THIẾT KẾ KHUÔN 4 tấm


NỘI DUNG ĐỒ ÁN
Hiện tại ở VIỆT NAM ngành nhựa đang phát triển rất mạnh và theo đó là sự ứng dụng rộng rãi công nghệ ép phunđể tạo ra những sản phẩm có kiểu dáng phong phú và chất lượng cao để đáp ứng nhu cầu ngày càng khó tính cua người tiêu dùng. Một trong những khâu quan trọng nhất trong công nghệ ép phun là thiết kế sản phẩm khuôn. Sản phẩm phải được thiết kế như thế nào để có kiểu dáng hình học phù hợp cho quá trình ép phun? Khuôn được thiết kế như thế nào?, theo trình tự nào? Và phải thỏa mãn các yêu cầu kỹ thuật gì? Khuôn nhiều tầng là gì?Để trả lời cho những câu hỏi ấy,với đề tài” Thiết kế khuôn nhiều tầng với với ứng dụng phần mềm pro/engineer, em mong rằng sẽ đưa đến cho người đọc những kiến thức tổng quát và cái nhìn trực quan , cụ thể về quá trình thiết kế khuôn nhiều tầng và ứng dụng phần mềm pro/engineer để thiết kế khuôn cho một sản phẩm cụ thể là phím bấm trên bàn phím.
Do thời gian tìm hiểu các nội dung của đề tàichỉ trong khoảng 15 tuần nên chắc chắn sẽ còn nhiều thiếu sót. Em rất mong nhận được những ý kiến đóng góp quý báu của quý thầy cô cũng như bạn bè để em có thể hoàn thiện đề tài của mình hơn nữa. Em xin chân thành cảm ơn.
CHƯƠNG 1
TỔNG QUANG VỀ SẢN PHẨM NHỰA VÀ TÍNH THIẾT THỰC CỦA ĐỀ TÀI
- Thực trạng phát triển ngành nhựa Việt Nam.
Trong hơn 10 năm qua, ngành nhựa Việt Nam liên tục phát triển với tốc độ bình quân 25-30%/năm. Cụ thể sản xuất vật liệu xây dựng nhựa tăng 25%, sản xuất nhựa gia dụng tăng 20% và sản xuất bao bì nhựa tăng 8 lần trong vòng 10 năm (từ 1997- 2007). Tăng cả về chất lượng và sản lượng, ngày càng đa dạng hóa sản phẩm, đủ sức cạnh tranh với các nước trong khu vực.
Hiện Việt Nam có hơn 2000 doanh nghiệp, 80% là doanh nghiệp vừa và nhỏ. Hơn 80% tập trung ở Hồ Chí Minh và phụ cận. Đây cũng là địa phương có ngành nhựa phát triển cao nhất, sản xuất đến 80% sản lượng của cả nước.
Hơn 70% tổng sản lượng là của khối doanh nghiệp tư nhân. Nhiều doanh nghiệp tư nhân có quy mô lớn như Duy Tân, Tân Đại Hưng, Phước Thạnh, Thành Lợi, Long Thành, Đệ Nhất, Đạt Hòa, Đại Đồng Tiến, Quán Quân, Biti's, Hừng Sáng... Giá trị tài sản của những đơn vị này lên đến hàng chục triệu USD, có đơn vị hàng trăm triệu USD. Hầu hết những công ty nhựa lớn của Việt Nam đều tập trung tại TP Hồ Chí Minh và các tỉnh thành lân cận.
Sản phẩm nhựa có mặt hầu hết các ngành công nghiệp, nông nghiệp, giao thông vận tải, thủy sản, xây dựng, điện điện tử. Ngay trong mỗi gia đình cũng xuất hiện nhiều sản phẩm của ngành nhựa Việt Nam, từ những chiếc hộp đựng tăm, xà phòng, ly, tách, dày dép… Những sản phẩm cấp cao đòi hỏi chất lượng cao như ống dẫn dầu, đồ nhựa cho ô tô, máy vi tính cũng đã được các doanh nghiệp nhựa sản xuất thành công.
Trong vài năm gần đây thì đồ trang trí nội thất bằng nhựa cũng đã được người tiêu dùng chấp nhận. Những sản phẩm nội thất nhựa như giường, tủ, bàn ghế, giá sách, kệ tivi... được sản xuất từ nguyên liệu cao cấp kết hợp với xử lý nhờ các công nghệ mới của các doanh nghiệp Đại Đồng Tiến, Duy Tân... được người tiêu dùng đánh giá không chỉ rẻ mà còn tiện dụng, dễ lắp ráp và độ bền của sản phẩm cao. Những sản phẩm này đa dạng về mẫu mã, màu sắc, cơ động khi tạo hình, tiện lợi khi kê, lắp ráp cho nhà cửa. Ngoài ra chúng còn chịu được nước, độ ẩm không khí và có tính kháng lão hóa.
-
Một số sản phẩm nhựa đã thay thế được các sản phẩm truyền thống.
- Sản phẩm truyền thống:
|
Sản phẩm nhựa |
Sản phẩm truyền thống |
|
Bao nhựa PP |
Bao đay, giấy |
|
Ống nước nhựa |
Ống kim loại |
|
Két nhựa |
Két gỗ trong ngành giải khát |
|
Chai nhựa |
Chai thủy tinh |
|
Ly chén nhựa |
Ly thủy tinh |
|
Thuyền, cano |
Thuyền gỗ |
|
Nhựa sản xuất trong nước đã dần dần thay thế được sản phẩm nước ngoài |
|
Ngoài các mặt hàng truyền thống ở trên nghành nhựa ngày nay đã phát triển rộng khắp, đa dạng về sản phẩm và mẩu mã. Sản xuất từ những sản phẩm rất nhỏ linh kiện điện tử đến các sản phẩm lớn như vỏ xe ô tô.
Dưới đây là một số nhóm sản phẩm nhựa:

Hàng gia dụng:
Sản phẩm công nghiệp:
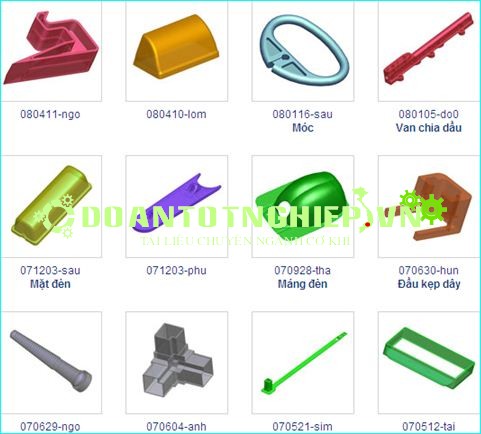
Còn rất nhiều nhưng ở đây chúng tôi chỉ liệt kê một số sản phẩm thuộc một số lĩnh vự của đời sống.
