THIẾT KẾ CẢI TIẾN MÁY CÁN NHÔM
NỘI DUNG ĐỒ ÁN
LÝ DO CHỌN ĐỀ TÀI THIẾT KẾ CẢI TIẾN MÁY CÁN NHÔM
Gia công áp lực hay công nghệ tạo hình kim loại bằng áp lực là phương pháp gia công vật liệu dựa trên sự biến dạng dẻo, luôn thay đổi hình dạng trong suốt quá trình gia công để đạt được hình dạng, kích thước cuối cùng theo mong muốn, không có sự phá huỷ liên kết và bảo toàn thể tích của mình. Gia công áp lực chiếm một vị trí quan trọng với tỷ trọng ngày càng tang trong sảu xuất cơ khí và luyện kim. Bao gồm các phương pháp như đúc, rèn, hàn…, nhưng chủ yếu là được sản xuất theo công nghệ cán.
Ngày nay sản phẩm cán được sử dụng rất rộng rãi trong tất cả các ngành kinh tế quốc dân như: ngành chế tạo máy, cầu đường, công nghiệp ô tô, máy điện, xây dựng, quốc phòng. Sau khi qua quá trình gia công áp lực kim loại bị biến cứng làm giảm độ dẻo độ dai, hiện nay trên thế giới đang nghiên cứu các phương pháp biến dạng dẻo mãnh liệt để tạo ra các sản phẩm có độ cứng cao nhưng vẫn giữ được độ dẻo và độ dai. Có nhiều phương pháp biến dạng dẻo mãnh liệt được đề ra nhưng có một phương pháp mới được nghiên cứu là phương pháp cán kết hợp dao động ngang của trục cán, phương pháp này có thể được ứng dụng vào sản xuất hàng loạt trong công nghiệp để tạo ra sản phẩm cán có độ cứng nhưng không làm giảm độ dẻo, độ dai.
Đề tài nhằm nghiên cứu chế tạo máy cán kết hợp dao động ngang để tạo độ bền cao cho hợp kim nhôm Al-Mg-Si, sử dụng nguyên lý biến dạng dẻo kim loại của các phương pháp biến dạng dẻo mãnh liệt. do tính thiết thực và qua tìm hiểu của bản thân học viên rất tâm đắc lĩnh vực này nên chọn làm đề tài luận văn tốt nghiệp cao học.
Nội dung nghiên cứu, giới hạn đề tài.
Nguyên cứu chế tạo máy cán kết hợp rung động ngang để tạo độ bền cao phục vụ cho công nghệ cán kim loại, đề ra nguyên lý hoạt động của máy cán.
Nguyên cứu các yếu tố ảnh hưởng đến biến dạng dẻo của kim loại khi biến dạng dẻo mãnh liệt dưới các điều kiện khác nhau của hợp kim nhôm Al-Mg-Si.
Mở rộng nghiên cứu biến dạng của các kim loại khác khi chịu biến dạng dẻo mãnh liệt của phương pháp cán rung động ngang.
NHIỆM VỤ ĐỒ ÁN TỐT NGHIỆP
NỘI DUNG
Thiết kế và chế tạo : Máy Cán Nhôm
Với các yêu cầu sau:
- Máy cán nhôm tấm có chiều dày 5mm ( có kích thước 100x20x5 ) xuống còn 4mm.
- Năng suất máy: 4 tấm/1 phút
A/ PHẦN BẢN VẼ:
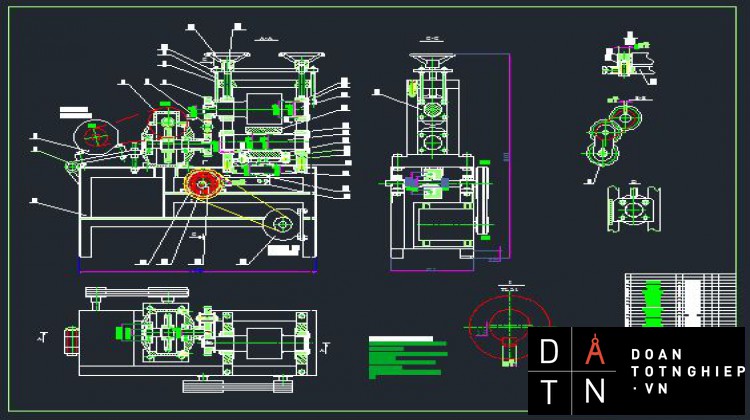
-Bản vẽ sơ đồ nguyên lý máy, điều khiển – A0.
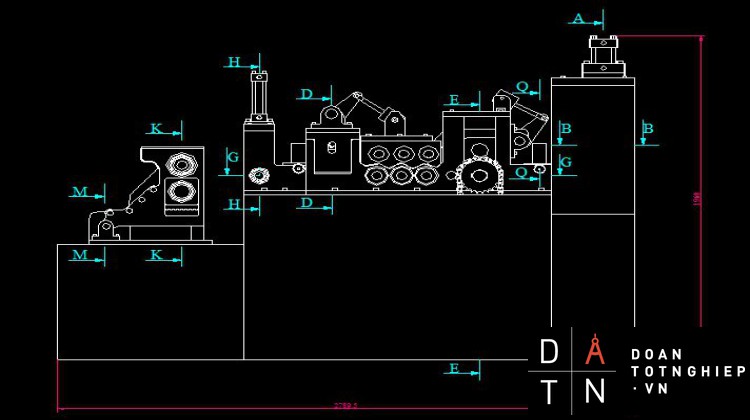
-Bản vẽ lắp kết cấu toàn máy – A0.
