THIẾT KẾ MÁY ÉP CỌC TRONG XÂY DỰNG

NỘI DUNG ĐỒ ÁN
THIẾT KẾ MÁY ÉP CỌC TRONG XÂY DỰNG
MỤC LỤC
LỜI NÓI ĐẦU.......................................................................................................................... 1
CHƯƠNG 1.TỔNG QUAN VỀ MÁY ÉP CỌC TRONG XÂY DỰNG
1.1MÓNG VÀ CỌC TRONG XÂY DỰNG.......................................................................................................................... 2
1.1.1. KHÁI NIỆM MÓNG – PHÂN LOẠI – PHẠM VI SỬ DỤNG.......................................................................................................................... 2
1.1.1.1.Khái niệm móng.......................................................................................................................... 2
1.1.1.2.Phân loại móng và phạm vi sử dụng.......................................................................................................................... 2
1.11.2.1.Phân loại theo vật liệu......................................................................................................................... .2
1.1.1.2.2.Phận loại theo cách chế tạo móng......................................................................................................................... .2
1.1.1.2.3.Phân loại theo đặc tính tác dụng của tải trọng......................................................................................................................... .3
1.1.1.2.4. Phân loại theo phương pháp thi công......................................................................................................................... .3
- 1.2. CỌC......................................................................................................................... .4
1.1.2.1.Lịch sử phát triển......................................................................................................................... .4
1.1.2.2.Các bộ phận chính của cọc......................................................................................................................... .5
1.1.2.3.Các phương pháp thi công cọc......................................................................................................................... .5
1.1.2.3.1.Cọc hạ bằng búa......................................................................................................................... .5
1.1.2.3.2.Cọc hạ bằng phương pháp xói nước......................................................................................................................... .6
1.1.2.3.3.Cọc xoắn......................................................................................................................... .6
1.1.2.3.4.Cọc hạ bằng máy chấn động......................................................................................................................... .7
1.1.2.3.5.Loại cọc đổ tại chỗ (Cọc khoan nhồi)......................................................................................................................... .7
1.1.2.3.6.Cọc Barét......................................................................................................................... .8
1.1.2.3.7 Cọc ống thép nhồi bê tông......................................................................................................................... .9
1.1.2.3.8.Cọc Shin-so......................................................................................................................... .9
1.1.2.4.Ép cọc bằng phương pháp ép thủy lực và phương pháp thi công........................................................................................................................ 10
1.1.2.4.1.Ép cọc bằng phương pháp ép thủy lực........................................................................................................................ 10
1.1.2.4.2.Phương pháp thi công........................................................................................................................ 11
1.1.2.4.2.1.Phương pháp ép đỉnh........................................................................................................................ 11
1.1.2.4.2.2Phương pháp ép ôm........................................................................................................................ 11
1.2.GỚI THIỆU CÁC MÁY ÉP CỌC........................................................................................................................ 12
1.2.1.MÁY CÓ CÔNG SUẤT NHỎ DÙNG HAI XILANH........................................................................................................................ 12
1.2.2.MÁY CÓ CÔNG SUẤT LỚN DÙNG BỐN XILANH........................................................................................................................ 14
CHƯƠNG 2.TÍNH TOÁN ĐỘNG LỰC HỌC CHO MÁY ÉP CỌC........................................................................................................................ 18
2.1.PHÂN TÍCH VÀ LỰA CHỌN PHƯƠNG ÁN THIẾT KẾ........................................................................................................................ 18
- 1.1.PHÂN TÍCH........................................................................................................................ 18
2.1.1.1.Ưu nhược điểm của hệ thống truyền động bằng thủy lực........................................................................................................................ 19
2.2.1.1.1.Ưu điểm........................................................................................................................ 19
2.2.1.1.2.Nhược điểm........................................................................................................................ 19
- 1.2.LỰA CHON PHƯƠNG ÁN THIẾT KẾ........................................................................................................................ 19
- 2.TÍNH TOÁN ĐỘNG LỰC HỌC CHO MÁY........................................................................................................................ 20
2.2.1.CƠ SỞ TÍNH TOÁN
2.2.1.1.Những tính chất vật lý cơ bản của chất lỏng........................................................................................................................ 20
2.2.1.1.1. Khối lượng riêng của chất lỏng r........................................................................................................................ 20
2.2.1.1.2.Trọng lượng riêng của chất lỏng g........................................................................................................................ 20
2.2.1.1.3.Tính thay đổi thể tích do áp suất........................................................................................................................ 21
2.2.1.1.4.Tính thay đổi thể tích do nhiệt độ........................................................................................................................ 21
2.2.1.2.Định luật của chất lỏng........................................................................................................................ 22
- 2.1.2.1.Áp suất thủy tĩnh........................................................................................................................ 22
- 2.1.4.Tổn thất trong hệ thống truyền động bằng thủy lực........................................................................................................................ 22
- 2.1.4.1.Tổn thất thể tích........................................................................................................................ 22
- 2.1.4.2.Tổn thất cơ khí........................................................................................................................ 23
- 2.1.4.3.Tổn thất áp suất........................................................................................................................ 23
- 2.1.5.Đơn vị đo hệ mét của các đại lượng cơ bản........................................................................................................................ 23
2.2.1.5.1.Áp suất (p)........................................................................................................................ 23
2.2.1.5.2.Vận tốc (v)........................................................................................................................ 23
2.2.1.5.3. Gia tốc........................................................................................................................ 24
2.2.1.5.4.Khối lượng riêng........................................................................................................................ 24
2.2.1.5.5.Thể tích và lưu lượng........................................................................................................................ 24
2.2.1.5.6. Lực (F)........................................................................................................................ 24
2.2.1.5.7.Công suất (N)........................................................................................................................ 24
2.2.1.5.8.Độ nhớt động lực........................................................................................................................ 24
2.2.1.5.9.Độ nhớt động........................................................................................................................ 24
CHƯƠNG 3. TÍNH TOÁN ĐỘNG LỰC HỌC VÀ THIẾT KẾ KẾT CẤU CHO CÁC PHẦN TỬ CHÍNH........................................................................................................................ 25
3.1.TRUYỀN ĐỘNG TẠO LỰC BẰNG THỦY LỰC........................................................................................................................ 25
3.1.1.CÁC PHẦN TỬ THỦY LỰC........................................................................................................................ 25
3.1.1.1.Các loại bơm........................................................................................................................ 25
3.1.1.1.1.Bơm bánh răng........................................................................................................................ 25
3.1.1.1.2.Bơm trục vít........................................................................................................................ 26
3.1.1.1.3.Bơm cánh gạt........................................................................................................................ 27
3.1.1.2.Xilanh truyền động (cơ cấu chấp hành)........................................................................................................................ 29
3.1.1.2.1.Nhiệm vụ........................................................................................................................ 29
3.1.1.2.2.Phân loại........................................................................................................................ 29
3.1.1.2.3.Cấu tạo xilanh........................................................................................................................ 30
3.1.1.3.Các phần tử của hệ thống điều khiển bằng thủy lực........................................................................................................................ 30
3.1.1.3.1.Van áp suất........................................................................................................................ 30
3.1.1.3.2.Van đảo chiều........................................................................................................................ 32
3.1.1.4.Bể dầu........................................................................................................................ 33
3.1.1.4.1.Nhiệm vụ........................................................................................................................ 33
3.1.1.4.2.Kết cấu của bể dầu........................................................................................................................ 33
3.1.1.5.Bộ lọc dầu........................................................................................................................ 34
3.1.1.5.1.Nhiệm vụ........................................................................................................................ 34
3.1.1.5.2.Phân loại........................................................................................................................ 34
3.1.1.6.Bình trích chứa........................................................................................................................ 35
3.1.1.6.1. Nhiệm vụ........................................................................................................................ 35
3.1.1.6.2.Phân loại........................................................................................................................ 35
3.2.TÍNH TOÁN CÁC PHẦN TỬ THỦY LỰC........................................................................................................................ 36
3.2.1.TÍNH XILANH KẸP CỌC........................................................................................................................ 36
3.2.1.1.Các thông số yêu cầu........................................................................................................................ 37
3.2.1.2.Tính chọn xilanh kẹp cọc........................................................................................................................ 38
3.2.2.TÍNH XILANH ÉP CỌC........................................................................................................................ 40
3.2.2.1.Các thông số yêu cầu........................................................................................................................ 41
3.2.2.2.Tính chọn xilanh ép cọc........................................................................................................................ 41
3.2.3.TÍNH XILANH NÂNG HẠ MÁY........................................................................................................................ 43
3.2.3.1.Các thông số yêu cầu........................................................................................................................ 43
3.2.3.2.Tính chọn xilanh nâng hạ máy........................................................................................................................ 43
3.2.4.TÍNH XILANH DI CHUYỂN MÁY........................................................................................................................ 45
3.2.4.1.Lực cản di chuyển máy........................................................................................................................ 45
3.2.4.2.Tính xilanh di chuyển máy........................................................................................................................ 46
3.2.4.2.1.Các thông số yêu cầu........................................................................................................................ 46
3.2.4.2.2.Tính chọn xilanh di chuyển máy........................................................................................................................ 46
3.3.THIẾT KẾ KẾT CẤU CHO MÁY........................................................................................................................ 49
3.3.1.TÍNH BÁNH XE DI CHUYỂN........................................................................................................................ 49
3.3.2.TÍNH TRỤC BÁNH XE DI CHUYỂN........................................................................................................................ 50
3.3.2.1.Chọn vật liệu chế tạo........................................................................................................................ 50
3.3.2.2.Xác định đường kính sơ bộ trục........................................................................................................................ 50
3.3.2.3.Kiểm nghiệm trục về độ bền mỏi........................................................................................................................ 52
3.3.3.TÍNH CHỌN Ổ ĐỠ TRỤC........................................................................................................................ 54
3.3.3.1.Tính chọn ổ đỡ trục........................................................................................................................ 54
3.3.3.2.Kiểm tra ổ theo khả năng tải động........................................................................................................................ 54
3.3.3.3.Kiểm tra ổ theo khả năng tải tĩnh........................................................................................................................ 54
3.3.4.TÍNH LIÊN KẾT CHỐT GIỮA CỤM BÁNH XE VÀ XILANH DI CHUYỂN........................................................................................................................ 55
3.3.5.TÍNH LIÊN KẾT CỦA KHUNG ÉP VÀO THÂN VÀ TRÊN KHUNG ÉP........................................................................................................................ 55
3.3.5.1.Liên kết của khung ép và thân máy........................................................................................................................ 55
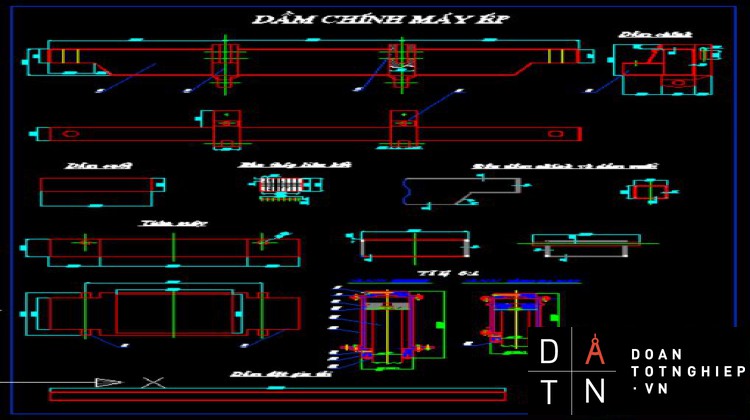
3.3.5.2.Tính dầm liên kết các xilanh ép và khung ép........................................................................................................................ 57
3.3.5.2.1.Các kích thước cơ bản........................................................................................................................ 57
3.3.5.2.2.Tải trọng tác dụng lên dầm........................................................................................................................ 58
3.3.5.2.3.Kiểm tra khả năng chịu lực của dầm........................................................................................................................ 59
3.3.5.2.4.Tính kiểm tra liên kết hàn của hai đầu dầm........................................................................................................................ 59
3.3.5.3.Liên kết giữa hai phần của khung ép........................................................................................................................ 60
3.3.6.TÍNH KẾT CẤU CỦA LIÊN KẾT THÂN MÁY VÀ DẦM CHÍNH........................................................................................................................ 61
3.3.6.1.Đầu dầm của thân máy........................................................................................................................ 61
3.3.6.2.Chốt giữ thân máy khi ép cọc........................................................................................................................ 62
3.3.7. TÍNH DẦM CHÍNH CỦA MÁY........................................................................................................................ 63
3.3.7.1.Chọn kích thướt tiết diện dầm........................................................................................................................ 63
3.3.7.2.Trạng thái của dầm khi ép cọc thẳng........................................................................................................................ 64
3.37.2.1.Tải trọng tác dụng lên dầm máy........................................................................................................................ 64
3.3.7.2.2.Tính toán nội lực trong dầm và kiểm tra........................................................................................................................ 65
3.3.7.3.Trạng thái của dầm khi máy di chuyển........................................................................................................................ 66
3.3.7.3.1.Tải trọng tác dụng lên dầm máy........................................................................................................................ 66
3.3.7.3.2.Tính toán nội lực trong dầm và kiểm tra........................................................................................................................ 66
3.3.7.3.3.Kiểm tra độ võng của dầm chính........................................................................................................................ 68
3.3.7.4.Trạng thái của dầm khi máy ép cọc nghiêng........................................................................................................................ 68
3.3.7.4.1.Tải trọng tác dụng lên dầm máy........................................................................................................................ 68
3.3.7.4.2.Tính toán nội lực trong dầm và kiểm tra........................................................................................................................ 69
3.3.7.5.Kiểm tra dầm........................................................................................................................ 71
3.3.7.5.1.Kiểm tra ổn định tổng thể dầm........................................................................................................................ 71
3.3.7.5.2.Kiểm tra ổn định cục bộ cho dầm........................................................................................................................ 71
3.3.7.7.Tính toán dầm cuối........................................................................................................................ 72
3.3.7.7.1.Xác định nội lực trong dầm........................................................................................................................ 72
3.3.7.7.2.Kiểm tra tại mặt cắt nguy hiểm........................................................................................................................ 73
3.3.7.7.3.Tính toán liên kết bulông liên kết dầm chính và dầm cuối........................................................................................................................ 73
3.3.7.8.Dầm của chân đế di chuyển........................................................................................................................ 75
3.3.7.8.1.Dầm nằm phía dưới........................................................................................................................ 75
3.3.7.8.2.Tính toán mối hàn tại chân đế........................................................................................................................ 77
3.4.CÁC THÔNG SỐ CHÍNH CỦA MÁY........................................................................................................................ 79
3.4.1.Thông số cần cẩu........................................................................................................................ 79
3.4.2.Tốc độ di chuyển của các bộ phận........................................................................................................................ 79
3.4.2.1.Tốc độ di chuyển của xilanh kẹp cọc........................................................................................................................ 79
3.4.2.2.Tốc độ di chuyển của xilanh ép cọc........................................................................................................................ 79
3.4.2.3.Tốc độ di chuyển của xilanh nâng hạ máy........................................................................................................................ 79
3.4.2.4.Tốc độ di chuyển của xilanh di chuyển máy........................................................................................................................ 79
3.4.3.Mô tả sơ đồ và nguyên lý hoạt động mạch điều khiển thủy lực........................................................................................................................ 80
3.4.3.1.Mô tả sơ đồ........................................................................................................................ 80
3.4.3.2.Nguyên lý hoạt động của mạch điều khiển thủy lực........................................................................................................................ 81
3.4.4.Mô tả sơ đồ và nguyên lý hoạt động của máy........................................................................................................................ 82
3.4.4.1.Sơ đồ cấu tạo........................................................................................................................ 82
3.4.4.3.Nguyên lý hoạt động của máy ........................................................................................................................ 84
3.5.Một số lưu ý khi sử dụng máy........................................................................................................................ 90
KẾT LUẬN........................................................................................................................ 92
TÀI LIỆU THAM KHẢO........................................................................................................................ 93
PHỤ LỤC........................................................................................................................ 94
LỜI NÓI ĐẦU
Sau một thời gian dài ngồi trên ghế nhà trường, thu thập kiến thức về mặt lý thuyết. Nay em được phân công thiết kế Máy ép cọc trong xây dựng.
