THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT CHẠC CÁC ĐĂNG CAC DANG




NỘI DUNG ĐỒ ÁN
THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT CHẠC CÁC ĐĂNG CAC DANG, đồ án môn học công nghệ chế tạo máy CHẠC CÁC ĐĂNG CAC DANG, bài tập lớn công nghệ chế tạo máy CHẠC CÁC ĐĂNG CAC DANG, thiết kế quy trình công nghệ gia công chi tiết CHẠC CÁC ĐĂNG CAC D
500 MB Bao gồm tất cả file CAD, file 2D 3D , file DOC (DOCX), lồng phôi, sơ đồ đúc, qui trình công nghệ, sơ đồ kết cấu nguyên công, bản vẽ đồ gá THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT CHẠC CÁC ĐĂNG CAC DANG
Hiện nay, công nghiệp hoá, hiện đại hoá đất nước là mục tiêu hàng đầu của Đảng và nhà nước,trong đó ngành cơ khí nói chung và ngành chế tạo máy nói riêng giữ vai trò quan trọng trong việc giải quyết những vấn đề cụ thể thường gặp trong sản xuất,sửa chữa và sử dụng.
Trong khi sinh viên là một lớp lao động kế cận của đất nước.Để đánh giá năng lực của mỗi sinh viên thì đồ án tốt nghiệp là một chương trình tổng hợp về chuyên môn đã được đào tạo.Đối với ngành cơ khí chế tạo thì đồ án tốt nghiệp có vị trí rất quan trọng đối với người cán bộ kỹ thuật về thiết kế,chế tạo các loại máy và trang bị cơ khí nhằm phục vụ các ngành kinh tế như công nghiệp ,nông nghiệp giao thông vận tải,điện lực…
Mục đích của đồ án là tạo cho người công nhân,cán bộ kĩ thuật nắm vững và vận dụng có hiệu quả các phương pháp thiết kế,xây dựng và quản lý các quá trình chế tạo các sản phẩm cơ khí,cũng như về kỹ thuật sản xuất và tổ chức sản xuất nhằm đạt được chỉ tiêu kinh tế,kỹ thuật theo yêu cầu trong điều kiện và qui mô sản xuất cụ thể đạt được hiệu quả kinh tế,kỹ thuật,sản xuất và sử dụng cao nhất.
Là một sinh viên của ngành chế tạo máy được đào tạo tại Trường Cao Đẳng Công Nghiệp Hà Nội,sau khi hoàn thành thời gian học tập và rèn luyện tại trường,để đánh giá kết quả học tập của mình,em được nhà trường giao nhiệm vụ thực hiện thiết kế đồ án tốt nghiệp với đề tài:"Thiết kế qui trình công nghệ gia công chi tiết chạc các đăng" được em trình bầy sau đây.
Với sự hướng dẫn tận tình của thầy Nguyễn Xuân Chung và các thầy cô trong khoa cơ khí,em đã hoàn thành đề tài của mìnhvì thời gian có hạn và tầm nhận thức còn nhiều hạn chế,kinh nghiệm thực tế chưa nhiều lên trong quá trình thiết kế không tránh khỏi những sai sót.Em xin chân thành cảm ơn những ý kiến đóng góp của các thầy cô cùng các bạn.
......
CHƯƠNG I. PHÂN TÍCH CHI TIẾT GIA CÔNG .
I. PHÂN TÍCH CHỨC NĂNG VÀ ĐIỀU KIỆN LÀM VIỆC CỦA CHI
TIẾT.
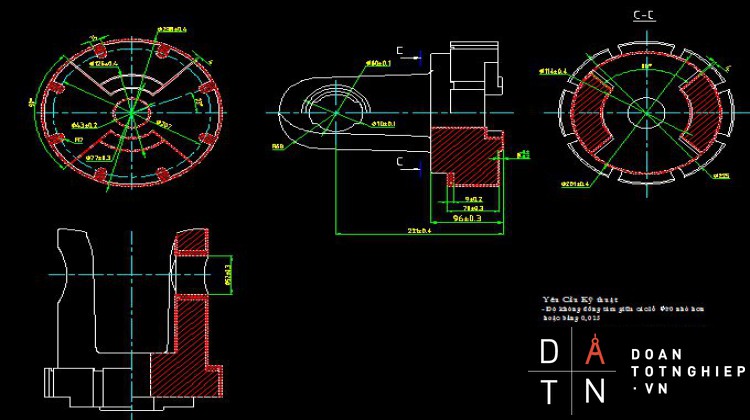
-Dựa vào bản vẽ lắp của chi tiết và bản vẽ chi tiết ta thấy được điều kiện làm việc của chi tiết.Chạc các đăng là một bộ phận của khớp nối trong bộ rtuyền các đăng.Nó lắp ráp với cơ cấu trục các đăng tạo thành khớp nối,để truyền chuyển động giữa hai trục có thể thẳng tâm hoặc lệch tâm.
