THIẾT KẾ KHUÔN DẬP LIÊN HỢP






NỘI DUNG ĐỒ ÁN
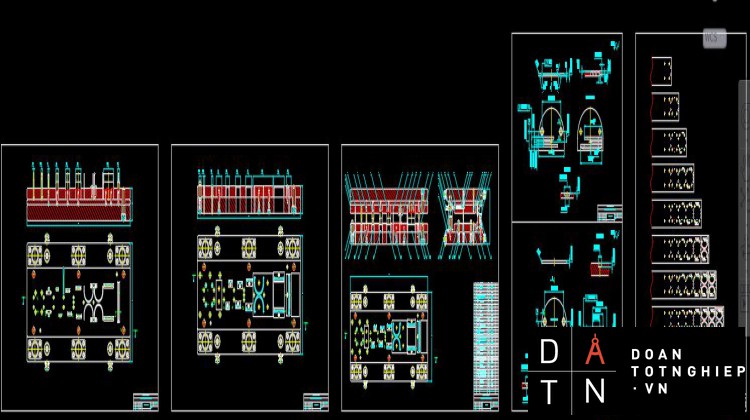
Thiết kế khuôn dập liên hợp, THIẾT KẾ KHUÔN , CAD, file 2D, 3D thuyết minh DẬP LIÊN HỢP....,file báo cáo DẬP LIÊN HỢP, nguyên lý vận hành khuôn DẬP LIÊN HỢP, tháo lắp DẬP LIÊN HỢP, và cách bảo quản khuôn DẬP LIÊN HỢP....Bản vẽ chi tiết sản phẩm DẬP LIÊN HỢP, quy trình chế tạo các chi tiết trong khuôn......
MỤC LỤC
Trang
Mục lục 1
Lời nói đầu 2
Lời cảm ơn 3
Phụ lục 6
Chương 1 - TỔNG QUAN VỀ CÔNG NGHỆ DẬP NGUỘI 7
Chương 2 - VẬT LIỆU TRONG NGÀNH DẬP 11
Chương 3 - CÁC LOẠI MÁY DẬP 22
Chương 4 - PHÂN TÍCH CHI TIẾT GIA CÔNG 26
Chương 5 - THIẾT KẾ KHUÔN 29
Chương 6 - HỆ THỐNG CẤP PHÔI TỰ ĐỘNG 52
Chương 7 - TÍNH TOÁN GIÁ THÀNH KHUÔN VÀ BẢO TRÌ KHUÔN 54
Kết luận 59
Tài liệu tham khảo 60
CÁC KÝ HIỆU THƯỜNG DÙNG TRONG ĐỒ ÁN
- P - Chiều dài chi tiết (mm).
- W - Chiều rộng chi tiết (mm).
- L - Chiều dài băng vật liệu (mm).
- B - Chiều rộng băng vật liệu (mm).
- t - Chiều dày vật liệu (mm).
- σn - Ứng suất nén của vật liệu (kG/mm2).
- σu - Ứng suất uốn của vật liệu (kG/mm2).
- τ - Ứng suất cắt của vật liệu (kG/mm2).
- γ - Khối lượng riêng của vật liệu (g/cm3).
- l - Chu vi (mm).
- f - Diện tích (mm2).
- v - Thể tích (mm3).
- C - Trị số mạch nối.
- C1 - Trị số mép thừa.
- P - Lực dập (kG).
- T - Bước dập (mm).
- η - Hiệu suất (%).
- μ - Hệ số ma sát.
Chương 1
TỔNG QUAN VỀ CÔNG NGHỆ DẬP NGUỘI
1.1 ĐẶC ĐIỂM CHỦ YẾU CỦA CÔNG NGHỆ DẬP NGUỘI:
Dập nguội là một công nghệ mới so với lịch sử phát triễn của công nghiệp thế giới. Công nghệ dập nguội là bước phát triễn của công nghệ gò. Đó là quá trình gia công kim loại bằng áp lực, biến kim loại tấm hay khối thành sản phẩm có hình dạng mong muốn.
