (vùng V): 160 ÷ 175
Thời gian: 1-7 phút
Ưu nhược điểm của phương pháp
- Ưu điểm:
+ Tạo ra được các sản phẩm có hình dáng phức tạp.
+ Chất lượng và hình dáng sản phẩm đồng đều
+ Thích hợp với loại hình sản xuất hàng loạt
+ Có thể tự động hóa trong quá trình sản xuất
- Nhược điểm
+ Chi phí đầu tư cao
+ Giới hạn về kích thước sản phẩm
vsản phẩm bằng phương pháp đùn ép
Đối với những chi tiết có kích thước lớn, có phần rỗng bên trong sản phẩm, người ta thường dùng phương pháp đùn ép để tạo hình sản phẩm.
Hình3.62. Máy đùn ép
Nhiệt độ vùng I: 160 ÷ 185
Nhiệt độ vùng II: 175 ÷ 190
Nhiệt độ vùng III: 165 ÷ 180
Nhiệt độ vùng IV: 170 ÷ 185
Nhiệt độ đầu đùn (vùng V): 160 ÷ 175
Vận tốc trục vít: 30÷50 vòng/phút
Ưu nhược điểm của phương pháp
- Ưu điểm:
+ Tạo ra được các sản phẩm có kích thước lớn và rỗng bên trong.
+ Chất lượng và hình dáng sản phẩm đồng đều
+ Thích hợp với loại hình sản xuất hàng loạt
+ Có thể tự động hóa trong quá trình sản xuấ
- Nhược điểm
+ Chi phí đầu tư cao
+ Giới hạn về hình dáng sản phẩm
+ Không áp dụng được với các loại nhựa nhiệt rắn
3.3.7. So sánh CNSX composite gỗ - nhựa PP nguyên sinh và CNSX composite
gỗ - nhựa PP tái chế.
|
STT |
CNSX composite gỗ - nhựa PP nguyên sinh |
CNSX composite gỗ - nhựa PP tái chế |
|
Không có công đoạn tạo hạt nhựa |
Có công đoạn tạo hạt nhựa |
|
|
Nhiệt độ trên máy ép đùn tạo hạt gỗ - nhựa. Nhiệt độ vùng I: 150 ÷ 160 Nhiệt độ vùng II: 165 ÷ 185 Nhiệt độ vùng III: 160 ÷ 180 Nhiệt độ vùng IV: 170 ÷ 185 Nhiệt độ đầu đùn: 145 ÷ 155
|
Nhiệt độ trên máy ép đùn tạo hạt gỗ - nhựa. Nhiệt độ vùng I: 160 ÷ 185 Nhiệt độ vùng II: 175 ÷ 190 Nhiệt độ vùng III: 165 ÷ 180 Nhiệt độ vùng IV: 170 ÷ 185 Nhiệt độ đầu đùn 160 ÷ 175
|
|
|
Tạo sản phẩm bằng khuôn ép kín Tiến hành ép sơ bộ ở nhiệt độ 170 ÷ 1850C |
Tạo sản phẩm bằng khuôn ép kín Tiến hành ép sơ bộ ở nhiệt độ 170 ÷ 1850C |
|
|
Tạo sản phẩm bàng phương pháp ép phun. Nhiệt độ vùng I: 155 ÷ 160 Nhiệt độ vùng II: 165 ÷ 185 Nhiệt độ vùng III: 160 ÷ 170 Nhiệt độ vùng IV: 170 ÷ 180 Nhiệt độ đầu đùn: 145 ÷ 155 |
Tạo sản phẩm bàng phương pháp ép phun. Nhiệt độ vùng I: 160 ÷ 185 Nhiệt độ vùng II: 175 ÷ 190 Nhiệt độ vùng III: 165 ÷ 180 Nhiệt độ vùng IV: 170 ÷ 185 Nhiệt độ đầu đùn: 160 ÷ 175
|
|
|
Tạo sản phẩm bằng phương pháp đùn ép. Nhiệt độ vùng I: 155 ÷ 160 Nhiệt độ vùng II: 165 ÷ 185 Nhiệt độ vùng III: 160 ÷ 170 Nhiệt độ vùng IV: 170 ÷ 180 Nhiệt độ đầu đùn: 145 ÷ 155
|
Tạo sản phẩm bằng phương pháp đùn ép. Nhiệt độ vùng I: 160 ÷ 185 Nhiệt độ vùng II: 175 ÷ 190 Nhiệt độ vùng III: 165 ÷ 180 Nhiệt độ vùng IV: 170 ÷ 185 Nhiệt độ đầu đùn: 160 ÷ 175
|
Chương 4
KẾT LUẬN - KIẾN NGHỊ
4.1. KẾT LUẬN
Đề tài đã giải quyết triệt để mục tiêu đề ra và thu được một số kết quả sau:
– Xác định được thành phần và vai trò của chúng trong vật liệu composite gỗ nhựa bao gồm hai thành phần chủ yếu là sợi gỗ và nhựa. Trong đó sợi gỗ đóng vai trò là vật liệu cốt, nhựa đóng vai trò là chất nền.