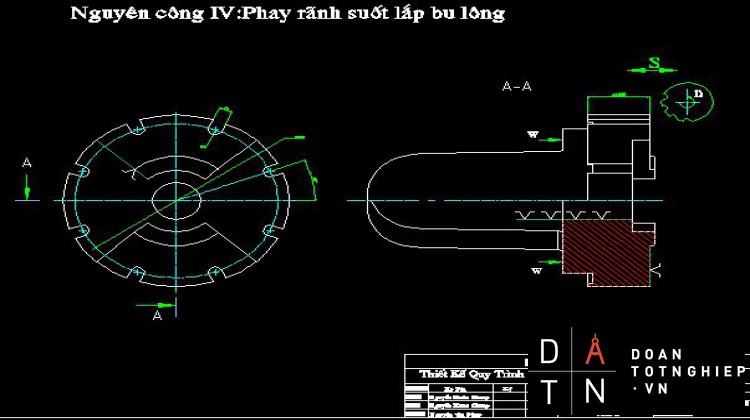
-Bề mặt A dùng để lắp với đầu nối chứa trục nhờ tám rãnh xẻ hở bằng tám bu lông đai ốc chữ T.
-Mặt lỗ lắp có độ hở với một chi tiết trục khác để tăng độ cứng vững cho khớp nối khi làm việc.
-Các mặt lỗ dùng để đóng ổ bi khi khớp nối làm việc.
II. PHÂN TÍCH TÍNH CÔNG NGHỆ TRONG KẾT CẤU CỦA CHI TIẾT.
Nhìn chung các bề mặt của chạc các đăng tương đối phức tạp và chi tiết đòi hỏi cần phải có các yêu cầu sau:
- Sau nguyên công đúc phôi ta cần ủ chi tiết rồi mới gia công vì vật liệu là thép 45.
- Bề mặt A lắp ráp với đầu nồi ta cần gia công đạt kích thước trong phạm vi dung sai cho phép và đạt Rz 20.
- Độ không song song giữa hai lỗ lắp ổ bi nhỏ hơn hoặc bằng 0,015mm
- Độ không vuông góc giữa hai đường tâm lỗ và nhỏ hơn hoặc bằng 0,015 mm.
- Độ xuyên tâm giữa hai đường tâm lỗ và nhỏ hơn hoặc bằng 0,005 mm.
- Mặt lỗ gia công đạt kích thước trong phạm vi dung sai cho phép và đạt Rz 20.
- Các bề mặt còn lai gia công đạt Rz 40 và nằm trong phạm vi dung sai.
- Do chạc các đăng làm việc trong môi trường va đập nên sau khi gia công xong ta đem nhiệt luyện, sau đó mài thô và mài tinh các lỗ lắp ổ bi.
CHƯƠNG II XÁC ĐỊNH DẠNG SẢN XUẤT VÀ PHƯƠNG PHÁP CHẾ TẠO PHÔI.
I. XÁC ĐỊNH DẠNG SẢN XUẤT:
1) Số lượng chi tiết cần sản xuất trong năm.
Theo công thức.
N = N1 . m. (1+) .
Trong đó :
N : Số chi tiết cần sản xuất trong năm.
N1: Số chi tiết được sản xuất trong năm.
Số chi tiết trong một cụm máy.
:Số chi tiết được chế tạo thêm để dự chữ (5-7%).
Ta có : N1 = 200 (chiếc).
m = 1
- N = 200 . 1 (1+...).
- N = 210 (chiếc).
2) Xác định khối lượng của chi tiết.
Theo công thức :
Q = V.Y (Kg).
Trong đó :
Q : Trọng lưọng chi tiết.
V : Thể tích của chi tiết.