Thực tế nước ta hiện nay, ngành cơ khí nói riêng cũng như ngành công nghiệp nói chung chưa được phát triển mạnh mẽ. Đối với một nước phát triển thì đòi hỏi nền công nghiệp phải phát triển mạnh, khi đó sẽ kéo theo sự phát triển toàn diện. Nhưng nước ta chủ yếu là phát triển nông nghiệp nên nền công nghiệp còn lạc hậu.
Ngày nay, nước ta bước vào công cuộc đổi mới, thời kỳ công nghiệp hóa và hiện đại hóa, do đó việc thiếu thốn về cơ sở vật chất cũng như về kỹ thuật là tất yếu. Do đó, thiết kế cải tiến và sản xuất các máy móc thiết bị phục vụ sản xuất là việc hết sức cần thiết trong giai đoạn hiện nay.
Em được phân công thiết kế Máy ép cọc trong xây dựng nên bước đầu còn nhiều bỡ ngỡ. Việc thiết kế có thể có nhiều cách truyền động, có thể là cơ khí, thủy lực ... nên việc lựa chọn phương án phù hợp là rất khó khăn và phức tạp.
Đây là đề tài khá mới mẽ và lần đầu tiên làm quen với công việc thiết kế, nên trong quá trình tính toán thiết kế còn nhiều sai sót. Chúng em rất mong quý thầy tận tình giúp đỡ, để đồ án tốt nghiệp của chúng em được hoàn thiện hơn.
Trước tiên em xin chân thành cảm ơn sự hướng dẫn nhiệt tình của thầy Nguyễn Đắc Lực đã giúp em hoàn thành đề tài này.
Quảng Ngãi, ngày 11 tháng 6 năm 2012
Sinh viên thực hiện
Nguyễn Thanh Bình
CHƯƠNG 1
TỔNG QUAN VỀ MÁY ÉP CỌC TRONG XÂY DỰNG
1.1.MÓNG VÀ CỌC TRONG XÂY DỰNG
1.1.1.KHÁI NIỆM MÓNG - PHÂN LOẠI VÀ PHẠM VI SỬ DỤNG:
1.1.1.1.Khái niệm móng:
Móng là bộ phận chịu lực đặt thấp nhất, là kết cấu cuối cùng của nhà hoặc công trình. Nó tiếp thu tải trọng công trình và truyền tải trọng đó lên nền đất dưới đáy móng.
1.1.1.2.Phân loại móng và phạm vi sử dụng:
1.1.1.2.1.Phân loại theo vật liệu:
Thông thường sử dụng các loại vật liệu để làm móng như sau: Gạch, đá hộc, đá, bê tông, bê tông cốt thép …
- Móng gạch: sử dụng cho các loại móng mà công trình có tải trọng nhỏ, nền đất tốt, sử dụng ở nơi có mực nước ngầm sâu.
- Móng đá hộc: Loại móng này có cường độ lớn, sử dụng ở những vùng có sẵn vật liệu.
- Móng gỗ: Cường độ nhỏ, tuổi thọ ít, ít được sử dụng, thường sử dụng cho các công trình tạm thời, hoặc dùng để xử lý nền đất yếu.
- Móng thép: Ít được sử dụng để làm móng vì thép dễ bị gỉ do nước trong đất và nước ngầm xâm thực.
- Móng bê tông và bê tông cốt thép: Cường độ cao, tuổi thọ lâu, được sử dụng rộng rãi trong xây dựng công trình.
1.1.1.2.2.Phân loại theo cách chế tạo móng:
Theo cách chế tạo móng người ta phân ra hai loại: móng đổ toàn khối và móng lắp ghép.
- Móng đổ toàn khối: Thường sử dụng vật liệu là bê tông đá hộc, bê tông và bê tông cốt thép, loại móng này được sử dụng nhiều.
- Móng lắp ghép: Các cấu kiện móng được chế tạo sẵn, sau đó mang đến công trường để lắp ghép. Loại móng này được cơ giới hoá, chất lượng tốt tuy nhiên ít được sử dụng vì việc vận chuyển khó khăn.
- 1.1.2.3.Phân loại theo đặc tính tác dụng của tải trọng:
Theo đặc tính tác dụng của tải trọng người ta phân thành móng chịu tải trọng tĩnh và móng chịu tải trọng động:
- Móng chịu tải trọng tĩnh: Móng nhà, công trình chịu tải trọng tĩnh.
- Móng chịu tải trọng động: Móng công trình cầu, móng máy, móng cầu trục…
1.1.1.2.4. Phân loại theo phương pháp thi công:
Theo phương pháp thi công người ta phân thành móng nông và móng sâu:
* Móng nông: Là móng xây trên hố móng đào trần, sau đó lấp lại, độ sâu chôn móng từ 1.2÷3.5m.
Móng nông sử dụng cho các công trình chịu tải trọng nhỏ và trung bình, đặt trên nền đất tương đối tốt (nền đất yếu thì có thể xử lý nền).
* Móng sâu: Là loại móng khi thi công không cần đào hố móng hoặc chỉ đào một phần rồi dùng phương pháp nào đó hạ, đưa móng xuống độ sâu thiết kế. Thường sử dụng cho các công trình có tải trọng lớn mà lớp đất tốt nằm ở tầng sâu.
Móng sâu gồm có các loại sau:
- Móng giếng chìm: là kết cấu rỗng bên trong, vỏ ngoài có nhiêm vụ chống đỡ áp lực đất và áp lực nước trong qúa trình hạ và tạo trọng lượng thắng ma sát. Sau khi hạ đến độ sâu thiết kế thì người ta lấp đầy (hoặc một phần) bê tông và phần rỗng. Việc lấy đất dưới đáy giếng có thể bằng nhân công để đào đất và đưa lên trên, ngoài ra có thể dùng vòi xói áp lực lớn để xói đất và hút cả đất và nước ra ngoài, hạ giếng xuống cao độ thiết kế.
- Móng giếng chìm hơi ép:
Khi gặp điều kiện địa chất thuỷ văn phức tạp người ta thay móng giếng chìm bằng móng giếng chìm hơi ép. Nguyên tắc làm việc của nó là dùng khí nén vào buồng kín của giếng để nhờ sức ép của khí đó mà nước bị đẩy ra ngoài tao điều kiện khô ráo để công nhân đào đất.
- Móng cọc: gồm các cọc riêng rẽ, hạ xuống đất và nối với nhau bằng đài cọc.
Móng cọc sử dụng các loại vật liệu như: gỗ, thép, bê tông và bê tông cốt thép.
Thường sử dụng cho các công trình chịu tải trọng lớn, công trình trên nền đất yếu như mố trụ cầu, cầu cảng, bờ kè…
Thuộc loại móng cọc có nhiều loại, ở đây dựa vào phương pháp thi công ta chia thành các loại sau: (Đối với cọc bê tông cốt thép)
+ Cọc bê tông cốt thép đúc sẵn: loại cọc này được chế tạo sẵn trên các bãi đúc, tiết diện từ 20x20cm đến 40x40cm,sau đó hạ cọc bằng phương pháp đóng hoặc ép.
+ Cọc bê tông cốt thép đổ tại chỗ (cọc khoan nhồi): dùng máy khoan để tạo lỗ sau đó đưa lồng thép vào và nhồi bê tông vào lỗ. Cọc có đường kính nhỏ nhất d=60cm, lớn nhất có thể đạt d=2.5m.Chiều sâu hạ cọc đến hơn 100m.
* Một số ưu điểm và phạm vi sử dụng:
- Móng cọc sử dụng hợp lý đối với các công trình chịu tải trọng lớn mà lớp đất tốt nằm dưới sâu, giảm được biến dạng lún và lún không đều.
- Khi dùng móng cọc làm tăng tính ổn định cho các công trình có chiều cao lớn, tải trọng ngang lớn như các nhà cao tầng, nhà tháp, ...
- Móng cọc với nhiều phương pháp thi công đa dạng như : Cọc đóng, cọc ép, cọc khoan nhồi .v.v. nên có thể sử dụng làm móng cho các công trình có điều kiện địa chất, địa hình phức tạp mà các loại móng nông không đáp ứng được như vùng có đất yếu hoặc công trình trên sông ...
Với những ưu điểm như vậy móng cọc sử dụng rộng rãi trong các ngành xây dựng dân dụng và công nghiệp, cầu đường, thuỷ lợi - thuỷ điện.
1.1.2. CỌC:
- 1.2.1.Lịch sử phát triển:
Móng cọc là một trong những loại móng được sử dụng rộng rãi nhất hiện nay. Người ta có thể đóng, hạ những cây cọc lớn xuống các tầng đất sâu, nhờ đó làm tăng khả năng chịu tải trọng lớn cho móng.
Móng cọc đã được sử dụng từ rất sớm khoảng 1200 năm trước, những người dân của thời kỳ đồ đá mới của Thụy Sĩ đã biết sử dụng các cọc gỗ cắm xuống các hồ nông để xây dựng nhà trên các hồ cạn (Sower 1979), cũng trong thời kỳ này, người ta đóng các cọc gỗ xuống các vùng đầm lầy để chống quân xâm lược, người ta đóng các cọc gỗ để làm đê quai chắn đất, người ta dùng thân cây, cành cây để làm móng nhà…
Ngày nay, cùng với sự tiến bộ về khoa học kỹ thuật nói chung, móng cọc ngày càng được cải tiến, hoàn thiện, đa dạng về chủng loại cũng như phương pháp thi công, phù hợp với yêu cầu cho từng loại công trình xây dựng.
- 1.2.2.Các bộ phận chính của cọc:
Móng cọc gồm hai bộ phận chính là cọc và đài cọc.
- Cọc: là kết cấu có chiều dài lớn so với bề rộng tiết diện ngang, được đóng hay thicông tại chỗ vào lòng đất, đá, để truyền tải trọng công trình xuống các tầng đất, đá sâu hơn nhằm cho công trình trình bên trên đạt các yêu cầu của trạng thái giới hạn quy định.