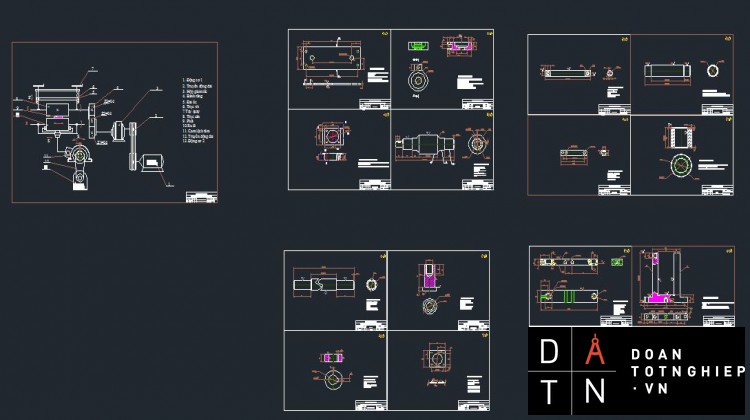
-Bản vẽ tách chi tiết A4 – A3 ( đóng vào thuyết minh).
-Bản vẽ sơ đồ nguyên công: do giáo viên phân công cho sinh viên.
B/ PHẦN THUYẾT MINH:
- Giới thiệu chung về các phương pháp cán hiện nay.
- Xây dựng nguyên lý hoạt động của máy.
- Tính toán các thông số động học máy.
- Thiết kế kết cấu máy.
- Biện luận QTCNGC cho chi tiết đã phân công như trên.
- Kết luận – Tài liệu tham khảo.
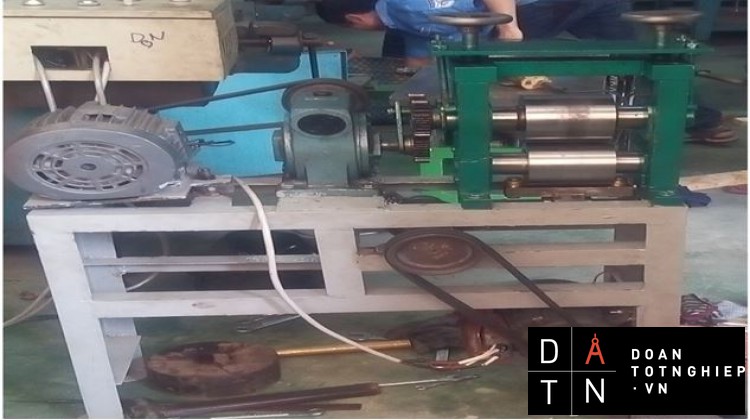
C/ PHẦN MÔ HÌNH:
Hoàn thành máy theo yêu cầu: theo các chỉ tiêu số liệu đã cho ở trên.
Mục Lục
|
|
|
|
Phần 1 Tổng Quan |
Trang |
|
1.1 Tổng quan chung về lĩnh vực nghiên cứu |
11 |
|
1.1.1 Các phương pháp gia công áp lực truyền thống |
13 |
|
1.1.2 Các phương pháp gia công biến dạng dẻo mãnh liệt |
14 |
|
1.2 Các kết quả nghiên cứu trong và ngoài nước 1.3 Máy cán và các qui ước chung 1.3.1 Cấu tạo 1.3.2 Phân loại máy cán 1.4 Sơ đồ nguyên lý |
19 19 20 21 25 |
|
Phần 2 Hướng Nghiên Cứu |
|
|
2.1 Nhận xét chung |
27 |
|
2.2 Hướng nghiên cứu của đề tài |
27 |
|
Phần 3 Cơ Sở Lý Thuyết |
|
|
3.1Các hiện tượng ảnh hưởng đến độ hạt của kim loại khi gia công biến dạng dẻo |
29 |
|
3.2 Các yếu tố ảnh hưởng loại khi gia công biến dạng đến độ hạt của kim dẻo |
32 |
|
|
|
|
Phần 4 Tính Toán Và Thiết Kế Kết Cấu Máy 4.1 Tính toán 4.2 Yêu cầu của máy |
34 40 |
Phần 5 Biện Luận Quy TRình CÔng Nghệ
5.1 Chi tiết Trục Cán 2 42
5.2 Chi tiết Ổ Đỡ Trục 58
5.3 Chi tiết Trục Cán 1 73
5.4 Chi tiết Đầu Nối 2 95
Phần 6 Kết Luận – Tài Liệu Tham Khảo
6.1 Nhận xét đánh giá máy 114
6.2 Hướng dẫn sử dụng và bảo quản 114
6.3 Tài liệu tham khảo 116
Phần 1 Tổng Quan
1.1 Tổng quan chung về lĩnh vực nghiên cứu:
Hình ảnh máy cán nhôm :
.............................