Y : Trọng lượng riêng của vật liệu.với gang xám
Y =(6.8-1.4) dm3.
Sử dụng phần mềm MECHANICAL DESKTOP 2004 tính toán ta được các thông số:
|
File: F:\dung12\doantotnghiep\dung\model2.dwg |
|
Mass properties for component: PART1_1 |
|
Computed on Tuesday August 17 2004 at 13:39:36 |
|
Input units: Metric (mm, kg) |
|
Output units: Metric (mm, kg) |
|
Coordinate system: Center of Gravity (CG) |
|
Summary: |
|
Mass 28.87 kg |
|
Volume 3682578.75 mm3 |
|
Surface area 269431.47 mm2 |
|
Centroid |
|
X 0.00 mm |
|
Y 0.00 mm |
|
Z 0.00 mm |
|
Mass moments of inertia |
|
X 181889.16 kg mm2 |
|
Y 224298.59 kg mm2 |
|
Z 199137.45 kg mm2 |
|
Mass products of inertia |
|
XY -32.76 kg mm2 |
|
XZ -0.47 kg mm2 |
|
YZ -0.82 kg mm2 |
|
Radii of gyration |
|
X 79.37 mm |
|
Y 88.14 mm |
|
Z 83.05 mm |
|
Principal mass moments and axes about CG |
|
I 181889.13 kg mm2 |
|
Axis |
|
X 1.00 mm |
|
Y -0.00 mm |
|
Z -0.00 mm |
|
J 224298.62 kg mm2 |
|
Axis |
|
X 0.00 mm |
|
Y 1.00 mm |
|
Z 0.00 mm |
|
|
|
|
|
K 199137.45 kg mm2 |
|
Axis |
|
X 0.00 mm |
|
Y -0.00 mm |
|
Z 1.00 mm |
Tra bảng 2 (TKĐACNCTM). Q = (28,87) kg.
- Dạng sản xuất loạt vừa.
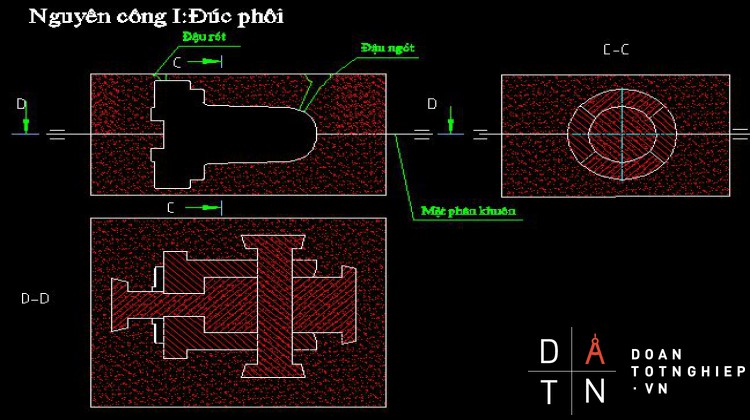
II. PHƯƠNG PHÁP CHẾ TẠO PHÔI
+ Phôi rèn tự do: áp dụng cho sản xuất loạt nhỏ và đơn chiếc,giá thành rẻ.
+Phôi hàn : Được chế tạo thành tấm rồi hàn lại với nhau .Phương pháp này dút ngắn được thời gian chuẩn bị phôi nhương không khử được ứng suất dư.
+Phôi dập :Dùng cho các chi tiết nhỏ hình thù không phức tạp như chi tíêt dạng càng, dạng trục chữ thập….Các chi tiết đơn giản thì dập không có ba via còn các chi tiết phức tạp thì dập sẽ có ba via.Do vậy phương pháp này áp dụng cho những chi tiết đơn giản và nhỏ.
+Phôi đúc:Được sử dụng rộng rãi,phôi đúc có hình dáng phức tạp, có thể đạt được kích thước từ nhỏ đến lớn mà các phương pháp khác không thể đạt được.
Qua các phương pháp chế tạo phôi nêu trên, dựa vào yêu cầu kỹ thuật của bản vẽ ta chọn phương pháp chế tạo phôi bằng phương pháp đúc.
*Các phương pháp đúc:
-Đúc khuôn cát mẫu gỗ làm khuôn bằng tay.Phương pháp này cho độ
chính xác thấp đòi hỏi bậc thợ cao thích hợp với dạng sản xuất đơn
chiếc và nhỏ.
