ĐỒ ÁN Nghiên cứu, tính toán thiết kế hệ thống khuôn sản xuất cốc nhựa bằng phương pháp hút chân không

NỘI DUNG ĐỒ ÁN
ĐỒ ÁN Nghiên cứu, tính toán thiết kế hệ thống khuôn sản xuất cốc nhựa bằng phương pháp hút chân không
Mục Lục :
Dữ liệu bao gồm: bản vẽ 2D bằng Autocad 2018 (có xuất PDF), các file bản vẽ 3D bằng Inventor 2018, các bản vẽ lắp và phân rã
Mục Lục. 1
Phụ Lục Hình Ảnh. 3
Lời Cảm Ơn. 5
Chương 1:TỔNG QUAN.. 6
1.1: Đặt vấn đề. 6
1.2: Ý nghĩa khoa học và thực tiễn của đề tài7
1.3: Quá Trình Cấp Liệu. 10
1.3.1: Nhựa PET. 11
1.3.2: Nhựa PS. 12
1.3.3: NhựaPP. 13
1.4: Quy Trình Gia Nhiệt14
1.4.1: Nhiệt dung riêng. 14
1.4.2: Độ dẫn nhiệt 14
1.4.3: Gia nhiệt tấm nhựa bằng bức xạ nhiệt 15
1.5: Quá Trình Tạo Hình. 19
1.5.1: Khuôn dưới 20
1.5.2: Khuôn trên. 21
1.5.3: Hút chân không. 23
Chương 2: TÍNH TOÁN THIẾT KẾ HỆ THỐNG.. 25
2.1: Hệ thống truyền động. 25
2.1.1: Trục vít me bi 24
2.1.2: Xi lanh khí nén. 26
Chương 3: QUY TRÌNH CÔNG NGHỆ GIA CÔNG MỘT SỐ CHI TIẾT ĐIỂN HÌNH .29
3.1: Quy trình công nghệ gia công trục vít bi. 29
3.1.1: Phân tích tính công nghệ của chi tiết 29
3.1.2: Tính toán chế độ cắt và thời gian nguyên công. 29
3.1.3: Tính toán thiết kế đồ gá điển hình. 57
3.2: Quy trình công nghệ gia công gối đỡ hai nửa. 60
3.2.1: Phân tích tính công nghệ của chi tiết60
3.2.2: Phân tích và tính chế độ cắt cho các nguyên công.61
3.2.3: Tính và thiết kế đồ gá điển hình. 96
Chương 4:HỆ THỐNG ĐIỀUKHIỂNBẰNGPLCMITSUBISHI. 100
4.1: Tổng quan về điều khiển PLC.. 100
4.2: Thiết bị điều khiển cơ bản của hệ thống. 102
4.2.1: Công tắc tơ. 102
4.2.2: Rơle trung gian. 103
4.2.3: Drive điều khiển động cơ bước. 105
4.2.4: Van điều khiển khín én. 105
4.2.5: Cảm biến quang. 106
Chương 5:KẾT LUẬN VÀ HƯỚNG PHÁT TRIỂN ĐỀ TÀI. 108
5.1: Kết luận đề tài108
5.2: Hướng phát triển đề tài 108
TÀI LIỆU THAM KHẢO.. 110
Phụ Lục Hình Ảnh
Hình 1‑1: Cốc nhựa điển hình trên thị trường. 7
Hình 1‑2: Cốc nhựa một lần dùng dung tích 220ml8
Hình 1‑3: Quy trình hút chân không tạo hình cốc. 9
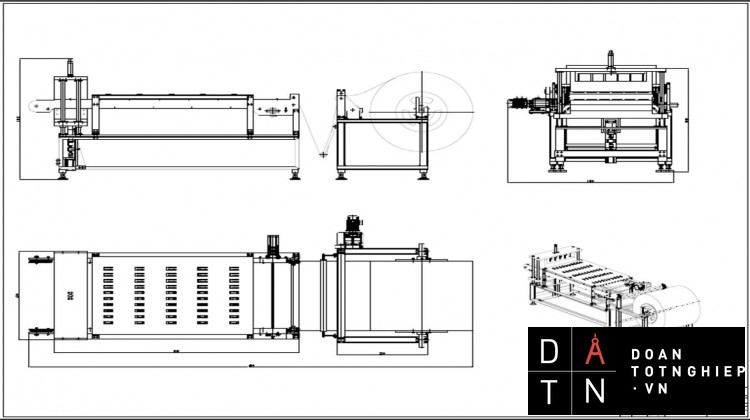
