Thiết kế hộp giảm tốc 2 cấp bánh răng trụ răng nghiêng trên phần mềm Pro Engineer
NỘI DUNG ĐỒ ÁN
- Thiết kế hộp giảm tốc 2 cấp bánh răng trụ răng nghiêng trên phần mềm Pro Engineer
-
Lắp ghép bề mặt trụ trơn:
- Lắp ghép giữa bánh răng với trục có kích thước danh nghĩa là Dn (dn)=44mm:
Đặc tính theo yêu cầu của lắp ghép là:
Smax = 18µm, Smin = -23µm
Theo bảng 2/tr19 chọn được kiểu lắp ghép theo hệ thống trục là là: Ф 44 K7/h6
- Lặp sơ đồ phân phối miền dung sai (hình 1.2)
Với kiểu lắp theo bảng 4/tr23 và 5/tr30, , [1], ta xác định được:
Lỗ Ф 44K7: ES = +7µm
EI = -18µm
Trục Ф 44h6: es = 0µm
ei = -16 µm
Theo các trị số sai lệch kích thước ta lập được sơ đồ phân bố như hình 1.1
ITD = ES – EI = 7 – (-18 )= 21µm
ITd = es – ei = 0 – (-16) = 16µm
- Căn cứ vào sơ đồ phân bố ta tính được độ hở giới hạn và độ dôi giới hạn:
- Độ dôi lớn nhất:
Nmax = dmax – Dmin = 44 -43.982 = 0.018mm
- Độ hở lớn nhất:
Smin = Dmax – dmin = 44.007 – 43.984 = 0,016mm
Sai lệch:
Hình 1.1
à Từ sơ đồ phân bố miền dung sai ta thấy đây là mối trung gian.
- Xác định xác suất xuất hiện độ hở (độ dôi âm) của lắp ghép: (hình 1.2)
Kiểu lắp ghép K7/h6: là kiểu lắp ghép trung gian vì thế xác suất xuất hiện độ hở là 45% và xuất hiện độ dôi là 55%. Nên ta không cần tính xác suất xuất hiện độ dôi, độ hở.
2. Lắp ghép ổ lăn với trục và vỏ hộp.
2.1. Theo TCVN 1479-74-TCVN hoặc theo bảng 18p, trang 348, [2], ổ lăn 7209 có các kích thước cơ bản sau là ổ đũa côn đỡ chặn:
d = 45mm;
D = 85mm;
B = 20mm;
r = 2mm;
2.2. Quyết định kiểu lắp cho mối ghép ổ lăn với trục và vỏ hộp:
Đề bài đã cho:
- Vòng quay cùng với trục tải trọng tác dụng lên ổ có phương không đổi.
- Đặc tính tải trọng K ≤ 1,5
- Phản lực hướng tâm tính toán của ổ R = 1000N
- Tải trọng hướng trục AN = 3000
- Tỷ số = 0
- Vòng chịu tải cục bộ lắp không tháo trong quá trình sử dụng.
Ta có:
Vòng ngoài có kích thước D = 85mm, lắp với vỏ gang không tháo, chịu tải trọng có va chạm và rung động vừa phải (K ≤ 1,5) ổ lăn cấp chính 0 theo bảng 10 trang 44-45, BÀI TẬP KỸ THUẬT ĐO ta chọn kiểu lắp G7 ( nếu ổ lăn chính xác hơn, ta chọn kiểu lắp có cấp chính xác cao hơn).
Tải trọng hướng tâm:
PR=
Trong đó:
R - là phản lực hướng tâm tính toán của ổ, đề bài cho R = 1000N;
Kd - là hệ số động lực học của lắp thép tra theo bảng 14, Kd = 1;
F - hệ số tính đến mức độ giảm độ dôi của lắp ghép khi trục rỗng hoặc hộp có thành mỏng tra theo bảng 12 khi trục đặc F = 1;
FA – Hệ số phân bố không đều của tải trọng hướng tâm, tra bảng 13, ta được
FA = 1;
Từ bảng 13 trang 49, [1] ta có:
suy ra FA=1
B’= B - 2r = 14 – 2 x 1.5 = 11mm
PR=
Dựa vào kích thước lắp ghép d = 45mm và trị số PR = 909KN/m, theo bảng 15 chọn kiểu lắp vòng trong vởi trục là k6. Sai lệch giới hạn kích thước bề mặt lắp ghép tra theo bảng 4, bảng 5:
Lỗ f 85G7 Trục f 45k6
Trong một số lắp ghép quan trọng có độ chính xác cao, sau khi chọn kiểu lắp cho vòng chịu tải chu kỳ, cần kiểm tra độ hở hướng tâm ban đầu: Nghĩa là tính toán lượng biến dạng của các vòng lăn. Nếu lượng biến dạng đó vượt quá độ hở hướng tâm ban đầu ( theo tiêu chuẩn ổ lăn) thì cần chọn kiểu lắp khác có độ dôi nhỏ hơn.