- Đài cọc : là kết cấu dùng để liên kết các cọc lại với nhau và phân bố tải trọng của công trình lên các cọc.
Nhiệm vụ chủ yếu của móng cọc là truyền tải trọng từ công trình xuống các lớp đất dưới và xung quanh nó.
- 1.2.3.Các phương pháp thi công cọc:
Tuỳ theo phương pháp thi công để hạ cọc đến độ sâu thiết kế mà người ta phân ra các loại cọc sau đây:
- 1.2.3.1.Cọc hạ bằng búa:
Là cọc chế tạo sẵn, được hạ xuống bằng búa treo hoặc búa Diezel hoặc hạ xuống bằng búa máy rung, ép hoặc xoắn có thể khoan dẫn hoặc không. Thuộc loại cọc này gồm cọc gỗ, cọc bê tông cốt thép chế tạo sẵn, cọc nối, cọc tháp, cọc nêm, cọc xoắn cọc nạng, cọc ống bê tông cốt thép, cọc cột, cọc thép,…
*Một số ưu điểm và phạm vi sử dụng:
- Móng cọc loại này có thể hạ sâu 30 – 35m trong nền đất cát hoặc cát pha. Tiết diện cọc 20 20 - 40 40. Nếu cọc có chiều dài lớn thì đúc thành từng đốt rồi hạ xuống độ sâu thiết kế.
- Thi công dễ dàng và cơ giới hóa hoàn toàn trong thi công hạ cọc.
- Chi phí xây dựng móng không cao.
- Chất lượng cọc đảm bảo.
1.1.2.3.2.Cọc hạ bằng phương pháp xói nước:
Thường gặp đối với các cọc có tiết diện lớn, cọc hạ qua các lớp đất cứng, biện pháp hạ cọc gặp khó khăn khi dùng phương pháp thông thường.
Đặc điểm của phương pháp thi công này là dùng tia nước có áp lực cao, xói đất dưới mũi cọc, đồng thời vì có áp suất lớn, nước còn theo dọc thân cọc lên trên làm giảm ma sát xung quanh cọc, kết quả là cọc sẽ tụt xuống khi dùng búa đóng nhẹ lên đầu cọc.
Với tia nước xói đất có thể dùng để hạ cọc trong các loại đất rời, dễ xói như cát, á cát, sỏi, hỗ trợ trong các công nghệ hạ cọc khác như đóng cọc, rung cọc, cọc ống có đường kính lớn, khi đóng cọc bằng búa trên đất cát chặt, lực cản sẽ rất lớn, búa không đủ năng lực sẽ không giải quyết nổi, đóng mãi sẽ vỡ cọc. Do vậy nếu dùng kết hợp với xói nước trong phạm vi mũi cọc thì sẽ loại trừ bớt những trở lực chính, giúp cho búa đóng hạ cọc dễ dàng hơn. Để đảm bảo khả năng chịu lực của cọc thi khi còn cách độ sâu thiết kế 1 2m thì kết thúc xói nước và dùng búa đóng nốt xuống độ sâu thiết kế.
* Ưu điểm của loại cọc này:
- Năng suất hạ cọc cao.
- Ít gây hư hỏng như gãy mũi cọc, hỏng đầu, nứt, gãy cọc, ...
- Dễ vượt qua chướng ngại vật trong đất.
- Thiết bị và kết cấu phụ trợ không đòi hỏi nhiều.
- Công nghệ không phức tạp.
1.1.2.3.3.Cọc xoắn:
Cọc xoắn bao gồm hai bộ phận là thân cọc bằng bê tông cốt thép hay ống thép và để bằng kim loại đúc hay hàn với 1,25 vòng xoắn. Đường kính vòng xoắn vít bằng 3 8,5 đường kính thân cọc.
Cọc được hạ xuống nhờ thiết bị quay đặc biệt quay bằng động cơ điện và nhờ hệ thống bánh răng truyền động làm cho cọc bị xoay và xuyên vào đất. Loại cọc này được sử dụng cho các công trình cầu cảng, cột điện, cao thế...
Ưu điểm của loại cọc xoắn là việc hạ cọc xoắn được êm thuận, không có rung động. Thuận lợi khi xây dựng công trình gồm các công trình cũ trong thành phố. Cọc xoắn chịu tải trọng dọc trục rất lớn vì có đáy mở rộng, đặc biệt khả năng chống nhổ của cọc xoắn cũng rất lớn. Tuy nhiên sử dụng cọc xoắn thì thiết bị thi công phức tạp và chỉ sử dụng cho các loại đất nền mềm yếu, không thể dùng với các loại đất lẫn nhiều sỏi đá hoặc sét quá cứng.
- 1.2.3.4.Cọc hạ bằng máy chấn động:
Loại cọc hạ bằng phương pháp này chủ yếu là cọc ống bê tông cốt thép, hạ vào đất nhờ tác dụng rung của máy chấn động. Bằng phương pháp này cọc ống có thể hạ được vào chiều sâu khá lớn trong nền đất, do vậy sức chịu tải của cọc lớn. Đường kính cọc thường từ 0,6 3m.
So với các loại móng sâu, cọc ống có các ưu điểm sau:
- Có thể áp dụng các phương pháp công nghiệp hoá trong xây dựng và cơ giới hoá trong toàn bộ các công tác thi công.
- Tốn ít vật liệu vì không cần phải lấp đầy bê tông vào lòng ống.
- Sử dụng tới mức cao nhất khả năng làm việc của vật liệu móng.
- Có thể hạ cọc đến sâu rất lớn mà không cần đến móng giếng chìm hoặc giếng chìm hơi ép ảnh hưởng sức khoẻ công nhân.
- Có thể sử dụng với bất kỳ tình hình địa chất thủy văn.
- Có thể thi công quanh năm và toàn bộ công tác thực hiện trên mặt nước, do vậy nâng cao được năng suất thi công.
Để dễ dàng trong việc sản xuất và vận chuyển, người ta chế tạo cọc ống thành từng đốt 5 12m và khi hạ nối lại với nhau.
- 1.2.3.5.Loại cọc đổ tại chỗ (Cọc khoan nhồi):
Đây là loại móng sâu thịnh hành nhất trong xây dựng ở nước ta trong 10 năm trở lại đây.
Đường kính cọc từ 60 300 cm , các cọc có đường kính < 76 cm được xem là cọc nhỏ, cọc có đường kính > 76 cm được xem là cọc lớn. Việc tạo lỗ có nhiều cách: có thể đào bằng thủ công , hoặc khoan bằng các tổ hợp máy khoan hiện đại. Với việc sử dụng các tổ hợp khoan hiện đại người ta có thể hạ cọc đến độ sâu rất lớn và đường kính lớn (Cầu Thuận Phước cọc khoan nhồi đường kính 2.5m, chiều sâu hạ cọc 50 – 70 mét, Cầu Mỹ Thuận: Cọc khoan nhồi đường kính 2.5m, chiều sâu hạ cọc đến hàng trăm mét…). Hiện nay một số cầu lớn đang xây dựng như cầu Rạch Miễu, cầu Cần Thơ …cũng dùng cọc khoan nhồi đường kính lớn để làm móng.
* Ưu điểm của cọc khoan nhồi:
- Rút bớt được công đoạn đúc cọc, do đó không còn các khâu xây dựng bãi đúc, lắp dựng ván khuôn ...
-Vì cọc đúc ngay tại móng nên dễ thay đổi kích thước hình học của cọc như chiều dài, đường kính ... để phù hợp với thực trạng đất nền.
- Có khả năng sử dụng trong mọi loại địa tầng khác nhau, dễ dàng vượt qua các chướng ngại vật như đá, đất cứng bằng cách sử dụng các dụng cụ như khoan choòng, máy phá đá, nổ mìn...
- Cọc khoan nhồi thường tận dụng hết khả năng làm việc của vật liệu, giảm được số cọc trong móng, có thể bố trí cốt thép phù hợp với điều kiện chịu lực của cọc.
* Nhược điểm :
- Thường đỉnh cọc nhồi kết thúc trên mặt đất nên khó có thể kéo dài thân cọc lên phía trên, do đó phải làm bệ móng ngập sâu dưới mặt đất, do vậy không thuận lợi cho việc thi công các móng cọc bệ cao vì phải làm vòng vây ngăn nước tốn kém.
- Dễ xảy ra những khuyết tật ảnh hưởng đến chất lượng cọc như:
+ Hiện tượng co thắt, hẹp cục bộ thân cọc hoặc thay đổi kích thước tiết diện khi qua các lớp đất khác nhau.
+ Bê tông xung quanh thân cọc dễ bị rửa trôi lớp xi măng khi gặp mạch nước ngầm hoặc gây ra rỗ mặt thân cọc.
+ Lỗ khoan nghiêng lệch, sụt vách lỗ khoan.
+ Bê tông đổ thân cọc dễ bị không đồng nhất và phân tầng.
- Chi phí thí nghiệm cọc khoan nhồi quá tốn kém.
- 1.2.3.6.Móng cọc Barét:
Cọc Barét thuộc loại cọc bê tông cốt thép đỗ tại chỗ như cọc khoan nhồi, tiết diện ngang thân cọc có dạng hình chữ nhật từ 1,52,5m đến 2,5 4m.
Quy trình thi công cọc Barét về cơ bản giống như thi công cọc khoan nhồi, chỉ khác là ở thiết bị thi công đào hố và hình dạng lồng thép. Thi công cọc khoan nhồi thì dùng lưỡi khoan hình ống tròn, còn thi công cọc Barét thì dùng loại gàu ngoạm hình chữ nhật và lồng thép có tiết diện hình chữ nhật.
* Đặc điểm và phạm vi sử dụng:
Cọc Barét cũng có các đặc điểm chung của cọc nhồi, tuy nhiên do tiết diện hình chữ nhật nên cọc Barét ổn định rất cao so với cọc khoan nhồi. Cọc Barét thường được sử sụng để làm móng cọc cho nhà cao tầng, móng công trình cầu cạn, cầu vượt trong thành phố.
- 1.2.3.7.Cọc ống thép nhồi bê tông:
Móng cọc này thường sử dụng khi xây dựng móng cho các cầu dẫn, cầu trung. Đường kính cọc ống thép có thể đạt đến 0,9 - 1,0m, chiều dài cọc hạ đến độ sâu 35 – 40m. Các bước thi công cọc như sau:
- Chế tạo cọc ống thép.
- Đóng cọc ống thép bịt kín mũi xuống độ sâu thiết kế.
- Đặt cốt thép vào lòng cọc.
- Đổ bê tông lấp lòng cọc.
- Kiểm tra chất lượng, thử tải cọc.
Cọc được thi công theo phương pháp đóng cọc bằng búa rơi tự do. Cọc ống thép được sản xuất tại nhà máy theo công nghệ hàn xoắn ốc, vật liệu làm cọc ống thép, có chiều dày 12-14mm, mũi cọc được bịt kín. Cọc được chia thành từng đoạn 15 – 20m và nối lại bằng các mặt bích khi hạ xuống.
Sau khi hạ cọc xuống cao độ thiết kế, tiến hành làm sạch, lắp đặt cốt thép và đổ bê tông Mác 300 – 400 lấp lòng cọc.
- 1.2.3.8.Cọc Shin-so:
Móng Shin – so là một loại móng cọc có đường kính lớn, sức chịu tải rất lớn, áp dụng phù hợp khi xây dựng các trụ cầu chịu tải trọng lớn, trụ có chiều cao lớn. Đây là một trong các công nghệ mới trong xây dựng móng sâu.
* Ưu điểm:
- Công nghệ thi công đơn giản, không sử dụng máy móc phức tạp.
- Quá trình thi công chủ yếu sử dụng nhân công lao động phổ thông.
- Chất lượng cọc rất tốt vì quá trình thi công hố móng giữ khô và không có khả năng bị sạt vách.
- Có thể tạo ra cọc có đường kính lớn, sức chịu tải lớn.
- Ít ảnh hưởng đến sức khỏe công nhân.
* Nhược điểm:
- Quá trình thi công chịu ảnh hưởng nhiều của nước ngầm, cần xử lý bơm thoát nước tốt khi đào đất.
- Thi công chịu ảnh hưởng của thời tiết;
- Khó thực hiện được khi móng nằm ở giữa song và trường hợp mực nước ngầm cao.
1.1.2.4.Ép cọc bằng phương pháp ép thủy lực và phương pháp thi công
- 1.2.4.1.Ép cọc bằng phương pháp ép thủy lực:
Nội dung của đồ án này nghiên cứu một phương pháp hạ cọc mà hiện nay đang được dùng khá phổ biến tại các khu đô thị mới. Đó là phương pháp hạ cọc bằng lực tĩnh (ép thủy lực). Nguyên lý làm việc của máy ép thủy lực dựa trên cơ sở định luật Pascal. Đó là “ Áp suất trong chất lỏng được truyền theo mọi hướng, tác động các lực bằng nhau lên các diện tích bằng nhau và thẳng góc với vách thùng chứa”.