Hình 1‑4: Sơ đồ động. 10
Hình 1‑5: Chu trình cấp liệu. 10
Hình 1‑6: Nhựa PS ứng dụng trong sinh hoạt đời sống. 11
Hình 1‑7: Nhựa PS ứng dụng trong đời sống sinh hoạt 13
Hình 1‑8: Nhựa PP ứng dụng trong đời sống. 14
Hình 1‑9: Nhiệt độ tạo hình của các polymer nhiệt định hình. 15
Hình 1‑10: Hiệu suất gia nhiệt tấm mỏng. 16
Hình 1‑11: Xích tải kéo tấm nhựa. 17
Hình 1‑12: Bộ truyền xích. 18
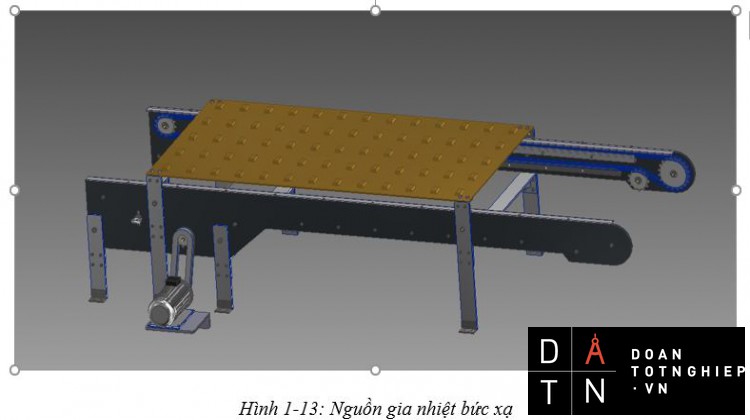
Hình 1‑13: Nguồn gia nhiệt bức xạ. 19
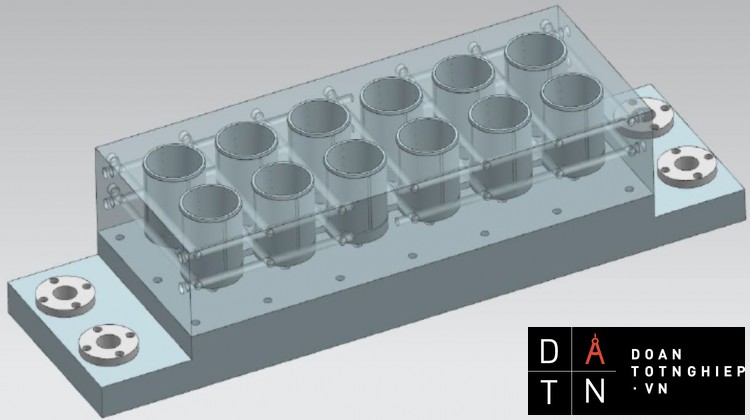
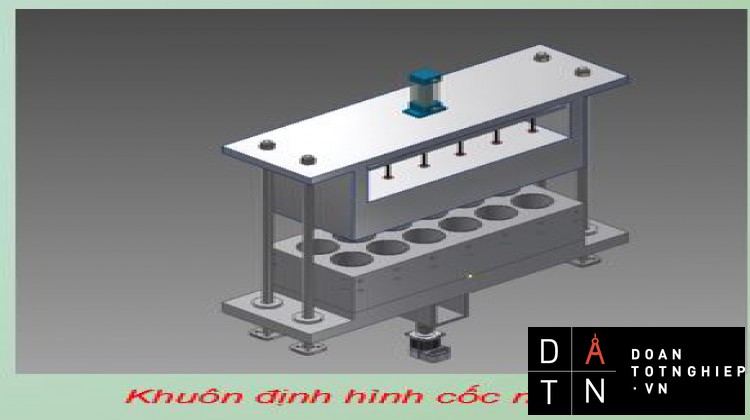
Hình 1‑14: Khuôn định hình cốc nhựa. 19
Hình 1‑15: Khuôn dưới 20
Hình 1‑16:Thành tạo hình cốc. 21
Hình 1‑17: Đế tạo hình cốc. 21
Hình 1‑18: Hệ thống làm mát lòng khuôn. 21
Hình 1‑19: Khuôn trên. 22
Hình 1‑20: Chày ép. 22
Hình 1‑21: Dao cắt23
Hình 2‑1: Xi lanh nén chày ép. 27
Hình 3‑1: Nguyên công cắt phôi 30
Hình 3‑2: Nguyên công khỏa mặt khoan tâm.. 30
Hình 3‑3: Nguyên công tiện bậc. 35
Hình 3‑4: Nguyên công tiện bậc trục. 40
Hình 3‑5: Nguyên công tiện rãnh trục vít 44
Hình 3‑6:Nguyên công nhiệt luyện. 47
Hình 3‑7: Nguyên công mài rãnh trục vít 49
Hình 3‑8: Nguyên công mài cổ trục. 50
Hình 3‑9: Kiểm tra. 56
Hình 3‑10: Dưỡng kiểm tra. 57
Hình 4‑1: Các hãng PLC hiện hành. 100
Hình 4‑2: PLCFX1N-40MR-ES/ULMitsubishi 101
Hình 4‑3 Mộtsố côngtắctơngoàithựctế. 103
Hình 4‑4: Rơ le trung gian. 104
Hình 4‑5: Drive động cơ bước TB6600. 105
Hình 4‑6:Vankhínénđiềukhiểnbằngđiện. 106
Hình 4‑7: Cảm biến quang. 107
Lời Cảm Ơn
Sau thời gian 4 năm học tại trường, được sự dạy bảo và hướng dẫn tận tình của các thầy cô giáo, em đã tiếp thu những kiến thức quí báu mà thầy cô đã truyền đạt. Mỗi sinh viên trước khi ra trường cần phải qua một đợt tìm hiểu thực tế để kiểm tra và bổ sung thêm những kiến thức đã học.
Trong đề tài tốt nghiệp em được giao nhiệm vụ: “Tính toán thiết kế hệ thống làm cốc nhựa dùng trong sinh hoạt bằng phương pháp hút chân không”. Đây là loại máy được sử dụng rộng rãi trong lĩnh vực sản xuất cốc nhựa. Thông qua đề tài này cho em nắm vững hơn về kết cấu cũng như nguyên lý làm việc của tất cả các hệ thống có liên quan.