1.1.1 Các phương pháp gia công áp lực truyền thống:
Gia công kim loại bằng áp lực thực chất là lợi dụng tính dẻo của kim loại để làm thay đổi hình dạng, kích thước của kim loại dưới tác dụng của ngoại lực. So với phương pháp đúc, gia công biến dạng kim loại tạo ra sản phẩm có độ bền cao hơn, chịu lực tốt hơn, độ chính xác, độ bóng bề mặt cao hơn, tiết kiệm kim loại và năng suất lao động cao hơn. Trong năm 2012, sản phẩm thép chưa qua gia công toàn cầu đạt 1.54 tỷ tấn. Điều này kéo theo việc sử dụng một số lượng lớn các phương pháp gia công cho các loại vật liệu nói chung và thép nói riêng. Các phương pháp gia công này bao gồm đúc, rèn, hàn… tuy nhiên, có thể thấy rằng hơn 70% các sản phẩm kim loại được sản xuất bởi công nghệ cán ở dạng này hoặc dạng khác. Vì vậy có thể thấy tầm quan trọng đặt biệt của các công nghệ cán sử dụng cho việc tạo hình kim loại. Sơ đồ nguyên lý các phương pháp gia công áp lực truyền thống được thể hiện trong hình 1.1
Hình 1.1 sơ đồ nguyên lý các phương pháp gia công áp lực truyền thống
(a) Cán; (b) kéo; (c) ép trực tiếp và gián tiếp; (d) rèn khuôn; (e) dập; (f) chồn
Sau khi qua các phương pháp gia công truyền thống để tạo hình và phôi thì kim loại có xu hướng biến cứng, hoá bền nhưng độ dẻo và độ dai giảm hay có xu hướng biến giòn . Vì vậy hiện nay trên thế giới cũng như ở nước ta đã và đang nghiên cứu công nghệ mới để toạ ra vật liệu có độ bền cao nhưng không làm giảm độ giai của vật liệu. Đó là công nghệ biến dạng dẻo mãnh liệt.
1.1.2 Các phương pháp gia công biến dạng dẻo mãnh liệt:
(server plastic deformation – SPD)
Các phương pháp gia công biến dạng dẻo mãnh liệt (SPD) được định nghĩa là các quá trình gia công kim loại với biến dạng dẻo rất lớn để tạo ra kim loại có hạt siêu mịn (kích thước hạt trung bình nhỏ hơn 1µm). Mục đích của các phương pháp SPD cho việc tạo ra kim loại có hạt siêu mịn là sản xuất ra các chi tiết có khối lượng nhẹ hơn do đặc tính độ bền cao của nó và sự than thiện với môi trường. Các hạt có kích thước nhỏ làm cho độ bền kéo tang lên mà không làm giảm độ dai va đập của kim loại, điều này khác so với các phương pháp hoá bền như xử lý nhiệt.
Các quá trình gia công SPD có thể chia thành hai nhóm chính. Nhóm thứ nhất bao gồm các phương pháp SPD cho quá trình gia công các kim loại khối không liên tục như: ép kim loại qua góc kênh không đổi (Equal chanel angular pressing, ECAP) được đưa ra đầu tiên bởi Segal (1977) và sau đó Valiev, Krasilnikov và Tsenev (1991) đề xuất phương pháp xoắn kim loại dưới áp lực cao (High-preeure torsion, HTP). Nhóm thứ 2 bao gồm các phương pháp SPD cho việc gia công liên tục kim loại tấm như là: cán dính tích luỹ (Accumulative Roll-Bonding, ARB) được nghiên cứu bởi Saito et al. (1998), quá trình lặp lại gấp nếp và nắn thẳng kim loại (Repetititve Corugation ang Straightening, RCS) được khám phá bởi Huang et al. (2001), cán kim loại qua góc kênh không đổi (Equal Channnel Angular Rolling, ECAR) của Lee et al. (2003), quá trình tương ứng ép kim loại qua góc kênh không đổi (Equal Channel Angular Pressing-Conform, ECPA-conform) của Raab et al. (2004), cán kim loại với vận tốc hai trục cán khác nhau với tỉ lệ cao (hight-ratio differental speed rolling, HRDSR) của Kim et al. (2006), và phương pháp gần đây nhất là cán kim loại với sự tích hợp giao đông dọc trục của truc cán (through-width vibration rolling. TWVR) của Hsieh et al. (2009, 2012).
Hình 1.2 Sơ đồ nguyên lý các phương pháp SPD nhóm thứ nhất
(a) ECAP; (b) HPT
Nguyên lý gia công của hai phương pháp trong nhóm thứ nhất được thể hiện trong hình 1.2 ECAP (Hình 1.2a) là phương pháp đầu tiên của phương pháp SPD được đưa ra để sản xuất các vật liệu có cấu trúc hạt siêu mịn và đã thu hút được sự nghiên cứu của các nhà khoa học trong những năm gần đây (Valiev et al., 2000; Kim et al., 2004; P.Quang et al.,2009). Trong quá trình ECAP, kim loại được ép qua hai kênh có tiết diện mặt cắt không đổi và giao với nhau một góc ϕ. Kim loại bị biến dạng mãnh liệt do bị biến dạng cắt tại khu vực giao nhau của hai kênh (khu vực ABC với góc khuôn Ψ). Trong phương pháp HTP (hình 1.2b), kim loại bị nén với áp lực cao đến vài GPa và đồng thời bị biến dạng xoắn. có thể thấy rằng hai phương pháp này có thể tạo ra được vật liệu có hạt siêu mịn nhungwcar hai đều chưa thể đưa vào sản xuất vơi quy mô lớn do các nhược điểm như: năng suất thấp và kích cỡ phôi nhỏ. Vì vậy các phương pháp trong nhóm thứ hai sau đây có thể khắc phục được những nhược điểm trên và có tiềm năng rất lớn cho việc sản xuất cacsvaatj liệu có hạt siêu mịn với quy mô lớn.
