TÀI LIỆU LEAN XÂY DỰNG MÔ HÌNH HỆ THỐNG TỰ ĐỘNG HOÁ TÍCH HỢP TOÀN DIỆN CHO CÁC DOANH NGHIỆP
NỘI DUNG ĐỒ ÁN
XÂY DỰNG MÔ HÌNH HỆ THỐNG TỰ ĐỘNG HOÁ TÍCH HỢP TOÀN DIỆN CHO CÁC DOANH NGHIỆP
CHƯƠNG 2:
XÂY DỰNG MÔ HÌNH HỆ THỐNG TỰ ĐỘNG HOÁ TÍCH HỢP TOÀN DIỆN CHO CÁC DOANH NGHIỆP
2.1 XÂY DỰNG MÔ HÌNH HỆ THỐNG TỰ ĐỘNG HOÁ TÍCH HỢP TOÀN DIỆN
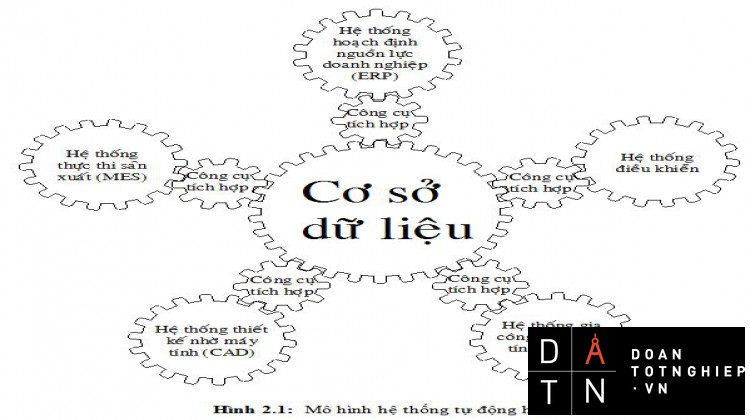
Trên cơ sở các mô hình đã có và tương đối phổ biến trên thế giới, qua khảo sát điều kiện và tình hình thực tế của một số ngành công nghiệp quan trọng tại Việt Nam phần lớn là các doanh nghiệp vừa và nhỏ; giải pháp tổng thể và mô hình hệ thống tự động hoá tích hợp toàn diện phục vụ cho các doanh nghiệp nói chung, chủ yếu là các doanh nghiệp trong các ngành gia công, chế biến, chế tạo (Manufacturing) được đề nghị với cấu trúc được trình bày ở hình 2.1. (gọi là mô hình BK-TIAS).
Hình 2.1: Mô hình hệ thống tự động hóa
tích hợp toàn diện cho các doanh nghiệp.
2.2 HỆ THỐNG HOẠCH ĐỊNH NGUỒN LỰC DOANH NGHIỆP-ERP
2.2.1 Định nghĩa
Hệ thống hoạch định nguồn lực doanh nghiệp - ERP (Enterprise Resourses Planning) là một phần mềm tích hợp hoạt động trong môi trường công nghiệp, giúp doanh nghiệp điều hành một các dễ dàng và hiệu quả các công việc như: quản lý sản xuất, quản lý kinh doanh, quản lý khách hàng, lập kế hoạch, đánh giá công tác bảo trì .v.v.
Hệ thống ERP liên tục cập nhật thông tin giữa các phòng ban. Khi có yêu cầu, các thông tin đó sẽ được chuyển tới nhà quản lý dưới dạng các báo cáo một cách ngắn gọn và gần như tức thời. Với hệ thống ERP, nhà quản lý có thể kiểm soát và điều phối tất cả các hoạt động trong công ty. Có thể nói ERP là phương pháp tổ chức hóa, hệ thống hóa và đơn giản hóa cách thức quản lý kinh doanh của một công ty.
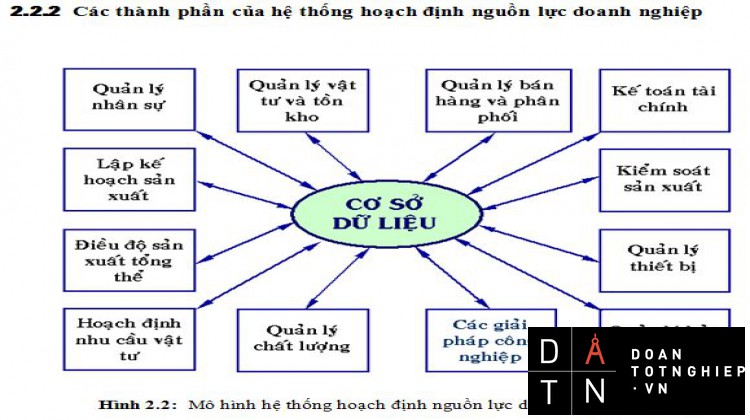
2.2.2 Các thành phần của hệ thống hoạch định nguồn lực doanh nghiệp
Hình 2.2: Mô hình hệ thống hoạch định nguồn lực doanh nghiệp tích hợp.
2.2.2.1 Quản lý vật tư và tồn kho.
Thực hiện các công việc: lên kế hoạch nhu cầu vật tư, mua vật tư, quản lý kho, quản lý nhà xưởng, kiểm tra vật tư, trao đổi dữ liệu (điện tử) qua mạng.
2.2.2.2 Quản lý bán hàng và phân phối.
Thực hiện các công việc: vận chuyển, buôn bán hàng, hỗ trợ bán hàng và trao đổi dữ liệu.
2.2.2.3 Kế toán tài chính.
Thực hiện các công việc: quản lý vốn, quản lý thu chi, kế toán.
2.2.2.4 Kiểm soát.
Thực hiện các công việc: kiểm soát tổng chi phí, kiểm soát chi phí sản xuất, kiểm soát các hoạt động thu chi, phân tích hoạt động bán hàng và lợi nhuận, kiểm soát các hoạt động của dự án.
2.2.2.5 Quản lý thiết bị.
Thực hiện các công việc: xuất nhập thiết bị, lưu kho, nhu cầu trang thiết bị.
2.2.2.6 Quản lý nhân sự.
Thực hiện các công việc: lập kế hoạch và phát triển nhân lực bao gồm: quản lý tổ chức, phát triển nhân lực, tuyển dụng và đào tạo nhân lực. Quản lý nhân lực bao gồm: quản lý công việc, lương, bồi thường tai nạn, thời gian làm việc, khen thưởng, danh sách hưởng lương.
2.2.2.7 Quản lý bảo trì.
Thực hiện các công việc: tổ chức công tác bảo trì, lên kế hoạch cho đối tượng bảo trì, bảo trì phòng ngừa, trang thiết bị bảo trì, dịch vụ bảo trì, hệ thống thông tin bảo trì của nhà máy.
2.2.2.8 Quản lý chất lượng.
Thực hiện các công việc: quản lý công cụ sản xuất, quản lý qui trình kiểm tra, quản lý chất lượng, chứng nhận về quản lý chất lượng, khai báo về quá trình quản lý chất lượng.
2.2.2.9 Lập kế hoạch sản xuất.
Thực hiện các công việc: thiết lập các dữ liệu sản xuất như: xác định đơn đặt hàng, lập kế hoạch về nguyên vật liệu; xác định chi phí sản xuất, lập kế hoạch lắp ráp, xác định số chi tiết trùng.