Trong quá trình làm đồ án tốt nghiệp, em cũng đã cố gắng làm việc, học hỏi, tìm tòi, nghiên cứu rất nhiều các tài liệu có liên quan đến hệ thống và các loại máy đào bánh xích nhằm mong muốn đồ án đạt kết quả tốt nhất. Tuy nhiên, vì bản thân còn ít kinh nghiệm, kiến thức còn hạn chế nên không tránh khỏi những thiếu sót.
Em chân thành gửi lời cảm ơn đến thầy giáo , Giáo viên hướng dẫn, đã quan tâm giúp đỡ trong suốt quá trình làm việc và giúp em hoàn thành đồ án đúng tiến độ.
CHƯƠNG 1 : TỔNG QUAN
1.1.Đặt vấn đề
Trong sự nghiệp công nghiệp hoá và hiện đại hoá đất nước, các ngành công nghiệp kỹ thuật đóng vai trò hết sức quan trọng, trong đó ngành công nghiệp vật liệu chất dẻo là một trong những ngành giữ vai trò quan trọng trong nền kinh tế quốc dân. Ngày nay, trên thế giới cũng như ở Việt Nam, nhu cầu các sản phẩm chất dẻo trong kỹ thuật cũng như trong dân dụng ngày càng tăng. Dựa trên cơ sở khoa học kỹ thuật công nghệ, thành tựu và sự phát triển mạnh mẽ của ngành vật liệu Polymer, các nhà sản xuất chất dẻo đã đưa ra thị trường một số lượng lớn chất dẻo phong phú về chủng loại, có nhiều tính chất và ứng dụng khác nhau và có những ưu nhược điểm nhất định. Tính chất chung của chất dẻo là nhẹ, bền, đẹp, dễ gia công, tạo được nhiều mẫu mã đa dạng hơn, giá thành rẻ hơn các vật khác có cùng công dụng cho nên nó có tính chất thay thế một số vật liệu truyền thống như gỗ, thép. Do sự xuất hiện một số lượng lớn chất dẻo nên hàng loạt sản phẩm có nguồn gốc chất dẻo được sản xuất và vật liệu chất dẻo rất đa dạng và phong phú. Giá trị sử dụng của loại sản phẩm này đã xâm nhập vào mọi lĩnh vực của nền kinh tế và trong dân dụng. Nhu cầu và chất lượng của sản phẩm cũng như ứng dụng của nó ngày càng tăng. Hiện nay, vấn đề chất lượng và đưa ra ứng dụng của loại vật liệu này một cách rộng rãi trong toàn nền công nghiệp và dân dụng là vấn đề quan trọng và cần thiết. Chất lượng và giá thành chính là yếu tố quyết định đến khả năng cạnh tranh của các doanh nghiệp sản xuất và gia công.