- Công nghệ:
Các công nghệ chủ yếu được sử dụng trong ngành nhựa:
- Công nghệ ép phun (Injection Technology): là công nghệ truyền thống của ngành sản xuất nhựa, công nghệ này phục vụ cho các ngành công nghiệp điện điện tử, điện dân dụng, sản xuất xe hơi, và cao hơn là ngành công nghệ nhựa vi mạch điện tử.
- Công nghệ đùn thổi (Blowing injection technology): là công nghệ thổi màng, sản xuất các loại bao bì nhựa từ màng, dùng trong các công nghệ thổi túi PE, PP và màng(cán màng PVC) ngành thổi bao bì dạng chai nhựa tiên tiến như PET, PEN, thùng phuy... đều phát triển từ công nghệ đùn thổi.
- Công nghệ đẩy liên tục (Profile): cải tiến từ công nghệ đùn thổi truyền thống, do nhu cầu tiêu dùng của xã hội ở các nhóm hàng sản phẩm nhựa dạng ống, từ ống PVC thoát nước đến PE cấp nước, cao cấp là các sản phẩm phức hợp nhôm nhựa, cáp quang... hay là các sản phẩm vật liệu xây dựng, gia công thành phẩm khung cửa PVC, tấm trần vách ngăn…
- Công nghệ chế biến cao su nhựa: là công nghệ ép sử dụng phổ biến trong ngành chế biến cao su và các công nghệ ép phun sử dụng cùng lúc 2 loại vật liệu nhựa và cao su. Đây là ngành có sức thu hút lớn, công nghiệp gia công giày dép nhựa gắn liền với công nghệ này.
- Các công nghệ khác: Composite, Melamine, Công nghệ EVA, PU, EPS và các công nghệ phụ.
- Tính thiết thực cả đề tài:
Ngày này, do nhu cầu con người ngày càng cao trong lĩnh vưc sản phẩm nhựa không những về kiều dáng mà còn về chất lượng cũng như giá thành thấp. chính vì vậy, các công ty khuôn mẫu trên toàn thế giới không ngừng chế tạo ra nhiều loại khuôn khác nhau để thõa mãn nhu cầu trên. Với số lượng lớn và thời gian sản xuất ngắn ta không thể dùng khuôn cổ điển hay khuôn nhiều cavity. Tùy thuộc vào điều kiện sản xuất của từng công ty mà ta chọn mô hình khuôn phù hợp.
Khuôn nhiều tầng là gì?
Đó là khuôn gồm nhiều tầng cùng chu kỳ ép cho ra số lượn sản phẩm gấp 3,4 lần so với khuôn bình thường.
Giúp ta giảm bót số lần ép phun.
Số lượng máy móc như trước đây một khuôn một máy.
Giảm được số lượng công nhân đứng máy.
Có thể sản xuất từ những chi tiết kích thước nhỏ đến những chi tiết có kích thước lớn.
Dạng sản xuất là hàng loại lớn( các sản phẩm gia dụng, điện tử).
Do đó thông qua đề tài hy vọng sẽ cung cấp cho mcacs bạn thêm về một loại khuôn mới đó là khuôn nhiều tầng.
........................................
Chương 2: TÌM HIỂU KHUÔN NHIỀU TẦNG
- Các vấn đề cần quan tâm khi thiết kế khuôn:
- Công suất máy ép nhựa.
- Loại nhựa dùng cho sản phẩm (tính chất, độ co rút…).
- Đặc tính kỹ thuật cũng như điều kiện làm việc của sản phẩm.
- Góc thoát khuôn.
- Xác đinh loại khuôn cần thiết kế.
- Xác định tính năng kĩ thuật, tuổi thọ, hình thức sử dụng của khuôn.
- Lựa chọn vật liệu và phương pháp xử lý bề mặt tạo hình khuôn.
- Lựa chọn phương pháp chế tạo khuôn, trang thiết bị, máy móc…
- Quy trình thiết kế khuôn:
- Công việc,các số liệu đặt hàng : Thiết kế từng phần, số lượng, vật liệu sản phẩm gia công tinh bề mặt.
- Số liệu về máy phun nhựa: Áp lực phun, lực kẹp, dung tích bắn,kích thước các tấm.
- Loại khuôn: Khuôn bình thường hay có cắt sau.
- Thiết kế cơ khí: Thiết kế nguyên lý như:độ dày các tấm và phân bố các lỗ.
- Độ co rút: Xác định tính chất vật liệu, độ dày thành.
- Vật liệu khuôn: Loại vật liệu của từng chi tiết, độ cứng, độ nhẵn.
- Lòng khuôn và phần lồi: Liền khối hoặc lắp ghép, lắp ghép thứ cấp và thiết kế lắp ghép.
- Bố trí các lòng khuôn: Số lòng khuôn, sự bố trí, vị trí.
- Thiết kế hệ phun: Trực tiếp hay gián tiếp,t thiết kế bạc phun.
- Mặt cắt ngang của kênh dẫn: Tròn, nữa tròn, hình thang, kênh dẫn nhựa nóng hay có cách nhiệt.
- Hệ thống miệng phun: Màng, vòng, đường phun, chốt tàu ngầm, định vị miệng phun.
- Điều khiển nhiệt: Thiết kế đường nước.
- Hệ thống tháo khuôn: Chốt đẩy, tấm đẩy, vòng đẩy.
- Dẫn hướng và định tâm: Định vị bằng côn, trụ dẫn, chốt vòng định vị.
- Sự thoát khí: Chốt màng mỏng,spinder.
- Các chi tiết ghép nối: Bulong dài, bộ kích động thủy lực mặt bên, máy dẫn động bằng hệ thống không có ren.
-
Phân loại khuôn:
-
Khuôn hai tấm:
- Khuôn hai tấm có kênh dẫn nguội:
-
Khuôn hai tấm:
- Đối với khuôn hai tấm có một lòng khuôn thì không cần thiết phải thiết kế kênh dẫn nhựa mà nhựa sẽ điền đầy trực tiếp vào lòng khuôn thông qua bạc cuống phun.
- Đối với khuôn hai tấm có nhiều lòng khuôn thì ta cần quan tâm đến việc thiết kế kênh dẫn nhựa và miệng phun sao cho nhựa có thể điền đầy các lòng khuôn cùng lúc(vấn đề cân bằng dòng chảy của nhựa). Trước khi bắt đầu thiết kế khuôn loại này ta nên dùng một mẫu để phân tích thử trên phần mềm để tìm ra vị trí đặt miệng phun thích hợp nhất. Khi xét thấy vị trí các miệng phun có thể đặt thẳng hàng với các lòng khuôn thì việc dùng khuôn hai tấm là thích hợp.
- Vì vấn đề cân bằng dòng chảy nhựa và đòi hỏi các miệng phun phải bố trí thẳng hàng với các lòng khuôn mà việc thiết kế khuôn hai tấm có nhiều lòng khuôn gặp hạn chế đối với một số sản phẩm nhựa nhất định. Để khắc phục hiện tượng này người ta dùng đến khuôn ba tấm hay khuôn hai tấm có kênh dẫn nóng.