-Dùng mẫu khuôn cát,mẫu kim loại, làm khuôn bằng máy.Phương pháp này đạt độ chính xác và năng xuất cao lượng dư gia công cắt gọt nhỏ, thích dùng hợp cho sản xuấthàng loạt và khối.
phương pháp này thích hợp cho sản xuất hàng loạt và khối.
-Phưong pháp đúc bằng áp lực dùng cho các chi tiết hộp nhỏ.
-Đúc áp lực: Dùng cho các chi tiết hộp nhỏ.
+Qua những phương pháp đúc trên ta chọn phương pháp
đúc bằng khuôn cát, dùng mẫu kim loại làm khuôn bằng máy thì sẽ cho năng xuất cao và đạt hiệu quả kinh tế.
II. THIẾT KẾ BẢN VẼ CHI TIẾT LỒNG PHÔI.
+ Tính lượng dư bề mặt A.
Theo công thức :
Zmin = RZi-1 + Ti-1+ ủi-1 + ợi-1 .
Trong đó : Zmin : Lượng dư chung gian nhỏ nhất.
RZi-1 : Độ nhám bề mặt.
Ti-1 : Chiều sâu lớp hư hỏng bề mặt.
ợi-1 : Sai số chuẩn (sai số gá đặt ).
ủi-1 : Biên dạng sai lệch vị trí không gian.
Tra bảng 10 : (TKĐACNCTM). Có RZi-1 = 250 Ti-1 = 350 .
Tra bảng 14 : ủi-1 = Pc + Pcm .
Pcm = m chọn bằng 1500 mm.
Pc =0,7.649 =454.3 mm. với Äk = 0,7 bảng 15.
ợi = 150mm.
=>Zmin = 250 + 350 + 454.3 + 150+1500 = 2704.3mm
Chọn Zmin = 3500mm = 3.5mm.
+Tra lượng dư cho các bề mặt D, C, đắy E và các mặt lỗ tháo dầu,thăm
dầu, các mặt lỗ bậc ứ 32sâu 12 và ứ 16.
+Tra bảng (3-94) STCNCTM:
-Mặt E có kích thước 260< d <500 có ZE = 3.5mm.
-Mặt D có kích thước 120< d <260 có ZD = 3mm.
-Mặt C có kích thước 120 < d <260 có ZC = 3mm.
-Mặt lỗ ứ 120 có Zlỗ =2.5mm.
-Các lỗ tháo dầu thăm dầu mặt để khoan 4 lỗ bậc có
Z = 2.5mm.
CHƯƠNG III.THIẾT KẾ QUY TRÌNH CÔNG
NGHỆ GIA CÔNG CHI TIẾT.
I. XÁC ĐỊNH ĐƯỜNG NỐI CÔNG NGHỆ GIA CÔNG CHI TẾT.
- Mặt đắy cần phẳng để làm chuẩn tinh lên chọn phương pháp phay thô và
phay tinh.
- Dùng 2trong 4 lỗ ở mặt đắy làm chuẩn định vị lên cần khoan khoét doa
2 lỗ bậc đó còn lại hai lỗ chỉ cần kkhoan khoét.
- Mặt A cần phẳng để lắp ghép với lắp (Ra 3.2) lên cần phay thô và phay
tinh.
- Hai mặt bên C // với nhau và vuông góc với mặt A lên cần phay thô và
phay.
- Mặt D cần vuông góc với mặt A lên cần phay thô và phay tinh.
- Các lỗ -120 yêu cầu đạt Ra 1.6, đường tâm lỗ vuông góc với mặt B và
hai đường tâm vuông góc với nhau.
- Hai lỗ ở mặt bên C phải dồng tâm với nhau lên cần khoét doa.
- Các lỗ suốt-9.5-10-12không cần độ chính xác cao lên chỉ cần khoan
- Các lỗ vít M10x1de20cần khoan và ta rô.
- Lỗ tháo và thăm dầu chỉ cần khoan ta rô.
II . TIẾN TRÌNH CÔNG NGHỆ.
+Nguyên công I : Phay thô và tinh mặt đắy đạt chiều dầy 20mm.