2.3.Vẽ bộ phận có lắp ổ lăn tức là vẽ một bộ phận lắp bồm có trục, vỏ hộp ổ lăn, vòng đệm và nắp tham gia. Ghi kích thước và ký hiệu lắp như hình 2.2.
Hình 2.1
Hình 2.2
2.4. Chọn kiểu lắp giữa bạc và trục, giữa nắp và vỏ hộp.
Để đảm bảo dễ gia công, đoạn trục lắp với ổ và với bạc có cung một kích thước danh nghĩa nên có cùng miền dung sai có nghĩa là miền dung sai ở phần này là k6, đã chọn ở mục 2.2. Bạc chỉ dùng để chặn, cần tháo lắp dễ dàng nghĩa là mối ghép cần độ hở lớn. Độ chính xác lỗ bạc không yêu cầu cao, ta thường sử dụng miền dung sai D11.
Giữa bề mặt nắp và hộp cũng cần có độ hở để tháo lắp dễ dàng và để bụ trừ sai số vị trí của các lỗ ren trên thân hộp khi đậy nắp. Miền dung sai của kích thước nắp là d11.
Như vậy:
Lắp ghép giữa trục và bạc là: f45, độ hở nhỏ nhất của lắp ghép:
Smin = 65 - 15 = 50µm (hình 2.4a).
Lắp ghép giữa nắp và vỏ hộp là: f85, độ hở nhỏ nhất của lắp ghép là:
Smin= 9-(-80) = 89µm (hình 2.4b).
2.6. Sai lệch hình dạng bề mặt lắp ổ lăn được xác định theo qui định của tiêu chuẩn (sai số về độ côn và ô van bề mặt trục và lỗ hộp không được vượt quá 1/2 dung sai đường kính, đối với ổ cấp chính xác 0 và 6; không vượt quá 1/4 dung sai đương kính, đối với ổ cấp chính xác 5 và 4).
Độ nhám bề mặt xác định theo bảng 16 trang 50, [1]
Các giá trị cho phép của sai lệch hình dạng và độ nhám bề mặt được ghi trên bản vẽ chi tiết trên hình 2.3
Hình 2.3
3.Lắp ghép then
Lắp ghép then giữa bánh răng và trục có kích thước cơ bản: b x h = 14 x 9;
3.1.Quyết định kiểu lắp cho mối ghép then với trục và bánh răng, biết mối ghép truyền lực thay đổi chiều, sản phẩm sản suất hàng loạt. Căn cứ vào bảng 17 trang 55, [1] ta chọn kiểu lắp:
Then với rãnh trên trục:
Then với rãnh bạc:
3.2.Lập sơ đồ phân bố miền dung sai của lắp ghép.
Dựa vào tiêu chuẩn ( bảng 4 và 5 ) ta tra được các sai lệch của kích thước lắp ghép:
Chiều rộng then: 14h9
Chiều rộng rãnh trục: 14N
Chiều rộng rãnh bạc: 14Js9
Biểu diễn các sai lệch đó trên sơ đồ hinh 111 ta được sơ đồ phân bố miền dung sai lắp ghép.
Hình 3.1
3.3.Vẽ mối ghép và vẽ riêng từng chi tiết tham gia vào mối ghép ròi ghi ký hiệu lắp ghép, các ký hiệu sai lệch kích thước bằng chữ và bằng số như trên hinh 3.3. Đối với các kích thước không tham gia lắp ghép thì sai lệch và dung sai được xác định theo bảng 18 trang 50, [1]. Trong bài chiều cao then có sai lệch h11, theo bảng 4 trang 22-33, [1]ta được:
9h11
.........................................................
Cấp chính xác chung được chọn là IT11.
Sai lệch và dung sai của khâu giảm N3 là
N3=7H11=7-0,090 mm, (tra bảng 5).
Tính sai lệch và dung sai khâu tăng T6
EST6 =
=+0,110 mm.
ITT6 =0,650-0,058-0,120-0,160-0,090
=0,222
EIT6=0,110-0,222=-0,112
T6 = mm.