...........................................................
Hình 3.1: Khuôn hai tấm có kênh dẫn nguội
- Khuôn hai tấm có kênh dẫn nóng:
Khuôn hai tấm có kênh dẫn nóng luôn giữ cho nhựa nóng chảy trong bạc cuống phun, kênh dẫn và miệng phun. Nhựa chỉ đông đặc khi nó chảy vào lòng khuôn. Khi khuôn mở ra thì chỉ có sản phẩm được lấy ra ngoài. Khi khuôn đóng thì nhựa trong kênh dẫn vẫn nóng và tiếp tục điền đầy vào lòng khuôn một cách trực tiếp
.................................
Đối với loại khuôn này, các miệng phun được đặt ở vị trí trung tâm của các lòng khuôn. Điều này có nghĩa là kên dẫn phải được đặt xa mặt phân khuôn.Nhưng điều này không gây bất kì trở ngại nào cho việc thiết kế. Loại khuôn này cũng phù hợp với khuôn có nhiều lòng khuôn với kích thước nhỏ hay những khuôn mà hệ thống kênh dẫn phức tạp và phí nhiều vật liệu.
* Ưu điểm:
- Tiết kiệm vật liệu.
- Không có vết của miệng phun trên sản phẩm.
- Giảm thời gian chu kỳ.
- Điều khiển được sự điền đầy và dòng chảy của nhựa.
* Nhược điểm:
- Giá thành cao hơn khuôn hai tấm có kênh dẫn nguội.
- Khó đổi màu vật liệu.
- Hệ thống điều khiển nhiệt độ dễ bị hỏng.
- Không thích hợp với những vật liệu chịu nhiệt kém.
- Khuôn ba tấm:
- Khuôn ba tấm kênh dẫn nguội:
Đối với sản phẩm lớn không bố trí được miệng phun ở tâm, hoặc sản phẩm có nhiều miệng phun hay nhiều lòng khuôn cần nhiều miệng phun ở tâm thì kết cấu khuôn có thể thay bằng khuôn ba tấm.
So với khuôn hai tấm thì hệ thống kênh dẫn của khuôn ba tấm được đặt trên tấm đở song song với mặt phân khuôn chính. Chính nhờ tấm thứ hai này mà kênh dẫn và cuống phun có thể được rời ra khỏi sản phẩm khi khuôn mở (tự cắt đuôi keo).
Hình 3.4: khuôn ba tấm
Khuôn ba tấm được dùng khi mà toàn bộ hệ thống kênh dẫn không thể bố trí trên cùng một mặt phẳng như ở khuôn hai tấm. Điều này có thể là do:
- Khuôn có nhiều lòng khuôn.
- Khuôn có một lòng khuôn nhưng phức tạp nên cần hơn một vị trí phun nhựa
- Khó khăn trong việc chọn ra một vị trí phun thích hợp khác
- Vì phải cân bằng dòng nhựa giữa các kênh dẫn với nhau nên buộc phải thiết kế kênh dẫn không nằm trên mặt phân khuôn.
Điểm đặt trưng của khuôn ba tấm là tự cắt đuôi keo
Hình 3.5 : Trình tự mở các tấm khuôn trong khuôn ba tấm.
* Ưu điểm:
- Giá thành thấp hơn so với khuôn hai tấm có kênh dẫn nóng.
- Ít bị hỏng hóc hơn khuôn có kênh dẫn nóng.
- Có thể phù hợp với những vật liệu chịu nhiệt kém.
* Nhược điểm:
- Chu kỳ ép phun tăng do hành trình của dòng nhựa để đến được lòng khuôn dài.
- Lãng phí nhiều vật liệu.
- Cần áp suất phun lớn để điền đầy.
- Khuôn ba tấm kênh dẫn nóng:
Đối với loại khuôn này, các miệng phun được đặt linh hoạt hơn khuôn hai tấm. Điều này có nghĩa là kên dẫn phải được đặt xa mặt phân khuôn.Nhưng điều này không gây bất kì trở ngại nào cho việc thiết kế. Loại khuôn này cũng phù hợp với khuôn có nhiều lòng khuôn với kích thước nhỏ hay những khuôn mà hệ thống kênh dẫn phức tạp và phí nhiều vật liệu.
* Ưu điểm:
- Tiết kiệm vật liệu.
- Không có vết của miệng phun trên sản phẩm.
- Giảm thời gian chu kỳ.
- Điều khiển được sự điền đầy và dòng chảy của nhựa.
* Nhược điểm:
- Giá thành cao hơn khuôn ba tấm có kênh dẫn nguội.
- Hệ thống điều khiển nhiệt độ dễ bị hỏng.
- Không thích hợp với những vật liệu chịu nhiệt kém.
- Khuôn nhiều tầng:
Khi yêu cầu số lượng sản phẩm lớn và để giử giá thành sản phẩm thấp, hệ thống khuôn nhiều tầng được chế tạo để giử lực kẹp của máy thấp(nghĩa là dùng cho loại máy có kích thước nhỏ) với loại hệ thống này ta có hệ thống đẩy ở mỗi mặt của khuôn. Hầu hết khuôn nhiều tầng ứng dụng hệ thống hotrunner vì đãm bảo nhựa đến các tầng và không bị nguội. Nếu dùng kênh dẫn nguội ta phải thiết kế một hệ thống đẩy cuống phun và kênh dẫn phức tạp rất khó thực hiện..
Phân loại :
Ta chia thành hai loại khuôn.
- Các tấm cái của khuôn nằm cùng bên với nhau. Hệ thống đẩy sản phẩm về một hướng. Khuôn loại có thể dùng hệ thống kênh dẫn nguội và hệ thống kênh dẫn nóng.
- Các tấm cái nằm đối diện nhau. Hệ thống đẩy sản phẩm ra từ hai phía ngược nhau.đói với loại khuôn này ta sử dụng hệ thông hotrunner vào để đãm bảo nhựa luôn nóng.
Ưu điểm :
- Kết cấu gọn.
- Giảm đáng kể máy ép.
- Sản xuất được các sản phẩm lớn.
Nhượt điểm:
- Hệ thống đẩy sản phẩm phải được thiết kế đặc biệt vì hai chuyển động đẩy ngược nhau.
- Phải sử dụng một số chi tiết cơ khí để tạo chuyển động khuôn.
Dưới đây là hình minh họa việc tạo kết cấu khuôn hai tầng và cơ cấu đẩy sản phẩm:
- Khuôn hai tầng :
Hình 3.6: khuôn hai tầng.
Ưu điểm :
- Nâng cao hiệu quả làm việc của máy (sản phẫm tăng gấp đôi).
- Giảm đi số lượng máy móc cho quá trình phun.
- Các máy công suất nhỏ vẫn đáp ứng được, khuôn motof cavity hay nhiều cavity trên một tầng khuôn.
- Hoạt động các khuôn là độc lập.
- Kế cấu đơn giản.