2.2.2.10 Điều độ sản xuất tổng thể.
Thực hiện các nhiệm vụ: lập kế hoạch và phân phối danh mục các sản phẩm đã hoàn thành cho khách hàng.
2.2.2.11 Các giải pháp công nghiệp.
Thực hiện các nhiệm vụ: xác định các đối tượng chính của hệ thống ERP, xác định các nội dung phù hợp với từng lĩnh vực: dầu khí, y tế ,viễn thông, ngân hàng, dệt may, … Thông qua “Các giải pháp công nghiệp” trong cấu hình của ERP, có thể bổ sung một số module tương ứng với một ngành công nghiệp cụ thể. Các module còn lại có thể được điều chỉnh thêm bớt dưới dạng các báo cáo/form nhập sao cho phù hợp với đặc thù của ngành công nghiệp này.
2.2.2.12 Hoạch định nhu cầu vật tư.
Thực hiện các nhiệm vụ: lập kế hoạch nhu cầu vật tư, mua vật tư, vật tư lưu kho.
2.2.3Lợi ích của hệ thống hoạch định nguồn lực doanh nghiệp
vDoanh số bán tăng.
vNăng suất lao động tăng.
vCác chi phí mua vật tư; đảm bảo chất lượng; chi phí do phế liệu, phế phẩm; chuyên chở hàng hoá; chi phí bảo trì; chi phí tồn kho giảm.
vCải thiện dịch vụ khách hàng.
vKhả năng đáp ứng nhu cầu thị trường nhanh hơn.
vTỉ lệ quay vòng vốn hàng năm tăng.
vNhu cầu nhân sự giảm.
vThời gian chờ sản xuất, thực hiện đơn hàng, giao hàng giảm.
vGiá thành sản phẩm giảm.
vDữ liệu, thông tin được nhập vào, lưu trữ chính xác, không trùng lắp và an toàn.
vCác qui trình làm việc và phân công công việc được cải thiện và hợp lý hơn.
vTạo ra sức mạnh tổng thể trong sự phối hợp, liên kết đồng bộ và chặt chẽ giữa các phòng ban.
vCải thiện đáng kể khả năng giúp nhà quản lý giảm về thời gian, công sức giải quyết những công việc hành chính thường ngày, các công việc đột xuất, “chữa cháy”; dành nhiều thời gian để suy nghĩ, lập kế hoạch và thực thi các quyết định dài hạn, mang tính chiến lược và sống còn của doanh nghiệp; kiểm soát, giám sát được toàn bộ các hoạt động kinh doanh - sản xuất.
vHệ thống kinh doanh - sản xuất, đáp ứng nhanh sự thay đổi trong các hoạt động của doanh nghiệp và thị trường linh hoạt hơn.
vThúc đẩy và nâng cao tính sáng tạo, đổi mới, tinh thần làm việc của tất cả nhân viên.
vNhững dữ liệu, thông tin có thể được truy cập, thu nhận, xử lý tức thời, theo thời gian thực.
vKhả năng đáp ứng, thích nghi những thay đồi về mặt quản lý của doanh nghiệp khi phát triển liên tục với quy mô ngày càng lớn hơn.
vKhả năng thích nghi với môi trường hòa nhập, toàn cầu hóa.
v Phù hợp với các phương pháp quản lý sản xuất tiên tiến: Sản xuất đúng lúc (JIT), Kanban, Sản xuất tinh gọn (Lean Production).
Những cuộc điều tra được thực hiện khắp thế giới cho thấy:
- 70% trong số 1000 công ty hàng đầu được tạp chí Fortune lựa chọn đã áp dụng các hệ thống ERP, 39% các công ty lớn và 60% các công ty nhỏ hơn đang triển khai ERP.
- Thị trường ERP tăng trưởng 37% hàng năm, sẽ đạt 92 tỉ USD vào năm 2005.
- 99% những người sử dụng ERP khẳng định rằng cải thiện việc điều hành doanh nghiệp là lợi ích quan trọng nhất.
- 97% người sử dụng ERP cho rằng các kết quả đạt được như hoặc vượt quá mong đợi.
2.3 HỆ THỐNG ĐIỀU HÀNH (THỰC THI) SẢN XUẤT-MES
2.3.1 Định nghĩa
Hệ thống điều hành sản xuất – MES (Manufacturing Execution System) là hệ thống phân phối thông tin nhằm tối ưu hóa các hoạt động sản xuất từ khâu tiếp nhận đơn hàng cho đến khi sản phẩm hòan thành của một nhà máy sản xuất. Sử dụng dữ liệu thời gian thực để hướng dẫn, phản hồi, báo cáo các hoạt động sản xuất theo kế hoạch, nhanh chóng phản hồi những thay đổi về điều kiện sản xuất, những hoạt động không làm tăng giá trị, thực thi kế hoạch sản xuất một cách hiệu quả; quản lý tình trạng thiết bị, nhà kho, hiệu năng quá trình, ...
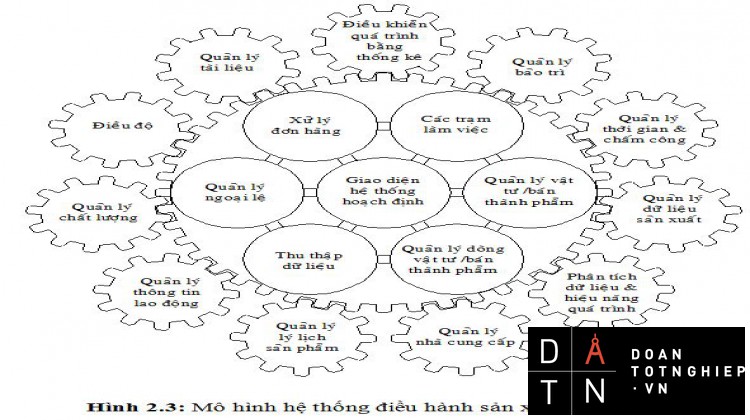
2.3.2 Các thành phần của hệ thống điều hành sản xuất
Các thành phần của hệ thống điều hành sản xuất được xây dựng bao gồm các chức năng chính và phụ được trình bày ở hình 2.3.
Hình 2.3: Mô hình hệ thống điều hành sản xuất tích hợp.
2.3.2.1 Các chức năng chính của hệ thống điều hành sản xuất-MES
Hình 2.4: Các chức năng chính của hệ thống điều hành sản xuất.