Hiện nay nước ta có số lượng hàng quán vỉa hè , lề đường rất nhiều và chủ yếu là tập trung vào các hàng nước giải khát và việc sử dụng cốc nhựa một lần dùng đang ngày càng rộng rãi bởi giá thành cũng như sự tiện lợi nó mang lại. Không những vậy cốc nhựa được sử dụng trong các quán trà sữa đang ngày càng được giới trẻ sự dụng nhiều, hay được sử dụng cho cà phê mang theo, trong các bữa biệc dã ngoại … và từ nhu cầu đó thì việc sản xuất cốc nhựa ngày càng tăng và máy sản xuất cốc nhựa một lần dùng có thể đáp ứng được năng suất cũng như chất lượng của cốc.
Hình 1 1: Cốc nhựa điển hình trên thị trường
Trong quá trình làm luận văn tốt nghiệp, em thực hiện đề tài về máy sản xuất cốc nhựa một lần dùng ( tính toán thiết kế máy sản xuất cốc nhựa một lần dùng).
Tuy nhiên trong điều kiện thời gian có hạn, do điều kiện kinh phí có hạn nên trong phạm vi đề tài này em chỉ tập trung giải quyết những vấn đề chính là phương án thiết kế máy, tính toán thiết kế bộ phận máy, hệ thống điều khiển tự động bằng PLC.
1.2. Ý nghĩa khoa học và thực tiễn của đề tài
a)Mục đích đề tài :
• Sản xuất cốc nhựa một lần dùng 220ml kích thước 7x5x7,5cm
• Năng suất sản phẩm : 120 cốc / phút
• Sử dụng màn nhựa : PP, PS, PET, PVC có độ dày 1 mm
• Về mặt cơ khí : tính toán thiết kế, đảm bảo độ bền và năng suất sản phẩm
• Điều khiển tự động bằng PLC với ít sự tham gia của con người
• Thiết kế dễ dàng cho việc sửa chữa, bảo trì
Hình 1 2: : Cốc nhựa một lần dùng dung tích 220ml
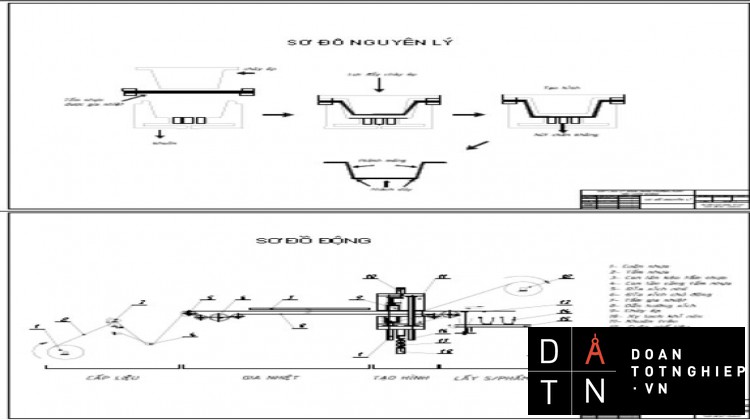
b)Phương pháp nhiệt định hình
Đây có thể nói là phương pháp gia công có thể nói là cổ điển. Qúa trình gia công được thực hiện bởi nguyên liệu nhựa dạng tấm gồm cái giai đoạn :
• Chuẩn bị tấm nhựa phù hợp với kích thước khuôn .