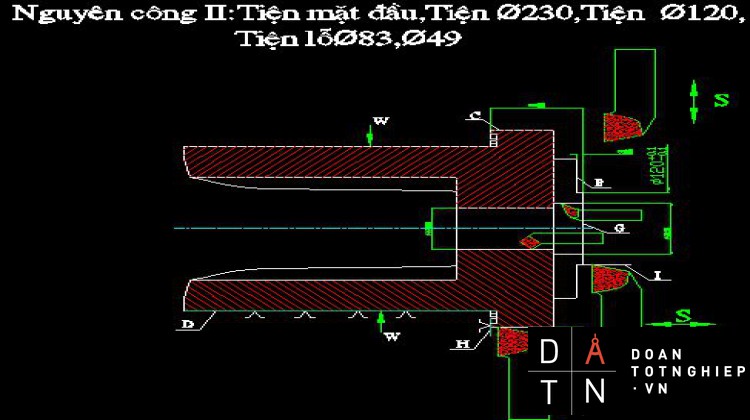
+Nguyên công II : Phay thô và tinh mặt A.
+Nguyên công III :-Khảo mặt 4lỗ bậc -32 sâu -10 và -16.
-Khoan 2lỗ -15.8và 2lỗ -16.
-Khoan rộng 4lỗ -31 sâu 10.
-Khoét 4lỗ -32 sâu 10.
-Doa 2lỗ -15.8 thành -16.
+Nguyên công IV : Khoan ta rô các lỗ vít M10x1 de20x6 lỗ.
+Nguyên công V - Khoan ta rô lỗ tháo dầu M20x1.
+Nguyên công VI :Khoả mặt đầu lỗ thăm dầu.
Khoan thủng lỗ -12.
Khoan rộng và ta rô lỗ tháo dầu M20x1 sâu 25.
+Nguyên công IV : Khoan các lỗ -9.5 --10 -12.
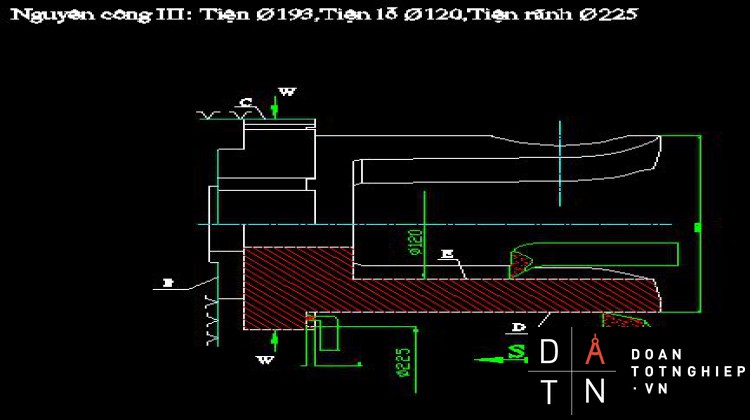
+Nguyên công V :-Phay các mặy bên C và mặt D.
-Khoét doa các lỗ -120.
+Nguyên côngVI : Khoan ta rô các lỗ vít M10x1 de20x6 lỗ.
- Khoan ta rô lỗ tháo dầu M20x1.
+Nguyên côngVIII :Khoả mặt đầu lỗ thăm dầu.
Khoan thủng lỗ -12.
Khoan rộng và ta rô lỗ tháo dầu M20x1 sâu 25.
+Nguyên công IX : Kiểm tra.
- Kiểm tra đồng tâm của 2 lỗ -120.
- Kiểm tra độ // giữa hai mặt bên C và độ-của C và A
- Kiểm tra độ--của mặt D và A.
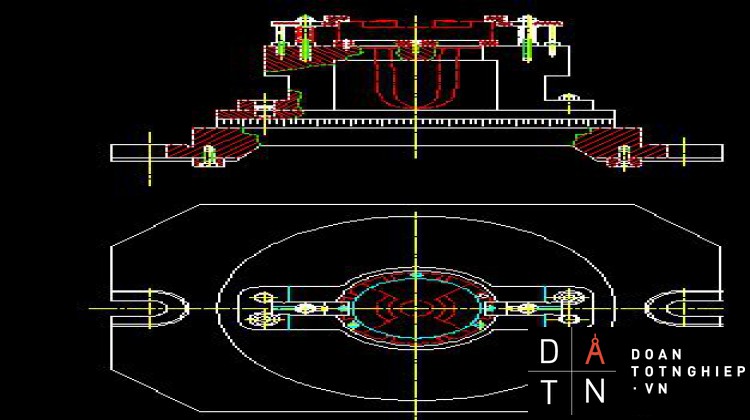
III. THIẾT KẾ NGUYÊN CÔNG.
- +Nguyên công I : Phay mặt đắy hộp E.
