THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT TẤM ĐẾ ĐH BÁCH KHOA ĐÀ NẴNG

NỘI DUNG ĐỒ ÁN
CHƯƠNG 1 THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT TẤM ĐẾ ĐH BÁCH KHOA ĐÀ NẴNG
PHÂN TÍCH ĐIỀU KIỆN LÀM VIỆC VÀ ĐIỀU KIỆN KỸ THUẬT CHI TIẾT CỦA SẢN PHẨM
1.1 Giới thiệu tổng quan về tấm đế:
1.1.1 Cấu tạo tấm đế:
- Tấm đế là một dạng chi tiết dạng hộp dùng để lắp các đơn vị lắp (nhóm, cụm, bộ phận) của các chi tiết khác lắp trên nó tạo thành một bộ phận máy nhằm thực hiện một nhiệm vụ động học nào đó của toàn máy.
1.1.2 Phạm vi sử dụng:
- Hiện nay trong ngành chế tạo máy tấm đế được sử dụng rộng rãi. Được làm bằng thép C45 tấm đế có khả năng chịu được tải trọng lớn, chịu được mài mòn phù hợp với các chi tiết dạng hộp để dễ dàng tháo lắp. Ngoài ra phạm vi sử dụng tấm đế còn được dùng để gá đặt các thiết bị đo lường cơ khí đảm bảo được độ cứng vững cũng như chính xác về vị trí tương quan giữa từng bộ phận. Tuy nhiên để đạt được độ chính xác và tính công nghệ đó thì yêu cầu gia công cần đạt được độ chính xác cao: độ bóng bề mặt, độ không vuông góc giữa tâm lỗ với mặt phẳng, độ song song giữa các lỗ.
1.1.3 Tính công nghệ tấm đế:
-Tấm đế có 6 lỗ Ø8 dùng để lắp ghép với các bộ phận khác thông qua mối lắp ghép ren.
- Mặt phẳng A trên của tấm đế để lắp ráp với một mặt phẳng khác được gia công đạt được độ bóng cao nên ít gây ma sát, đảm bảo được sự liên kết chặt chẽ, không có khe hở.
- Hai rãnh chữ U dùng để lắp ráp và định vị. Được gia công có gờ nhằm giữ cho 2 chi tiết không có sự dịch chuyển tương đối nhau.
- Hai lỗ Ø14 dùng để kẹp chặt hoặc có thể định vị cho chi tiết khi gá đặt.
=>Tóm lại chi tiết có dạng tấm với chiều dày và chiều rộng không lớn nên có thể dễ dàng gá đặt trên nhiều loại đồ gá khác nhau tạo điều kiện dễ dàng gia công trên nhiều máy cắt gọt khác nhau. Điều kiện làm việc của tấm đế là chịu tải trọng tĩnh và ít bị mài mòn nên dùng thép C45 vừa đạt được yêu cầu vừa đạt được tính kinh tế. Để đảm bảo được các điều kiện đặt ra, yêu cầu tấm đế phải đạt được độ cứng vững cao. Các cấp chính xác, độ bóng, độ song song giữa đường tâm và mặt đáy, độ vuông góc giữa các bề mặt, dung sai của các bề mặt phải đảm bảo theo yêu cầu.
1.2. Yêu cầu kỹ thuật của tấm đế cần gia công:
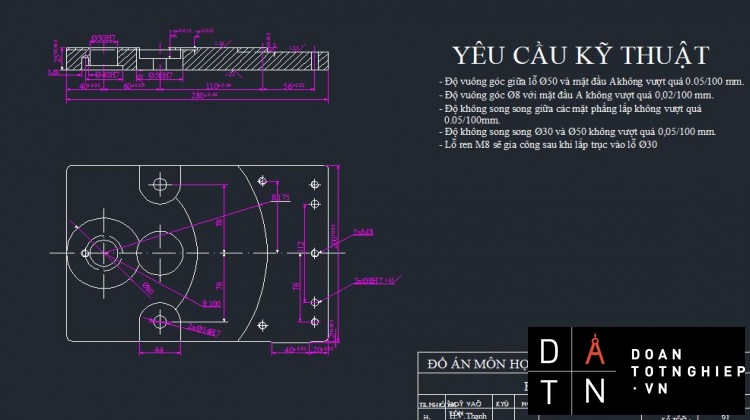
1.2.1 Yêu cầu kỹ thuật:
- Độ vuông góc giữa tâm lỗ Æ50 và mặt đầu A < 0.05/100.