Hình 1.3 Sơ đồ nguyên lý các phương pháp SPD trong nhóm hai
(a) ARB; (b) RCS; (c) ECAR; (d) ECAP-conform; (e) HRDSR; (f) TWVR
Nhóm thứ hai bao gồm các phươn pháp SPD cho việc sản xuất vật liệu có hạt siêu mịn với kim loại có hạt siêu mịn với kim loại tấm phù hợp với quy mô công nghiệp như: ARB, RCS, ECAR, ECAP-Conform, HRDSR và TWVR. Nguyên lý gia công phổ biến của các phương pháp trong nhóm hai chủ yếu dựa vào sự kết hợp của các phương pháp cán truyền thống và SPD để phù hợp cho việc sản xuất với quy mô lớn kim loại có hạt siêu mịn và chúng được thể hiện lần lượt trong hình 1.3. Các phương pháp như : ARB (hình 1.3a), RCS (hình 1.3b), ECAR (hình 13c), ECAP-conform (hình 1.3d) đã được phát triển để tạo ra kim loại có hạt siêu mịn. tuy nhiên, khả năng ứng dụng của các phương pháp này trong quy mô công nghiệp thấp do quá trình gia công phức tạp, chất lượng bề mặt vật liệu xấu, kích cỡ phôi nhỏ và kim loại bị hạn chế về độ lớn biên dạng. một phương pháp mới đã được chứng minh là có thể sản xuất các tấm kim loại với bề mặt lớn có cấu trúc hath siêu mịn là HRDSR, được nghiên cứu bởi Kim et al. (2006). Nguyên lý của phưng pháp này được thể hiện trong hình 1.3e. phương pháp HRDSR là phương pháp cán truyền thống nhưng vân tốc của hai trục cán là khác nhau. Phôi được can qua một bước cán duy nhất với chiều dày giảm 70%. Phôi bị biến dạng cắt rất lớn và biến dạng khá đồng đều dọc theo hướng chiều dày. Có thể thấy rằng phương pháp HRDSR có tiềm năng rất lớn trong việc gia công hợp kim có độ bền cao như là hợp kim nhôm. Hơn nữa, HRDSR là quá trình gia công liên tục và chỉ yêu cầu qua duy nhất một bước cán để tạo ra cấu trúc hạt siêu mịn bên trong vật liệu. phương pháp này có nhiều ưu điểm hơn các phương pháp trước. tuy nhiên dù chỉ yêu cầu phôi chỉ qua một lần cán nhưng chiều dày giảm khá lớn (70%) và trong quá trình và trong quá trình gia công thì phôi bị biến dạng cắt chưa đạt hiệu quả cao. Các vấn để này có thể được khắc phục trong phương pháp được phát triển gần nhất là TWVR (hình 1.3f)
Ngoài các phương pháp trên thì phương pháp cán lạnh (Cryorolling) đã được sử dụng gần đây để kết hợp với các phương pháp SPD tạo ra vật liệu có hạt siêu mịn. cán lạnh là một quá trình xử lý đơn giản ở nhiệt độ thấp mà yêu cầu lực tác dụng tương đối nhỏ để gây ra biến dạng dẻo mãnh liệt nhằm tạo các các đặc tính cấu trúc con vi kết tinh trong các loại vật liệu. Phương pháp sử dụng kỹ thuật cán phôi có nhiệt độ thấp hơn nhiệt độ nito lỏng được sử dụng rộng rãi để cải thiện các tính chất của vật liệu. Cán lạnh có thể đáp ứng tốt cho các ứng dụng công nghiệp quy mô lớn của các vật liệu có cấu trúc nano. Cán lạnh được xem là một trong số cong đường tiềm năng để sản xuất các hợp kim nhôm có hạt siêu mịn dạng khối. Độ bề kéo và độ dai của vật liệu được cải thiện do sự loại bỏ quá trình hồi phục của vật liệu trong suốt quá trình cán lạnh. Hơn nữa, cán lạnh có nhiều thuận lợi như việc yêu cầu biến dạng dẻo thấp hơn, quy trình sản xuất đơn giản và khả năng sản xuất vật liệu một cách liên tục (Hailiang et al.. 2012).
1.2 Các kết quả nghiên cứu trong và ngoài nước:
Hiện nay ở nước ta cũng đã có nhiều công trình nghiên cứu liên quan đến lĩnh vực SPD mà đi đầu và có nhiều công trình nghiên cứu công bố trong nước là viện khoa học và kỹ thuật vật liệu thuộc trường đại học bách khoa hà nội. những đóng góp trong việc phát triển phương pháp này ở việt nam là các nhà khoa học thuộc trường đại học bách khoa Hà nội như: GSTS. Nguyễn Trọng Giảng, GSTS. Đỗ Minh Nghiệp, Pgsts. Đào Minh Ngừng, TS. Phạm Quang.
Phương pháp SPD được nghiên cứu chủ yếu ở nước ta là ép kim loại qua góc kênh không đổi (ECAP) vì phương pháp này khá đơn giản và phù hợp với điều kiện nghiên cứu ở nước ta. Các công trình đã được công bố trong nước chủ yếu theo hướng mô hình hoá và mô phỏng số bằng phương pháp phần tử hữu hạn ( Phạm Quang, Đào Minh Ngừng, Đỗ Minh Nghiệp, 2010). Một số ít các công trình theo hướng thực nghiệm như: nghiên cứu chế tạo một số hợp kim hệ Ti và Al cấu trúc mịn, siêu mịn và nano bằng phương pháp biến dạng dẻo mãnh liệt đang được thực hiện bởi PGSTS. Đào Minh Ngừng Và Nguyễn Đăng Khoa.