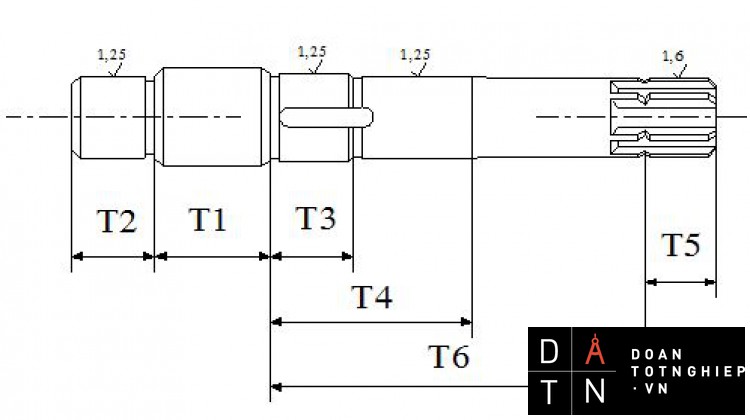
7.3.Chọn phương án ghi kích thước trên bản vẽ.
Từ các kết quả đã xác định được ở các mục trên ta ghi vào bản vẽ chi tiết trục như trên hình 7.4.
Đối với kích thước chiều dài, để tạo điều kiện thuận lợi cho chế tạo, có trường hợp ta phải thay đổi kích thước thiết kế ( kích thước đã xác định ở mục 7.2) bằng những kích thước công nghệ.
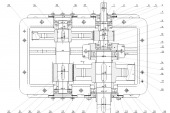
Để xác định độ chính xác kích thước công nghệ ta phải giải chuỗi kích thước công nghệ, chuỗi 7 (hình 7.3).
Giải chuỗi 7 với yêu cầu khâu khép kín là A∑7 = T6 =
Khâu giảm T1 đã biết: T1 = 34-0,018 mm.
Tính khâu tăng T’6: T’6 = 126 - 34 = 92mm.
TT’6 = Tå - TT1 = 222 – 18 = 204mm.
EST6=
== +0,110
EIT6 = 0,110 - 0,204 = -0,094mm.
T’6 = mm.
Hinh 7.3
Hình 7.4
8.5/Thiết kế vỏ hộp:bảng 9-10/tr 268 sách Thiết Kế Chi Tiết Máy
Chọn vỏ hộp đúc, mặt ghép giữa nắp và thân là mặt phẳng đi qua đường tâm các trục để việc lắp ghép dễ dàng hơn.
Chiều dày thành thân hộp : d = 0.025 x 130 + 3 = 6.75mm
Chọn d=8mm
Chiều dày mặt bích dưới, trên cửa nắp hộp b = dx1.5 =12mm
Chiều dày mặt đế p= 2.35x8=18.8mm
Chiều dày gân hộp, nắp hộp
M=(0.85-1) d
Chọn m=7
Bảng 10-10a
M=12
C=18mm
D0= 28mm
Các lỗ lắp ổ bi và nắp chắn trục như hình vẽ.
......................................
8.5/Thiết kế vỏ hộp:bảng 9-10/tr 268 sách Thiết Kế Chi Tiết Máy
Chọn vỏ hộp đúc, mặt ghép giữa nắp và thân là mặt phẳng đi qua đường tâm các trục để việc lắp ghép dễ dàng hơn.
Chiều dày thành thân hộp : d = 0.025 x 130 + 3 = 6.75mm
Chọn d=8mm
Chiều dày mặt bích dưới, trên cửa nắp hộp b = dx1.5 =12mm
Chiều dày mặt đế p= 2.35x8=18.8mm
Chiều dày gân hộp, nắp hộp
M=(0.85-1) d
Chọn m=7
Bảng 10-10a
M=12
C=18mm
D0= 28mm
Các lỗ lắp ổ bi và nắp chắn trục như hình vẽ.
TÀI LIỆU THAM KHẢO
1. Chi tiết máy ,tập I và II : Nguyễn Trọng Hiệp
Nhà xuất bản giáo dục - 2001
2. Tính toán thiết kế hệ dẫn động cơ khí : PGS . TS .Trịnh Chất – TS . Lê Văn Uyển
Nhà xuất bản giáo dục - 2000
3.Hướng dẫn làm bài tập dung sai : PGS . TS . Ninh Đức Tốn – TS . Đỗ Trọng Hùng
Trường ĐHBK Hà Nội – 2000.
Tham khảo
Trịnh Chất – Lê Văn Uyển : Tính toán thiết kế hệ thống dẫn động cơ khí, Tập I,II Nhà xuất bản Giáo dục-1999.
Nguyễn Trọng Hiệp : Chi tiết máy, tập I và tập II.
Nhà xuất bản Giáo dục.
Ninh Đức Tốn - Đỗ Trọng Hùng: Hướng dãn làm bài tập dung sai
Trường đại học bách khoa Hà nội – 2000.
Trịnh Chất : Cơ sở thiết kế máy và chi tiết máy
Nhà xuất bản khoa học và kỹ thuật , Hà nội 1994.