- Độ vuông góc giữa tâm lỗ Æ8 với mặt đầu A < 0.02/100.
- Độ không song song giữa các mặt phẳng lắp < 0.05/100.
- Độ không song song giữa các mặt phẳng lắp < 0.05/100.
- Lỗ ren M8 sẽ gia công sau khi lắp trục vào lỗ Æ30.
- Góc lượn chưa ghi kích thước có R= 3mm.
Từ bản vẽ chi tiết và các yêu cầu kỹ thuật trên ta thấy:
-Chi tiết gia công là tấm đế: cần gia công mặt phẳng A, các rãnh, gờ và các lỗ Æ8 có độ chính xác cao. Vật liệu bằng thép C45, giá thành rẻ.
-Chi tiết cần gia công có yêu cầu độ bóng, độ chính xác vị trí tương quan giữa các bề mặt tương đối cao.
-Chi tiết có tính đối xứng, hình dạng chi tiết không quá phức tạp nên có tính công nghệ cao.
-Kết cấu chi tiết không quá phức tạp và yêu cầu kỹ thuật tương đối. Ta có bản vẽ chi tiết như sau.
Hình 1: Bản vẽ chi tiết tấm đế.
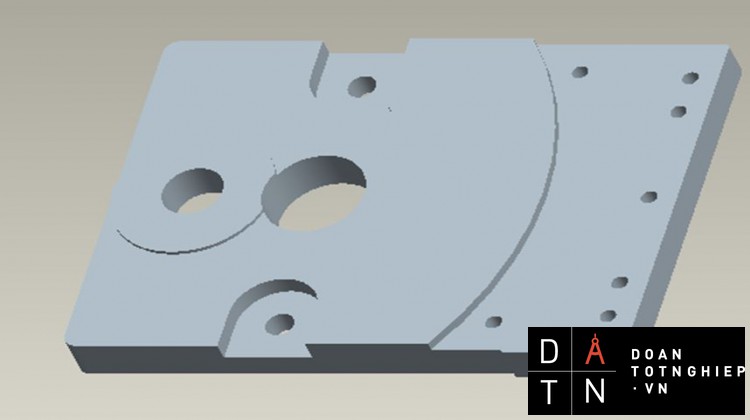
1.2.2.Mô phỏng chi tiết gia công:
1.2.3 Vật liệu chế tạo tấm đế:
-Chi tiết làm bằng thép C45 có những tính chất sau:
|
C |
Si |
Mn |
S |
P |
Ni |
Cr |
|
0.4-0.5 |
0.17-0.37 |
0.5-0.8 |
0.045 |
0.045 |
0.3 |
0.3 |
-Cơ tính của thép C45:
|
Mác thép |
Giới hạn chảy, σch kG/mm2 |
Độ bền kéo,σb kG/mm2 |
Độ giãn dài tương đối, δs,% |
Độ thắt tương ψ,% |
Độ dai va đập, ak kGm/mm2 |
Độ bền HB
|
|
|
Thép cán nóng |
Thép ủ |
||||||
|
C45 |
36 |
61 |
16 |
40 |
5 |
229 |
197 |
-Đặc điểm chi tiết dạng hộp: thường có hình dạng phức tạp với thành vách xung quanh. Trên hộp có phần lớn bề mặt cần gia công với độ chính xác khác nhau và cũng có một số mặt phẳng không phải gia công. Đặc biệt trên hộp có hệ lỗ có vị trí tương quan chính xác và cũng có một số lượng các lỗ nhỏ để kẹp chặt các chi tiết khác lên hộp. Các lỗ trên hộp chia làm 2 loại:
-Lỗ chính xác lắp ghép với ỗ đỡ gọi là lỗ chính.
-Lỗ không chính xác dùng để kẹp chặc các chi tiết gọi là lỗ phụ.
-Chi tiết làm việc trong điều kiện rung động và tải trọng thay đổi.