1.3 Máy cán và các qui ước chung:
Máy cán là một loại máy gia công kim loại bằng áp lực (không tạo phôi để cán ra các sản phẩm có hình dáng, kích thước nhất định. Máy gồm ba bộ phận chính (hình 1.1): nguồn động lực (động cơ, mô tơ), bộ phận truyền động(hộp giảm tốc, hộp chia momen…) và các giá cán.
1.3.1 Cấu tạo:
Hình 1.3.1 sơ đồ máy cán
I-nguồn động lực; II-hệ thống truyền động; III-giá cán
1: trục cán; 2: nền gá cán; 3: trực truyền; 4: khớp nối trục truyền; 5: thấn gá cán; 6: bánh răng chữ V; 7: khớp nối trục; 8: giá cán; 9: hộp phân lực; 10: hộp giảm tốc; 11: khớp nối trục; 12: động cơ điện
Máy cán gồm 3 bộ phận chính dùng để thực hiện quá trình công nghệ cán:
- Giá cán: là nơi tiến hành quá trình cán bao gồm : các trục cán, gối, ổ đỡ trục cán, hệ thống nâng hạ trục cán, hệ thống cân bằng trục, thân máy, hệ thống dẫn phôi, cơ cấu lật trở phôi
- Hệ thống truyền động: là nơi truyền momen cho trục cán, bao gồm hộp giảm tốc, khớp nối, trục nối, bánh đà, hộp phân lực.
- Nguồn năng lượng; là nơi cung cấp năng lượng cho toàn máy, thường dùng các loại động cơ điện một chiều và xoay chiều hoặc các máy phát điện.
- Thông thường, để nhận được một sản phẩm cán thì vật cán phải gia công trên một hệ thống thiết bị bao gồm các thiết bị chủ yếu như: lò nung, các giá cán, hệ thống thiết bị phụ. Tất cả những thiết bị được sắp đặt nối tiếp nhau trong một không gian để đáp ứng các yêu cầu công nghệ của một sản phẩm hoàn chỉnh gọi là xưởng cán.
1.3.2 phân loại máy cán:
Các loại máy cán được phân loại theo công dụng, theo số lượng và phương pháp bố trí trục cán và theo vị trí trục cán.
a) Phân loại theo công dụng:
- Máy cán phá: dùng để cán phá từ thỏi thép đúc gồm có máy cán phôi thỏi Blumin và máy cán phoi tấm Slabin
- Máy cán phôi: đặt sau máy cán phá và cung cấp phôi cho máy cán hình và máy cán khác.
- Máy cán hình cỡ lớn: gồm máy cán ray-dầm và máy cán hình cỡ lớn
- Máy cán hình cỡ trung
- Máy cán hình cỡ nhỏ
- Máy cán tấm
- Máy cán ống
- Máy cán đặc biệt
b) Phân loại theo cách bố trí gá cán:
Hình 1.3.2 Phân loại máy cán theo cách bó trí giá cán
a-máy cán đơn, b-máy cán một hàng, c-máy cán hai cấp, d-máy cán nhiều cấp, e-máy cán bán liên tục, f- máy cán liên tục
- May cán có một giá cán (máy cán đơn, a): loại náy chủ yếu là máy cấn phôi thỏi Blumin hoặc máy cán phôi 2 hoạc 3 trục
- Máy cán bố trí một hàng (b) được bố trí nhiều lỗ hình hơn
- Máy cán bố trí 2 hay nhiều hàng (c, d) có ưu điểm là có thể tăng dần tốc độ cán ở các giá sau cùng với sự tăng chiều dài của vật cán
- Máy cán bán liên tục (e): nhóm gá cán thô được bố trí liên tục, nhóm cán tinh được bố trí theo hàng. Loại này thông dụng khi cán thép hình cỡ nhỏ.
- Máy cán liên tục (f): các gá cán được bố trí liên tục, mỗi gá chỉ thực hiện một lần cán
c) Phân loại theo số lượng và sự bố trí trục cán:
- Máy cán 2 trục đảo chiều
- Máy cán 2 trục không đảo chiều
- Máy cán 3 trục
- Máy cán 4 trục
- Máy cán nhiều trục
- Máy cán hành tinh
- Máy cán vạn năng
- Máy cán trục nghiêng
Hình 1.3.3 Các loại gá cán
a-giá cán 2 trục, b-giá cán 3 trục, c-giá cán 3 trục lauta, d- giá cán 4 trục
Hình 1.3.4 Sơ đồ máy cán hành tinh
1-lò nung liên tục, 2-trục cán phá, 3-máy dẫn phôi,
4-trục cán hành tinh, 5-trục tựa, 6-trục sản phẩm
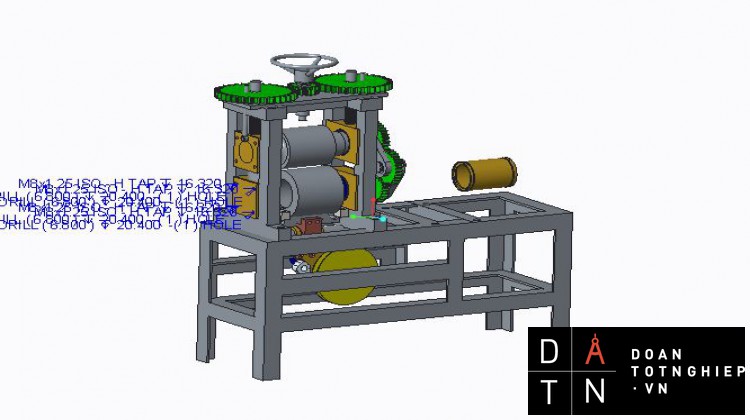
1.4. Sơ đồ nguyên lý:
Hình 1. Sơ đồ nguyên lý máy cán nhôm
Tên bộ phận: 1. Động cơ 2. Dây đai 3. Động cơ 4. Dây đai 5. Hộp giảm tốc 6. Các bánh răng 7. Tăng chỉnh trục cán (8) 8. Trục cán 9. Trục cán 10. Cam lệch tâm
- Cách thức hoạt động của máy cán nhôm:
-Động cơ (1) hoạt động => truyền qua dây đai (2) => đến hộp giảm tốc (5) => truyền đến các bánh răng (6) => làm cho trục cán (8) quay. Trục cán (8) sẽ được tăng chỉnh lên xuống thông qua tăng chỉnh trục cán (7).