Đây là các chức năng cơ bản liên quan trực tiếp đến việc quản lý về thứ tự các công việc và các nguồn lực sản xuất.
vGiao diện với hệ thống hoạch định
Hệ thống điều hành sản xuất-MES được kết nối với hệ thống hoạch định nguồn lực doanh nghiệp-ERP để nhận các đơn hàng và các dữ liệu khác cũng như để cung cấp thông tin cho hệ thống hoạch định. Sự kết nối này được thực hiện theo hai chiều, vì vậy hệ thống MES làm cho hệ thống ERP trở nên linh hoạt hơn trong việc cung cấp và cập nhật thông tin, ví dụ thông tin lao động, vận chuyển nhà kho, tiến trình xử lý đơn hàng,…
vXử lý đơn hàng
Xử lý đơn hàng là quản lý những thay đổi của các đơn hàng. Những thay đổi này được điều chỉnh một cách dễ dàng, ví dụ: thay đổi về điều độ, thay đổi về số lượng, chia nhỏ hoặc liên kết các đơn hàng. Chức năng xử lý đơn hàng còn cho biết tình trạng của mỗi đơn hàng.
vCác trạm làm việc
Các trạm làm việc là nơi thực hiện các công đoạn theo qui trình công nghệ. Các trạm làm việc thực hiện kế hoạch đề ra, điều độ và vận chuyển bán thành phẩm. Theo kế hoạch, hệ thống sẽ quản lý, phân phối vật tư, công cụ và dữ liệu đến các trạm làm việc.
vQuản lý vật tư / bán thành phẩm
Quản lý vật tư bao gồm máy móc, công cụ, thiết bị, tài liệu cần có để có thể bắt đầu hoạt động. Quản lý vật tư / bán thành phẩm quản lý lý lịch vật tư và đảm bảo vật tư ổn định và đầy đủ cho quá trình sản xuất. Quản lý vật tư / bán thành phẩm có thể kết hợp với module điều độ.
vQuản lý dòng vật tư / bán thành phẩm
Quản lý dòng vận chuyển vật tư / bán thành phẩm theo kế hoạch bằng cách kiểm soát các lệnh di chuyển bán thành phẩm từ trạm này đến trạm khác.
vThu thập dữ liệu
Quản lý và liên kết các dữ liệu để hệ thống có thể duy trì tình trạng ổn định thông qua các cảm biến, giao diện điều khiển,… Chức năng này cung cấp một giao diện để liên kết các tham số, dữ liệu và cất giữ trong các form, các record. Dữ liệu này có thể được nhập vào bằng tay hoặc tự động.
vQuản lý ngoại lệ
Giải quyết các trường hợp ngoại lệ xảy ra ngoài kế hoạch, ví dụ: trạm làm việc ngưng hoạt động, thiếu vật tư, …
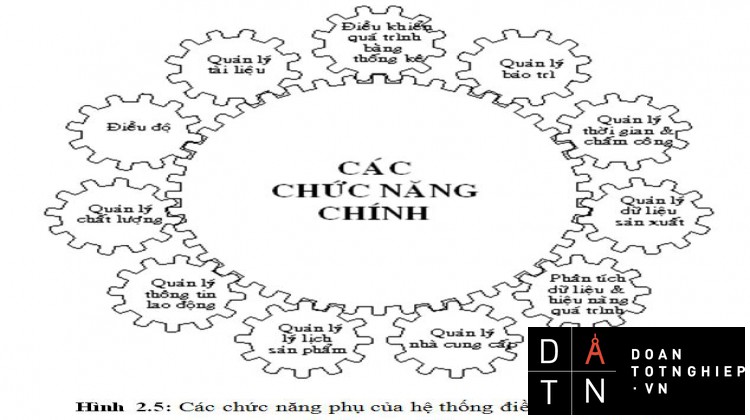
2.3.2.2 Các chức năng phụ của hệ thống điều hành sản xuất-MES
Đây là các chương trình hay các phần mềm trọn gói nhằm hổ trợ quá trình sản xuất nhưng không phải là một bộ phận của quá trình hoạch định hay hệ thống điều khiển thiết bị. Hầu như những ứng dụng phổ biến đều được trình bày dưới đây. Tuy nhiên, những chức năng khác có thể sẽ được phát triển trong tương lai.
Hình 2.5: Các chức năng phụ của hệ thống điều hành sản xuất.
vKiểm soát quá trình bằng thống kê
Theo dõi sản xuất và hiệu chỉnh một cách tự động hoặc cung cấp những quyết định hỗ trợ người công nhân để hiệu chỉnh và cải thiện quá trình. Những hoạt động này có thể ở bên trong hoặc ở những phần quan trọng của quá trình. Quản lý quá trình bao gồm cả báo động để giúp người công nhân nhận ra sự thay đổi bất thường của quá trình, và cung cấp những giao diện liên kết giữa thiết bị thông minh với hệ thống MES thông qua module thu thập dữ liệu.
vQuản lý bảo trì
Theo dõi hoạt động sản xuất để bảo vệ thiết bị và công cụ, chắc chắn chúng luôn sẵn sàng cho sản xuất, điều độ bảo trì định kỳ cũng như thông báo ngay lập tức các sự cố xảy ra. Quản lý bảo trì bao gồm cả báo động để giúp người công nhân nhận ra sự thay đổi bất thường của quá trình, cung cấp những giao diện liên kết giữa thiết bị thông minh và hệ thống MES thông qua module thu thập dữ liệu.
vQuản lý thời gian và chấm công
Quản lý thời gian làm việc của công nhân, số lượng, từ đó tính lương cho công nhân trên từng sản phẩm (căn cứ vào đơn giá của mã hàng mà công nhân thực hiện).
vQuản lý dữ liệu sản phẩm
Quản lý toàn bộ thông tin liên quan đến sản phẩm từ lúc là nguyên vật liệu đến thành phẩm, ví dụ: sản phẩm gồm bao nhiêu chi tiết, thực hiện qua các công đoạn nào, …
vQuản lý dữ liệu và hiệu năng quá trình
Cung cấp, báo cáo các kết quả của hoạt động sản xuất trên thực tế, so sánh với các kết quả đã đạt được và các kết quả cần phải đạt. Quản lý hiệu năng bao gồm cả quản lý tính hữu ích của nguồn lực, khả năng của nguồn lực, chu kỳ đơn vị sản phẩm, ... được xây dựng trên nền tảng những thông tin tập hợp từ những chức năng khác nhau dùng để đo các tham số của quá trình.
vQuản lý nhà cung cấp
Quản lý nhà cung cấp là quản lý các tài liệu liên quan đến nhà cung cấp ví dụ như lý lịch nhà cung cấp, chuyên cung cấp những mặt hàng nào, thời gian bảo hành,… Quản lý nhà cung cấp có khả năng lập danh sách các nhà cung cấp khi bắt đầu một mã hàng mới hoặc khi có sự cố xảy ra.
vQuản lý lý lịch sản phẩm
Quản lý toàn bộ những dữ liệu liên quan đến sản phẩm bao gồm các trạm đã thực hiện, đã qua các công đoạn nào, người thực hiện công đoạn đó, vật tư cần cho sản phẩm, số serial, điều kiện sản xuất, ...
vQuản lý thông tin lao động
Quản lý tình trạng của người công nhân, bao gồm các báo cáo thời gian và chấm công, quản lý bằng cấp. Quản lý thông tin lao động có khả năng theo dõi gián tiếp các hoạt động ví dụ chuẩn bị vật tư, công cụ; và đưa ra những thông tin quan trọng để quyết định sự phân phối tối ưu.
vQuản lý chất lượng
Quản lý chất lượng phân tích thời gian thực của các thiết bị đo lường được thu thập từ quá trình sản xuất, đảm bảo chất lượng sản phẩm và phát hiện lỗi, và đưa ra những chỉ dẫn để hiệu chỉnh lỗi. Quản lý chất lượng có thể bao gồm kiểm soát quá trình/chất lượng bằng thống kê-SPC/SQC và quản lý các hoạt động kiểm tra, phân tích cùng với hệ thống quản lý thông tin phòng thí nghiệm-LIMS.