Trên thực tế những năm gần đây thì vấn đề về truyền động thủy lực đang được ứng dụng rất rộng rãi trong lĩnh vực máy xây dựng bởi những ưu điểm cơ bản của hệ thống:
* Ưu điểm:
- Dễ điều chỉnh vô cấp và tự động điều chỉnh vận tốc chuyển động của bộ công tác ngay cả khi máy đang làm việc.
- Cho phép đảo chiều chuyển động các bộ phận làm việc của máy một cách dễ dàng.
- Đảm bảo cho máy làm việc ổn định, không phụ thuộc vào sự thay đổi của tải trọng ngoài.
- Kết cấu gọn nhẹ, lực quán tính nhỏ, có thể đề phòng sự cố khi máy quá tải.
- Có khả năng tự bôi trơn, truyền động êm, không có tiếng ồn.
- Độ tin cậy và độ bền cao.
- Điều khiển nhẹ nhàng, dễ tạo dáng đẹp về kết cấu cho máy và dễ tiêu chuẩn hoá, định hình các nhóm chi tiết do đó có thể sản suất hàng loạt.
- Không gây ra chấn động cho các công trình khác.
- Khả năng kiểm tra chất lượng tốt hơn: từng đoạn cọc được ép thử dưới lực ép và xác định được sức chịu tải của cọc qua lực ép cuối cùng.
* Nhược điểm:
- Không thi công được cọc có sức chịu tải lớn hoặc lớp đất xấu cọc phải xuyên qua quá dầy.
- Các chi tiết đòi hỏi phải gia công có độ chính xác và độ kín khít cao nên giá thành đắt.
- Nhiệt độ môi trường bên ngoài có ảnh hưởng đến các thông số của truyền dẫn thủy lực.
- Yêu cầu về chất lượng làm việc của chất lỏng công tác rất cao.
- Khó làm kín khít các bộ phận làm việc, chất lỏng công tác dễ bị rò rỉ hoặc do không khí bên ngoài lọt vào làm giảm hiệu suất và tính chất làm việc ổn định của bộ truyền động; do đó cần phải kiểm tra thường xuyên.
- 1.2.4.2.Phương pháp thi công:
Ép cọc bằng phương pháp ép thủy lực thường dùng hai phương pháp:
- Ép đỉnh.
- Ép ôm.
- 1.2.4.2.1.Phương pháp ép đỉnh:
Lực ép được tác dụng từ đỉnh cọc để ấn cọc xuống.
* Ưu điểm: Toàn bộ lực ép do kích thủy lực tạo ra được truyền trực tiếp lên đầu cọc và chuyển thành hiệu quả ép. Khi ép qua các lớp đất có ma sát nội tương đối cao như: á cát, sét dẻo cứng…lực ép có thể thắng lực cản do ma sát để hạ cọc xuống sâu dễ dàng.
* Nhược điểm: Cần phải có hai hệ khung giá. Hệ khung giá cố định và hệ khung giá di động, với chiều cao tổng cộng của hai hệ khung giá này phải lớn hơn chiều dài một đoạn cọc: nếu một đoạn cọc dài 6m thì khung giá phải từ 7 8m mới có thể ép được cọc. Vì vậy khi thiết kế cọc ép, chiều dài của một đoạn cọc phải khống chế bởi chiều cao giá ép trong khoảng 6 – 8m.
- 1.2.4.2.Phương pháp ép ôm:
Lực ép được tác dụng từ hai bên hông cọc do chấu ma sát tạo nên để ép cọc xuống.
* Ưu điểm: Do biện pháp ép từ hai bên hông của cọc, máy ép không càn phải có hệ khung giá di dộng, chiều dài đoạn cọc ép có thể dài hơn.
* Nhược điểm:
- Ép cọc từ hai bên cọc thong qua các chấu ma sát do đó khi ép qua các lớp ma sát có nội ma sát tương đối cao như: á sét, sét dẻo cứng…lực ép hông thường không thể thắng được lực cản do ma sát tăng để hạ cọc xuống sâu.
- Nói chung phương pháp này không được sử dụng rộng rãi bằng phương pháp ép đỉnh.
- 2.GỚI THIỆU CÁC MÁY ÉP CỌC:
Dựa trên cơ sở đó người ta đã phát minh ra loại máy mới trong công nghiệp xây dựng đó là các máy ép thủy lực. Các máy ép thủy lực là một phát minh mới trong công nghiệp xây dựng. Đặc điểm chung của chúng là làm việc an toàn, dùng lực ép tĩnh tạo bởi dòng chất lỏng áp suất cao để ép cọc sâu vào trong lòng đất. Ưu điểm đặc biệt là không gây ồn, không gây ô nhiễm, chất lượng cọc sau thi công cao hơn so với phương pháp dùng búa đóng cọc, giá thành thi công rẻ. Các máy đang được dùng phổ biến hiện nay đều dùng phương pháp hạ cọc bằng cách tạo ra lực ép từ đỉnh cọc xuống đất. Hiện nay có hai loại máy ép cọc đang được sử dụng rộng rãi loại nhỏ dùng hai xilanh ép và loại lớn hơn là dùng hai hoặc bốn xilanh ép.
1.2.1.MÁY CÓ CÔNG SUẤT NHỎ DÙNG HAI XILANH:
Máy thường được sử dụng để ép những cọc gia cố nền móng cho các nhà dân cư biệt lập. Chúng có cấu tạo đơn giản gồm hai xilanh gắn với hai dầm nằm ngang. Đầu còn lại gắn với một dầm ngắn khác để tì lên đầu cọc.
Lực ép của loại máy này nhỏ, cấu tạo của chúng như hình vẽ. Máy hoạt động như sau :
|
1 |
|
2 |
|
3 |
|
4 |
|
5 |
|
6 |
|
7 |
Hình 1.1 - Máy ép thủy lực loại nhỏ
1-Máy nổ ; 2-Bơm thủy lực ; 3-Dầm ngang ép cọc ; 4-Xilanh ép (2 xilanh) ;
5-Dầm dọc giữ xilanh ; 6-Dầm ngang gia tải ; 7-Mũi neo gia tải.
Đầu tiên các xilanh đẩy ra cho đến lúc hết hành trình, khi đó dầm ngang ép sẽ được đẩy lên vị trí cao nhất. Sau đó người ta sẽ đưa cọc vào giữa của máy, từ từ cho xilanh chạy co lại đến vị trí mà có thể điều chỉnh được vị trí ép của cọc. Sau khi đã định vị được cọc vào đúng vị trí như thiết kế thì cho xilanh co lại đến hết hành trình. Xilanh đã hết hành trình thì lại cho chạy ngược lại vị trí cao nhất ban đầu. Sau đó người ta đưa tiếp đoạn cọc khác vào vị trí giữa của máy. Dùng phương pháp hàn để hàn nối các đoạn cọc dó lại và tiếp tục lặp lại quá trình ép như trên. Để ép đoạn cọc cuối cùng xuống sát mặt đất thì người ta dùng một đoạn cọc khác đặt vào vị trí ép đó và ép sát đất. Loại máy này chỉ có thể ép được những đoạn cọc có chiều dài lớn nhất là 3m và toàn bộ chiều dài của cọc sau khi hàn là < 10m.
Gia tải cho máy trong quá trình ép là sử dụng những mũi neo để neo trong đất. Để ép được một cọc thì phải dùng đến 8 mũi neo, mỗi mũi neo có chiều dài là 5m. Máy loại nhỏ này thì không có thiết bị dùng để dẫn hướng cho cọc trong quá trình ép. Chúng thường dùng máy nổ để hoạt động bơm thủy lực trong khi làm việc. Kích thước tiết diện của cọc khi ép bằng máy ép này là 20*20cm.
1.2.2.MÁY CÓ CÔNG SUẤT LỚN DÙNG BỐN XILANH:
Chúng đang được sử dụng nhiều ở các khu xây dựng khu đô thị mới. Đặc điểm của chúng là có thể ép được các cọc có kích thước lớn: dài tới 10m, tiết diện của cọc lên tới 40*40cm. Lực ép của máy đạt được là 120 tấn. Áp suất làm việc khi ép của hệ thống là 250 at. Lưu lượng thủy lực của hệ thống: Q = 310 (l/ph). Công suất của động cơ điện: N = 30 KW. Tổng chiều dài cọc ép là 40m (nhiều đoạn cọc ). Hành trình của xilanh là 1,65 – 1,8 m. Các loại máy này sử dụng hai hoặc bốn xilanh để ép cọc. Cấu tạo máy như hình vẽ.
Hoạt động của máy như sau : Trước tiên các xilanh sẽ co lại hết hành trình, khi đó toàn bộ phần khung định vị dẫn hướng cọc sẽ được đẩy lên vị trí cao nhất nhờ việc khung định vị được liên kết với bốn xilanh ép. Cọc sẽ được cẩu đưa vào trong khung dẫn hướng bằng một cần cẩu phục vụ khác. Việc điều chỉnh cọc vào đúng vị trí thiết kế sẽ do con người đảm nhiệm, người ta sẽ điều chỉnh cọc vào vị trí cần thiết. Sau đó có một người khác ở trên sẽ đút chốt giữ cọc vào khung định vị. Chốt đó có tác dụng để tạo ra điểm tì vào đầu cọc trong quá trình ép. Các xilanh ép được điều chỉnh để từ từ đẩy ra và đẩy khung ép đi xuống dưới cho đến khi hết hành trình của xilanh. Các xilanh hết hành trình sẽ co lại vị trí ban đầu và cũng đưa khung ép về vị trí cũ.
Đoạn cọc tiếp theo sẽ được cần cẩu cẩu vào trong khung và được hàn với đoạn cọc trước đó. Xilanh lại tiếp tục đi xuống và bắt đầu lặp lại chu trình đó. Máy này có thể thực hiện được việc ép đoạn cọc cuối cùng sát đất mà không cần đoạn cọc khác nhờ vào khung ép của máy. Như vậy bốn xilanh ép sẽ đồng thời hoạt động trong quá trình làm việc.
Trong toàn bộ quá trình ép thì việc dẫn hướng cho cọc là nhờ vào khung ép. Tuy nhiên kích thước của khung ép này là không thay đổi được đối với một máy. Như vậy khi cần ép những cọc mà có kích thước nhỏ hơn thì việc dẫn hướng cho cọc là không còn chính xác và cọc không thể xuống được đúng vị trí mong muốn. Các loại máy này được gia tải bằng các khối bê tông đặt trên hai dầm nằm dọc. Các khối bê tông này được chất lên hai dầm đó tạo thành phần chân đế của máy. Sức ép của máy là 120 tấn, như vậy người ta sẽ phải dùng đến 50 khối bê tông. Như vậy với mỗi cọc ép khác nhau thì phải di chuyển máy một lần và đồng nghĩa với việc phải chuyển 50 khối bê tông đó một lần. Máy được di chuyển bằng một cần cẩu. Cần cẩu đó cũng sử dụng luôn trong việc cẩu cọc vào vị tri ép. Như vậy với loại máy ép này thì luôn phải có một cần cẩu thường trực để có thể giúp máy hoạt động đuợc. Thời gian để ép được một cọc là không nhỏ bởi việc di chuyển và lắp đặt máy trước khi thực hiện quá trình ép. Do đó tính năng của loại máy này là không cao trong quá trình sử dụng máy.
Ngoài ra trong lúc bắt đầu quá trình ép cọc thì cần phải có người điều chỉnh cọc vào đúng vị trí cần ép cọc. Như vậy sẽ không đảm bảo vấn đề an toàn lao động trong khi thi công.
|
7000 |
|
1 |
|
2 |
|
3 |
|
4 |
|
5 |
|
6 |
|
7 |
|
8 |
|
10 |
|
9 |
Hình 1.2 - Máy ép thủy lực loại lớn 4 xilanh ép.
1-Dầm dọc; 2-Gia tải ( bêtông );3-Cọc; 4-Khung thép định vị, dẫn hướng cho cọc;
5-Khung máy ; 6-Chốt giữ cọc khi ép ; 7-Dầm ngang;8-Các xilanh ép ( 4 xilanh ); 9-Chốt định vị; 10-Chốt liên kết
Một loại máy khác cũng có hoạt động như loại máy trên và cũng có cấu tạo tương tự đó là loại máy ép sử dụng 2 xilanh ép. Cấu tạo của máy như hình vẽ trên, máy chỉ khác là trong quá trình ép sử dụng 2 xilanh ép. Vấn đề gia tải cho máy cũng sử dụng các khối bêtông để gia tải cho quá trình ép. Như vậy các máy hiện nay đang được sử dụng để ép cọc đều khó đáp ứng được yêu cầu cần thiết trong công cuộc hiện đại hoá hiện nay.
Hình 1.3 - Máy ép thủy lực loại lớn 2 xilanh ép.