-Động cơ (3) hoạt động => truyền qua dây đai (4) => đến cam lệch tâm (10) => làm cho trục cán (9) di chuyển qua lại dọc trục I.
-Khi khởi động máy thấy hoạt động ổn định. Ta sẽ đem thanh nhôm đưa vào giữa 2 trục cán, khi đó trục cán (8) sẽ quay và trục cán (9) sẽ di chuyển qua lại dọc trục làm cho thanh nhôm từ 5mm xuống còn 4mm. Trục cán (9) di chuyển qua lại dọc trục sẽ làm tăng mạng tinh thể cho thanh nhôm khi cán ra.
Phần 2 Hướng Nghiên Cứu
2.1 Nhận xét chung:
Các phương pháp SPD như: ECAP, HTP, ARB, RCS, ECAR, ECAP-conform đã tạo ra các vật liệu kim loại có hạt siêu mịn với cơ tính tốt nhưng lĩnh vực áp dụng bị giới hạn do kích thước của phôi nhỏ. Hầu như các quá trình này biến dạng trượt chưa đủ (HRDSR), chất lượng bề mặt xấu và sự phức tạp trong quá trình gia công.
Một phương pháp SPD mới làm cho độ bền vật liệu cao hơn hẵn các phương pháp trước đã được các nhà khoa học đài loan nghiên cứu là phương pháp các tích hợp dao động ngang của trục cán (through-width vibration rolling – TWVR, 2009). Phương pháp này có thể cải thiện đặc tính cơ học của vật liệu do tạo ra thêm được ứng suất cắt tác dụng lên phôi do ma sát giữa phôi và các trục cán
2.2 Hướng nghiên cứu của đề tài:
Các nhà khoa học đài loan đã chế tạo thành công máy cán tích hợp giao động ngang của trục cán. Máy có hai trục cán quay ngược nhau và được điều khiển bằng động cơ thuỷ lực. Bên cạnh chuyển động quay, trục cán dưới đồng thời dao động ngang dọc trục và cũng được điều khiển bởi động cơ thuỷ lực. Cả hai trục đề có đường kính 150mm,và được điều khiển quay với vận tốc quay không đổi 2 vòng/phút. Trục cán dưới dao động ngang với tần số không đổi 5hz và biên độ dao động được thay đổi từ 0 đến 3 mm. Quá trình cán được tiến hành qua 4 bước cán với mỗi bước cán thì chiều dày phôi giảm 40% với vật liệu phôi được tiến hành là hợp kim nhôm 5052.
Hình 2.2.1 quá trình cán tích hợp dao động ngang của trục cán
Tuy nhiên ở việt nam vẫn chưa có nghiên cứu chế tạo ra máy cán tích hợp dao động dọc trục mà chỉ có các đề tài mô phỏng, mô hình hoá nhằm giải thích các hiện tượng xảy ra trong quá trình biến dạng của kim loại được cán. Đề tài nhằm nghiên cứu chế tạo máy cán tích hợp dao động dọc trục với một số đặc điểm riêng nhằm phục vụ cho các quá trình thí nghiệm nghiên cứu về biến dạng dẻo của kim loại. Máy cán chế tạo ra có thể khác kết cấu với máy sẵn có, không sử dụng động cơ thuỷ lực để tạo dao động ngang của trục. Chỉ có một trục dẫn động còn trục còn lại không dẫn động mà thực hiện dao động dọc trục, việc thiết kế chỉ có một trục dẫn động thì máy cán sẽ đơn giản hơn không cần bộ phận truyền lực.
Phần 3: Cơ Sở Lý Thuyết
3.1Các hiện tượng ảnh hưởng đến độ hạt của kim loại khi gia công biến dạng dẻo:
- Sai lệch mạng tinh thể: sai lệch mạng tinh thể đóng vai trò rất quan trọng đối với một số tính chất của tinh thể dưới tác dụng của ngoại lực như: biến cứng, biến dạng dẻo… phụ thược vào kích thước ba chiều trong không gian, sai lệch điểm, đường, mặt và khối
+ Sai lệch điểm: đó là các sai lệch có kích thước rất nhỏ (cỡ kích thước nguyên tử) theo ba chiều không gian (Hình 3.1). Một số sai lệch điểm điển hình là nút trống, nguyên tử xen kẽ, nguyên tử tạp chất.