vĐiều độ
Căn cứ vào số lượng đã hoàn thành, thời gian còn lại trong ngày và số lượng định mức trong ngày của mã hàng để điều độ về thời gian, số lượng công nhân cần thiết hoàn thành số lượng định mức.
vQuản lý tài liệu
Quản lý tài liệu dưới dạng các record, form, bao gồm các tài liệu về qui trình công nghệ, các công thức, các bản vẽ, các thủ tục tiêu chuẩn, các chương trình con, các chú thích kỹ thuật, …
2.3.3 Lợi ích của hệ thống điều hành sản xuất
Theo thống kê của hiệp hội về các hệ thống điều hành sản xuất MESA (Manufacturing Execution Systems Assosiation) thì lợi ích của hệ thống điều hành sản xuất đối với doanh nghiệp đạt được như sau:
vLợi ích đối với các hoạt động sản xuất:
- Giảm thời gian chu kỳ sản xuất, trung bình là 45%.
- Giảm thời gian nhập dữ liệu từ 75% trở lên.
- Giảm lượng bán thành phẩm trong dây chuyền sản xuất, trung bình là 24%.
- Giảm các công việc giấy tờ, trung bình là 61%.
- Giảm thời gian từ lúc nhận đơn hàng đến khi giao sản phẩm (lead time), trung bình là 27%.
- Giảm chi phí giấy tờ và lập kế hoạch, trung bình là 56%.
- Giảm sản phẩm lỗi, trung bình là 18%.
vLợi ích đối với quá trình hoạch định:
v
- Hệ thống điều hành sản xuất đáp ứng nhanh các yêu cầu của khách hàng, là một hệ thống sản xuất linh hoạt.
- Trang bị hệ thống điều hành sản xuất là điều kiện để doanh nghiệp có thể ký kết những hợp đồng có giá trị lớn mà không cần tăng chi phí đầu tư.
- Hệ thống điều hành sản xuất hỗ trợ chức năng hoạch định thông qua khả năng xử lý đơn hàng, điều độ, do đó xác định chắc chắn ngày giao hàng.
- Việc trang bị hệ thống điều hành sản xuất tạo môi trường hết sức thuận lợi để doanh nghiệp có hệ thống quản lý đạt các tiêu chuẩn quốc tế, chẳng hạn như ISO 9000.
Lợi ích kinh doanh:
- Thời gian hoàn vốn trung bình khi đầu tư hệ thống thực thi sản xuất là 14 tháng.
- Hệ thống điều hành sản xuất giúp doanh nghiệp tăng lợi nhuận nhờ: giảm thời gian chu kỳ sản xuất, giảm lượng bán thành phẩm trong dây chuyền sản xuất, nâng cao chất lượng sản phẩm, …
Lợi ích về dịch vụ khách hàng:
- Hệ thống điều hành sản xuất cải thiện dịch vụ khách hàng nhờ giảm thời gian chu kỳ sản xuất.
- Hệ thống điều hành sản xuất giúp doanh nghiệp tăng thị phần.
- Hệ thống điều hành sản xuất đảm bảo 100% giao hàng đúng hạn và đúng số lượng theo đơn hàng.
2.4 HỆ THỐNG ĐIỀU KHIỂN-DCS
2.4.2 Định nghĩa
Hệ thống điều khiển là một hệ thống bao gồm đo lường, giám sát các hoạt động của sản xuất, con người, sản phẩm và quá trình. Điều đó có nghĩa là hệ thống điều khiển bao gồm các hệ thống điều khiển quá trình tự động (PLC, SCADA, DCS), hệ thống tự động hóa chuyên dùng, các bộ điều khiển dựa vào phần mềm (điều khiển dịch chuyển, điều khiển robot, ...). Hệ thống điều khiển cũng bao gồm các thành phần riêng rẽ như cảm biến, driver, động cơ, ...
2.4.3 Các thành phần của hệ thống điều khiển
Các thành phần của hệ thống điều khiển được thể hiện ở hình 2.6.
Hinh 2.6: Mô hình hệ thống điều khiển tích hợp.
2.4.3.2 Phần mềm công nghiệp
Là hệ thống các phần mềm lập trình tạo ra các công cụ điều khiển cho mỗi giai đoạn của một dự án. Các công cụ điều khiển bao gồm nhiều khối chức năng được liên kết với nhau một cách linh hoạt, sử dụng nguồn dữ liệu dùng chung thực hiện chức năng điều khiển (bằng phần mềm).
2.4.3.3 Giao diện Người-Máy
Cho phép tương tác giữa người vận hành và thiết bị. Giao diện Người-Máy thật sự là một phần mềm cho phép người vận hành điều khiển quá trình sản xuất từ một máy tính cá nhân bằng cách sử dụng bàn phím và chuột. Đối tượng sử dụng hệ thống giao diện Người-Máy gồm: người vận hành thiết bị hay quy trình sản xuất; nhân viên hổ trợ, bảo trì thiết bị và hệ thống; nhân viên kỹ thuật thiết kế, tích hợp và cập nhật thiết bị.
2.4.3.4 Mạng truyền thông
Liên kết hay kết nối là khuynh hướng chính trong lĩnh vực tự động hoá ngày nay. Các tiêu chuẩn hoá là cần thiết để đảm bảo việc truyền dữ liệu giữa các hệ thống khác nhau. Mô hình qui chiếu OSI (Open Systems Interconnection) là kiến trúc giao thức của tổ chức tiêu chuẩn hoá quốc tế ISO nhằm hổ trợ việc xây dựng các hệ thống truyền thông có khả năng tương tác.
Theo mô hình, chức năng hay dịch vụ của một hệ thống truyền thông được chia thành 7 lớp, tương ứng với một lớp dịch vụ là một lớp giao thức. Các lớp này có thể do phần cứng hay phần mềm thực hiện. Một lớp trên thực hiện các dịch vụ của mình trên cơ sở sử dụng các dịch vụ của một lớp phía dưới và theo đúng giao thức qui định tương ứng. Thông thường các dịch vụ cấp thấp do phần cứng (các vi mạch điện tử) thực hiện, trong khi các dịch vụ cấp cao do phần mềm (hệ điều khiển, phần mềm điều khiển, phần mềm ứng dụng) đảm nhiệm.
: Đường đi của dữ liệu.
: Quan hệ giao tiếp logic giữa các lớp.
Hình 2.7: Mô hình qui chiếu ISO/OSI.
v Lớp ứng dụng (application layer)
Lớp ứng dụng là lớp trên cùng trong mô hình OSI có chức năng cung cấp các dịch vụ cao cấp (trên cơ sở các giao thức cao cấp) cho người sử dụng và các chương trình ứng dụng.
v Lớp biểu diễn dữ liệu (presentation layer)
Trong một mạng truyền thông như mạng máy tính, các trạm máy tính có thể có kiến trúc rất khác nhau, sử dụng các hệ điều hành khác nhau và vì vậy cách biểu diễn dữ liệu của chúng có thể rất khác nhau. Sự khác nhau trong cách biểu diễn dữ liệu có thể là độ dài khác nhau cho một kiểu dữ liệu, hoặc cách sắp xếp các byte khác nhau trong một kiểu nhiều byte, hoặc sử dụng bảng mã ký tự khác nhau. Ví dụ, một số nguyên có kiểu integer có thể biểu diễn bằng 2 byte, 4 byte, 8 byte, tuỳ theo thế hệ CPU, hệ điều hành và môi trường lập trình.