Công nghệ dập nguội có những đặc điểm chủ yếu và cũng là những ưu điểm đặc biệt như sau:
- Có thể hoàn thành công việc phức tạp bằng một động tác đơn giản của máy dập. Chế tạo được những chi tiết có hình dáng phức tạp, đặc biệt là những chi tiết có thành mỏng mà đôi khi các phương pháp gia công cắt gọt không thực hiện được, hoặc thực hiện rất khó khăn.
- Sản phẩm dập ra có thể sử dụng được ngay, không cần phải gia công cắt gọt lại, có độ bền vững cao.
- Tiết kiệm được nhiều nguyên vật liệu.
- Năng suất cao, thuận lợi cho quá trình cơ khí hóa và tự động hóa.
- Công nhân không cần trình độ tay nghề cao.
- Sản lượng lớn, giá thành thấp.
Do những đặc điểm trên của công nghệ dập nguội, mà ở các nước công nghiệp tiên tiến, dập nguội chiếm một tỷ lệ cao trong nhiều ngành công nghiệp.
Dập nguội có năng suất cao, nên rất thích hợp với sản xuất hàng loạt và hàng khối.
1.2 PHÂN LOẠI CÔNG NGHỆ DẬP NGUỘI:
Dập nguội có nhiều công việc khác nhau. Người ta căn cứ vào tính chất biến dạng kim loại và thay đổi hình dáng bên ngoài để phân loại.
Công nghệ dập nguội có năm hình thức cơ bản:
- Dập cắt: Tách rời phần kim loại này ra khỏi phần kia theo một đường bao khép kín hoặc không khép kín.
- Uốn: Biến dạng phôi thẳng thành cong hay gấp khúc theo một góc độ nào đó.
- Dập vuốt: Biến phôi phẳng thành vật rỗng hở miệng theo hình dạng bất kỳ. Hoặc làm thay đổi kích thước vật rỗng.
- Tạo hình: Dùng biến dạng cục bộ để thay đổi hình dáng của vật dập hoặc phôi.
- Dập thể tích: Phân phối lại thể tích vật liệu, có sự di chuyển kim loại để làm thay đổi hình dáng hoặc bề dày của phôi.
Ngoài năm hình thức cơ bản kể trên, còn có các dạng lắp ghép để nối liền các phần vật liệu hoặc vật dập lại với nhau.
Mỗi hình thức cơ bản của dập nguội lại chia ra nhiều công việc riêng biệt. Mỗi công việc có đặc điểm, nhiệm vụ và khuôn hay dụng cụ điển hình riêng.
Sơ đồ phân loại công nghệ dập nguội được thể hiện ở hình 1.1
Chương 2
VẬT LIỆU TRONG NGÀNH DẬP
2.1 VẬT LIỆU GIA CÔNG:
2.1.1 THỬ VẬT LIỆU:
Để chọn được vật liệu thích hợp với yêu cầu công nghệ và tính chất sử dụng sản phẩm, cần phải kiểm tra và thử lại nguyên vật liệu trước khi đưa gia công.
Việc kiểm tra và thử lại nguyên vật liệu gồm:
- Xem xét bề ngoài để xác định chất lượng bề mặt của tấm (ôxi hóa bề mặt, các vết xước, vết rỗ, vết hằn, độ lồi lõm v.v…), xác định kích thước tấm kim loại có thích hợp với tiêu chuẩn quy định hay không.
- Thí nghiệm tính chất cơ học của vật liệu (như xác định giới hạn bề mặt, độ giãn dài tương đối, ứng suất cắt v.v…), thực hiện trong các phòng thí nghiệm cơ lý bằng máy chuyên dùng.
-
Sau khi bẻ xong không thấy xuất hiện vết rạn nứt, gãy và bong thành lớp là đạt yêu cầu. Số lần bẻ nhiều hay ít phụ thuộc vào loại vật liệu.