+Định vị kẹp chặt: Chọn mặt trong đắy hạn chế 3 bậc tự do.
- Quay quoanh OX.
- Quay quoanh OY.
- Tịnh tiến OZ.
+ Chọn mặt đầu của đắy hạn chế 2 bậc tự do.
- Quay quoanh OZ.
- Tịnhtiến OX
+ Chọn mặt thành bên của đắy hạn chế 1 bậc tự do.
- Tịnh tiến OZ.
+Lực kẹp như kình vẽ.
+Sơ đồ cắt gọt : -Phay thô 1 lần với chều sâu cắt t = 3mm.
-Phay tinh 1 lần với chiề sâu cắt t = 0.5mm.
+Kích thước công nghệ: Đảm bảo độ // tương đối của mặt đắy với mặt
trongcủa đắy và có độ dầy là 24mm.
+Chọn mắy phay đứng 6H12 có N = 7KW.
+Chọn dao phay mặt đầu có gắn hợp kim cứng BK6.
+Chọn đồ gá chuyên dùng.
+Dụng cụ do thước căp 1/20.
2. +Nguyên công II : Gia công 4 lỗ bậc --32 sâu 10 và 4lỗ ---16.
+Định vị kẹp chặt: Chọn mặt trong đắy hạn chế 3 bậc tự do.
- Quay quoanh OX.
- Quay quoanh OY.
- Tịnh tiến OZ.
+ Chọn mặt đầu của đắy hạn chế 2 bậc tự do.
- Quay quoanh OZ.
- Tịnhtiến OX
+ Chọn mặt thành bên của đắy hạn chế 1 bậc tự do.
- Tịnh tiến OZ.
+Lực kẹp như kình vẽ.
+Sơ đồ cắt gọt : -Khoả mặt đầu để khoan 4lỗ bậc-32 sâu-10 4lỗ
-16.
-Khoan 2lỗ chéo nhau --15.8 còn 2lỗ kia khoan -16
-Khoan rộng 4lỗ 15.8và --16 thành ---31 sâu 10.
-Khoét 4lỗ --31thành--32 sâu 10.
-Doa 2lỗ--15.8 thành --16.
+Kích thước công nghệ :2 lỗ chéo nhau 16sau doa cần ddatj độ bang
cao và có đường tâm cùng với mặt đắy để giúp định vị cho các nguyên
công sau.
+Chọn máy khoan cần ngang có N = 4.5 KW có khả năng di chuyển
toạ độ.
+Chọn đồ gá chuyên dùng .
+Chọn dao phay mặt đầu có gắn hợp kim cứng BK6 và dao khoan ,doa
tiêu chuẩn.
+Dụngkiểm tra thước kặp 1/20.
3. +Nguyên công III :Phay mặt A.
+Định vị kẹp chặt:-Mặt đáy hạn chế 3 bậc do.
-Quay quoanh OX.
-Quay quoanh OY.
-Tịnh tiến OZ.
-Hai lỗ 16 hạn chế 3 bậc dùng 2 chốt trụ ngắn và
chám.
-Quay quoanh OZ.
-Tịnh tiến OX.
-Tịnh tiến OY.
-Kẹp chặt như hình vẽ.
+Sơ đồ cắt gọt : -Phay thô 1 lần với chều sâu cắt t = 3mm.
-Phay tinh 1 lần với chiề sâu cắt t = 0.5mm.
+Kích thước công nghệ: Đảm bảo độ cao của miệng là 14và chiều cao
hộp là 260.Độ bang bề mặt Ra 3.2
+ Chọn mắy phay đứng 6H12 có N = 7KW.
+Chọn dao phay mặt đầu có gắn hợp kim cứng BK6.
+Chọn đồ gá chuyên dùng.
+Dụng cụ do chuyên dùng.
4.+Nguyên công IV: Khoan các lỗ--9.5---10--12.
+Định vị kẹp chặt:-Mặt đáy hạn chế 3 bậc do.
-Quay quoanh OX.
-Quay quoanh OY.
-Tịnh tiến OZ.