• Gia nhiệt cho tấm đến nhiệt độ thích hợp.
• Tạo hình và làm nguội.
• Lấy sản phẩm ra và hoàn tất.
Trong phương pháp này vật liệu chỉ được đốt nóng đến trạng thái mềm cao và quá trình tạo hình là quá trình gây biến dạng tấm vật liệu để đạt được hình dạng cuối cùng. Phương pháp này có những đặt điểm sau :
• Thiết bị đơn giản, đầu tư thấp.
• Phù hợp khi sản xuất số lượng ít , sản phẩm với kích thước thước lớn, hình dạng đơn giản. Vật liệu khuôn không yêu cầu cao
• Chu kì khuôn nhanh
Do những đặt điểm trên mà ngày nay phương pháp nhiệt định hình được áp dụng phổ biến hơn và phương pháp tạo hình chân không ra đời cho phép sản xuất sản phẩm có chất lượng cao.
Kĩ thuật này mở rộng hướng áp dụng của phương pháp tạo hình nhiệt vì yêu cầu cần thiết bị đơn giản, năng suất cao, cho nhiều sản phẩm có hình dạng khác nhau.
c)Tạo hình chân không kết hợp với chày ép
Để tránh các vết trên bề mặt sản phẩm do sự làm nguội vật liệu tại các tiếp điểm đầu tiên giữa tấm vật liệu và khuôn cũng như bề dày ở góc đấy sản phẩm mỏng người ta sử dụng chày ép để tạo dạng sơ bộ. Phương pháp này cho sản phẩm đều hơn và có thể sự dụng với sản phẩm có độ sâu hơn phương pháp hút chân không trực tiếp .
Chày ép được khuyên dùng bằng nhựa PTFE cho tấm nhựa PET hay PP ,PS vì khả năng chịu nhiệt cao, cường độ chịu nén cao, nhẹ.Trước khi dùng lực chân không , chày ép được hạ xuống một đoạn nhất định để tạo hình sơ bộ cho tấm vật liệu. Chày ép thường nhỏ hơn lòng khuôn 10% - 20%.
Hình 1-3: Quy trình hút chân không tạo hình cốc
Các quá trình tạo thành cốc nhựa Bao gồm 3 quá trình chính là :
• Quá trình cấp liệu : Giúp kéo tấm nhựa từ cuộn màng nhựa vào trong bộ phận gia nhiệt.
• Quá trình gia nhiệt : Giúp gia nhiệt tấm nhựa đến nhiệt độ tạo hình trước khi đưa vào khuôn.
• Quá trình tạo hình : Tạo hình
...
Nguyên lí hoạt động : Hai con lăn kéo tấm nhựa sẽ kẹp tấm nhựa chặt lại , một con lăn sẽ được truyền động bởi động cơ và nhờ đó tấm nhựa sẽ được kéo ra từ cuộn màng nhựa ban đầu. Con lăn căng tấm nhựa có chức năng căng tấm nhựa khi mà tấm nhựa bị kéo vào trong bộ phận gia nhiệt nhờ trọng lượng của nó.
Các loại nhựa thông dụng sử dụng cho cốc nhựa
1.3.1. Nhựa PET
Nhựa P ET L à G ì?
Polyethylene terephthalate (được gọi là PET ) là nhựa nhiệt dẻo, thuộc loại nhựa Polyester và được dùng trong tổng hợp xơ sợi, vật đựng đồ uống, thức ăn và các loại chất lỏng.
Đặc tí nh củ a nhựa PET
• Nhựa PET là loại nhựa nhiệt dẻo, là một loại nhựa chảy mềm thành chất lỏng dưới tác dụng của nhiệt độ cao và đóng rắn lại khi làm nguội. Nhựa nhiệt dẻo có hơn 40 loại, đến năm 1900 thì nhựa nhiệt dẻo được sử dụng rộng rãi. Nhựa PET có độ bền cơ học cao, có khả năng chịu đựng lực xé và lực va chạm, chịu đựng sự mài mòn cao, có độ cứng vững cao.
• Nhựa PET trơ với môi trường thực phẩm và trong suốt.
• Nhựa PET chống thấm khí O2 và CO2 tốt hơn các loại nhựa khác.