– Xác định cơ chế liên kết trong vật liệu composite gỗ - nhựa PP: liên kết do thấm ướt bề mặt, liên kết hóa học, liên kết cơ giới. Trong đó, cơ chế liên kết chủ yếu trong vật liệu composite gỗ nhựa là liên kết cơ học. Tuy nhiên để nâng cao cơ tính composite gỗ - nhựa người ta sử dụng thêm chất phụ gia MAPP để tạo ra liên kết hóa học.
– Xác định được các yếu tố ảnh hưởng đến tính chất của vật liệu composite gỗ - nhựa như: kích thước, độ ẩm bột gỗ, tỉ lệ % giữa bột gỗ và nhựa, các phương pháp gia công, số lần tái chế nhựa....
– Đã xác định và mô tả quy trình công nghệ sàn xuất composite gỗ-nhựa PP nguyên sinh và tái chế. Trong đó sự khác biệt giữa nhựa nguyên sinh và nhựa tái chế trong quá trình sản xuất composite gỗ - nhựa đó là nhiệt độ gia công. Nhiệt độ gia công đối với nhựa tái chế cao hơn so với nhựa nguyên sinh tùy thuộc vào số lần tái chế.
– Trong quá trình sản xuất composite gỗ - nhựa cần chú ý đến công đoạn trộn bột gỗ nhựa và nhiệt độ gia công tạo sản phẩm vì chúng quyết định cơ tính của sản phẩm tạo ra.
4.2. KIẾN NGHỊ
Đây là một lĩnh vực nghiên cứu mới nhằm nâng cao hiệu quả sử dụng và tiết kiệm nguyên liệu. Nhóm nghiên cứu chúng tôi có một số kiến nghị sau:
– Dựa vào cơ sở lý thuyết mà đề tài đã trình bày có thể tiến hành các bước thực nghiệm, qua đó có thể xác định được tỉ lệ % giữa bột gỗ và nhựa, nhiệt độ gia công.... để tạo ra vật liệu coposite gỗ - nhựa có cơ tính tốt nhất.
– Cần nghiên cứu ảnh hưởng của một số yếu tố công nghệ đến tính chất cơ lý của vật liệu composite gỗ - nhựa.
– Nghiên cứu xác định chế độ công nghệ tối ưu để sản xuất vật liệu composite gỗ - nhựa PP nguyên sinh vả composite gỗ - nhựa PP tái chế.
TÀI LIỆU THAM KHẢO
- Nguyễn Đăng Cường, compozit sợi thủy tinh & ứng dụng, NXB Khoa học – kỹ thuật.
- Nguyễn Hoa Thạnh – Nguyễn Đình Đức, Vật liệu composite cơ học & công nghệ, NXB Khoa học – kỹ thuật.
- PGS.TS. Hoàng Trọng Bá, Vật liệu phi kim loại, NXB Khoa học – kỹ thuật.
- Phạm Minh Hải – Nguyễn Trường Kỳ, Vật liệu phi kim loại & công nghệ gia công, NXB Khoa học – kỹ thuật.
- Trần Vĩnh Diệu - Trần Trung Lê, Môi trường trong gia công chất dẻo và composite, NXB Bách Khoa - Hà Nội.
- Anatole A. Klyosov, Wood – Plastic Composites
- Optimat Ltd and MERL Ltd, wood plastic composites study - technologies and uk market opportunities, TheWasteand ResourcesAction Programme.