-Hai lỗ 16 hạn chế 3 bậc dùng 2 chốt trụ ngắn và
chám.
-Quay quoanh OZ.
-Tịnh tiến OX.
-Tịnh tiến OY.
+Định vị kẹp chặt thân trên với thân dưới.Mặt phẳng lắp ghép với
thân dưới hạn chế 3 bậc tự,do quay quoanh OX,OY,tịnh tiến
OZ,mặt thành bên và mặt đầu của thân trên hạn chế 3 bậc quay
quoanh OZ,tịnh tiến OXvàOYrồi kẹp chặt thân trên với thân dưới.
-Khoan 2lỗ 9.5 chéo nhau,tháo kẹp chặt giữa thân trên và thân dưới
ra rồi dùng pu lông đai ốc ghép chặt lắp với thân lại với nhau.
- Gia công lốt các lỗ 10 và 12.
+Kích thước công nghệ : Đảm bảo kích thước các lỗ về mặt vị trí của
bản vẽ đưa ra.
+Chọn máy khoan cần ngang có N = 4.5 KW có khả năng di chuyển
toạ độ.
+Chọn đồ gá chuyên dùng .
+Chọn dao phay mặt đầu có gắn hợp kim cứng BK6 và dao khoan ,doa
tiêu chuẩn.
+Dụngkiểm tra thước kặp 1/20.
5. +Nguyên công V:-Phay hai mặt bên C và mặt D.
+Định vị kẹp chặt:-Mặt đáy hạn chế 3 bậc do.
-Quay quoanh OX.
-Quay quoanh OY.
-Tịnh tiến OZ.
...............................................
+Tra bảng (8 – 1):CĐCGCCK. KUv = 1,
=>KV =
=>
=> ntính =
+Theo thuyết minh máy chọn nmáy = 225 (vg/p).
-Theo công thức :
+Tra bảng (11 - 1): (CĐCGCCK) CP xP yP
114 0,9 0,75
+Bảng (12 – 1)(13 – 1):CĐCGCCK.
Kmp = với nP = 0,6
=> mp = 1
+Tra bảng (15 – 1)(CĐCGCCK) K =0,98
K = 1
=>KP = 1.0,98.1 =0,98
=>Máy làm việc an toàn.
+Doa 2 lỗ ứ 16
- Chọn dao P18 2 răng.
- Chọn
- Chọn theo sức bền dao có S = Cs.D0,7
Tra bảng (2-3) Cs = 0,2
- S = 0,2 . 160,7=1,4mm.
Theo máy chọn S = 1,15mm.
-Tính vận tốc theo
-Tra bảng ( 3-3) Cv Zv Xv Yv m
15,6 0,2 0,1 0,5 0,3
-Bảng ( 5-3) Kmv = 1
-Bảng ( 6-3) Klv = 1
-Bảng ( 7-1) Knv = 1 ( không vỏ cứng )
-Bảng ( 8-1) Kuv = 1
- Kv = 1.
-Bảng ( 4-3) T = 30 (p )
=>
=> Số vòng quay trục chính
-Chọn nmáy= 190 (v/p)
-Mô men xoắn của doa nhỏ nên bỏ qua
+Tính thời gian nguyên công .
-Gọi T1 là thời gian khoan 2 lỗ ứ 15,8
-Gọi T2 là thời gian khoan 2 lỗ ứ 16
-Gọi T3 là thời gian khoan rộng 4 lỗ ứ 31 sâu 10
-Gọi T4 là thời gian khoét 4 lỗ ứ 31 sâu 10
-Gọi T5 là thời gian doa 2 lỗ ứ 16.
+Tính T1 :
+Theo công thức
-Trong đó L : là chiều sâu khoan .
L2: là khoảng chạy quá. L2= (1-:- 3)=2mm
+Coi T2 T1 => T2 = 0,2
+Tính T3:
+Tính T5 :
+Theo công thức
L2= (1-:- 3)=2m
=>
=> thời gian cả nguyên công là T = T1 + T2 + T3 + T4 + T5 .
T = 0,2 + 0,2 + 0,16 + 0,3 + 0,2 = 1,06(p).
3. Nguyên công III: Phay mặt A.
+Phay thô mặt A:
+ Chọn mắy và dụng cụ cắt.
- Chọn mắy phay đứng 6H12 có N = 7KW.