1-Dầm dọc; 2-Gia tải ( bêtông ); 3-Cọc; 4-Khung thép định vị,dẫn hướng cho cọc;
5-Khung máy; 6-Chốt giữ cọc khi ép; 7-Dầm ngang;
8-Các xilanh ép ( 4 xilanh ); 9-Chốt liên kết; 10-Chốt côn
Hình 3.8 – Máy ép cọc tự hành trong thực tế
CHƯƠNG 2
TÍNH TOÁN ĐỘNG LỰC HỌC CHO MÁY ÉP CỌC
2.1.PHÂN TÍCH VÀ LỰA CHỌN PHƯƠNG ÁN THIẾT KẾ
2.1.1.PHÂN TÍCH
Trên cơ sở phân tích, nghiên cứu, em lựa chọn máy ép cọc có khả năng nâng chuyển cọc, giữ bàn kẹp, di chuyển máy...đều được thực hiện bằng truyền động thủy lực. Máy có thể nén được nhiều loại cọc có hình dáng và kích thước khác nhau. Cọc vuông, cọc tròn, cọc thép chữ H...tùy thuộc vào yêu cầu kỹ thuật. Kích thước của cọc: vuông: 0,3 0,3 – 0,5 0,5m, tròn: 0,3m - 0,5m...
Chất lượng của cọc ép luôn được đảm bảo vì trong quá trình ép sẽ kiểm tra cọc. Tỷ lệ thành công của cọc có thể đạt được 100%. Cọc sẽ đạt chất lượng cao và giảm được nhiều chi phí sản xuất. So với các phương pháp ép trên hoặc trong quá trình đóng cọc thì cọc đạt được chất lượng cao hơn rất nhiều. Các phương pháp trên đều dùng lực tác dụng vào cọc từ phần đỉnh cọc như vậy ứng suất cục bộ phát sinh trong cọc là rất lớn. Còn trong phương pháp này thì dùng lực ép lên cạnh bên của cọc để tạo lực ép bởi vậy không xuất hiện ứng suất cục bộ tại phần đỉnh cọc. Hoạt dộng của máy êm và phạm vi làm việc của máy rộng vì nó hoàn toàn được điều khiển bằng thủy lực và có thể tự di chuyển được trên công trường. Lực ép cọc được tạo ra là rất lớn. Và một đặc điểm rất quan trọng của máy được nhiều người quan tâm là: máy có thể ép được cọc nghiêng từ 0 đến 5 . Điều này rất quan trọng vì trong thực tế hiện nay việc ép cọc nghiêng là rất khó khăn.
Những đặc điểm chủ yếu của máy:
- Không bị rung lắc, không có khí thải và độ ồn thấp trong quá trình làm việc. Ít ảnh hưởng tới môi trường xung quanh và các công trình phụ cận xung quanh. Độ ồn của máy < 90 dB.
- Làm việc an toàn và ổn định: Trong quá trình làm việc cọc có thể được đặt chính xác đúng vụ trí bởi một cần trục. Sau đó được kẹp thẳng đứng bằng xilanh kẹp và được ép xuống đất một cách êm nhẹ cho đến khi đạt được sức chịu tải thiết kế.
- Chất lượng tin cậy: Hai má kẹp (ở hai vị trí trên và dưới) kẹp cọc và định vị cọc ở vị trí ép mong muốn. Thêm nữa lực ép cọc được thể hiện thông qua áp suất dầu của hệ thống thủy lực, do đó có thể nâng cao tỷ lệ thành công khi ép. (Ép bằng phương pháp định vị “ba điểm tạo thành một đường thẳng”).
- Năng suất máy cao: Máy có thể tự di chuyển trên công trường và ép được 180m – 300m cọc trong 1 ca làm việc (8 giờ).
- Kết cấu máy linh động: Máy được thiết kế để quá trình lắp dựng, vận chuyển và tháo lắp dễ dàng. Bộ phận má kẹp có thể thay đổi được để phù hợp với các loại cọc có hình dáng khác nhau.
2.1.1.1.Ưu điểm – Nhược điểm của hệ thống truyền động bằng thủy lực:
2.1.1.1.1.Ưu điểm:
- Truyền được công suất cao và tải trọng lớn, cơ cấu đơn giản, hoạt động với độ tin cậy cao.
- Điều chỉnh được vận tốc làm việc tinh và vô cấp, dễ thực hiện tự động hóa.
- Kết cấu gọn nhẹ, vị trí của các phần tử dẫn và bị dẫn không lệ thuộc với nhau.
- Có khả năng giảm khối lượng và kích thước nhờ chọn áp suất thủy lực cao.
- Bơm và động cơ thủy lực có quán tính nhỏ, dầu nên có tính chịu nén nên có thể sử dụng ở vận tốc cao mà không sợ bị va đập mạnh như trong cơ khí hay điện.
- Dễ biến đổi chuyển động quay của động cơ thành chuyển động tịnh tiến của cơ cấu chấp hành.
- Dễ đề phòng quá tải nhờ van an toàn.
- Dễ theo dõi và quan sát bằng áp kế, kể cả các hệ phức tạp, nhiều mạch.
- Tự động hóa đơn giản, kể cả các thiết bị phức tạp bằng cách dùng các phần tử tiêu chuẩn hóa.
2.1.1.1.2.Nhược điểm:
- Tổn thất trong đường ống dẫn và rò rĩ bên trong các phần tử làm giảm hiệu suất và hạn chế phạm vi sử dụng.
- Khó giữ được vận tốc không đổi khi phụ tải thay đổi do tính đàn hồi của dầu.
- Khi mới khởi động, nhiệt độ của hệ thống chưa ổn định, vận tốc làm việc thay đổi do độ nhớt của chất lỏng thay đổi.
- Khó thực hiện sự đồng bộ hóa chính xác các chuyển động.
2.1.2.LỰA CHỌN PHƯƠNG ÁN THIẾT KẾ:
Qua quá trình phân tích cũng như các ưu nhược điểm của các bộ truyền có đã nêu trên ta chọn phương án thiết kế bộ truyền động bằng hệ thống thủy lực là tối ưu nhất
2.2.TÍNH TOÁN ĐỘNG LỰC HỌC CHO MÁY
- 2.1CƠ SỞ TÍNH TOÁN:
- 2.1.1.Những tính chất vật lý cơ bản của chất lỏng:
2.2.1.1.1. Khối lượng riêng của chất lỏng r:
Là khối lượng của một đơn vị thể tích chất lỏng.
r : khối lượng riêng,
M: khối lượng của thể tích W,
W: thể tích có khối lượng M.
- Đơn vị của r là: kg/m3, T/m3, g/cm3, NS2 /m4
- Ở 40c: rnước = 1000kg/m3
2.2.1.1.2.Trọng lượng riêng của chất lỏng g:
Là trọng lượng của một đơn vị thể tích chất lỏng.
g : Trọng lượng riêng,
P : Trọng lượng của khối chất lỏng có thể tích W,
W : Thể tích khối chất lỏng có trọng lượng P.
Với chất lỏng đồng chất thì trọng lượng riêng chính bằng:
g = r´g với g: Gia tốc rơi tự do.
Vì P = M´g nên:
Thứ nguyên của trọng lượng đơn vị:
Đơn vị của g: N/m3, (Kg/S2)/m2.
Ở 40C: g nước = 1000kG/m3 = 9810N/m3 (1N = 0.102 KG)
Tỷ khối: Là tỷ số giữa khối lượng riêng của chất lỏng với khối lượng riêng của nước ở t0 =40C.
Tỷ trọng: Là tỷ số giữa trọng lượng riêng của chất lỏng với trọng lượng riêng của nước ở t0 =40C.
2.2.1.1.3. Tính thay đổi thể tích do áp suất:
Khi áp suất tăng từ P lên P+dP thì thể tích vật thể giảm từ W xuống W - dW.
|
W-dW |
|
dW |
|
W |
|
P |
|
P+dP |
Tính nén của chất lỏng được đặc trưng bằng hệ số co thể tích bw, để biểu thị sự giảm tương đối của thể tích chất lỏng W ứng với sự tăng áp suất P lên một đơn vị áp suất.
Thực nghiệm chứng tỏ: Trong phạm vi áp suất thay đổi từ 1 đến 500 at và nhiệt độ từ 0 đến 200C thì bw = 0,00005 (cm2/KG) » 0. Như vậy trong thủy lực chất lỏng coi như không nén được.
Đại lượng nghich đảo của của hệ số co thể tích gọi là mô đun đàn hồi K.
(N/m2)
2.2.1.1.4.Tính thay đổi thể tích do nhiệt độ:
Khi thay đổi nhiệt độ dùng hệ số co giãn vì nhiệt bt, để biểu thị sự biến đổi của thể tích chất lỏng W ứng với sự tăng nhiệt độ t lên 1oC.
Thí nghiệm cho thấy: Trong điều kiện áp suất bằng áp suất khí trời Pa thì:
Khi : t = 4oC đến 100C thì bT = 0,00014.
t = 10oC đến 200C thì bT = 0,00015.
Như vậy:Trong thủy lực chất lỏng coi như không co giãn dưới tác dụng của nhiệt độ.
Ø Tóm lại: Trong thủy lực, chất lỏng thường được coi là có tính chất không thay đổi thể tích mặc dù có sự thay đổi về áp lực hoặc nhiệt độ tức 0, 0
- 2.1.2.Định luật của chất lỏng:
- 2.1.2.1.Áp suất thủy tĩnh:
* Khái niệm áp suất thuỷ tĩnh - áp lực :
|
WW |
|
w |
|
P |
|
|
|
S |
- Khối chất lỏng W đang cân bằng .
- Giả sử cắt bỏ phần trên, ta phải tác dụng vào mặt cắt đó bằng một hệ lực tương đương thì phần dưới mới cân bằng như cũ.
- Trên tiết diện cắt quanh điểm 0 ta lấy một diện tích w, gọi P là lực của phần trên tác dụng lên w.
- Ta có các khái niệm sau:
-P: là áp lực thuỷ tĩnh (hoặc tổng áp lực) tác dụng lên diện tích w (N, KN...).
-Tỷ số : P/w = ptb : Là áp suất thủy tĩnh trung bình trên diện tích w.
- : Áp suất thủy tĩnh tại 1 điểm (hay còn gọi là áp suất thủy tĩnh).
- Đơn vị của áp suất: N/m2; , atmosphere
+Trong kỹ thuật, áp suất còn đo bằng atmosphere:1at =9,81.104 N/m2=1KG/cm2
+Trong thuỷ lực, áp suất còn đo bằng chiều cao cột chất lỏng:1at =10m H2O.
- Nhận xét:
- Nói đến áp suất chân không có nghĩa là áp suất tuyệt đối nhỏ hơn áp suất không khí, chứ không có nghĩa là không còn phần tử chất khí nào ở đó.
- Khi po = pa thì pdư = h
Trong kỹ thuật qui ước: pa = 98100N/m2 = 1 at.
- 2.1.4.Tổn thất trong hệ thống truyền động bằng thủy lực:
- 2.1.4.1.Tổn thất thể tích:
Loại tổn thất này do dầu thủy lực chảy qua các phần tử của hệ thống gây nên.
Nếu áp suất càng lớn, vận tốc càng nhỏ và độ nhớt càng nhỏ thì tổn thất thể tích càng lớn.
Tổn thất thể tích đáng kể nhất là ở các cơ cấu biến đổi năng lượng (bơm dầu, động cơ dầu, xilanh truyền lực).
- 2.1.4.2.Tổn thất cơ khí:
Tổn thất cơ khí là do ma sát giữa các chi tiết có chuyển động tương đối ở trong bơm dầu và động cơ dầu gây nên.
- 2.1.4.3.Tổn thất áp suất:
Tổn thất áp suất là sự giảm áp suất do lực cản trên đường chuyển động của dầu từ bơm đến cơ cấu chấp hành (động cơ dầu, xilanh truyền lực).
Tổn thất này phụ thuộc vào các yếu tố sau:
- Chiều dài ống dẫn
- Độ nhẵn thành ống
- Độ lớn tiết diện ống
- Tốc độ chảy
- Sự thay đổi tiết diện
- Sự thay đổi hướng chuyển động
- Trọng lượng riêng, độ nhớt
- 2.1.5.Đơn vị đo hệ mét của các đại lượng cơ bản:
- 2.1.5.1.Áp suất (p):
Theo đơn vị đo lường SI là Pascal (pa): 1 pa = 1 N/m = 1 m kgs= 1 kg/ms
Đơn vị này khá nhỏ, nên người ta thường dùng đơn vị: N/mm,N/cm và so với đơn vị áp suất cũ là kg/cm thì nó có mối liên hệ như sau:
1 kg/cm = 0,1 N/mm = 10 N/cm = 10 N/m
( Trị số chính xác: 1 kg/cm = 9,8 n/cm , nhưng để dễ dàng tính toán ta lấy 1 kg/cm = 10 N/cm ).
Ngoài ra ta còn dùng: 1 bar = 10 N/m = 1 kg/cm
1 at = 9,81.10 N/cm = 1 bar
Một số nước tư bản còn dùng đơn vị psi:
Kí hiệu lbf/in (psi): 1bar = 14.5 psi
Áp suất có thể tính theo cột áp lưu chất : P = w.h
Trong đó: w : Trọng lượng riêng lưu chấth : Chiều cao cột áp
- 2.1.5.2.Vận tốc (v):
Đơn vị vận tốc là m/s; m/ph; cm/ph; cm/s.
- 2.1.5.3. Gia tốc:
Đơn vị gia tốc là cm/s ; m/s
- 2.1.5.4.Khối lượng riêng:
Đơn vị đo khối lượng riêng là kg/m , g/cm .