Chức năng của lớp biểu diễn dữ liệu là chuyển đổi các dạng biểu diễn dữ liệu khác nhau về cú pháp thành một dạng chuẩn, nhằm tạo điều kiện cho các đối tác truyền thông có thể hiểu được nhau mặc dù chúng sử dụng các kiểu dữ liệu khác nhau. Nếu như cách biểu diễn dữ liệu được thống nhất, chuẩn hóa, thì chức năng này không cần thiết phải tách riêng thành một lớp độc lập, mà có thể kết hợp thực hiện trên lớp ứng dụng để đơn giản hóa và nâng cao hiệu suất của việc xử lý giao thức. Đây chính là một đặc trưng trong các hệ thống bus trường.
v Lớp kiểm soát nối (session layer)
Lớp kiểm soát nối có chức năng kiểm soát mối liên kết truyền thông giữa các chương trình ứng dụng, bao gồm việc tạo lập, quản lý và kết thúc các đường nối giữa các ứng dụng đối tác.
v Lớp vận chuyển (transport layer)
Chức năng của lớp vận chuyển là cung cấp các dịch vụ cho việc thực hiện vận chuyển dữ liệu giữa các chương trình ứng dụng một cách tin cậy, bao gồm cả trách nhiệm khắc phục lỗi và điều khiển lưu thông. Nhờ vậy, các lớp trên có thể thực hiện các chức năng cao cấp mà không cần quan tâm tới cơ chế vận chuyển dữ liệu cụ thể.
v Lớp mạng (network layer)
Một hệ thống mạng diện rộng (ví dụ Internet hay mạng viễn thông) là sự liên kết của nhiều mạng tồn tại độc lập. Mỗi mạng này đều có một không gian địa chỉ và có một cách đánh địa chỉ riêng biệt, sử dụng công nghệ truyền thông khác nhau. Một bức điện đi từ đối tác A sang một đối tác B ở một mạng khác có thể qua nhiều đường khác nhau, thời gian, quãng đường vận chuyển và chất lượng đường truyền vì thế cũng khác nhau. Lớp mạng có trách nhiệm tìm đường đi tối ưu cho việc vận chuyển dữ liệu, giải phóng sự phụ thuộc của các lớp bên trên vào phương thức chuyển giao dữ liệu và công nghệ chuyển mạch dùng để kết nối các hệ thống khác nhau. Việc xây dựng và hủy bỏ các quan hệ liên kết giữa các nút mạng cũng thuộc trách nhiệm của lớp mạng.
v Lớp liên kết dữ liệu (data link layer)
Lớp liên kết dữ liệu có trách nhiệm truyền dẫn dữ liệu một cách tin cậy thông qua mối liên kết vật lý, trong đó bao gồm điều khiển việc truy nhập môi trường truyền dẫn và bảo toàn dữ liệu.
v Lớp vật lý (physical layer)
Lớp vật lý là lớp dưới cùng trong mô hình phân lớp chức năng truyền thông của một trạm thiết bị. Lớp này đảm nhiệm toàn bộ công việc truyền dẫn dữ liệu bằng phương tiện vật lý. Giao diện vật lý giữa một trạm thiết bị và môi trường truyền thông được mô tả như sau:
- Các chi tiết về cấu trúc mạng (bus, cây, hình sao,…).
- Chuẩn truyền dẫn (RS-485, IEC 1158-2, truyền cáp quang,…).
- Phương pháp mã hóa bit (NRZ, Manchester, FSK,…).
- Chế độ truyền tải (dải rộng/dải cơ sở/dải mang, đồngbộ/không đồng bộ).
- Các tốc độ truyền cho phép.
- Giao diện cơ học (phích cắm, giắc cắm,…).
Dựa theo mô hình phân cấp quen thuộc cho các công ty, xí nghiệp sản xuất đã giới thiệu ở chương 1; mạng truyền thông công nghiệp bao gồm: mạng bus trường (Fieldbus Network), mạng điều khiển (Control Network), mạng xí nghiệp (Plant Network) và mạng công ty.
vMạng bus trường (Fieldbus Network): là mạng số được thiết kế nhằm thay thế các tính hiệu analog truyền thống 4 – 20 mA. Fieldbus liên kết giữa các thiết bị trường như: các bộ chuyển đổi, cảm biến, cơ cấu tác động hay các bộ điều khiển. Nhiệm vụ của Fieldbus là chuyển dữ liệu quá trình lên cấp điều khiển để xử lý và chuyển quyết định điều khiển xuống các cơ cấu chấp hành. Vì vậy yêu cầu tính năng thời gian thực được đặt lên hàng đầu.
vMạng điều khiển (Control Network): kết nối giữa các máy tính điều khiển với các máy tính trên cấp điều khiển giám sát. Qua mạng này, các máy tính điều khiển có thể phối hợp hoạt động, cung cấp dữ liệu quá trình cho các trạm kỹ thuật và trạm giám sát; cũng như nhận mệnh lệnh, tham số điều khiển từ các trạm phía trên. Thông tin không những được trao đổi theo chiều dọc mà còn theo chiều ngang giữa các trạm kỹ thuật, trạm giám sát.
vMạng xí nghiệp (Plant Network): là một mạng LAN bình thường có chức năng kết nối các máy tính văn phòng thuộc cấp điều hành sản xuất với cấp giám sát. Ngoài ra, thông tin cũng được trao đổi mạnh theo chiều ngang giữa các máy tính thuộc cấp điều hành sản xuất.
vMạng công ty: nằm trên cùng trong mô hình phân cấp hệ thống truyền thông của một công ty sản xuất công nghiệp. Mạng công ty gần như là một mạng viễn thông hay một mạng máy tính diện rộng (WAN) kết nối các máy tính văn phòng của các xí nghiệp, cung cấp các dịch vụ trao đổi thông tin nội bộ, hội thảo từ xa qua điện thoại, cung cấp dịch vụ truy cập internet và thương mại điện tử ... .
2.4.3.5 Đầu vào ra phân tán
Là các điểm vào ra kết nối trực tiếp giữa các cơ cấu tác động với các cảm biến. Các cảm biến truyền những thay đổi vật lý xuất hiện trong quá trình sản xuất (nhiệt độ, áp suất ...) định dạng bằng tín hiệu số hay analog chuẩn 4 - 20 mA.
2.4.3.6 Thiết bị điều khiển
Đó là các hệ thống PLC, SCADA, DCS, các thiết bị điều khiển bằng máy tính, bằng vi điều khiển thực hiện chức năng điều khiển quy trình và hệ thống sản xuất .
2.4.3.7 Máy tính
Hệ thống các máy tính công nghiệp thu thập, xử lý, lưu trữ số liệu của máy móc và của quá trình sản xuất để điều khiển các quá trình cũng như để điều khiển từ PC.