Ứng dụng :
- Chi tiết thành mỏng.
- Sản phẩm công nghiệp.
- Đồ dùng gia đình.
- Hàng tiêu dùng.
- Sản phẩm y học.
- Dao kéo.
- Khuôn ba tầng:
Ưu điểm:
Ứng dụng:
- Chi tiết thành mỏng.
- Đồ dùng gia đình.
- Hàng tiêu dùng.
- Sản phẩm y học.
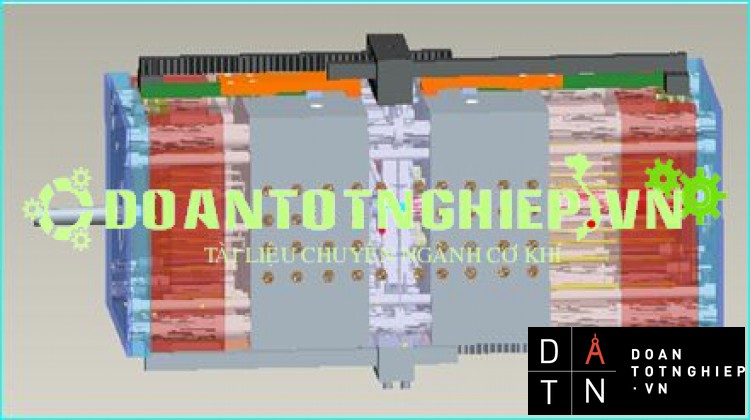
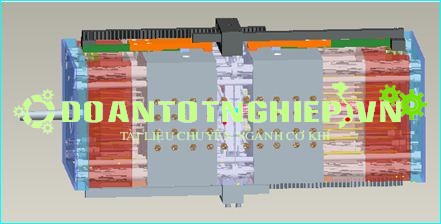
- Khuôn bốn tầng:
-

-
Ưu điềm:
- Sản lượng tăng gấp 100% khuôn hai tầng.
- Hình ảnh trên có 96 cavity(4x24) sản xuất dược 75000 chi tiết/giờ vói chu kỳ 5s.
- Sử dụng hệ thồng hotrunner.
- Tuy nhiên kết cấu phức tạp.
Ứng dụng:
- Chi tiết thành mỏng và nắp.
- Sản phẩm y học.
-
Thiết kế lòng khuôn:
- Số lòng khuôn:
Ta có thể cân nhắc để chọn số lòng khuôn phù hợp nhờ các thông tin sau:
- Kích cỡ của máy ép phun (áp suất phun lớn nhất và lực kẹp lớn nhất).
- Thởi gian giao hàng.
- Yêu cầu về chất lượng sản phẩm.
- Kết cấu và kích thước khuôn.
- Giá thành khuôn.
Số lòng khuôn thông thường được thiết kế theo dãy số: 1, 2, 4, 6, 8, 12, 24, 32, 48, 64, 96, 128. Vì các lòng khuôn sẽ dễ dàng được xếp theo hình chữ nhật hoặc hình tròn.
Thông thường, ta có thể tính số lòng khuôn cần thiết trên khuôn bằng cách dựa vào: số lượng sản phẩm, năng suất phun và năng suất làm dẻo của máy ép phun, lực kẹp khuôn của máy.
- Số lòng khuôn tính theo số lượng sản phẩm trong đơn đặt hàng:
Trong đó:
n: số lòng khuôn tối thiểu trên khuôn.
L: số sản phẩm trong một lô sản xuất.
K: hệ số phế phẩm, với k là tỉ lệ phế phẩm.
: thời gian của một chu kỳ ép phun (s).
: thời gian hoàn tất lô sản phẩm (ngày).
- Số lòng khuôn tính theo năng suất phun của máy ép phun:
Trong đó:
n: số lòng khuôn tối thiểu trên khuôn.
S: năng suất phun của máy (gam/một lần phun).
W: trọng lượng của sản phẩm (g).
- Số lòng khuôn tính theo năng suất làm dẻo của máy:
Trong đó:
n: số lòng khuôn tối thiểu trên khuôn
P: năng suất làm dẻo của máy (g/ph)
X: tần số phun (ước lượng) trong một phút (1/ph)
W: trọng lượng của sản phẩm (g)
- Số lòng khuôn tính theo lực kẹp khuôn của máy
Trong đó:
n: số lòng khuôn tối thiểu trên khuôn
: lực kẹp khuôn tối đa của máy
S: diện tích bề mặt trung bình của sản phẩm kể cả các rãnh dòng theo hướng đóng khuôn ( )
P: áp suất trong khuôn (Mpa)
- Các cách bố trí lòng khuôn:
Sau khi chọn số lòng khuôn, chúng ta cần bố trí các lòng khuôn sao cho hiệu quả và tối ưu.Trên thực tế , người ta thường bố trí các lòng khuôn theo kinh nghiệm mà không có bất kì một sự tính toán hay mô phỏng nào. Nhưng nếu làm như vậy đôi khi ta gặp phải một số lỗi trên sản phâm. Đặc biệt với những khuôn có các lòng khuôn khác nhau, làm ta phải sửa lại khuôn do đó rất tốn kém về thời gian và chi phí. Do đó để tránh lỗi này ta mô phỏng quá trình điền đầy của từng lòng khuôn mà không có hệ thống kênh dẫn để biết chúng được điền đầy như thế nào. Khi ấy ta sẽ thiết kế hệ thông dẫn nhựa để tạo sự cân bằng động cho từng lòng khuôn.thông thường có ba cách bố trí : bố trí theo vòng tròn,bố trí theo dãy và bố trí đối xứng.
- Bố trí theo vòng tròn:
-
Trên khuôn cuống phun sẽ được đẩy rời khỏi khuôn cùng lúc với sản phẩm. Do đó cần có bộ phận kéo cuống phun ở lai trên tấm di động khi khuôn mở để mà cuống phun có thể rời khỏi bạc cuống phun. Thêm vào đó, người thiết kế có thể lợi dụng phần nhựa để giữ cuống phun làm đuôi nguội chậm, nhờ đó mà quá trình điền đầy các lòng khuôn tốt hơn.
- Hệ thống hot runner:
Đối với một số loại nhựa cần nhiệt độ cao mới có thể chảy dẻo tốt trong khuôn và điền đầy toàn bộ lòng khuôn thì ta cần phải gia nhiệt thêm cho khuôn. Các môi chất gia nhiệt thường dùng là nước nóng, dầu nóng và hơi nước. Trong đó, nước nóng là môi chất được sử dụng phổ biến nhất dùng gia nhiệt cho khuôn có kênh dẫn nguội. Nguồn nhiệt do một hệ thống không nằm trên máy ép phun.
- Hệ thống khuôn dùng kênh dẫn nhựa nóng.
Trong hệ thống khuôn sử dụng kênh dẫn nhựa thông thường hệ thống kênh dẫn có cùng một nhiệt độ so với phần còn lại của khuôn và người ta đã xây dựng hệ thống kênh dẫn nhựa cách ly và hệ thống kênh dẫn nhựa nóng.