• Khi gia nhiệt đến 200ºC hoặc làm lạnh ở – 90ºC, cấu trúc hóa học của mạch PET vẫn được giữ nguyên, tính chống thấm khí hơi vẫn không thay đổi khi nhiệt độ khoảng 100ºC .
Đây là loại nhựa chỉ sử dụng duy nhất một lần, nên nếu dùng đi dùng lại có thể gia tăng nguy cơ làm hòa tan các kim loại nặng và hóa chất cấu tạo nên chúng. Các chất này làm ảnh hưởng đến sự cân bằng hóc-môn trong cơ thể
Công dụng của nhựa PET: Do tính chống thấm rất cao nên PET được dùng làm chai, bình đựng nước tinh khiết, nước giải khát có gas. Ngoài ra, trong sản xuất nhựa định hình, PET cũng được sử dụng rộng rãi trong sản xuất khay nhựa đựng thực phẩm nhờ vào tính thấm khí và an toàn khi ở nhiệt độ cao.
Hình 1-6: Nhựa PET ứng dụng trong sinh hoạt đời sống
Nhựa PET rất khó để làm sạch, mức độ tái chế của chúng cũng rất thấp (chỉ khoảng 20%) vì vậy tốt nhất là dùng xong hãy vứt chúng đi ngay.
1.3.2.Nhựa PS
Nhựa P S (Po ly sty re n ) Là Gì ?
Là một loại nhựa nhiệt dẻo (Polymer) tên gọi là Polystyren (gọi tắt là PS), được tạo thành từ phản ứng trùng hợp Styren. Công thức cấu tạo của Polystyren là (CH[C6H5]-CH2)n.
PS là loại nhựa rẻ và nhẹ có thể tìm thấy trên vỏ một số hộp đựng đồ ăn nhanh, cốc uống nước, hộp đựng trứng và dao đĩa thìa picnic. Dù chúng có khả năng chịu nhiệt và lạnh đáng kể, nhưng ở nhiệt độ cao như lò vi sóng chúng có thể giải phóng chất độc hại. Ngoài ra, cũng không được dùng đựng đồ có chất acid mạnh, chất kiềm mạnh. Chính vì thế, loại nhựa này không được phép dùng để đựng đồ ăn thức uống lâu dài.
Đặc tính Của Nhựa PS (Polystyren )
• Nhựa PS (Polystyren) cứng trong suốt, không có mùi vị, cháy cho ngọn lửa không ổn định.
• Không màu và dễ tạo màu, hình thức đẹp, dễ gia công bằng phương pháp ép và ép phun (Nhiệt độ gia công vào khoảng (180 – 200)°C.
• Nhựa PS (Polystyren) thuộc dòng nhựa nhiệt dẻo, đây là một loại nhựa chảy mềm thành chất lỏng dưới tác dụng của nhiệt độ cao và đóng rắn lại khi làm nguội. Nhựa nhiệt dẻo có hơn 40 loại và đến giữa những năm 1900 thì nhựa nhiệt dẻo được sử dụng rộng rãi.
Công dụng của nhựa PS
Nhựa PS (Polystyren) được sử dụng trong sản xuất hộp xốp nhựa đựng thực phẩm, vỏ nhựa CD, DVD, đồ chơi trẻ em, máy vi tính, máy sấy tóc, thiết bị nhà bếp.
Nhựa PS (Polystyren) trong lĩnh vực nhựa định hình PS thường được dùng sản xuất hộp nhựa, ly nhựa, tô chén nhựa, khay nhựa bánh kẹo nhờ vào đặc tính cứng và giòn, rất nhẹ, dễ tạo hình, sản phẩm cho ra đẹp. Tuy nhiên, đối với sản phẩm từ nhựa PS tốt nhất là không nên dùng PS để đựng thức ăn nóng (trên 70 độ C) vì ở nhiệt độ cao lượng Monostyren giải phóng ra lượng lớn sẽ tổn hại đến gan.
Do đó, không dùng dùng khay nhựa từ PS để đựng nước sôi, thức ăn nhiều dầu mỡ, dưa muối, giấm.
Hình 1-7: Nhựa PS ứng dụng trong đời sống sinh hoạt
1.3.3.Nhựa PP
Nhựa P P Là Gì ?