Hình 3.1 sai lệch điểm trong mạng tinh thể
(a) Nút trống; (b) nguyên tử xen kẻ; (c) nguyên tử tạp chất
+ Sai lệch đường: là loại sai lệch có kích thước nhỏ theo hai chiều và lớn theo chiều thứ 3 trong tinh thể. Các sai lệch điển hình như: lệch biên, lệch xoắn, lệch hỗn hợp. Dựa vào lý thuyết lệch ngày nay đã có thể giải thích nhiều vấn đề về cơ tính, lý tính của kim loại và hợp kim mà trước đây không thể giải thích được bằng lý thuyết cổ điển.
Hình 3.2 lệch trong mạng tinh thể
(a) Lệch biên; (b) lệch xoắn; (c) lệch hỗn hợp
+ Sai lệch mặt: là loại sai lệch có kích thước lớn theo hai chiều và nhỏ theo chiều thứ 3, trong tinh thể sai lệch chủ yếu là biên giớ hạt, biên giới siêu hạt, sai lệch xếp, mặt đối tinh và mặt ngoài tinh thể.
Hình 3.3 Sai lệch mặt trong mạng tinh thể
(a) Biên giới hạt; (b) biên giới siêu hạt tạo nên do tường lệch
+ Sai lệch khối: những sai lệch có kích thước lớn theo ba chiều trong mạng tinh thể gọi là sai lệch khối. Sai lệch khối vĩ mô là những sai hỏng sinh ra khi nấu, đúc hợp kim như rỗ co, tập trung tạp chất, xỉ trong vật đúc.
- Hồi phục: ở nhiệt độ thấp trong kim loại đã qua biến dạng dẻo xỷ ra các quá trình hồi phục, đó là các biến đổi nhỏ trong mạng tinh thể bị xô lệch như: giảm sai lệch mạng nói chung, giảm mật độ lệch và ứng suất bên trong.
- Kết tinh lại lẩn thứ nhất: đay là giai đoạn quan trọng nhất với các đột biến về cấu trúc mạng tinh thể, tổ chức tế vi và tính chất. Khi kim loại qua biến dạng dẻo có nhiệt độ cao hơn nhiệt độ nhất định (gọi là nhiệt độ kết tinh lại, trong mạng tinh thể bị xô lệch có quá trình hình thành các hạt mới không có các sai lêch do biến dạng dẻo gây ra theo cơ chế tạo mầm và phát triển mầm như kết tinh.
Mầm là những vùng không chứa sai lệch do biến dạng dẻo; chúng sinh ra chủ yếu ở những vùng bị xô lệch mạnh nhất, năng lượng dự trữ cao nhất nên kém ổn định nhất do đó dễ trở về trạng thái cân bằng vơi ít sai lệch nhất. Như vậy kim loại bị biến dạng dẻo cành mạnh, mầm kết tinh lại sẽ hình thành càng nhiều dẫn đến số lượng hạt sinh ra càng lớn tạo điều kiện để các hạt có kích thước nhỏ hơn
- Kết tinh lại lần thứ hai: sau khi kết tinh lần thứ nhất nếu tiếp tục nâng cao nhiệt độ hay kéo dài thời gian giữ nhiệt sẽ có quá trình sát nhập của các hạt nhỏ hơn bao quanh vào hạt lớn, làm cho hạt lớn to thêm. Sự phát triển hạt là quá trình tự nhiên vì nó là giảm tổng biên giới hạt do đó làn giảm tổng năng lượng dự trữ. Quá trình này là quá trình kết tinh lại lần thứ hai và thường phải tránh.
- Nhiệt độ kết tinh lại: là nhiệt độ nhỏ nhất tại đó xảy ra quá trình kết tinh lại (tạo mầm và phát triển mầm) với tốc độ đáng kể. Do kết tinh lại phụ thuộc vào sự dịch chuyển xa của nguyên tử nên nhiệt độ của quá trình đó phụ thuộc vào nhiệt độ nóng chảy
3.2 Các yếu tố ảnh hưởng đến độ hạt của kim loại khi gia công biến dạng dẻo:
- Mức độ biến dạng:
+ Nói chung kim loại bị biến dạng dẻo càng mạnh, sau khi kết tinh lại hạt tạo thành càng nhỏ, điều này được giải thích là do xô lệch mạng mạnh tạo nên nhiều mầm. Chính vì vậy ngoài lý do năng suất ra người ta thường gắng biến dạng với lượng ép lớn để tạo ra hạt nhỏ khi kết tinh lại.
+ Biến dạng nhỏ với lượng ép 2÷8% chỉ tạo ra rất ít vũng xô lệch nên tạo ra ít mầm, hạt tạo thành rất lớn, độ biến dạng như vậy gọi là đọ biến dạng tới hạn, thường phải tránh.
- Nhiệt độ ủ và thời gian giữ nhiệt:
+ Nhệt độ ủ: nhiệt độ ủ càng cao tốc độ tạo mầm và phát triển mầm đều tăng nhưng tốc độ phát triển tăng nhanh hơn nên hạt to hơn.
+ Thời gian giữ nhiệt: thời gian giữ nhiệt tại nhiệt độ ủ càng dài càng có điều kiện cho hạt phát triển nên hạt càng lớn.
Sau khi biến dạng nóng, nhiệt độ ngừng biến dạng càng cao thì hạt càng lớn.
Nhận xét chung cho các phương pháp biến dạng dẻo mãnh liệt (SPD)
Các phương pháp biến dạng dẻo mãnh liệt thực chất là làm gia tăng xô lệch mạng để tạo ra nhiều mầm, từ đó sau khi kết tinh lại hạt tạo thành càng nhỏ.