Hotrunner là hệ thống kênh dẫn nhựa nóng, nhờ có hệ thống này mà nhựa sau khi rời đầu phun của máy ép di chuyển vào lòng khuôn trong các kênh dẫn được gia nhiệt. Điều này giúp cho dòng nhựa trong các kênh dẫn luôn ở trạng thái chảy loãng và sẵn sàng điền vào lòng khuôn.
Hình 2.2 Hệ thống khuôn dùng hotrunner.
Nhờ sử dụng 1 hệ thống phun có khống chế nhiệt tách rời như trong các hệ thống sử dụng kênh dẫn nhựa nóng mà những nhược điểm của kênh dẫn nguội được khắc phục như: hạn chế về chiều dài kênh dẫn, hạn chế về khả năng tạo hình sản phẩm…
Các chi tiết khá phức tạp như bảng mặt đồng hồ của ô tô, vỏ computer… sẽ không chế tạo được nếu như không có nhiều đường dẫn chất dẻo. Người ta phải chế tạo khuôn rất lớn với chiều dài phun đến 800mm và chiều dài kênh chia nhựa lớn 1800mm. Vì vậy việc sử dụng kênh dẫn nhựa nóng trong các sản phẩm này là cần thiết. Hệ thống kênh nóng có hàng loạt ưu điểm so với hệ thống không được khống chế nhiệt, chúng không chỉ ưu việt về mặt kinh tế mà còn về mặt công nghệ nữa. Việc chọn lựa hệ thống kênh nóng để gia công vật liệu nhựa phụ thuộc vào loại vật liệu được gia công.
Để phát triển hệ thống kênh nóng đã có hàng chục năm công nghệ, không chỉ các nhà chế tạo máy, các nhà sản xuất nhựa, các viện và các nhà làm tiêu chuẩn tham gia vào mà còn vô số các nhà xuất bản và các tài liệu kỹ thuật khác nhau.
Hiện nay các hệ thống kênh dẫn nhựa nóng đã được ứng dụng rộng rãi trong các quá trình sản xuất tự động với số lượng lớn. Trước đây người ta lo ngại về chất lượng sản phẩm vì nhựa có thể bị biến tính do chất lượng nhựa không ổn định và quá trình kiểm soát nhiệt độ khó khăn. Nhưng hiện nay chất lượng nhựa đã được đảm bảo và cải thiện rất nhiều hơn thế nữa việc kiểm soát nhiệt độ cũng không còn phức tạp như trước.
Các hệ thống kênh dẫn nhựa hiện nay được thiết kế khá tiêu chuẩn, các nhà sản xuất không chỉ cung cấp mà còn sản xuất theo yêu cầu khách hàng để phù hợp với sản phẩm.
Các kênh dẫn nhựa là cầu nối giữa các miệng phun và cuống phun. Chúng làm nhiệm vụ đưa nhựa vào các lòng khuôn. Việc thiết kế kênh dẫn nhựa ảnh hưởng rất lớn đến năng suất và chất lượng sản phẩm.
Yêu cầu kỷ thuật:
- Giảm đến mức tối thiểu sự thay đổi tiết diện kênh dẫn.
- Nhựa kênh dẫn phải thoát khuôn dễ dàng.
- Toàn bộ chiều dài kênh dẫn ngắn nếu có thể để tránh mất áp và mất nhiệt trong quá trình điền đầy.
- Mặt cắt kênh dẫn phải đủ lớn để đảm bảo sự điền đầy cho toàn bộ sản phẩm mà không làm chu kỳ quá dài, tốn nhiều vật liệu và lực kẹp lớn.
- Phải đủ nhỏ để giảm phế liệu, nhưng cũng phải đủ lớn để điền đầy khuôn nhanh chóng và giảm tổn hao áp suất.
-Phải điền đầy cân đối cho các lòng khuôn, cho các lòng khuôn có nhiều miệng phun.
- Đặc điểm của hệ thống kênh dẫn nhựa nóng:
Bảng 2.2. Ưu nhược điểm về mặt kinh tế và công nghệ của hệ thống hotrunner.
|
|
Ưu điểm |
Nhược điểm |
|
Kinh tế |
|
|
|
Công nghệ |
|
|
- Các loại tiết diện ngang của kênh dẫn nhựa:
Kênh dẫn có nhiều mặt cắt ngang khác nhau nhưng phổ biến là các loại kênh dẫn có mặt cắt ngang hình tròn, hình thang hiệu chỉnh, hình thang, hình chữ nhật và hình bán nguyệt.
Hình 3.15 Tiết diện ngang của một số loại kênh dẫn.
Tùy từng loại khuôn mà ta thiết kế tiết diện kênh dẫn cho phù hợp. Mặc dù loại kênh dẫn có tiết diện ngang hình tròn là tốt nhất nhưng giá thành gia công cao nên trên thực tế người ta hay dùng kênh dẫn có tiết diện ngang hình thang hiệu chỉnh hoặc hình thang vì giá thành gia công thấp hơn.
Loại kênh dẫn có tiết diện ngang hình thang thường dùng trong khuôn 3 tấm vì ở loại khuôn này mặt phân khuôn sẽ dễ bị lệch nếu ta dùng kênh dẫn có tiết diện hình tròn.
Để so sánh các loại kênh dẫn người ta dùng chỉ số đường kính thủy lực và sự cản dòng. Khi đường kính càng lớn thì sự cản dòng càng bé. Ta có thể tính đường kính thủy lực dựa vào công thức sau:
Hình 2.16 Kênh dẫn nóng trong hệ thống khuôn nhiều tầng.
Tuy nhiên nhiều trường hợp hệ thống kênh dẫn nguội 2, 3 tấm vẫn được sử dụng phổ biến nhờ những ưu thế riêng của chúng trình bày ở bảng sau.
Bảng 2.5. Ưu thế của các hệ thống khuôn.
|
Hệ thống khuôn |
Ưu thế |
|
Khuôn kênh dẫn nguội 2 tấm |
|
|
Khuôn kênh dẫn nguội 3 tấm |
|
3.5.2.6 Cấu tạo hệ thống kênh dẫn nóng.

Hình 2.20 Lắp ghép bộ lọc vào trước bạc cuống phun.
Phần bạc cuống phun tiếp xúc với vòi phun máy ép thường được cố định bằng vòng định vị bạc cuống phun để đảm bảo khả năng tiếp xúc với vòi phun. Phần còn lại gắn vào bộ chia nhựa bằng mối ghép ren, thường thấy trong các kết cấu khuôn cần sự nhỏ gọn hoặc sử dụng mối ghép bulong để ghép chặt vào bộ chia nhựa đối với các kết cấu khuôn lớn. Tùy vào yêu cầu cụ thể của khuôn mà ta thiết kế để chọn mối lắp cũng như bạc cuống phun thích hợp.