Khối lượng riêng của các loại dầu là khác nhau, nó thay đổi theo nhiệt độ và áp suất. Thông thường = 850 900 (kg/m ).
Trong tính toán thực tế,sụ thay đổi khối lượng riêng của dầu dùng trong hệ thống thủy lực khi thay đổi nhiệt độ và áp suất là không đáng kể, do đó có thể lấy:
= 900 (kg/m )
- 2.1.5.5.Thể tích và lưu lượng:
Thể tích (V): cm , m hoặc lit (l).
Lưu lượng (Q): cm /s, m /ph, hoặc l/ph.
Cơ cấu biến đổi năng lượng (bơm dầu, động cơ dầu) cũng có thể dùng đơn vị cm /vg; l/vg hoặc l/ph.
- 2.1.5.6. Lực (F):
Đơn vị lực là kG hoặc N, 1 kG = 9,81 N.
- 2.1.5.7.Công suất (N):
Đơn vị công suất là Watt (W): 1W = 1 Nm/s = 1m kg/s
Công suất được tính theo công thức: H =
- 2.1.5.8.Độ nhớt động lực:
Đơn vị: Poizơ; Ns/m
- 2.1.5.9.Độ nhớt động:
Độ nhớt động lực của một chất là độ nhớt động lực 1 Pa.s và khối lượng riêng 1kg/cm : v =
Trong đó: : độ nhớt động lực (Pa.s), : khối lượng riêng (kg/m )
v : độ nhớt động (m /s)
Ngoài ra còn sử dụng đơn vị Stokes(St) hoặc centi Stokes(cSt)
CHƯƠNG 3
TÍNH TOÁN ĐỘNG LỰC HỌC VÀ THIẾT KẾ KẾT CẤU CHO CÁC PHẦN TỬ CHÍNH
3.1.TRUYỀN ĐỘNG TẠO LỰC BẰNG THỦY LỰC.
3.1.1.CÁC PHẦN TỬ THỦY LỰC.
3.1.1.1.Các loại bơm.
3.1.1.1.1.Bơm bánh răng.
Bơm bánh răng là loại bơm thể tích được sử dụng rộng rãi vì những ưu điểm sau:
- Kết cấu đơn giản, dễ chế tạo.
- Độ tin cậy cao, kích thước nhỏ gọn.
- Số vòng quay và công suất trên một đơn vị trọng lượng lớn.
- Có khả năng chịu quá tải trong một thời gian ngắn.
Bơm bánh răng là loại bơm không điều chỉnh được lưu lượng và áp suất khi số vòng quay cố định.
Có 2 loại bơm bánh răng là: bơm bánh răng ăn khớp ngoài và bơm bánh răng ăn khớp trong.
Hình 2.1 - Sơ đồ nguyên lý bơm bánh răng ăn khớp ngoài
- Về nguyên lý, nếu bơm tuyệt đối kín nghĩa là giữa khoang hút và khoang đẩy không có sự rò rỉ chất lỏng qua nhau hoặc rò rỉ chất lỏng ra ngoài thì áp suất của bơm chỉ phụ thuộc vào tải.
- Để hạn chế áp suất làm việc tối đa của bơm cần bố trí một van an toàn trên ống đẩy. Van sẽ tự mở cho chất lỏng trở về bể hút khi đường trên ống đẩy bị tắc hoặc áp suất vượt quá mức quy định.
Hình 2.2 - Kết cấu bơm bánh răng
3.1.1.1.2.Bơm trục vít:
Bơm trục vít là sự biến dạng của bơm bánh răng. Nếu bánh răng nghiêng có số răng nhỏ, chiều dày và góc nghiêng của răng lớn thì bánh răng sẽ thành trục vít.
Bơm trục vít thường có hai trục ăn khớp với nhau.
Buồng hút Buồng đẩy
Hình 2.3 - Bơm trục vít
Bơm trục vít thường được sản xuất thành 3 loại:
- Loại áp suất thấp: p từ 15 đến 50 bar.
- Loại áp suất trung bình: p từ 30 đến 60 bar.
- Loại áp suất cao: p từ 60 đến 200 bar.
Bơm trục vít có đặc điểm là dầu được chuyển từ buồng hút sang buồng nén theo chiều trục và không có hiện tượng chèn dầu ở chân ren.
* Ưu điểm: Chạy êm, độ nhấp nhô lưu lượng nhỏ.
* Nhược điểm: Chế tạo trục vít khá
r : khối lượng riêng,
M: khối lượng của thể tích W,
W: thể tích có khối lượng M.
- Đơn vị của r là: kg/m3, T/m3, g/cm3, NS2 /m4
- Ở 40c: rnước = 1000kg/m3
2.2.1.1.2.Trọng lượng riêng của chất lỏng g:
Là trọng lượng của một đơn vị thể tích chất lỏng.
g : Trọng lượng riêng,
P : Trọng lượng của khối chất lỏng có thể tích W,
W : Thể tích khối chất lỏng có trọng lượng P.
Với chất lỏng đồng chất thì trọng lượng riêng chính bằng:
g = r´g với g: Gia tốc rơi tự do.
Vì P = M´g nên:
Thứ nguyên của trọng lượng đơn vị:
Đơn vị của g: N/m3, (Kg/S2)/m2.
Ở 40C: g nước = 1000kG/m3 = 9810N/m3 (1N = 0.102 KG)
Tỷ khối: Là tỷ số giữa khối lượng riêng của chất lỏng với khối lượng riêng của nước ở t0 =40C.
Tỷ trọng: Là tỷ số giữa trọng lượng riêng của chất lỏng với trọng lượng riêng của nước ở t0 =40C.
2.2.1.1.3. Tính thay đổi thể tích do áp suất:
Khi áp suất tăng từ P lên P+dP thì thể tích vật thể giảm từ W xuống W - dW.
|
W-dW |
|
dW |
|
W |
|
P |
|
P+dP |
Tính nén của chất lỏng được đặc trưng bằng hệ số co thể tích bw, để biểu thị sự giảm tương đối của thể tích chất lỏng W ứng với sự tăng áp suất P lên một đơn vị áp suất.
Thực nghiệm chứng tỏ: Trong phạm vi áp suất thay đổi từ 1 đến 500 at và nhiệt độ từ 0 đến 200C thì bw = 0,00005 (cm2/KG) » 0. Như vậy trong thủy lực chất lỏng coi như không nén được.
Đại lượng nghich đảo của của hệ số co thể tích gọi là mô đun đàn hồi K.
(N/m2)
2.2.1.1.4.Tính thay đổi thể tích do nhiệt độ:
Khi thay đổi nhiệt độ dùng hệ số co giãn vì nhiệt bt, để biểu thị sự biến đổi của thể tích chất lỏng W ứng với sự tăng nhiệt độ t lên 1oC.
Thí nghiệm cho thấy: Trong điều kiện áp suất bằng áp suất khí trời Pa thì:
Khi : t = 4oC đến 100C thì bT = 0,00014.
t = 10oC đến 200C thì bT = 0,00015.
Như vậy:Trong thủy lực chất lỏng coi như không co giãn dưới tác dụng của nhiệt độ.
Ø Tóm lại: Trong thủy lực, chất lỏng thường được coi là có tính chất không thay đổi thể tích mặc dù có sự thay đổi về áp lực hoặc nhiệt độ tức 0, 0
- 2.1.2.Định luật của chất lỏng:
- 2.1.2.1.Áp suất thủy tĩnh:
* Khái niệm áp suất thuỷ tĩnh - áp lực : - Khối chất lỏng W đang cân bằng .
- Giả sử cắt bỏ phần trên, ta phải tác dụng vào mặt cắt đó bằng một hệ lực tương đương thì phần dưới mới cân bằng như cũ.
- Trên tiết diện cắt quanh điểm 0 ta lấy một diện tích w, gọi P là lực của phần trên tác dụng lên w.
- Ta có các khái niệm sau:
-P: là áp lực thuỷ tĩnh (hoặc tổng áp lực) tác dụng lên diện tích w (N, KN...).
-Tỷ số : P/w = ptb : Là áp suất thủy tĩnh trung bình trên diện tích w.
-: Áp suất thủy tĩnh tại 1 điểm (hay còn gọi là áp suất thủy tĩnh).
- Đơn vị của áp suất: N/m2; , atmosphere
+Trong kỹ thuật, áp suất còn đo bằng atmosphere:1at =9,81.104 N/m2=1KG/cm2
+Trong thuỷ lực, áp suất còn đo bằng chiều cao cột chất lỏng:1at =10m H2O.
- Nhận xét:
- Nói đến áp suất chân không có nghĩa là áp suất tuyệt đối nhỏ hơn áp suất không khí, chứ không có nghĩa là không còn phần tử chất khí nào ở đó.
- Khi po = pa thì pdư = h
Trong kỹ thuật qui ước: pa = 98100N/m2 = 1 at.
- 2.1.4.Tổn thất trong hệ thống truyền động bằng thủy lực:
- 2.1.4.1.Tổn thất thể tích:
Loại tổn thất này do dầu thủy lực chảy qua các phần tử của hệ thống gây nên.
Nếu áp suất càng lớn, vận tốc càng nhỏ và độ nhớt càng nhỏ thì tổn thất thể tích càng lớn.
Tổn thất thể tích đáng kể nhất là ở các cơ cấu biến đổi năng lượng (bơm dầu, động cơ dầu, xilanh truyền lực).
Ngoài ra còn có các bộ phận khác để điều khiển được quá trình ép cọc như mong muốn : Van an toàn, van một chiều, các xilanh ...
3.4.3.2.Nguyên lý hoạt động của mạch điều khiển thủy lực :
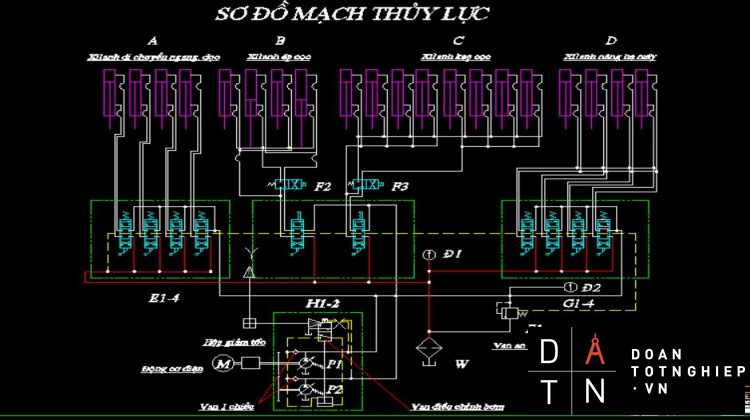
Mạch điều khiển thủy lực gồm có hai bơm thủy lực thay đổi được lưu lượng. Hai bơm này được dẫn động bằng một động cơ điện ba pha. Động cơ này dẫn động hai bơm qua hệ thống hộp giảm tốc và bộ truyền bánh răng. Van 1 có hệ các đường dẫn thủy lực từ các bơm dẫn vào. Áp suất từ các đường dẫn này sẽ làm thay đổi hành trình của pittông của van. Hành trình của pittông này thay đổi sẽ tác dụng vào các bơm, như vậy sẽ làm cho lưu lượng của bơm thay đổi và thay đổi trị số áp lực của dầu công tác.
Dầu áp lực từ bơm sẽ được phân bố đến các van phân phối cho các hệ xilanh trong từng quá trình công tác. Các van phân phối này được điều khiển bởi người điều khiển. Đồng hồ đo áp lực Đ2 luôn luôn kiểm soát được áp lực của dầu khi đi đến bộ phận công tác. Dầu sau hành trình công tác được đưa trở về thùng dầu qua một bộ lọc. Trên đường dầu trở về cũng có một đồng hồ áp lực Đ1 để kiểm soát áp lực của dầu trở về.
Hai van F1 và F2 được điều khiển bằng điện từ (nhờ các cuộn dây) có tác dụng điều khiển cho các cặp xilanh ép chính và ép phụ làm việc đồng thời hoặc không đồng thời (cùng hệ thống bàn kẹp cọc). Van an toàn F3 sẽ luôn giữa cho áp lực của dầu trong hệ thống lớn nhất là 20 Mpa.
Dầu từ hai bơm P1, P2 được đưa đến các hệ thống van phân phối E1-4, H1-2, G1-4, trong từng giai đoạn khác nhau bởi chúng hoạt động không đồng thời. Dầu đi đến bộ phận công tác được kiểm tra áp suất bởi đồng hồ Đ2. Lực ép cọc sẽ tăng dần theo lưu lượng của bơm khi yêu cầu cần phải tăng lực ép. Ban đầu lực cản của đất tác dụng lên cọc nhỏ, như vậy lực ép cần thiết cũng không cần phải lớn. Tuỳ theo cấu trúc của địa chất người ta sẽ điều chỉnh áp suất phù hợp với lực ép tương đương. Khi cọc ép đã được vào sâu trong lòng đất thì lực cản sẽ tăng lên bởi vậy lực ép cũng cần phải tăng theo, lúc đó lưu lượng bơm tăng lên đạt giá trị áp suất cần thiết. Trong trường hợp cần thiết nhất thì áp suất tăng lên đến giá trị 20MPa. Và để kiểm tra sức chịu tải của cọc theo phương pháp tải tĩnh thì lực ép có thể lên đến 5000KN hoặc cao hơn nữa.