Polypropylen là một loại Polymer là sản phẩm của phản ứng trùng hợp Propylen.
Tên khác: Polypropylene, Polypropene.
Polypropylen có tính bền cơ học cao (bền xé và bền kéo đứt), khá cứng vững, không mềm dẻo như PE, không bị kéo giãn dài do đó được chế tạo thành sợi. Đặc biệt khả năng bị xé rách dễ dàng khi có một vết cắt hoặc một vết thủng nhỏ
Đặc tính của nhựa PP
• Nhựa PP trong suốt, độ bóng bề mặt cao cho khả năng in ấn cao, nét in rõ;
• PP không màu không mùi, không vị, không độc.
• PP cháy sáng với ngọn lửa màu xanh nhạt, có dòng chảy dẻo, có mùi cháy gần giống mùi cao su, chịu được nhiệt độ cao hơn 100°C. Có tính chất chống thấm O2, hơi nước, dầu mỡ và các khí khác.
Công dụng của nhựa PP
Dùng để làm cốc đựng sữa chua, si-rô, hoặc cốc cà phê. Chất này bền và nhẹ, chịu được ở nhiệt độ 167 độ C nên có thể tái sử dụng, quay trong lò vi sóng. PP cũng chống được ẩm và chất nhờn rất tốt.
Hình 1-8: Nhựa PP ứng dụng trong đời sống
1.4.Quy Trình Gia Nhiệt
Nhiệt dung riêng và độ dẫn nhiệt là hai tính chất vật lý polymer quan trọng được sử dụng rộng rãi trong quá trình nhiệt định hình.
....
3.Gia nhiệt tấm nhựa bằng bức xạ nhiệt
Trong các bước hình thành và cắt tỉa, kích thước tấm thay đổi nhưng về cơ bản tấm ở nhiệt độ không đổi. Trong các bước làm nóng và làm mát, kích thước tấm về cơ bản là không đổi, nhưng nhiệt độ tấm đang thay đổi. Như vậy thì quá trình truyền nhiệt và quá trình biến dạng cơ học được xử lý tốt nhất.
Nhiệt định hình bằng hút chân không là quá trình nhựa tốn nhiều năng lượng vì vậy để hiệu quả về mặt kinh tế đòi hỏi sử dụng năng lượng hiệu quả nhất.
Lượng năng lượng cần thiết để làm nóng một đơn vị khối lượng tấm từ nhiệt độ
T (x) là nhiệt độ tại vị trí x trên nửa độ dày của tấm, 0
Hình 1-10: Hiệu suất gia nhiệt tấm mỏng
Một số giá trị này dựa trên các giá trị giả định cho nhiệt dụng và một số giá trị gần đúng. Các polyme vô định hình có mức độ hấp thu nhiệt lớn hơn các polyme tinh thể do đó cần có thêm năng lượng để làm nóng chảy một loại polymer tinh thể ,nếu đầu vào năng lượng cho cả hai tấm là như nhau, thì nó đòi hỏi phải làm nóng polyme tinh thể lâu hơn .
Bức xạ nhiệt và nguồn bức xạ
Bức xạ là sự truyền năng lượng từ giữa một nguồn nóng và vật có nhiệt độ tấp hơn mà nó nhìn thấy. Truyền năng lượng bức xạ không phụ thuộc vào khoảng cách ngăn cách nguồn và tấm nhựa , đây là cách hiệu quả nhất để làm nóng bề mặt tấm nhựa nhưng sử dụng sai có thể dẫn đến cháy bề mặt, phân phối nhiệt độ rất không đồng đều qua độ dày của tấm và lãng phí năng lượng.
Các nguồn bức xạ phổ biến là :
Đốt cháy khí trực tiếp.
Dây xoắn ốc niken
Lò sưởi que thép
Lò sưởi ống halogen
Tấm gốm có dây điện trở nhúng
Gạch gốm có dây điện trở nhúng
Lò sưởi ống thạch anh
Năng lượng bức xạ và tổn thất năng lượng
Đối tấm nhựa thời gian gia nhiệt tăng tỷ lệ thuận với độ dày. Do tính dẫn nhiệt của nhựa thấp, nhiệt độ bề mặt của các tấm dày có thể nhanh chóng vượt qua độ ổn định nhiệt của nhựa, khiến cần phải giảm năng lượng bức xạ. Điều này có thể đạt được trên các bộ điều nhiệt dạng cuộn bằng cách hạ thấp công suất xuống mức gia nhiệt thứ hai.