- Bộ chia nhựa:
Trong hệ thống khuôn thông thường kênh dẫn nhựa thường được thiết kế nằm ở mặt phân khuôn để có thể được đẩy ra cùng với sản phẩm. Trong hệ thống kênh dẫn nóng thì kênh dẫn nhựa phải được gia nhiệt liên tục nên chúng ta phải sử dụng 1 bộ phận riêng biệt để dẫn nhựa và gia nhiệt nhựa gọi là bộ chia nhựa.
Bộ chia nhựa là thành phần quan trọng nhất của hệ thống kênh dẫn nóng, nó được thiết kế bao gồm một hệ thống kênh dẫn mà nhựa sau khi đã đi qua cuống phun vào hệ thống kênh dẫn sẽ được chia thành nhiều kênh nhựa dẫn đến từng lòng khuôn sản phẩm và cũng qua đó xác định số lượng và vị trí các vòi phun và kèm theo đó là một hệ thống gia nhiệt chạy dọc theo kênh dẫn và các cảm biến cùng dây dẫn nối đến bộ điều khiển bên ngoài. Bộ chia nhựa được định vị trên một tấm lòng khuôn và tấm kẹp bởi các chốt và vít, bề mặt bộ chia nhựa thường đặt cách thành khuôn khoảng 12mm để hạn chế truyền nhiệt bức xạ. Tùy theo cấu trúc của kênh nhựa mà có thể chia thành các kênh nhựa chính và các kênh nhựa phụ.
Các kênh dẫn trong bộ chia nhựa cũng yêu cầu về cân bằng dòng trong kênh dẫn. Nếu dòng chảy không cân bằng thì chất lượng sản phẩm không đồng đều, sinh ra nhiều phế phẩm. Người ta thường chọn sơ đồ đối xứng để đảm bảo việc cân bằng dòng. Việc lựa chọn đường kính kênh dẫn phụ thuộc vào khối lượng nhựa cần thiết cho mỗi lần phun để tạo hình sản phẩm.
Các kiểu bộ chia nhựa đối xứng như kiểu chữ X, H, I hoặc hình tròn… tùy thuộc vào yêu cầu sản xuất mà ta chọn các kiểu bố trí kênh dẫn thích hợp.
Ngoài bộ chia nhựa dạng 1 tấm như thường thấy chúng ta còn có bộ chia nhựa dạng 2 tấm ghép lại với nhau. Tuy nhiên thiết kế này yêu cầu độ chính xác khi gia công 2 nửa bộ chia nhựa cao, nên ít thấy sử dụng. Thông thường người ta thường sử dụng bộ chia nhựa dạng 1 tấm kết hợp với các chốt rẽ nhánh dòng nhựa gắn kèm theo.
- Vòi phun:
Vòi phun là chi tiết liên kết giữa kênh chia nhựa và lòng khuôn và là nơi nhận nhựa từ bộ chia nhựa để tiếp tục phun vào khoang tạo hình. Có nhiều dạng vòi phun với các kích thước khác nhau. Việc lựa chọn kiểu vòi phun phải dựa vào yêu cầu của sản phẩm, loại vật liệu nhựa sử dụng cũng như khối lượng sản phẩm. Nếu ta sử dụng nhiều hơn một vòi phun để điền đầy vật thể thì ta sử dụng tỷ số khối lượng trên vòi phun để chọn đúng kích thước của vòi phun.
Yêu cầu của vòi phun rất đa dạng :
- Yêu cầu chính của vòi phun là đảm bảo nhựa được đưa đến miệng phun vào khoang tạo hình mà không bị biến tính do nhiệt độ.
- Hạn chế sự mài mòn, đặc biệt đối với nhựa có tính mài mòn cao.
- Hạn chế việc sụt giảm áp suất trong vòi phun.
- Tạo ra nhiệt độ đồng đều của chất lỏng trong đường chảy sao cho nhựa có thể đạt được tới miệng phun mà không đông cứng.
- Tách được nhiệt giữa vòi phun nóng và khuôn nguội vì khuôn không được phép bị đốt nóng.
- Phải tách sạch sẽ và làm tái tạo được giữa những chất dẻo lỏng ở trong kênh và sản phẩm đã đông cứng(không bị kéo thành sợi).
- Phải làm kín được các vị trí chuyển tiếp từ kênh chia nhựa đến vòi phun và từ vòi phun đến lòng khuôn.
Người ta phân biệt phun gián tiếp (vòi phun kết thúc trên 1 cuống phun rút ngắn) và phun trực tiếp (vòi phun kết thúc trực tiếp ở 1 lòng khuôn).
Vòi phun gắn liền với miệng phun và ảnh hưởng đáng kể đến thiết kế và hiệu quả của miệng phun. Vòi phun có thể được gia nhiệt trực tiếp bằng nguồn nhiệt có bộ kiểm soát nhiệt độ riêng hoặc được gia nhiệt gián tiếp (thông qua 1 sự dẫn nhiệt). Những loại vòi phun gia nhiệt gián tiếp thường đơn giản, chi phí thấp nhưng chúng ta không kiểm soát được nhiệt độ, cũng như khó khăn khi điều chỉnh việc thay đổi nhiệt độ ở từng vùng riêng biệt. Vì vậy, các đầu phun này hầu như không còn được sử dụng trong các hệ thống hotrunner hiện nay nữa. Còn đối với loại đầu phun được gia nhiệt trực tiếp thì có cả dạng gia nhiệt từ bên trong hoặc bên ngoài vòi phun. Các nhà cung cấp hệ thống kênh dẫn nóng cung cấp khá nhiều thiết kế vòi phun. Việc chọn lựa vòi phun thích hợp phụ thuộc vào yêu cầu của sản phẩm và loại vật liệu dùng để gia công.
Hình 2.25 Vòi phun của hệ thống kênh dẫn nóng.
- Vòi phun dẫn nhiệt.
Trong thiết kế vòi phun loại này nhiệt lượng được dẫn từ bộ chia nhựa qua thân vòi phun dẫn nhiệt hay các thanh dẫn nhiệt đến miệng phun. Do đó, các vòi phun này không có bộ điều khiển nhiệt độ.
Các đầu phun dẫn nhiệt này thường làm bằng vật liệu dẫn nhiệt cao như Cu-Be. Để kiểm soát nhiệt độ của các đầu phun độc lập với nhau, các đoạn kênh dẫn tương ứng của bộ chia nhựa cần được gia nhiệt riêng biệt, điều này có thể thực hiện bởi các cặp ống đốt nóng đặt dọc kênh dẫn.
Việc gia nhiệt gián tiếp cho các đầu phun có nhược điểm là để thay đổi nhiệt độ nhỏ ở vùng miệng phun thì cần thay đổi nhiệt độ nhiều ở vùng bộ chia nhựa vì do tổn hao khi truyền nhiệt. Điều này dẫn đến các biến đổi nhiệt lớn trong bộ chia nhựa làm ảnh hưởng đến lượng giãn nở nhiệt độ của bộ chia nhựa và đặc biệt có thể làm tăng nhiệt độ kênh dẫn lên quá mức cho phép gây biến tính nhựa.