2.4.3.8 Hệ thống điều khiển quá trình
Thực hiện các chức năng: xác định quá trình khởi động và khởi động lại, theo dõi tín hiệu, đồng bộ hoá thời gian, vận hành quá trình an toàn…
2.5 HỆ THỐNG CAD/CAM
Thiết kế nhờ máy tính - CAD (Computer Aided Design) là quá trình sử dụng có hiệu quả các máy tính nhằm giúp người thiết kế tạo ra, sửa đổi hoặc biên tập thành tài liệu các bản thiết kế. Các bản thiết kế có thể là sản phẩm, chi tiết, đồ gá, dụng cụ, mặt bằng phân xưởng, sơ đồ, hình vẽ họa tiết... Còn sản xuất nhờ máy tính - CAM (Computer Aided Manufacturing) là việc sử dụng các máy tính và công nghệ số trong lập kế hoạch, quản lý và điều hành sản xuất.
CAD/CAM được đánh giá là có nhiều tiềm năng để làm tăng cơ bản năng suất hơn bất kỳ sự phát triển nào khác kể từ khi con người phát minh ra điện. Trong thực tế kỹ thuật CAD/CAM được sử dụng bằng nhiều cách bởi nhiều người khác nhau. Có người dùng nó để tạo ra các bản vẽ và các tài liệu thiết kế. Những người khác thì dùng nó như là một công cụ nhìn bằng cách tạo ra các hình ảnh tô bóng và các hoạt cảnh. Nhóm người thứ ba có thể phân tích kỹ thuật trên các mô hình hình học, chẳng hạn như phân tích phần tử hữu hạn. Nhóm thứ tư có thể dùng nó để lập qui trình công nghệ và các chương trình gia công chi tiết điều khiển số – NC (Numerical Control).
Để xây dựng phạm vi và định nghĩa của CAD/CAM trong một môi trường kỹ thuật và nhận dạng các công cụ có liên quan hiện có và sẽ có, cần nghiên cứu một chu kỳ sản phẩm điển hình. Sản phẩm được bắt đầu bằng một nhu cầu được xác định trên cơ sở đòi hỏi của thị trường và khách hàng. Sản phẩm đi qua hai quá trình chính từ lúc tạo khái niệm thiết kế cho đến thành phẩm: quá trình thiết kế và quá trình sản xuất. Tổng hợp và phân tích là các quá trình con (subprocess) chủ yếu tạo thành quá trình thiết kế.
Quá trình con phân tích bắt đầu bằng việc tìm cách thể hiện các khả năng hoạt động, vận hành của sản phẩm được mong đợi. Phần này bao gồm mô hình hóa và mô phỏng thiết kế. Chất lượng của các kết quả và quyết định liên quan đến các hoạt động sau này như phân tích, tối ưu hóa và đánh giá thiết kế đều có quan hệ trực tiếp và bị giới hạn bởi chất lượng của mô hình thiết kế đã chọn. Người thiết kế có trách nhiệm đảm bảo tính đúng đắn của một mô hình. Một môi trường máy tính trong đó có thể khảo sát những phương án thiết kế khác nhau là lý tưởng để có những quyết định thiết kế tốt hơn trong những khoảng thời gian ngắn hơn. Một khi các chi tiết chủ yếu của bản thiết kế đã được xác định, giai đoạn đánh giá thiết kế bắt đầu. Có thể chế tạo trong phòng thí nghiệm hoặc xây dựng trong máy tính các mẫu đầu tiên để kiểm tra thiết kế. Các nguyên mẫu tạo bằng máy tính thường được sử dụng hơn vì chúng rẻ hơn và tạo ra nhanh hơn. Chúng cũng giúp người thiết kế xác định các kích thước khác chưa được phân tích. Người thiết kế cũng có thể lập bảng kê vật tư, cho dung sai và phân tích chi phí sản xuất. Giai đoạn cuối cùng của quá trình con phân tích là truyền thông và lập tài liệu thiết kế bao gồm việc chuẩn bị bản vẽ, báo cáo và các tài liệu cần thiết khác.
Các giai đoạn chính của quá trình sản xuất được trình bày ở hình 1.1. Quá trình này bắt đầu bằng việc lập qui trình công nghệ và kết thúc với sản phẩm thực. Qui trình công nghệ được xem như là xương sống của quá trình sản xuất vì nó xác định trình tự có hiệu quả nhất để chế tạo sản phẩm. Đầu ra của việc lập qui trình công nghệ là một kế hoạch sản xuất, tiếp nhận dụng cụ, bảng kê vật tư và lập trình máy. Các yêu cầu sản xuất đặc biệt khác như thiết kế đồ gá đều được lập kế hoạch.
Lập qui trình công nghệ đối với quá trình sản xuất thì tương tự như quá trình tổng hợp đối với quá trình thiết kế. Nó có liên quan đến kinh nghiệm và các quyết định định tính của con người. Điều này làm khó khăn cho việc máy tính hóa. Tuy nhiên lập qui trình công nghệ nhờ máy tính CAPP (Computer Aided Process Planning) đã có những bước tiến bộ đáng kể.
Một khi giai đoạn lập qui trình công nghệ hoàn tất, giai đoạn sản xuất thực tế bắt đầu. Các chi tiết đã sản xuất được kiểm tra và thường là phải đạt được các yêu cầu kiểm tra (bảo đảm) chất lượng tiêu chuẩn nào đó. Các chi tiết nào qua được khâu kiểm tra, được lắp ráp, đóng gói, dán nhãn và vận chuyển đến khách hàng. Phản hồi của thị trường thường là rất có giá trị nhằm nâng cao chất lượng, uy tín của sản phẩm và được thể hiện bằng một chu kỳ sản phẩm kiểu vòng lặp như trình bày ở hình 1.1.
Hình 2.8: Thực hiện một quá trình CAD điển hình
trong một hệ thống CAD/CAM.
Quá trình CADlà một tập hợp con của quá trình thiết kế. Tương tự, quá trình CAM là một tập hợp con của quá trình sản xuất. Việc thực hiện quá trình CAD trong các hệ thống hiện thời theo lưu đồ tổng quát được trình bày ở hình 2.8. Khi mà thiết kế sơ bộ được cụ thể hóa trong đầu người thiết kế, một mô hình hình học được xác định thông qua giao diện người sử dụng được phần mềm thích hợp cung cấp. Lựa chọn một mô hình hình học cho CAD thì tương tự như lựa chọn một mô hình toán học cho phân tích kỹ thuật. Việc lựa chọn này phụ thuộc trực tiếp vào loại phân tích cần thực hiện. Ví dụ phân tích phần tử hữu hạn đòi hỏi một mô hình khác với phân tích động học.