Chỉ tiêu của một số loại thép khi thử uốn bẻ:
Thép
Chiều dày vật liệu t (mm)
Bán kính má kẹp r (mm)
Số lần uốn bẻ
Thép tấm mỏng tráng kẽm
0.38 – 0.76
-
6 lần
0.76 – 0.82
-
5 lần
0.9 – 1.25
-
4 lần
1.5
3
2 lần
Thép tấm tráng thiếc
-
1.5
7 lần
Thép C25, C28, C32, C36
-
1.5
7 lần
Thép C40,C45,C50
-
2
7 lần
Thử ép lún: Chiều sâu ép lún xác định đặc tính biến dạng của kim loại và khả năng dập vuốt của nó. Lấy một mẫu vật liệu thí nghiệm đem làm sạch, bôi trơn nhẹ và kẹp chặt giữa cối và vít ép. Sau đó điều chỉnh thang đo và quay cho chày ép chặt vào cối đến khi xuất hiện vết nứt đầu tiên. Theo độ lún sâu trên mẫu để đánh giá khả năng của vật liệu đối với dập vuốt. Thử ép lún được tiến hành đối với vật liệu dày 2 mm.
Các phương pháp thí nghiệm công nghệ trên những thiết bị và dụng cụ đặc biệt, có nhược điểm là không hoàn toàn phù hợp với điều kiện biến dạng thực tế của nguyên vật liệu trong quá trình sản xuất.
Mặt khác, việc xác định công nghệ của nguyên vật liệu bằng cách đo trực tiếp tại thực tế sản xuất thì không phát hiện được khả năng công nghệ toàn bộ của vật liệu, không có tính tổng quát trong các điều kiện sản xuất khác.
Bởi vậy phương pháp thí nghiệm bằng các dụng cụ đặc biệt vẫn là những phương pháp phổ biến, đặc trưng cho khả năng biến dạng của vật liệu.
Tuy nhiên trong hoàn cảnh thực tế ở từng cơ sở sản xuất nếu không có các dụng cụ thí nghiệm đặc biệt, thì có thể thí nghiệm ngay trong điều kiện sản xuất thực tế.
Chỉ tiêu của một số loại thép khi thử ép lún:
Chiều dày tấm vật liệu t (mm)
Nhóm vật liệu và mác thép
BГ
Г
H
Г
05KΠ
08KΠ
08ΠC
10KΠ05KΠ
08KΠ
08ΠC
10KΠ05KΠ
08KΠ
08ΠC
10KΠ10
15KΠ
15
20KΠ
20Chiều sâu ép lún min, mm
0.5
9
8.4
8
8
0.6
9.4
8.9
8.5
8.4
0.7
9.7
9.2
8.9
8.6
0.8
10
9.5
9.3
8.8
0.9
10.3
9.9
9.6
9.2
1
10.5
10.1
9.9
Không thử
1.1
10.8
10.4
10.2
-
1.2
11
10.6
10.4
-
1.3
11.2
10.8
10.6
-
1.4
11.3
11
10.8
-
1.5
11.5
11.2
11
-
1.6
11.6
11.4
11.2
-
1.7
11.8
11.6
11.4
-
1.8
11.9
11.7
11.5
-
1.9
12
11.8
11.7
-
2
12.1
11.9
11.8
-
2.1.2 CHUẨN BỊ VẬT LIỆU:
Chuẩn bị vật liệu để dập bao gồm các công việc làm sạch bề mặt: tẩy gỉ, lau cát bụi v.v…
Bề mặt vật liệu đưa vào dập cần phải tẩy sạch ôxýt vì chúng sẽ ngăn trở sự biến dạng kim loại trong các nguyên công dập nguội.
Khi cắt, dập cắt, đột lỗ… ôxýt sẽ làm cùn nhanh chóng mép cắt của dao, của chày cối, và là nguyên nhân gây nên sự mòn mặt cắt không đều.