- Chọn dao phay mặt đầu có gắn hợp kim cứng BK6 có D = 300mm và có Z = 8 răng.
+Tính ché độ cắt:
- Phay thô với t = 3mm.
- Tra bảng (5-33) STCNCTM Tập 2. Chọn S0 = 0.2mm/s.
- Vì bề rộng phay > 30mm => S cần giảm 30%.
=> SZ = 0.2 – 0.06 =0.14mm.
=> SV = 0.14 . 8 =1.12mm/vg.
+Vận tốc cắt
Theo công thức:
+Tra bảng (5 – 39): (STCNCTM) CV qV xV yV uV pV m .
445 0.2 0.15 0.35 0.2 0 0.32
+Tra bảng (5 – 40): (STCNCTM) T = 300.
+Tra bảng (5 – 1): (STCNCTM) KV =
+ Tra bảng (5 – 2): (STCNCTM) có nv = 1.25
+Với gang xám HB = 190 . => K = 1.
+Tra bảng (5 – 5):(STCNCTM) (bề mặt phôi không vỏ cứng) Knv = 1
+Tra bảng (5 – 6): (STCNCTM) Kuv = 1
=>
=> ntính =
+Theo thuyết minh máy chọn nmáy =118 (vg/p).
=> Vthực =
=> S = Sv .n = 1,12 . 118 = 132(mm/s).
+Chọn Smáy = 118 (mm/p).
+Nghiệm công suất máy.
Theo công thức
+Tra bảng (5 - 41) CP xP yP uP qP wP
54.5 0.9 0.74 1 1 0
+Bảng (5 – 9): KP = Kmp = nP =
+ => KP = 1
=> PZ =
=>
=> Máy làm việc an toàn.
B. Phay tinh mặt A với t = 0,5mm.
+ Tra bảng (5 -37)STCNCTM chọn S0 =0,6mm/s.
=> SV = 0.6 . 8 =4,8(mm/vg).
+Vận
Theo công thức:
+Tra bảng (5 – 39): (STCNCTM) CV qV xV yV uV pV m .
445 0.2 0.15 0.35 0.2 0 0.32
+Tra bảng (5 – 40): (STCNCTM) T = 300.
+Tra bảng (5 – 1): (STCNCTM) KV =
+ Tra bảng (5 – 2): (STCNCTM) có nv = 1.25
+Với gang xám HB = 190 . => K = 1.
+Tra bảng (5 – 5):(STCNCTM) (bề mặt phôi không vỏ cứng) Knv = 1
+Tra bảng (5 – 6): (STCNCTM) Kuv = 1.
ntính =
+Theo thuyết minh máy chọn nmáy = 95 (vg/p).
=> Vthực =
=> Smáy = 95 . 0,6 = 57 (mm/p).
+Chọn Smáy = 50 (mm/p).
+Tính thời gian nguyên công.
-Theo công thức :
-Trong đó L : chiều dài phôi.
L1: khoảng chạy tới
L2: khoảng chạy quá lấy =5mm.
+Thời gian phay thô T01.
-Ta có
=>
=>
+Thời gian phay tinh T02.
=>
=>
+Thời gian các nguyên công:
T = T01 + T02 = 5,8+ 13,3 = 19,1 (p).
|
2 |
P tinh |
6H12 |
BK6 |
T kặp 1/20 |
95 |
50 |
0,5mm |
|
1 |
P thô |
118 |
118 |
3mm |
|||
|
STT |
|
Máy |
Dụngcụ cắt |
Dụng cụ đo |
n(vg/p) |
S(mm) |
t(mm) |
|
Thông số cắt |
|||||||
TÀI LIỆU THAM KHẢO
1] : Thiết kế đồ án công nghệ chế tạo máy
[2] : Sổ tay công nghệ chế tạo máy tập 1 (bộ 3 tập)
[3] : Sổ tay công nghệ chế tạo máy tập 2 (bộ 3 tập)
[4] : Sổ tay công nghệ chế tạo máy tập 2 (bộ 3 tập)
[5] : Sổ tay nhiệt luyện
[6] : Công nghệ chế tạo máy tập 1
[7] : Sổ tay công nghệ chế tạo máy tập 1 (bộ 7 tập)
[8] : Sổ tay công nghệ chế tạo máy toàn tập (trường ĐHBK