Một mô hình hình học hợp lý được tạo nên bởi hệ thống CAD/CAM thông qua biên dịch việc xác định mô hình này. Bộ biên dịch có chức năng chuyển đầu vào của người thiết kế thành dạng cơ sở dữ liệu thích hợp. Để áp dụng phân tích kỹ thuật cho mô hình hình học, hệ thống cung cấp các giải thuật giao diện để lấy ra những dữ liệu cần thiết từ cơ sở dữ liệu của mô hình nhằm thực hiện việc phân tích phần tử hữu hạn, các giải thuật này tạo thành bộ phần mềm mô hình hóa phần tử hữu hạn của hệ thống. Thử nghiệm và đánh giá thiết kế có thể đòi hỏi phải thay đổi mô hình hình học trước khi kết thúc công việc này. Khi bản thiết kế cuối cùng đã xong công việc vẽ và chi tiết hóa mô hình bắt đầu, tiếp theo là lập tài liệu kỹ thuật và tạo các bản vẽ. Bảng 2.1 Liên hệ các công cụ của CAD với các giai đoạn khác nhau của quá trình thiết kế.
Bảng 2..1: Các công cụ CAD cần thiết để hỗ trợ quá trình thiết kế.
|
Giai đoạn thiết kế |
Các công cụ CAD cần thiết |
|
Tạo khái niệm thiết kế |
Các kỹ thuật mô hình hóa hình học; các trợ giúp; thao tác hình ảnh hóa đồ họa. |
|
Mô hình hóa và mô phỏng thiết kế |
Tương tự như trên; tạo hoạt hình; các chương trình lắp ráp; bộ chương trình mô hình hóa đặc biệt. |
|
Phân tích thiết kế |
Các bộ chương trình phân tích; các chương trình và bộ chương trình được thương mại hóa. |
|
Tối ưu hóa thiết kế |
Các ứng dụng được thương mại hóa; tối ưu hóa kết cấu. |
|
Đánh giá thiết kế |
Xác định kích thước; dung sai; bảng kê vật tư; NC |
|
Truyền thông và lập tài liệu thiết kế |
Vẽ và chi tiết hóa; các ảnh tô bóng |
Cốt lõi của các công cụ CAD là mô hình hóa hình học và các ứng dụng đồ họa. Các trợ giúp như màu, các dạng khung, các phép biến đổi hình học tạo điều kiện dễ dàng hơn để xây dựng các cấu trúc mô hình hình học. Các thao tác biến đổi mô hình trong không gian làm cho mô hình được nhìn thấy rõ hơn. Hình ảnh hóa đạt được nhờ các ảnh được tô bóng và các ứng dụng hoạt hình. Chúng hỗ trợ tạo khái niệm thiết kế, truyền thông và kiểm tra nhiễu trong một số trường hợp.
Các công cụ mô hình hóa và mô phỏng thiết kế rất đa dạng và được cung cấp trong những bộ chương trình phân tích. Các công cụ CAD để tối ưu hóa cũng có sẵn. Một số chương trình mô hình hóa phần tử hữu hạn - FEM (Finite Element Modeling) cung cấp vài loại tối ưu hình dạng và cấu trúc. Các công cụ CAD để đánh giá thiết kế thường có chức năng định kích cỡ của mô hình sau khi phân tích nhằm đảm bảo tính công nghệ trong kết cấu chẳng hạn như thay đổi dần kích thước để tránh tập trung ứng suất. Phân tích dung sai, lập bảng kê vật tư, khảo sát tác động của quá trình chế tạo lên thiết kế bằng các sử dụng các bộ chương trình NC cũng là những công cụ có giá trị, luôn luôn sẵn sàng cho người thiết kế.
Thực hiện quá trình CAM trong hệ thống CAD/CAMđược trình bày ở hình 2.9. Mô hình hình học được phát triển trong suốt quá trình CAD tạo thành cơ sở của các hoạt động CAM. Các hoạt động CAM khác nhau có thể đòi hỏi thông tin CAD khác nhau. Các giải thuật giao diện thường được sử dụng để lấy ra thông tin đó từ các cơ sở dữ liệu CAD. Trong trường hợp lập qui trình công nghệ, các đặc điểm được sử dụng trong gia công (ví dụ: các lỗ, rãnh,v.v...) phải được nhận biết để việc lập kế hoạch sản xuất có hiệu quả. Các chương trình NC cùng với các yêu cầu về dụng cụ và đồ gá đều từ việc lập qui trình công nghệ mà ra. Một khi các chi tiết được chế tạo, có thể dùng phần mềm CAD để kiểm tra chúng bằng cách đặt chồng ảnh của chi tiết thật lên ảnh gốc được lưu trữ trong cơ sở dữ liệu của mô hình. Sau khi qua kiểm tra, phần mềm CAM có thể được sử dụng để chỉ dẫn các hệ thống người máy lắp ráp các chi tiết để tạo thành sản phẩm cuối cùng.
|
Bảng 2.2 liên hệ các công cụ CAM với các giai đoạn của quá trình sản xuất. Các ngôn ngữ lập trình chi tiết khác nhau được hỗ trợ bởi phần lớn các phần mềm CAM và chúng thường là APT, COMPACT II, SPLIT... Phần mềm kiểm tra sử dụng các máy đo tọa độ CMM (Coordinate Measuring Machine) để so sánh các tọa độ của chi tiết thực với các tọa độ của cơ sở dữ liệu chủ. Phần mềm cho người máy hỗ trợ mô phỏng người máy, lập trình ngoại tuyến (offline), xử lý hình ảnh và các ứng dụng nhìn.
Bảng 2.2: Các công cụ CAM cần thiết để hỗ trợ quá trình sản xuất
|
Giai đoạn sản xuất |
Các công cụ CAM cần thiết |
|
Lập trình chi tiết
Kiểm tra Lắp ráp |
Các kỹ thuật CAPP; phân tích chi phí sản xuất; xác định nhu cầu vật tư và dụng cụ, lập trình NC . Phần mềm kiểm tra. Mô phỏng và lập trình máy. |
2.6 SO SÁNH HỆ THỐNG TỰ ĐỘNG HOÁ TÍCH HỢP TOÀN DIỆN CHO CÁC DOANH NGHIỆP VỚI CÁC MÔ HÌNH HIỆN CÓ TRÊN THẾ GIỚI
Các thành phần chi tiết của hệ thống TĐHTHTD vừa được xây dựng- mô hình BK-TIAS được so sánh với các mô hình phổ biến của thế giới đã được trình bày ở chương 1 theo bảng 2.3 dưới đây. Ký hiệu có trong dấu [ ] thể hiện các chức năng có thêm của các mô hình thế giới (viết tắt là MH).