Ở các nguyên công làm thay đổi hình dáng (dập vuốt, dập nổi… ) ôxýt lẫn vào trong vật liệu, gây nên các vết nứt xước ở sản phẩm dập và làm hỏng độ nhẵn bề mặt chày, cối.
Cần nhận thấy rằng ngay cả khi tẩy sạch gỉ, bề mặt vật liệu vẫn còn lại các vết lốm đốm, chiều dày của vật liệu dập không đồng đều. Khi dập vuốt và tạo hình có thể dẫn đến làm đứt vật liệu.
Việc sử dung trong sản xuất những vật liệu đã gỉ thực ra là không nên. Tuy nhiên trong thực tế sản xuất ở nước ta hiện nay, có thể sử dụng các biện pháp tẩy gỉ để tận dụng nguyên vật liệu.
Gỉ được loại bỏ khỏi bề mặt kim loại bằng các dung dịch tẩy gỉ hay phun cát. Thành phần của dung dịch tẩy gỉ phụ thuộc vào vật liệu.
Sau khi tẩy gỉ, các tấm thép và đồng được rửa trong NaNO2 (3÷5%), sau đó rửa bằng nước nóng sạch để chống gỉ và không làm hỏng vật liệu. Các tấm nhôm sau khi được tẩy gỉ trong dung dịch kiềm thì được rửa trong nước, sau đó đem trung hòa kiềm còn lại bằng dung dịch axít SO4 loãng khoãng 3% rồi rửa bằng nước.
Sau khi rửa tấm được sấy khô ở nhiệt độ 100÷150oC. Các tấm có thể được lau sạch dầu mỡ, cát bụi bằng mìn cưa, sau đó quét sạch và lau lại bằng giẻ sạch.
2.2 VẬT LIỆU CHẾ TẠO KHUÔN DẬP:
Những chi tiết làm việc của khuôn dập (chày và cối) thông thường làm việc trong những điều kiện chịu va đập, chịu áp lực cao, chịu mài mòn và có khi làm việc trong điều kiện đốt nóng. Hình dáng của chúng thường là phức tạp và phải giữ được hình dáng sau khi gia công nhiệt luyện.
Xuất phát từ đó mà thép trong khuôn dập cần phải có độ cứng cao, độ bền cao và chịu mài mòn tốt.
Trong quá trình chế tạo những chi tiết của khuôn dập, cần phải chú ý đến công việc nhiệt luyện, để đảm bảo độ cứng và tổ chức của kim loại.
Khi chọn vật liệu làm khuôn cần dựa vào:
- Đặc điểm của các nguyên công dập.
- Vật liệuu được gia công.
- Quy mô sản xuất.
Các loại vật liệu chủ yếu dùng để chế tạo khuôn dập bao gồm:
................................................................
Chương 3
CÁC LOẠI MÁY DẬP
3.1 MÁY CẮT VẬT LIỆU TẤM:
Để cắt phôi tấm thành dải hoặc thành từng phôi một, người ta sử dụng máy cắt vật liệu tấm (còn gọi là máy cắt tôn).
Đặc điểm của máy này là có lưỡi dao nghiêng, có thể cắt nguội kim loại tấm có chiều dày từ 0,5 mm đến 30 mm trên chiều dài không quá 3 m.
3.2 MÁY DẬP TRỤC KHUỶU:
Máy dập trục khuỷu là máy có chuyển động nhờ liên kết cứng. Cơ cấu chấp hành của máy dập trục khuỷu có khâu cuối cùng là đầu trượt, khâu đầu là khâu trục khuỷu hoặc bánh răng.
Thân máy có thể là kín (đúc) hoặc thân hở (hàn) .
Máy dập trục khuỷu có rất nhiều loại như máy dập trục khuỷu dập nóng, máy dập trục khuỷu dập nguội, máy dập trục khuỷu
3.3 MÁY DẬP LIÊN HỢP:
Máy dập liên hợp là loại máy có thể cắt vật liệu tấm bằng kéo lưỡi nghiêng. Trên máy có thể lắp các khuôn cắt đột đơn giản và nhỏ để thực hiện các nguyên công cắt đột, đồng thời máy có thể cắt được một số dạng tròn, dạng góc, dạng chữ I …
Máy có ưu điểm là có thể cắt được các chiều dày chênh lệch nhau khá nhiều so với máy cắt vật liệu tấm.