-Về mặt kết cấu, chi tiết tấm đế có dạng đối xứng, hình dạng của chi tiết không phức tạp nên có tính công nghệ cao, bản vẽ chi tiết đã đủ các hình chiếu và các mặt bên nên nhìn vào bản vẽ ta có thể hình dung được chi tiết yêu cầu.
-Theo kết cấu của chi tiết cho phép ta dùng phương pháp gia công tự động đạt kích thước và cho năng suất cao, chế độ gia công không bị kết cấu của chi tiết hạn chế.
-Kết cấu của chi tiết đơn giản và điều kiện kỹ thuật không cao lắm nên có thể thực hiện phương pháp tạo phôi như : phôi rèn; phôi dập: phôi đúc…
-Từ những nhận xét trên và bề mặt làm việc của lỗ nên trong quá trình chọn chuẩn phải chú ý là chọn chuẩn tinh để để gia công lỗ đạt yêu cầu về dung sai, độ chính xác, vị trí tương quan…
CHƯƠNG 2
XÁC ĐỊNH DẠNG SẢN XUẤT
-Sản lượng hàng năm: 4000 chiếc/năm.
Để xác định dạng sản xuất, ta dùng công thức:
N = N1.m (1+) [TKĐA CNCTM]
N: Số chi tiết sản xuất hàng năm
N1: Số sản phẩm được sản xuất trong một năm
N1= 5000 chiếc/năm
m: Số chi tiết trong một sản phẩm; m=1
a: Phế phẩm trong xưởng rèn dập a =(3-:-6) %
β: Số chi tiết tạo thêm để dự trữ. Chọn β= 6%
Suy ra: Vậy N = 4000.1(1 +) =4400 (chiếc/năm)
-Xác định khối lượng chi tiết:
Trong đó: Q- Khối lượng của chi tiết
V- Thể tích của chi tiết
khối lượng riêng của vật liệu làm chi tiết.
Ta dung phần mền Pro ENGINEER 5.0 để tính V bằng cách làm như sau:
Khi vẽ mô phỏng chi tiết bằng phần mềm Pro ENGINEER 5.0 xong ta vào Analysis Model Mass properties xuất hiện hộp thoại mass properties nhập khối lượng riêng vật liệu vào ô Density chọn chế độ xem trước để hiện thị kết quả.
Nên từ đó ta có V0,11 dm3
-Vậy khối lượng của chi tiết cần gia công:
=0,11x7,852=0.86 (kg)
-Với trọng lượng của chi tiết như đã tính ở trên và sản lượng hằng năm 4000 chiếc/năm , ta tra bảng 2 [TKĐA CNCTM], ta suy ra dạng sản xuất của chi tiết tấm đế cần gia công là hàng loạt vừa.
- Đặc điểm của dạng sản xuất này:
- Sản lượng hàng năm không quá ít
- Sản lượng tương đối ổn định
- Chu kỳ chế tạo được xác định
- Dùng máy vạn năng và đồ gá chuyên dùng.
...................................
CHƯƠNG 3
LỰA CHỌN PHƯƠNG PHÁP CHẾ TẠO PHÔI
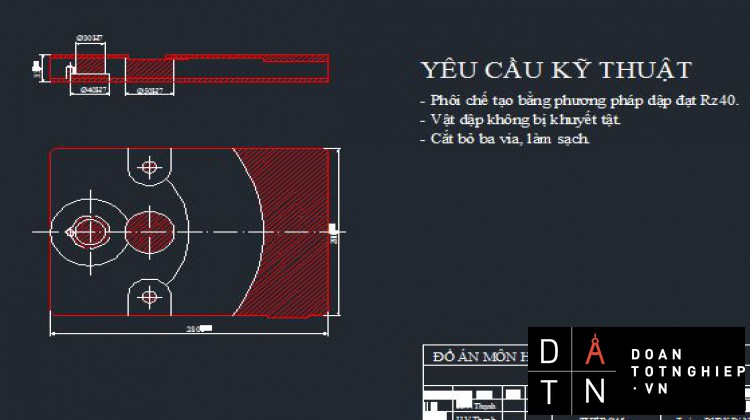
-Vật liệu chế tạo phôi là thép C45, nên ta có nhiều phương pháp chế tạo phôi để chọn như : phôi rèn, phôi dập, phôi đúc…
-Qua phân tích chi tiết ta thấy, chi tiết có kết cấu đơn giản, nhiều mặt phẳng đối xứng nhau, kích thước nhỏ, thêm vào đó là dạng sản xuất hàng loạt vừa và vật liệu chế tạo chi tiết là thép C45, nên ta chọn phương pháp chế tạo phoi là phương pháp dập nóng. Hình dạng chi tiết đơn giản nên ta chọn phương pháp có lòng khuôn kín.