[1]: quản lý chuyền cung ứng-SCM
[5]: quản lý chuyền cung ứng-SCM, quản lý quan hệ khách hàng-CRM
[6]: quản lý thông tin sản phẩm-PIM
[7]: quản lý quan hệ khách hàng-CRM
[8]: điều độ lập kế họach nâng cao-APS
Bảng 2.3: so sánh mô hình BK-TIAS và các mô hình hiện có trên thế giới:
|
TT |
Mô hình BK_TIAS |
MH1 |
MH2 |
MH3 |
MH4 |
MH5 |
MH6 |
MH7 |
MH8 |
MH9 |
|
1 |
Hệ thống hoạch định nguồn lực doanh nghiệp -ERP |
x |
x |
x |
x |
x |
x |
x |
x |
x |
|
2 |
Hệ thống điều hành sản xuất -MES |
x |
x |
x |
x |
x |
x |
x |
x |
x |
|
2,1 |
Giao diện hệ thống hoạch định |
x |
|
|
|
|
|
|
|
|
|
2,2 |
Xử lý đơn hàng |
|
|
|
|
x |
|
|
|
|
|
2,3 |
Các trạm làm việc |
x |
|
|
|
x |
|
|
|
|
|
2,4 |
Quản lý vật tư/ bán thành phẩm |
|
|
|
|
|
|
x |
|
x |
|
2,5 |
Quản lý dòng vật tư / bán thành phẩm |
|
|
|
|
|
|
|
|
|
|
2,6 |
Thu thập dữ liệu |
x |
|
|
|
x |
|
|
|
|
|
2,7 |
Quản lý ngoại lệ |
x |
|
|
|
x |
x |
x |
|
x |
|
2,8 |
Kiểm soát quá trình bằng thống kê |
x |
|
|
|
x |
|
|
|
|
|
2,9 |
Quản lý bảo trì |
x |
|
|
|
x |
|
|
|
x |
|
2,1 |
Quản lý thời gian và chấm công |
|
|
|
|
x |
|
|
|
|
|
2,11 |
Quản lý dữ liệu sản phẩm |
x |
|
|
|
|
x |
x |
x |
|
|
2,12 |
Quản lý dữ liệu và hiệu năng quá trình |
x |
|
|
|
x |
|
|
|
|
|
2,13 |
Quản lý nhà cung cấp |
|
|
|
|
x |
|
|
|
|
|
2,14 |
Quản lý lý lịch sản phẩm |
x |
|
|
|
x |
|
|
|
|
|
2,15 |
Quản lý thông tin lao động |
x |
|
|
|
x |
|
|
|
x |
|
2,16 |
Quản lý chất lượng |
|
|
|
|
x |
|
|
|
x |
|
2,17 |
Điều độ |
x |
|
|
|
x |
|
|
|
|
|
2,18 |
Quản lý tài liệu |
x |
|
|
|
x |
|
|
|
|
|
3 |
Hệ thống điều khiển-DCS |
x |
x |
x |
x |
x |
x |
x |
x |
x |
|
3,1 |
Phần mềm công nghiệp |
x |
x |
|
|
x |
|
|
|
|
|
3,2 |
Giao diện người - máy |
x |
x |
|
|
x |
|
|
x |
|
|
3,3 |
Mạng truyền thông |
x |
x |
|
|
x |
|
x |
x |
|
|
3,4 |
Thiết bị điều khiển |
x |
x |
|
|
x |
|
|
|
|
|
3,5 |
Đầu vào ra phân tán |
x |
x |
|
|
x |
|
x |
|
|
|
3,6 |
Máy tính |
x |
x |
|
|
x |
|
|
|
|
|
3,7 |
Hệ thống điều khiển quá trình |
x |
x |
|
|
x |
|
|
x |
|
|
|
|
[1] |
|
|
|
[5] |
[6] |
[7] |
[8] |
|
2.7 TÍCH HỢP CAD/CAM VỚI CÁC HỆ THỐNG QUẢN LÝ
Doanh nghiệp mới bắt đầu với một ý tưởng để phát triển một sản phẩm mới. Bản thiết kế của sản phẩm mới này đi từ thiết kế sơ bộ đến thiết kế chi tiết. Nhiều đặc tính của sản phẩm có thể được phân tích mà không cần các hình mẫu vật lý đắt tiền. Một khi bản thiết kế đã được phê duyệt, có thể bắt đầu sản xuất sản phẩm này theo bản vẽ của quá trình sản xuất bao gồm dụng cụ, đồ gá. Quy trình sản xuất có thể được ban hành bởi CAPP bao gồm các đặc tính như kỹ thuật cạnh tranh và bản thiết kế để chế tạo DFM. Các chương trình chi tiết dùng cho máy CNC được sinh ra bởi hệ thống CAM. Hình 2.10 giải thích các mối quan hệ tồn tại giữa thiết kế và hoạt động chế tạo trong một nhà máy sản xuất tích hợp nhờ máy tính.
Hình 2.10: Quan hệ giữa thiết kế và chế tạo trong một hệ thống
tự động hoá sản xuất tích hợp toàn diện.
Một khi việc sản xuất các chi tiết đang diễn ra thì các chi tiết có thể được kiểm tra bởi hệ thống CAQ như máy đo toạ độ và các đầu đo trong magazin dụng cụ của máy CNC. Chung cho tất cả các hoạt động đó là các dữ liệu để làm ra sản phẩm như các dữ liệu hình học được lưu giữ trong cơ sở dữ liệu CAD được yêu cầu để chuẩn bị các chương trình chi tiết CNC và các chương trình CAD. Hình 2.11 cho thấy cái nhìn tổng thể của một nền sản xuất dựa trên cơ sở máy tính.
Hình 2.11: Quản lý sản xuất trong một hệ thống
tự động hoá sản xuất tích hợp toàn diện.
Việc sản xuất được dẫn dắt bởi một hệ thống điều độ lập kế hoạch tổng thể-MPS. Đây là kế hoạch về yêu cầu đối với các sản phẩm khác nhau của nhà máy trong một tương lai gần (1 đến 6 tháng) dựa trên các đơn hàng đã duyệt hoặc các dự báo. Phần mềm hoạch định sản xuất dựa trên cơ sở máy tính như MRPII, JIT, nhưng chung cho tất cả là việc sử dụng cơ sở dữ liệu bao gồm tất cả các thông tin yêu cầu như biên lai vật tư-BOM, đường đi, hàng tồn kho, giá thành, khách hàng...Hệ thống hoạch định sản xuất dựa trên cơ sở máy tính này tạo ra các kế hoạch sản xuất chi tiết hoá-PPLAN cho tất cả các trạm làm việc. Cũng cơ bản như vậy, nó tạo ra các lịch trình cho các máy CNC thông qua giao diện với hệ thống MES. Hệ thống MES sẽ điều hành quá trình sản xuất cho đến khi sản phẩm cuối cùng được đóng gói đúng hạn và gửi tới khách hàng theo thời hạn đã hứa.
Sự phối hợp của CAD/CAM đòi hỏi phải có ERP (hay MRPII). Trái tim của môi trường chế tạo được phối hợp là sự hoạch định nguồn lực doanh nghiệp-ERP hay hoạch định nguồn lực sản xuất-MRPII, bởi vì một kế hoạch kinh doanh tuyệt vời không thể đạt được nếu không có sự hổ trợ tuyệt hảo của hoạch định nguồn lực doanh nghiệp. Tiêu biểu cho mối quan hệ này được thể hiện ở hình 2.12.
Tóm lại, một hệ thống tự động hoá sản xuất tích hợp toàn diện có ý nghĩa đầy đủ nhất phải bao gồm tất cả các mối quan hệ giữa thiết kế, chế tạo và quản lý sản xuất. Hệ thống tự động hoá sản xuất tích hợp toàn diện có thể được áp dụng ở mức độ nhỏ là trong một phân xưởng sản xuất, ở mức độ lớn hơn là trong một nhà máy, và cao nhất là trong toàn bộ một công ty.
Hình 2.12: Quan hệ giữa thiết kế,chế tạo và quản lý sản xuất
trong một hệ thống tự động hoá sản xuất tích hợp toàn diện.