+ Nếu biến dạng càng mãnh liệt thì nhiệt độ sinh ra trong quá trình gia công càng lớn dẫn đến xảy ra hiện tượng hội phục làm giảm xô lệch mạng, từ đó làm giảm mầm sinh ra và hạt sinh ra khi kết tinh lại sẽ lớn.
+ Nếu biến dạng không đủ mạnh thì xô lệch mạng sinh ra sẽ ít hơn cũng làm giảm mầm sinh ra và hạt sau kết tinh cũng sẽ lớn.
Vì vậy cần lựa chọn một mức biến dạng và tốc độ biến dạng hợp lí để nhiệt độ sinh ra không quá cao nhằm làm cho tổng số lượng mầm sinh ra là lớn nhất, từ đó ta có kích thước hạt sau kết tinh là lớn nhất.
Phần 4: Tính Toán, Thiết Kế Kết Cấu Máy
4.1Tính toán:
4.1.2 Các đại lượng đặc trưng cho quá trình cán kim loại (Al):
v h1=5mm, l1=100, b1=20mm, h2=4mm, R=30, n=2, L=100
v Trong đó:
- h1, h2 là chiều cao trước và sau khi cán của vật cán (h1>h2).
- b1, b2 là chiều rộng trước và sau khi cán của vật cán (b1
- l1, l2 là chiều dài trước và sau khi cán của vật cán (l1
- R là bán kính của trục cán.
- F0, l0 là diện tích và chiều dài ban đầu của vật cán.
- Fn, ln là diện tích và chiều dài cuối cùng của sản phẩm.
v Lượng ép tuyệt đối (∆h), đây là hiệu số chiều cao của kim loại trước và sau khi cán.
∆h = h1 - h2 = 1 mm
v Lượng ép tương đối (€%)
€ là tỷ số giữa lượng ép tuyệt đối với chiều cao ban đầu của kim loại nhân với 100%.
€% =
v là hệ số ma sát khi cán nhôm (cán không bôi trơn từ )
( Bảng 5.3. Hệ số ma sát f khi cán một số kim loại màu – trang 92- Sách TKCT Máy cán thép và các thiết bị trong nhà máy cán thép).
v hệ số ma sát (trang 80), t là nhiệt độ cán ( )
v Lượng giãn rộng tuyệt đối (∆b)
∆b là hiệu số giữa chiều rộng của vật cán sau và trước khi cán.
v Chiều rộng vật cán sau khi cán (b2)
v Hệ số giãn dài khi cán (µ) ( còn gọi là hệ số kéo dài)
µ là tỷ số chiều dài sau và trước khi cán
v Chiều dài vật cán sau khi cán (l2), ( cán 1 lần )
v Diện tích ban đầu của vật cán (F0)
v Diện tích cuối cùng của sản phẩm
v Hệ số giãn dài tổng
v Góc ăn
v Chiều dài cung tiếp xúc :
4.1.3 Điều kiện vật cán ăn vào trục cán:
v Vậy để vật cán ăn được vào trục cán phải đảm bảo điều kiện:
................................................
Phần 6: Kết Luận – Tài Liệu Tham Khảo
6.1.. Nhận xét đánh giá máy:
Đề tài máy cán nhôm (dạng mô hình) của chúng em thực hiện và nghiên cứu để có cơ sở có thể chế tạo những máy thị trường nhằm đáp ứng nhu cầu hiện nay. Tạo ra những sản phẩm phục vụ cho con người.
* Ưu điểm:
- Khi máy hoàn thành phải hoạt động đúng yêu cầu đề ra.
-Các chi tiết như ổ đỡ, bánh răng, dây đai,… có thể thay thế dễ dàng và nhanh chóng.
- Máy hoạt động êm, ít gây tiếng ồn.
- Bề ngoài máy nhìn bắt mắt.
* Nhược điểm:
- Hiệu quả chưa được như mong muốn.
- Bề mặt thanh nhôm cán ra chưa được đẹp.
6.2. Hướng dẫn sử dụng và bảo quản:
Hướng dẫn sử dụng:
- Trước khi sử dụng phải quan sát sơ bộ máy xem có chỗ nào có vấn đề không: quan sát xem các ổ bi có bi lỏng ra hay không, các con ốc có bị lỏng hay bị mất không, xem dường dây diện có chỗ nào bị rò hay dứt dây,….
- Trước khi sử dụng máy nên để máy hoạt động không tải từ 2-5 phút để ổn định máy. Sau đó thì đưa đưa thanh nhôm vào trục cán.
- Trong quá trình hoạt động nếu có sự cố phải lập tức tắt máy, ngắt nguồn và gọi ngay người đến hỗ trợ.
- Sau khi sử dụng máy xong phải vệ sinh máy sạch sẽ.
Bảo quản:
- Trong quá trình hoạt động nên bôi trơn các ổ lăn và các chi tiết hoạt động thường xuyên để tăng tuổi thọ của máy.
- Phải bảo trì máy trong thời gian nhất định để tránh những hư hỏng không đáng có.
Hướng phát triển máy:
- Cần cải thiện vẻ bề ngoài đẹp hơn.
- Thay thế tay quay bộ phận tăng chỉnh hiệu trục cán bằng bánh răng để khi tăng chỉnh nhanh, dễ dàng và chính xác hơn.
- Có hệ thống che chắn những chi tiết gây nguy hiểm.