-Ưu, nhược điểm của phương pháp dập nóng:
*Ưu điểm:
+/ Năng suất cao, dễ cơ khí hóa, tự động hóa.
+/ Vật dập có độ chính xác và độ nhẵn bề mặt cao.
+/ Kim loại có tổ chức dạng thớ sợi đáp ứng được yêu cầu về tải trọng.
+/ Kim loại sau khi dập có tổ chức sít chặt, cơ tính cao hơn.
+/ Có thể khắc phục được một số khuyết tật như rỗ tế vi, rỗ co, …
+/ Năng xuất lao động cao, giá thành sản xuất thấp khi sản lượng lớn.
*Nhược điểm:
+/ Khi dập kim loại bị xô lệch mạng tinh thể, dễ bị biến cứng do đó đòi hỏi kim loại có tính dẻo cao, sau khi gia công cần phải ủ mềm, …
+/ Khối lượng vật dập trong khuôn hạn chế.
+/ Khó gia công các phôi có khối lượng lớn, hình dáng phức tạp.
+/ Giá thành chế tạo khuôn dập cao.
+/ Thiết bị tạo lực cần phải có khối lượng lớn, độ cứng và độ chính xác cao.
+/ Vốn đầu tư trang thiết bị lớn.
+/ Khi số lượng sản xuất ít thì hiệu quả kinh tế thấp.
-Vật liệu chế tạo phôi là thép C45 nên ta chọn phương pháp dập thể tích ở trạng thái nóng, dập trên máy ép trục khuỷu.
* Bản vẽ lồng phôi:
CHƯƠNG 4
THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT
4.1 Phân tích các đặc bề mặt làm chuẩn công nghệ:
Dựa vào các thông số và yêu cầu về dung sai, độ nhám,… ta phân tích các đặc điểm kỹ thuật của từng bề mặt như sau:
- Mặt đáy: Mặt đáy của chi tiết là bề mặt ta dùng làm chuẩn định vị, độ nhám Ra=1,25 nên ta phải gia công chính xác, đạt cấp chính xác IT7. Có các phươong pháp gia công như phay tinh bằng dao phay mặt đầu, phay tinh mỏng bằng dao phay trụ, bào tinh…
- Mặt đầu: Là bề mặt mà các chi tiết khác đặt lên nó, độ nhám Ra=1,25. Có các phương pháp gia công như phay tinh bằng dao phay mặt đầu, phay tinh mỏng bằng dao phay trụ, bào tinh…
- Các lỗ Æ8, Æ30, Æ40 là các bề mặt làm việc chính của tấm đế, để lắp ghép các chi tiết khác lên nó, độ nhám yêu cầu Ra=1,25 đạt cấp chính xác IT6 ta có thể dùng phương pháp doa tinh bằng dao doa 1 lưỡi hoặc nhiều lưỡi, chuốt tinh…
- Hai lỗ Æ14 gia công đạt cấp chính xác IT7 để dùng làm chuẩn tinh phụ bằng phương pháp doa tinh bằng dao doa 1 lưỡi hoặc nhiều lưỡi, chuốt tinh…
...................................
Trong đó :
W : lực kẹp cần thiết.
Pz: lực cắt.
f1: hệ số ma sát giữa mỏ kẹp và chi tiết (chọn f1 = 0,15).
f2: hệ số ma sát giữa mặt chuẩn của chi tiết và chi tiết định vị (mặt tinh nên ta chọn f2= 0,15).
K: hệ số an toàn.
K=K0.K1.K2.K3.K4.K5.K6
K0: hệ số an toàn cho tất cả các trường hợp( K0=1,5).
K1: hệ số tính đến lượng dư không đều (K1=1,0).
K2: hệ số tăng lực cắt khi mòn dao (K2=1,5).
K3: hệ số tăng lực cắt khi gia công gián đoạn (K2=1,2).