Phần bức xạ được phản xạ bởi tấm là không đáng kể và gần như không phụ thuộc vào bước sóng và độc lập với độ dày của tấm. Trừ khi ai đó muốn ép nóng tấm nhựa kim loại, tổn thất phản xạ, thường chiếm không quá 4%, có thể bị bỏ qua. Nhiệt độ bề mặt và truyền năng lượng nhiệt có thể được ước tính bằng mối quan hệ Stefan-Boltzmann:
E=σε[(T_heater/100)^4-(T_plastic/100)^4 ]
E là năng lượng bức xạ trên mỗi đơn vị diện tích W/m2
=5,67 w/m2 oK là hằng số Stefan-Boltzmann
: độ phát xạ giữa bề mặt gia nhiệt và nhựa
T : là nhiệt độ tuyệt đối oK
T_heater: Nhiệt độ lò nung
T_plastic : Nhiệt độ của vật liệu
Nhiệt lượng gia nhiệt tấm nhựa nhận từ tấm gia nhiệt bị mất mát vì làm nóng môi trương xung quanh. Để xác định năng lượng tấm nhựa người ta sử dụng tham số F
Năng lượng gia nhiệt tấm nhựa = Nặng lượng của nguồn bức xạ x F
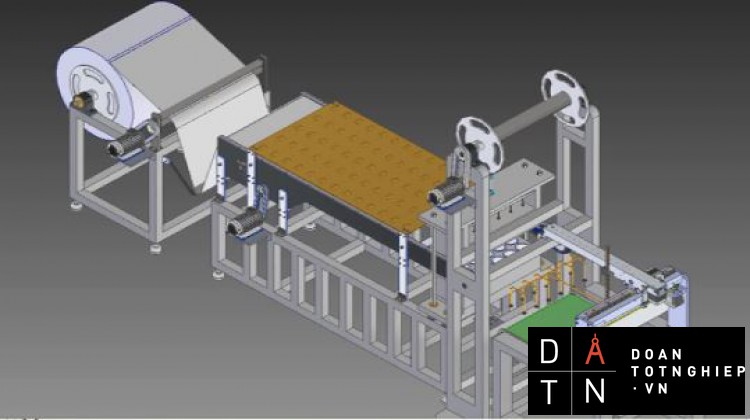
Tấm nhựa sẽ được gia nhiệt bằng bức xạ nhiệt, tấm nhựa sau khi được kéo ra khỏi bộ phận cấp liệu sẽ được dẫn động nhờ hệ thống xích tải và được đặt dưới bộ gia nhiệt một khoảng cách để gia nhiệt đển nhiệt độ thích hợp trước khi được tạo hình trong khuôn.
Hình 1-11: Xích tải kéo tấm nhựa
Trong phương pháp định hình nhiệt thì quá trình gia nhiệt tốn nhiều thời gian nhất, tấm giựa cần được trải dài một khoảng cách lớn để đạt đủ nhiệt độ trước khi tạo hình.
Hình 1-12: Sơ đồ nguyên lý quá trình gia nhiệt
1- Đĩa xích nhỏ
2- Đĩa xích lớn
3- Tấm nhựa
4- Dẫn hướng xích dưới
5- Dẫn hướng xích trên
6- Nguồn gia nhiệt bức xạ
Bốn đĩa xích nhỏ có chức năng căng dây xích và được truyền chuyển động nhờ đĩa xích lớn được gắn với động cơ bước.
Động cơ bước được sử dụng ở đây vì quá trình truyền chuyển động này yêu cầu về độ chính xác vị trí cao, tải trọng nhỏ do tấm nhựa chỉ dày 1mm và do đó không yêu cầu về mặt tải trọng .
Dẫn hướng xích dưới và dẫn xích trên có nhiệm vụ nâng bộ truyền xích không bị võng do trọng lực từ đó mà giảm lực căng dây xích và giảm tải trọng lên động cơ.
Nguồn gia nhiệt giúp gia nhiệt cho tấm nhựa trước khi tạo hình.