Nhưng có nhược điểm là cắt với tốc độ thấp, dải vật liệu sau khi cắt thường bị cong, vênh …
- Máy cắt đột liên hợp model ULX
- ..........................
-
3.5 MÁY DẬP TÁC ĐỘNG KÉP:
Trong các loại máy trục khuỷu điển hình thì máy dập tác động kép (máy dập vuốt ) là thiết bị chuyên dùng để thực hiện quá trình công nghệ dập vuốt và tạo hình vật liệu tấm trong các ngành ôtô, quốc phòng … mà các máy khác thực hiện khó khăn hoặc không thể thực hiện.
Máy dập tác động kép là máy dập có hai đầu trượt: đầu trượt ngoài dùng để chặn phội, đầu trượt trong mang dung cụ tạo hình để thực hiện nguyên công dập vuốt.
- Máy dập hai tác động S4
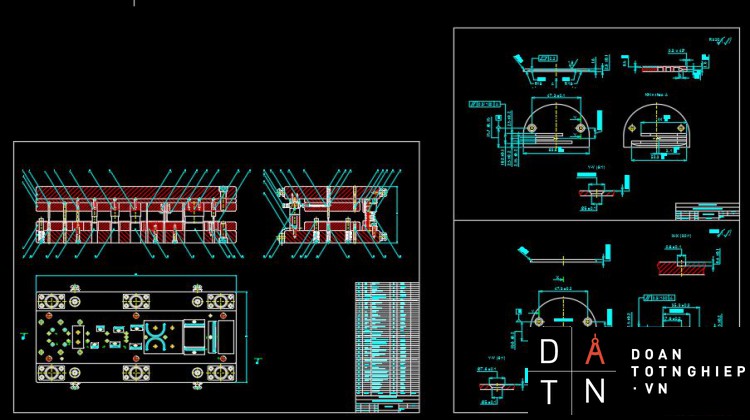
Mặt làm việc chính của chi tiết là mặt trên có độ nhám là Ra1.6 và đạt độ phẳng 0.2 mm. Mặt này trong quá trình làm việc luôn chịu ma sát với vải. Ngoài ra yêu cầu về độ song song giữa ba rãnh so với tâm hai lỗ vít và khoảng cách giữa hai tâm lỗ vít cũng rất quan trọng.
Trong quá trình làm việc, mặt nguyệt luôn chịu ma sát và mài mòn. Tuy nhiên điều kiện làm việc cũng không quá khắc nghiệt.
4.2 YÊU CẦU KỸ THUẬT:
Với những đặc điểm về chức năng và điều kiện làm việc của mặt nguyệt như trên thì yêu cầu kỹ thuật chủ yếu của mặt nguyệt là ta phải đảm bảo:
- Độ phẳng của mặt trên là 0,2 mm.
- Độ song song giữa 3 rãnh so với tâm hai lỗ vít là 0,3 mm trên chiều dài 100mm.
- Độ nhám mặt trên đạt Ra1,6
- Và các kích thước đạt dung sai như Bảng 4.1
Bảng 4.1: Dung sai các kích thước trong bảng vẽ chi tiết.
Thép kết cấu là loại thép được sử dụng nhiều nhất trong việc chế tạo các chi tiết máy và kết cấu chịu tải. Chúng đáp ứng được các yêu cầu khác nhau về cơ tính, chính xác về hình dạng, kích thước và đạt độ bóng theo yêu cầu lắp ráp. Phù hợp với việc sử dụng phương pháp cán. Thép kết cấu có các thành phần hóa học chủ yếu là:
- Cácbon: Là nguyên tố cơ bản nhất quyết định cơ tính và tính công nghệ của thép kết cấu. Lượng cácbon trong thép SCM415 là 0,13÷0,18% nên thép thiên về độ dẻo và độ dai.