K4: hệ số tính đến nguồn sinh lực không ổn định (K4=1,0).
K5: hệ số kể đến vị trí tay quay của cơ cấu kẹp thuận lợi hay không thuận lợi(K5= 1,0).
K6: hệ số tính đến mô men làm lật phôi quanh điểm tựa( K6=1,5).
Vậy hệ số an toàn:
K = 1,5 ´ 1,0 ´ 1,5 ´ 1,2 ´ 1,0 ´ 1 ´ 1,5 = 4,05.
Ta có:
PZ =
Theo bảng 3-5 sách chế độ cắt khi gia công cơ:
Cp = 825 ; Xp = 1,0 ; Yp = 0,75 ; Up = 1,1; Wp = 0,2; q p = 1,3
Theo bảng 12-1 Sách chế độ cắt khi gia công cơ:
Kp = Kmp = = = 0,96
Thay vào công thức:
PZ = .
Suy ra:
W = .
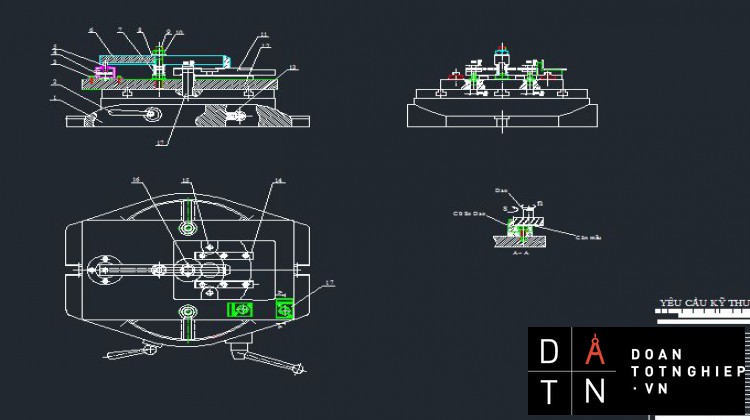
b. Chọn cơ cấu kẹp và tính toán nguồn sinh lực.
* Tính toán nguồn sinh lực:
Cơ cấu kẹp có: L2=187 mm; L1=176mm
Theo sơ đồ ta có: 2.W.L2=Q.L1
Q=W.L2/L1 =1040.187/176 = 1105 N =110,5(KG)
Vì xilanh-pittong đã được tiêu chuẩn hóa, nên ta chọn trước đường kính của xilanh là D=40(mm)( trang 87 –trang bị công nghệ và cấp phôi tự động)
Tính áp suất khí nén lên piston: Q=.h với h= 0,85( hiệu suất kể đến mất mát vì ma sát giữa piston và xylanh, cán piston và vỏ).
P=4.Q/ π.D2.h= 4.110,5/ π.42.0,85=4,76(KG/cm2) = 4,76(atm)
c. Tính toán sai số chuẩn và sai số kẹp chặt.
εgđ = εc+ εk+ εct+ εm+ εđc (công thức 60/87 sách TK ĐA CNCTM)
Trong đó:
εc – sai số chuẩn, ta có εc= 0 (do chuẩn định vị trùng với gốc kích thước – công thức trong bảng 19/44 sách TK ĐA CNCTM)
εk – sai số kẹp chặt, do lực kẹp gây ra (vì phương của lực kẹp vuông gốc với chuẩn kích thước gia công ta có εk= 0μm)
εm – sai số mòn, do đồ gá bị mòn gây ra
Theo công thức 61/88 sách TK ĐA CNCTM ta có: εm= β.(μm)
Trong đó:
β – hệ số phụ thuộc vào kết cấu đồ định vị, ta chọn β= 0
N – số lượng chi tiết được gia công trên đồ gá, N= 4000
Nên ta có: εm= β.= 0.= 0 (μm)
εđc – sai số sinh ra trong quá trình lắp ráp và điều chỉnh đồ gá, ta lấy εđc= 5(μm)
εgđ – sai số gá đặt, ta lấy theo giá trị sai số gá đặt cho phép [εgđ]= (δ- dung sai nguyên công)
Nên [εgđ]= = = 10(μm)
[εct] – sai số chế tạo cho phép của đồ gá
Ta có: [εct] =
[εct] = = 8,66(μm)