3.4.4.Sơ đồ cấu tạo và nguyên lý hoạt động của máy.
3.4.4.1.Sơ đồ cấu tạo.
Hình 3.1- Kết cấu chính của máy ép thủy lực 500 tấn
1- Xilanh nâng hạ máy; 2-Dầm chính; 3-Cabin điều khiển chính;
4-Giá ép;5-Xilanh ép; 6-Cọc ép; 7-Cần trục; 8-Gia trọng
9-Cặp chân đế di chuyển ngang; 10-Cặp chân đế di chuyển dọc; 11-Thân máy
Các kết cấu chính của máy được thể hiện như trên hình vẽ 3.1.
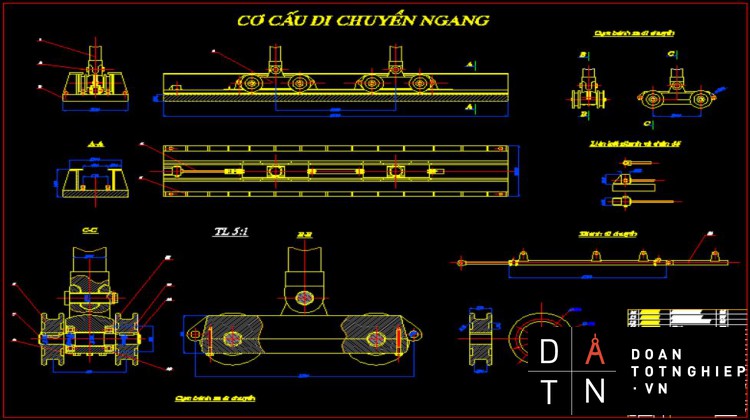
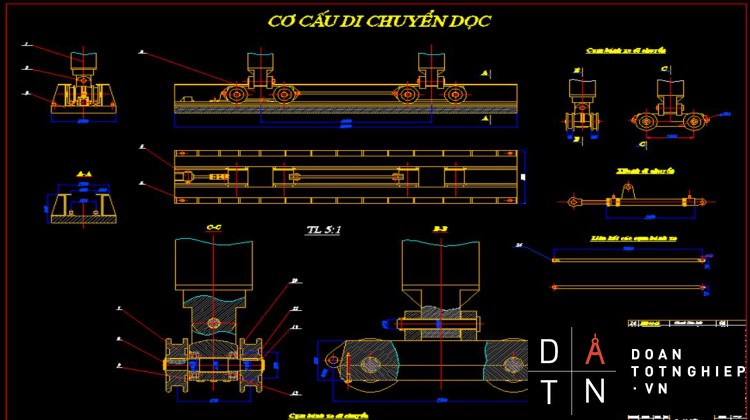
Người điều khiển ngồi trong cabin điều khiển chính 3. Toàn bộ bộ phận chính của hệ thống thủy lực được đặt dưới cabin 3. Thân máy 11 được đặt ở giữa máy liên kết với dầm chính 2 bằng liên kết khớp, điều đó cho phép máy có thể ép được cọc nghiêng và nó là đặc điểm mà nhiều người sử dụng quan tâm. Giá ép 4 lắp trên thân máy 11 và nó cũng được đặt chính giữa máy và là bộ phận quan trọng nhất của máy. Cần trục 7 có một cabin cho người ngồi điều khiển thứ hai. Cần trục này có nhiệm vụ cẩu cọc để đưa và khoang trống trong giá ép 4 (khe hở giữa các má kẹp). Máy gồm có hai dầm chính 2 liên kết với nhau. Mỗi đầu dầm có liên kết với các xilanh nâng hạ máy 1 (gồm 4 xilanh). Có hai cặp chân đế di chuyển máy nằm ở cạnh máy. Cặp chân đế di chuyển ngang có tác dụng di chuyển máy theo phương ngang và cặp chân đế di chuyển dọc sẽ di chuyển máy theo phương dọc. Các cặp chân đế này đều được bố trí các xilanh và hệ thống các cụm bánh xe để tạo ra sự di chuyển máy. Các xilanh nâng hạ máy có tác dụng để nâng, hạ máy trong khi di chuyển và tạo sự cân bằng cho máy trong quá trình làm việc. Chúng được đặt trên hai chân đế nằm ngang của máy.
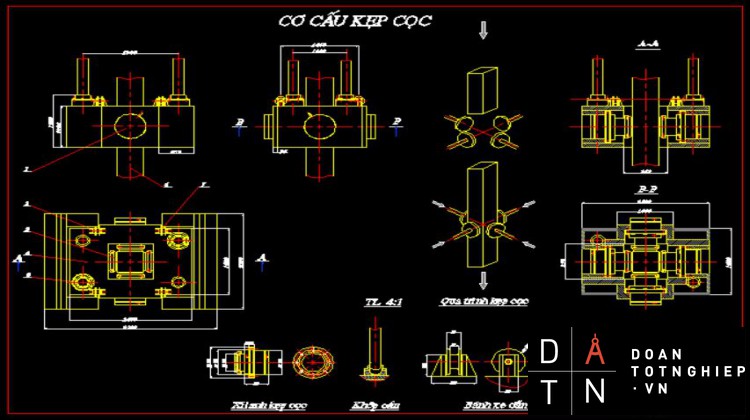
Giá ép 4 có cấu tạo khá phức tạp bao gồm các xilanh ép và các xilanh kẹp cọc. Có hai bàn kẹp cọc gồm các xilanh kẹp và các bánh xe dẫn hướng. Mỗi bàn kẹp gồm có bốn xilanh kẹp cọc được định vị ngang (nằm ngang). Các xilanh kẹp đều có các má kẹp để cố định cọc và tạo lực ma sát khi ép. Sự bố trí hai bàn kẹp nhằm giúp cho việc định vị cọc chính xác và rút ngắn thời gian hạ cọc. các xilanh kẹp và xilanh ép được bố trí ở các vị trí khác nhau. Các cặp xilanh ép chính và xilanh ép phụ có thể làm việc đồng thời hoặc không đồng thời với nhau.
Gia trọng 8 là các khối thép được đặt trên hai cạnh của hai dầm chính để tăng trọng lượng máy giúp cho máy ổn định và tăng lực ép khi ép cọc. Trên máy còn có các thiết bị đo áp suất và đo chiều sâu cọc ép. Nhờ đó, không chỉ tăng tỷ lệ ép cọc thành công so với các kỹ thuật hạ cọc khác mà còn cho biết khả năng chịu tải thực tế và vị trí chính xác của cọc. Trọng lượng bản thân máy là 520 tấn. Có thể tăng khối lượng máy tối đa là 550 tấn nhờ tăng thêm các khối gia trọng, với mục đích đạt tới tải trọng kiểm tra. Nhờ mối liên hệ trực tiếp giữa kết cấu và đồng hồ đo áp lực dầu, cho phép sự kiểm tra trực tiếp và đo được sức chịu tải của cọc vào bất cứ thời điểm nào mà không cần sử dụng thêm bất cứ một đồng hồ đo áp lực nào khác. Nếu cọc được ép xuống đất với áp lực nằm trong khoảng mong muốn và thời gian mong muốn thì việc kiểm tra ép cọc coi như hoàn thành. Máy sẽ kiểm tra khả năng chịu tải của cọc bằng tải trọng tĩnh. Khi không có giới hạn về độ cao máy có thể ép được những cọc có chiều dài khác nhau: 12m, 24m, 36m, hoặc dài hơn.
3.4.4.2.Nguyên lý hoạt động của máy:
a.Nguyên lý làm việc của giá ép:
Giá ép bao gồm các xilanh ép chính, các xilanh ép phụ và các bàn kẹp cọc. Hệ xilanh ép được liên kết mềm (tự lựa) với các chân bàn kẹp cọc nhờ các gối tựa hình cầu (khớp cầu). Nhờ vậy mà cho phép giữa chúng có góc lắc nhỏ đảm bảo cho toàn bộ máy ở trạng thái cân bằng. Do đó với sự làm việc đồng thời và không đồng thời của hai hệ xilanh ép chính và phụ thì các bàn kẹp này cũng có sự làm việc đồng thời và không đồng thời.
Hình 3.2 – Kết cấu của giá ép
1-Xilanh ép cọc; 2-Xilanh kẹp cọc; 3-Gối cầu; 4-Bàn kẹp cọc chính;
5-Bánh xe dẫn hướng; 6-Bàn kẹp cọc phụ; 7-Má kẹp.
-Phương pháp ép đồng thời:
Máy di chuyển tới vị trí cần ép cọc và hạ các chân đế xuống để ổn định máy. Các xilanh ép cọc lúc này bắt đầu co lại nâng hai bàn kẹp lên vị trí cao nhất (hết hành trình co của xilanh kẹp). Sau đó cọc được cẩu vào khoảng giữa của các bàn kẹp nhờ chính cần cẩu được bố trí trên máy.
Hình 3.3 - Quá trình làm việc đồng thời của các xilanh ép
Khi cọc đã được đưa vào trong đó và đến lúc đầu dưới của cọc chạm đất thì cả hai hệ thống bàn kẹp cùng làm việc, chúng cùng kẹp cọc lại. Như vậy cọc luôn được đảm bảo ép đúng vị trí cần thiết bởi nguyên tắc “Ba điểm xác định một đường thẳng”. Nhờ vậy cọc luôn được đảm bảo độ thẳng đứng trong suốt quá trình ép.
Khi bắt đầu ép thì cả hai hệ xilanh ép chính và xilanh ép phụ sẽ không đồng thời đẩy ra và ép hai bàn kẹp cùng đi xuống. Khi hết hành trình của xilanh thì cả hai cơ cấu bàn kẹp sẽ cùng nhả cọc ra và co lại. Các xilanh ép sẽ đưa các bàn kẹp trở về vị trí ban đầu và tiếp tục lặp lại quá trình kẹp cọc và ép cọc xuống. Các quá trình đó cứ lặp đi lặp lại như trên và đó chính là sự làm việc đồng thời của hai hệ xilanh ép.
Trên thực tế thì không phải lúc nào cả hai hệ xilanh trên cũng làm việc đồng thời như vậy. Do một số yêu cầu khác nhau và đảm bảo cho chất lượng cọc thì cả hai hệ xilanh mới hoạt động đồng thời với nhau. Lực ép có thể đạt 500T hoặc cao hơn nữa. Thông thường chúng chỉ hoạt động cùng nhau tại thời điểm ban đầu để ép cọc xuống xác định vị trí và sau khi quá trình ép không đồng thời kết thúc.
-Phương pháp ép không đồng thời:
Với phương pháp ép không đồng thời thì quá trình ban đầu để ép cũng như trong phương pháp ép đồng thời. Đó là khi bắt đầu ép thì cả hai hệ xilanh ép chính và xilanh ép phụ sẽ đồng thời đẩy ra và ép hai bàn kẹp cùng đi xuống. Cho tới khi cọc đã được ép xuống một độ sâu xác định thì hai cơ cấu kẹp sẽ nhả cọc ra và di chuyển tới khoảng giữa của phần cọc ở trong giá ép. Sau đó cơ cấu bàn kẹp dưới sẽ tiếp tục kẹp cọc lại và ép xuống, trong lúc đó cơ cấu bàn kẹp trên đi lên phía trên. Như vậy cùng lúc cả cơ cấu dưới và cơ cấu trên sẽ hết hành trình (cơ cấu dưới hết hành trình đẩy, cơ cấu trên hết hành trình co). Khi cơ cấu dưới hết hành trình của xilanh ép thì các xilanh kẹp cọc sẽ nhả cọc ra và di chuyển lên trên. Cùng lúc đó cơ cấu kẹp cọc trên sẽ kẹp cọc lại và ép xuống dưới. Khi cơ cấu trên hết hành trình thì cũng là lúc cơ cấu dưới di chuyển tới khoảng giữa của cọc. Quá trình đó được lặp đi lặp lại như vậy cho tới khi cọc đạt độ sâu yêu cầu, và cũng chính là sự làm việc không đồng thời của hai hệ xilanh ép.
Hình 3.4 - Quá trình làm việc không đồng thời của các xilanh ép.
Như vậy với hoạt động không đồng thời của hai hệ xilanh ép như trên thì các quá trình ép sẽ luân phiên nhau và giảm được rất nhiều thời gian ép. Hơn nữa năng suất trong quá trình ép không đồng thời cao hơn rất nhiều so với hoạt động của một cơ cấu đơn.
Có thể hiểu rằng phương pháp ép không đồng thời có thể được cải tiến để tăng năng suất bằng cách tăng số lượng cơ cấu kẹp lên (lớn hơn hai).
-Quá trình ép cọc nghiêng:
Một đặc điểm khác của máy mà khiến nhiều người quan tâm đó là máy có thể ép được cọc nghiêng đến 5. Quá trình ép cọc nghiêng này nhờ vào sự thay đổi vị trí của thân máy. Thân máy có liên kết khớp với dầm chính của máy nhờ vào các dầm ngang gắn trên thân.