Ưu điểm :
- Chi phí thấp.
- Không phải xử lý kiểm soát nhiệt độ hay bộ gia nhiệt.
Nhược điểm :
- Chiều dài vòi phun bị giới hạn vì chúng dẫn nhiệt từ bộ chia nhựa.
- Không có kiểm soát nhiệt độ cho vòi phun.
- Kiểm soát nhiệt đều giữa các đầu phun phụ thuộc vào sự phân bố nhiệt đều của bộ chia nhựa.
Chính vì những nhược điểm trên nên các loại vòi phun dẫn nhiệt hầu như hiện nay không được sử dụng nữa.
- Vòi phun gia nhiệt ngoài.
Hệ thống vòi phun sử dụng đầu phun gia nhiệt từ bên ngoài tạo cho chúng ta một kênh dẫn tròn. Ống này thường bao quanh bởi 1 bộ phận đốt nóng dạng băng nhiệt, hoặc trong 1 số trường hợp phần tử đốt nóng được đúc trong ống rót.
....................................
CHƯƠNG 3: ỨNG DỤNG PHẦN MỀM PRO/ENGINEER ĐỂ THIẾT KẾ SẢN PHẨM VÀ KHUÔN
-
Vật liệu của sản phẩm:
- Giới thiệu các chất dẻo hiện nay:
- Nhựa làm hàng tiêu dùng và các chi tiết mài mòn thấp: PP(Polyme propylene); PS(Polystryrene); PVC (polyvinyle clorid); PMMA( polymethyl metacrylate).
- Nhựa kỹ thuật: chụi mòn, chống va đập, bền chắc.
PC(polycarbonate); PA(Polyamide);ABS(,PPO
- Chất nhiệt dẻo đàn hồi:
Tính chất giống như cao su được dùng rộng rải trong công nghiệp và gia dụng.
- Nhựa PP:
- Là vật liệu nhiệt dẻo thường cứng và bền dai.
- Không trong suốt.
- Dùng làm cả đồ gia dụng và đồ công nghiệp.
- Nhiệt độ gia công như sau:
|
Nhựa |
Tên gọi |
Nhiệt độ khuôn |
Nhiệt độ ở cuối piston-vít |
|
PP |
Polyme propylene |
50-80 |
220-235 |
Hệ số co rút : 1% - 2.5%, mật độ 1.15 (g/ ), nhiệt độ phá hủy: 280 .
-
Thiết kế sản phẩm:
- Tên sản phẩm: phím bấm của bàn phím computer.
- .............................
-
Hình 4.7 Cấu tạo cơ bản của khuôn ép phun.
1. Trục rỗng: dùng để nối hệ thống làm nguội trong khuôn với bộ phận bơm bên ngoài.
2. Tấm kẹp trước: kẹp phần cố định của khuôn vào máy ép phun.
3. Bạc dẫn hướng chốt: để tránh mài mòn nhiều lần hoặc làm hỏng tấm khuôn sau (bạc có thể thay thể khi bị hỏng).
4. Chốt dẫn hướng: dẫn phần khuôn trước chuyển động với phần khuôn sau, để liên kết chính xác hai phần của khuôn (có thể thay thế khi bị hỏng).
5. Tấm khuôn trước: là phần cố định của khuôn, có tác dụng định hình cho chi tiết.
6. Tấm khuôn sau: là phần di động của khuôn, cũng có tác dụng định hình cho chi tiết.
7. Bạc cuống phun: nối vòi phun của máy ép phun với kênh nhựa của khuôn.
8. Vòng định vị: đảm bảo sự đồng tâm của bạc cuống phun với vòi phun.
9. Chốt đẩy: dùng để đẩy sản phẩm ra khỏi khuôn sau khi mở khuôn.
10. Các đường nước: dùng để làm nguội lõi và lòng khuôn.
11. Bộ định vị: đảm bảo vị trí tương quan giữa hai phần khuôn khi đóng.
12. Tấm kẹp sau: kẹp phần chuyển động của khuôn (phần khuôn sau) vào máy ép phun.
13. Bạc mở rộng: dùng để làm bạc kẹp tránh làm mòn hỏng tấm kẹp sau, khối đỡ và tấm đỡ.
14. Chốt hồi về: làm cho chốt đẩy có thê quay trở lại khi khuôn đóng.
15. Bạc dẫn hướng chốt đỡ: để tránh mài mòn và hỏng chốt đỡ, tấm đẩy và tấm giữ do sự chuyển động mạnh giữa chúng.
16. Chốt đỡ: dẫn hướng cho chuyển động và đỡ cho tấm đỡ, tránh cho tấm đỡ khỏi bị cong do áp lực đẩy cao.
17. Tấm đẩy: đẩy chốt đẩy đồng thời với quá trình đẩy.
18. Tấm giữ: giữ chốt đẩy và tấm đẩy.
19. Khối đỡ: ngăn giữa tấm đỡ và tấm kẹp phía sau tạo khoảng không để tấm đẩy hoạt động được.
20. Tấm đỡ: giữ cho mảnh ghép khuôn không bị rơi ra ngoài.
- Thiết kế các chi tiết của hệ thống hotrunner.
- Tính toán hệ thống kênh dẫn:
Cuống phun: dùng bạc cuống phun tiêu chuẩn để giảm bớt công việc thiết kế.
Kênh dẫn: dùng loại tròn vì loại này cho khẳ năng điền đầy tốt nhất. đường kính các kênh dẫn được tính như sau:
Theo công thức 2.
, với = 2 (Chiều dày lớn nhất của sản phẩm)
Ta chọn D = 5 mm.
- Bộ chia nhựa.
Chức năng: phân phối nhựa từ bạc cuống phun đến các vòi phun.
Yêu cầu: đảm bảo cân bằng kênh dẫn và nhiệt độ dòng nhựa được kiểm soát.
Với hệ thống khuôn cho 4 sản phẩm ta chọn bộ chia nhựa dạng chữ X. Bộ chia nhựa sẽ nhận được dòng nhựa từ bạc cuống phun và đưa đến được các vòi phun. Đảm bảo dòng nhựa chảy đều trong các kênh dẫn với lưu lượng như nhau, tạo được dòng nhựa cân bằng trong bộ chia nhựa và đáp ứng khả năng chế tạo.
Ta thiết kế hệ thống kênh dẫn nằm dọc theo trục của khối chữ X, dòng nhựa từ bạc cuống phun sẽ chảy vào tâm của chữ X và phân tán ra theo 4 hướng để đến 4 lỗ ra dẫn đến vòi phun. Dựa theo bảng kích thước tiêu chuẩn của công ty Hasco ta xây dựng bộ chia nhựa kích thước 180x180mm.
Đường kính kênh dẫn chọn theo thể tích chi tiết cần tạo hình, ta chọn đường kính kênh dẫn cho nhựa POM là d = 5mm.