- Các nguyên tố hợp kim: Được đưa vào thép kết cấu nhằm mục đích nâng cao độ bền. Tuy nhiên giá thành thép sẽ cao hơn. Các nguyên tố hợp kim có trong thép SCM415 chủ yếu là Cr để nâng cao độ bền và Mo để nâng cao độ dẻo dai.
4.4 QUY TRÌNH CÔNG NGHỆ:
.................................
Chương 5
THIẾT KẾ KHUÔN
Thiết kế khuôn dập nguội là cơ sở của việc chuẩn bị sản xuất. Thời gian chuẩn bị sản xuất khá dài, giá thành của khuôn dập nguội tương đối cao, do đó đòi hỏi phải thiết kế cẩn thận và lựa chọn một phương án công nghệ hợp lý về kỹ thuật và có lợi về kinh tế nhất, phù hợp với quy mô sản xuất đã cho. Chỉ với những thay đổi không lớn lắm của quá trình công nghệ cũng thường dẫn đến việc phải hiệu
Hình 5.1: Các phương án bố trí băng vật liệu.
Mạch nối là khoảng cách nhỏ nhất cho phép giữa các chi tiết trên một băng vật liệu, ký hiệu là C1.
Mép thừa là khoảng cách nhỏ nhất cho phép giữa chi tiết và mép băng vật liệu, ký hiệu là C.
Tra Bảng 4/ Trang 20 [1] Trị số mạch nối và mép thừa khi chi tiết bằng thép, mm. Với S = 2.6÷3 mm, ta chọn:
- C1 = 2
- C = 2,5
Tuy nhiên, trong thực tế để tiện cho việc cắt băng vật liệu ta thường chọn các trị số C và C1 sao cho chiều rộng băng vật liệu là số chẵn. Vì vậy ở các bước sau ta chọn:
......................................................
7.2 BẢO TRÌ KHUÔN:
Khi sử dụng khuôn dập cần phải đảm bảo thời gian mài mòn theo quy định và khắc phục được các trường hợp hư hỏng. Do đó cần phải có hệ thống tổ chức bảo quản và sửa chửa khuôn dập.
Sửa chữa khuôn dập người ta chia ra sửa chữa nhỏ, vừa và lớn phụ thuộc vào độ phức tạp và khối lượng công việc.
Sửa chữa nhỏ bao gồm các công việc như: mài mét cắt chày, cối, hiệu chỉnh lại trụ và bạc dẫn hướng bị vênh. Thay thế đến 25% casc1 chi tiết phụ và làm việc của khuôn dập.
Sửa chữa vừa khi phải thay thế từ 25% đến 50% các chi tiết làm việc của khuôn dập.
Sửa chữa lớn khi phải thay thế đến 75% các chi tiết làm việc của khuôn dập.
Khuôn dập sau khi sửa chữa cần phải tiến hành dập thử. Kiểm tra từ 25 đến 50 sản phẩm đầu tiên để tránh gây phế phẩm.
Khuôn dập sau khi sử dụng cẩn được lau sạch, bôi dầu mỡ, bảo quản đưa vào kho.
Ở đây ta dựa vào các biểu đồ sau để lập biểu đồ kiểm tra và theo dõi khuôn dập làm việc qua tất cả các giai đoạn sử dụng của nó.
..................................................................................
Thiết kế khuôn dập liên hợp, THIẾT KẾ KHUÔN , CAD, file 2D, 3D thuyết minh DẬP LIÊN HỢP....,file báo cáo DẬP LIÊN HỢP, nguyên lý vận hành khuôn DẬP LIÊN HỢP, tháo lắp DẬP LIÊN HỢP, và cách bảo quản khuôn DẬP LIÊN HỢP....Bản vẽ chi tiết sản phẩm DẬP LIÊN HỢP, quy trình chế tạo các chi tiết trong khuôn......