Thực chất thân máy gắn được trên các dầm chính là nhờ vào các dầm ngang (trên thân) và các chốt hãm (gắn trên dầm chính). Trên dầm chính có các rãnh để cho thân máy có thể lắp vào và nhờ các chốt hãm(chốt giữ thân máy) mà thân máy ổn định được khi máy làm việc ở lực ép 500 tấn. Toàn bộ giá ép được lắp cố định trên thân máy bởi vậy khi ép cọc nghiêng thì toàn bộ thân máy sẽ đảm nhiệm việc làm cho giá ép nghiêng đi một góc trong khoảng từ 0 đến 5. Thân máy nghiêng được nhờ vào việc thay đổi vị trí của các dầm ngang khi lắp trên dầm. Nhờ hệ thống kích thủy lực (không nằm trên máy) mà người ta có thể nâng hoặc hạ thân máy để thay đổi độ nghiêng góc của thân máy. Để giữ được vị trí nghiêng đó thì sử dụng các chốt hãm tỳ lên dầm ngang của máy. Khi thân máy nghiêng đi thì toàn bộ giá ép cũng nghiêng theo và tiến trình ép cọc nghiêng được thực hiện.Hình 3.5 - Kết cấu của thân máy để ép cọc nghiêng.
1- Dầm chính; 2-Các chốt hãm; 3-Dầm ngang trên thân; 4-Thân máy.
Trọng lượng máy là 520 tấn trong khi chỉ cần ép lực ép lớn nhất là 500 tân để có thể đảm bảo sự ổn định máy khi ép cọc nghiêng. Trong quá trình ép cọc nghiêng thì các cặp xilanh ép chính và ép phụ cũng có sự làm việc đồng thời và không đồng thời như trong quá trình ép cọc thẳng.
b.Nguyên lý di chuyển của máy:
Sự di chuyển của máy đầu tiên phải kể đến quá trình làm việc của cơ cấu nâng hạ máy. Cơ cấu nâng của máy bao gồm các xilanh nâng hạ máy 1 và các dầm của máy. Các dầm của máy gồm có hai dầm chính và hai dầm phụ liên kết với nhau. Hai đầu của hai dầm chính gắn bốn xilanh, đầu của pittông nâng hạ 1 liên kết với bốn bánh xe di chuyển. Đó chính là hệ thống bánh xe để di chuyển máy. Khi pittông 1 đẩy ra hoặc co vào thì thân máy sẽ được nâng lên hay hạ xuống. Hệ thống bánh xe đó được chạy trên các tấm chân đế. Trong mỗi tấm chân đế có một xilanh di chuyển (nằm theo chiều dọc) và dẫn động các bánh xe. Các bánh xe di chuyển mang theo toàn bộ thân máy di chuyển theo. Các bánh xe chạy trên các ray nằm trong các chân đế và có thể chạy trong chân đế để kéo chân đế theo trong quá trình chuyển động. Các xilanh nằm dọc trong chân đế được gắn khớp với các bánh xe. Đầu của pittông có liên kết khớp với chân đế để di chuyển máy và cũng để di chuyển chính chân đế.
-Quá trình di chuyển theo chiều dọc:
Máy di chuyển theo chiều dọc nhờ hai cặp chân đế nằm dọc theo hai bên máy. Các chân đế này bị hạn chế hành trình bởi hai chân đế nằm ngang. Hành trình di chuyển theo chiều dọc máy là 0,8m. Đó cũng chính là hành trình của hai xilanh nằm trong hai chân đế này. Khi bắt đầu di chuyển, đầu tiên các xilanh nâng hạ máy co lại hết hành trình. Như vậy hai chân đế nằm ngang sẽ được co lên theo các xilanh nâng hạ.
Lúc này các xilanh nằm trong các chân đế dọc sẽ hoạt động, chúng đẩy ra hết hành trình của xilanh. Như vậy toàn bộ máy được đẩy tới trước cùng với hai chân đế ngang máy nhờ các cụm bánh xe di chuyển chạy trên các ray nằm trong chân đế. Khi các xilanh dọc hết hành trình thì các xilanh nâng hạ bắt đầu đẩy ra và từ từ hạ hai chân đế ngang xuống. Hai chân đế ngang chạm đất nhưng các xilanh nâng hạ vẫn chưa dừng lại, chúng tiếp tục đẩy ra và hai chân đế dọc máy được nâng lên khỏi mặt đất. Lúc này các xilanh nâng hạ dừng lại, tiếp theo các xilanh dọc trong chân đế sẽ co lại. Quá trình co lại này sẽ kéo theo các cụm bánh xe di chuyển theo.
Như vậy lúc này các chân đế dọc sẽ trượt trên các cụm bánh xe di chuyển và tiến về phía trước. Sau đó các xilanh nâng hạ lại co lại và bắt đầu một bước di chuyển mới. Quá trình này cứ lặp đi lặp lại làm cho máy di chuyển được tới vị trí mong muốn theo chiều dọc (phía trước hoặc phía sau).
Hình 3.6 - Kết cấu của cơ cấu di chuyển dọc.
1-Xilanh di chuyển; 2-Chân đế; 3-Chốt liên kết xilanh;
4-Cụm bánh xe di chuyển; 5-Phần liên kết với khung chính;
6-Thanh liên kết hai cụm bánh xe; 7-Ray.
-Quá trình di chuyển theo chiều ngang:
Quá trình di chuyển theo chiều ngang nhờ các xilanh nằm trong các chân đế ngang. Các xilanh này có hành trình lớn hơn các xilanh dọc (3,6m). Quá trình di chuyển theo chiều ngang này cũng tương tự như trong quá trình di chuyển theo chiều dọc máy. Khi bắt đầu dịch chuyển thì các xilanh nâng hạ thay vì co lại thì ở đây sẽ đẩy ra hết hành trình để nâng hai chân đế nằm dọc lên.
Sau đó các xilanh nằm dọc trong hai chân đế sẽ đẩy ra và đẩy toàn bộ thân máy tiến tới trước cùng hai chân đế dọc máy. Khi các xilanh trong chân đế hết hành trình thì các xilanh nâng hạ sẽ co lại. Các xilanh nâng hạ co lại đến hết hành trình co, như vậy hai chân đế ngang cũng sẽ được nâng lên khỏi mặt đất. Lúc này thì toàn bộ thân máy cùng với hai chân đế ngang sẽ được đặt trên hai chân đế dọc. Tiếp theo các xilanh nằm trong các chân đế sẽ co lại như vậy hai chân đế ngang sẽ được di chuyển tới phía trước. Quá trình cứ được tiếp diễn như vậy cho tới lúc máy di chuyển tới vị trí mong muốn.
Kết cấu của cơ cấu này cũng tương tự như cơ cấu di chuyển dọc. Chỉ khác là các cụm bánh xe di chuyển ở đây được liên kết khớp với các xilanh nâng hạ máy và hệ xilanh có chiều dài lớn hơn. Hoạt dộng của cơ cấu này cũng như của cơ cấu di chuyển dọc máy. Máy có thể di chuyển ngang (bên phải hoặc bên trái) như ý muốn.
Hình 3.7 - Kết cấu của cơ cấu di chuyển ngang.
3.5.Một số lưu ý khi sử dụng máy.
Hiện nay các máy ép thủy lực đang được sử dụng nhiều khi không đáp ứng được các yêu cầu trong khi thi công bởi máy làm việc có hiệu quả không cao. Việc tháo lắp máy cũng dễ dàng nhưng trong qúa trình thi công thì gặp phải không ít khó khăn bởi việc di chuyển máy từ vị trí ép cọc này đến vị trí ép cọc khác. Việc máy ép này ra đời sẽ giảm được rất nhiều công việc cho các quá trình đó. Tuy nhiên cũng có nhiều vấn đề cần lưu ý khi sử dụng loại máy ép thủy lực này mặc dù tính năng của máy cao hơn nhiều so với máy khác.
Máy trong quá trình sử dụng làm việc cũng có nhiều vấn đề cần quan tâm. Máy có thể được tháo dời trong khi vận chuyển tới công trường, và được lắp ráp tại chỗ. Chính vì thế nên cần quan tâm tới hệ thống thủy lực của máy khi tháo lắp. Hệ thống thủy lực của máy làm việc dưới áp suất cao, chính vì thế nếu hệ thống thủy lực không đảm bảo yêu cầu thì khi máy làm việc sẽ không hiệu quả và có thể dẫn tới tình trạng hỏng hoặc phá hủy hệ thống. Mặt khác trong quá trình lắp ráp cũng cần phải đảm bảo cho hệ thống kín khít thì hiệu quả sử dụng máy sẽ cao hơn rất nhiều.
Quá trình điều khiển máy cũng không phức tạp vì máy điều khiển toàn bộ bằng hệ thống thủy lực. Vấn đề chỉ là đòi hỏi độ chính xác khi đưa cọc và vị trí cần ép và chiều sâu của cọc cần ép.
Máy được đưa và sử dụng sẽ có thể tiết kiệm được rất nhiều bởi các tính năng của máy. So với các máy đang được sử dụng hiện nay thì máy này có thể tăng cao được năng suất hơn. Máy có tính năng đa dạng bởi máy có thể ép được nhiều loại cọc khác nhau, trong khi đó với các máy đang được sử dụng hiện nay thì cần phải có nhiều loại máy khác nhau để có thể thực hiện được công việc ép cọc. Ngoài ra còn phải cần một số lượng lớn nhân công thực hiện. Với máy ép này thì không cần nhiều nhân công. Chính vì thế mà ta thấy tính năng của máy này cao hơn rất nhiều so với các loại máy khác.
KẾT LUẬN
Sau thời gian làm việc liên tục với tinh thần nghiêm túc, tìm hiểu tài liệu và thực tế cùng với sự giúp đỡ của các thầy giáo trong khoa, đặc biệt là dưới sự chỉ bảo và giúp đỡ tận tình của thầy giáo Nguyễn Đắc Lực. Đến nay đồ án tốt nghiệp của em đã hoàn thành và đã đưa ra được mô hình máy mới nhằm phục vụ trong công việc thi công nền móng xây dựng trong công cuộc xây dựng các công trình hiện nay.
Trước đây, khi công nghệ ép cọc chưa phát triển, chủ yếu người ta sử dụng phương pháp ép tỉnh, nhưng thời gian gần đây,phương pháp ép cọc tự hành phát triển rất mạnh,và có thể trở thành phương pháp tối ưu nhất trong tương lai. Quá trình nghiên cứu thiết kế đã đưa ra được một giải pháp cho việc thiết kế mới máy ép cọc có lực ép lớn (500T). Có khả năng ép được các loại cọc có tiết diện khác nhau, các loại cọc có chiều dài lớn (24m). Có khả năng tự di chuyển trong phạm vi một công trường, tăng được năng suất lao động, hạ giá thành sản phẩm hiệu quả kinh tế nó mang lại rất rõ rệt, có thể ép cọc đại trà nhanh gấp 3 lần so với ép tĩnh (cùng một mặt bằng ép) và đảm bảo được chất lượng cọc khi ép.
Máy ép cọc này hoàn toàn có thể chế tạo trong nước đáp ứng được yêu cầu của thời kỳ đổi mới, công nghiệp hóa hiện đại hóa đất nước. Mức hiệu quả kinh tế rất cao và an toàn tuyệt đối trong lao động.
TÀI LIỆU THAM KHẢO
[1] Đoàn Định Kiến, Sức bền vật liệu, Nhà xuất bản Giáo Dục,1998.
[2] Nguyễn Trọng Hiệp, Chi tiết máy, Nhà xuất bản Đại học và THCN, 1969.
[3] Nguyễn Y Tô, Sức bền vật liệu,Nhà xuất bản Khoa học kỹ thuật, 1990.
[4]Nguyễn Thành Trí, Hệ thống thủy lực trên máy công nghiệp, Nhà xuất bản Đà Nẵng, 2002.
[5] Nguyễn Văn Yên,Tính toán kết cấu thép,Trường Đại học Bách khoa TP HCM.
[6]PGS.TS Trần Xuân Tùy, ThS. Trần Ngọc Hải,Giáo trình hệ thống truyền động thủy khí, Trường Đại học Bách khoa Đà Nẵng.
[7] Trịnh Chất, Lê Văn Uyển, Tính toán thiết kế hệ dẫn động cơ khí, Nhà xuất bản giáo dục, 1993.
[8] Trương Quốc Thành (chủ biên), Hướng dẫn đồ án môn học máy nâng, Trường Đại học Xây dựng, 1992.
PHỤ LỤC
1.Bản vẽ tổng thể máy
2.Bản vẽ sơ đồ di chuyển máy
3. Bản vẽ cơ cấu di chuyển ngang
4. Bản vẽ cơ cấu di chuyển dọc
5. Bản vẽ cơ cấu kẹp cọc
6. Bản vẽ cơ cấu ép cọc
7. Bản vẽ các dầm và thân máy
8. Bản vẽ sơ đồ mạch thủy lực
9. Bản vẽ thiết bị thủy lưc
- Xilanh ép cọc
- Xilanh nâng hạ máy