CHƯƠNG 4
LẬP QUY TRÌNH GIA CÔNG VÀ MÔ PHỎNG GIA CÔNG BẰNG PHẦM MỀM CAD-CAM
- Sơ lược về vật liệu khuôn:
Để chọn thép làm khuôn phải xem xét:
- Số lượng sản phẩm yêu cầu.
- Loại nhựa để phun khuôn vì có những loại nhựa có hại cho lòng khuôn.
Đối với qua trình sản xuất hàng loạt nhỏ khuôn nhựa có thể làm bằng đồng hoặc nhôm nhưng nói chung các chi tiết khuôn như thân khuôn, cấc miếng ghép hoặc các tấm khuôn dùng để định hình các chi tiết sản phẩm và các chốt đẩy đều làm bằng các thép khác nhau. Lựa chọn vật liệu không phải là do giá vật liệu chi phối mà do tính gia công của nó mà từ đó giảm bớt công suất gia công.
Thân khuôn : có thể mua thên khuôn như một bộ tiêu chuẩn đã có sự chọn lựa vật liệu. Thép carbon loại trung bình(CW 45W) thường dùng nhưng với quy trình sản xuất cao dùng thép hóa tốt(35 Cr Mo2).
Các miếng ghép và tấm khuôn cho lòng khuôn và lõi:
Dùng thép hóa tốt nếu không phải tôi:
Loại vật liệu thông dụng nhất là 35 Cr Mo2: vật liệu này tốt cho gia công nhưng không tốt cho đánh bóng hoặc chạm trổ.
- 40Cr Mn Mo7 : vật liệu này hơi khó gia công nhưng dễ đánh bóng và chạm trổ.
Nếu cần phải tôi cứng thì có thể chọn:
- 40Ni Cr Mo V4:đây là loại thông dụng để làm miếng ghép hoặc các tấm tôi cứng hoàn toàn.
- 40 Cr 13: loại này đánh bóng và củng là vật liệu chụi ăn mòn tốt.
Lưu ý vật liệu này cũng có được trong điều kiện hóa tốt.
- Thiết kế quy trình gia công 1 bộ phận của bộ khuôn.
Ở đây ta chọn chi tiết gia công là tấm cái tầng 1 của bộ khuôn.
Trên tấm đực có các lỗ dẫn hướng của hệ thống đẩy và lỗ ghép chốt dẫn hướng của hệ thống khuôn.
Vật liệu và yêu cầu: vật liệu sử dụng thép 40CrMnMo2 để chế tạo.
|
Tên |
C |
Si |
Mn |
Cr |
Mo |
HB |
|
40 CrMnMo 7 |
0.4 |
0.3 |
1.5 |
1.9 |
0.2 |
280-325 |
Bảng 4.1-Thành phần vật liệu khuôn.
Đây là vật liệu thông dụng sử dụng trong chế tạo các tấm khuôn, lòng khuôn và lõi. Loại vật liệu này phù hợp với các dạng gia công cắt gọt. Độ cứng 280-350 HB, cũng có thể tăng độ cứng bề mặt bằng cách thấm cacbon.
Yêu cầu gia công đạt độ chính xác cao các lỗ dẫn hướng của hệ thống đẩy và hệ thống dẫn hướng. Các lỗ dẫn hướng được chế tạo cấp chính xác 5- 6, độ nhám . Bề mặt khuôn được phay với cấp chính xác 9, độ nhám .
Dạng sản xuất: sản xuất hàng loạt lớn.
Phôi thường là các tấm khuôn đã qua các bước xử lý cắt gọt bề mặt, thường chúng ta mua tấm khuôn tiêu chuẩn từ các nhà sản xuất về gia công. Ở đây ta sử dụng phôi đã qua gia công cắt gọt, kích thước phôi là 298x298x47 (mm).
- Quy trình công nghệ gia công chi tiết.
KẾT LUẬN
Điều quang trọng mà người thiết kế khuôn cần lưu ý là phải nắm rõ kiểu dáng hình học sản phẩm phải thích hợp cho quá trình ép phun. Nếu kiểu dáng không phù hợp sẽ gây khó khăn cho việc chế tạo và sản phẩm sẽ bị khuyết tật(chú ý các vách côn ngược trên sản phẩm). ngoài ra, người thiết kế cũng cần quan tâm đến một số vấn đề trong thiết kế kết cấu khuôn :
- Loại nhựa dùng làm sản phẩm.
- Kiểu khuôn phù hợp cho sản phẩm.
- Hai nữa khuôn đóng thật kín để không có bavia. Do đó viêc chế tạo mặt phân khuôn cực kỳ quan trọng, ần phải gia công thật chính xác.
- Khi lắp bạc, chốt định vị vào khuôn cần đãm bảo mối lắp chặt hoặc chế tạo thêm vít giữ bạc và chốt.
- Nơi bố trí miệng phun, kiểu miệng phun.
- Kiểu kênh dẫn.
- Nơi bố trí chốt đẩy sản phẩm.
- Nơi bố trí kênh dãn nguội và rãnh thoát khí.
TÀI LIỆU THAM KHẢO
[1]: PTS. Vũ Hoài Ân, Thiết Kế Khuôn Cho Sản Phẩm Nhựa, 1994.
[2]: Nguyễn Đắc Lộc, Lê văn Tiến, Ninh Đức Tốn, Trần Xuân Việt (2003) . Sổ tay Công nghệ chế tạo máy 2 . Nhà Xuất Bản Khoa Học và Kỹ Thuật, Hà Nội
[3]: Trịnh Chất – Lê Văn Uyên, Tính Toán Thiết Kế Hệ Thống Truyền Động Cơ Khí, tập 2, Nhà Xuất Bản Giáo Dục, 2003.
[4]: Peter Unger, Hot Runner Technology, 2006.
[5]: Lê Trung Thực (2007) . Hướng dẫn thực hành ProE Wildfire 3.0 . T.p Hồ Chí Minh.
[6]: Hoàng Xuân Nguyên, Dung Sai Lắp Ghép và Đo Lường Kĩ Thuật, Nhất Xuất Bản Giáo Dục, 1994.
[7]: Gunter Mennig, Klaus Stoeckert (1998). Mold-making handbook. Hanser/Gardner
Publications
[8]: Nguyễn Đắc Lộc, Lê văn Tiến, Ninh Đức Tốn, Trần Xuân Việt (2003) . Sổ tay Công nghệ chế tạo máy 1 . Nhà Xuất Bản Khoa Học và Kỹ Thuật, Hà Nội.
[9]: Nguyễn Hữu Lộc . Cơ sở thiết kế máy.
[10]: dme.net
[11]: guenther-hotrunner.com/
[12]: .hansergardner.com
[13]: www.hasco.com
[14]: www.husky.ca
[15]: www.incoe.com
[16]: www.mastip.com
[17]: www.watlow.com
[18]: www.yudo.co.
[19] : www.moldmasters.com







