THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG BỆ ĐỠ TRỤC CON LĂN
NỘI DUNG ĐỒ ÁN
THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG BỆ ĐỠ TRỤC CON LĂN, hướng dẫn thiết kế đồ gá BỆ ĐỠ TRỤC CON LĂN
đồ án môn học công nghệ chế tạo máy BỆ ĐỠ TRỤC CON LĂN, bài tập lớn công nghệ chế tạo máy BỆ ĐỠ TRỤC CON LĂN, thiết kế quy trình công nghệ gia công chi tiết BỆ ĐỠ TRỤC CON LĂN, hướng dẫn quy trình công nghệ chế tạo máy BỆ ĐỠ TRỤC CON LĂN,
PHẦN I: GIỚI THIÊU CHUNG VÀ PHÂN TÍCH ĐẶC ĐIỂM CỦA SẢN PHẨM
1.1. Phân tích công dụng và điều kiện làm việc CTGC.
....................
..............
1.2. Phân tích vật liệu chế tạo CTGC.
.....................
C = 3 – 3,7 Si = 1,2 – 2,5 Mn = 0,25 – 1,00
S < 0,12 P =0,05 – 1,00
[d]bk = 150 MPa
[d]bu = 320 Mpa
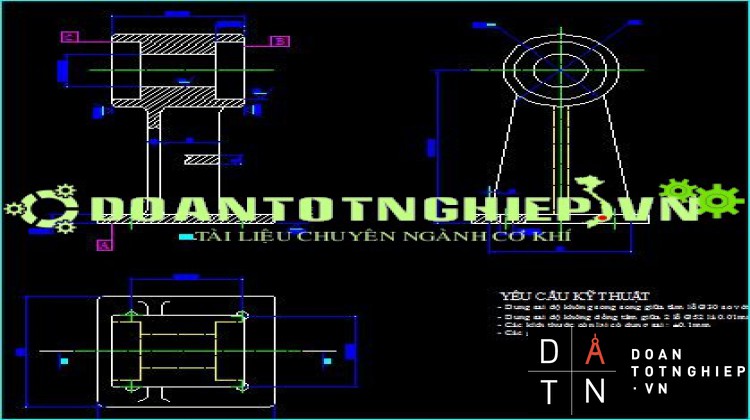
1.3. Phân tích độ chính xác gia công:
- Độ chích xác về kích thước.
- Kích Thước Có Sai Lệch Chỉ Dẫn.
- kích thước ...mm.
- Kích thước danh nghĩa: dn = 52 mm.
- Sai lệch trên: es = +0,03 mm.
- Sai lệch dưới: ei = 0 mm.
- Dung sai: Td = es – ei = 0,03 mm.
- Tra bảng trị số dung sai tiêu chuẩn TCVN 2244 – 99 kích thước .... , đạt cấp chính xác IT7.
- kích thước 130±0.02 mm.
- Kích thước danh nghĩa: dn = 130 mm.
- Sai lệch trên: es = +0,02 mm.
- Sai lệch dưới: ei = -0,02 mm.
- Dung sai: Td = es – ei = 0,04 mm.
- Tra bảng trị số dung sai tiêu chuẩn TCVN 2244 – 99 kích thước 130±0,02 , đạt cấp chính xác IT9.
b . Các Kích Thước Không Chỉ Dẫn .
- Theo quy định trong TCVN 2244 – 77 và 2245 – 77 thì đối với kích thước không chỉ dẫn ta chọn cấp chính xác từ 12 đến 17.
+ Kích thước khoảng cách giữa hai bề mặt gia công không chỉ dẫn dung sai lấy cấp chính xác 12.
+ Kích thước khoảng cách giữa một bề mặt gia công và một bề mặt không gia công không chỉ dẫn dung sai lấy cấp chính xác 14.
+ Kích thước khoảng cách giữa hai bề mặt không gia công không chỉ dẫn dung sai lấy cấp chính xác 16 (hoặc dung sai phôi – tùy theo loại phôi và phương pháp chế tạo phôi).
- kích thước Ø30± 0,026.
- Kích thước danh nghĩa: dn = 30mm.
- Sai lệch trên: es = +0,026mm.
- Sai lệch dưới: ei = -0,026mm.
- Dung sai: Td = es – ei = 0,052mm.
- Tra bảng trị số dung sai tiêu chuẩn TCVN 2244 – 99 kích thước Ø30±0,026 , đạt cấp chính xác IT9 .
- kích thước 75±0.15 mm.
- Kích thước danh nghĩa: dn = 75 mm.
- Sai lệch trên: es = +0,15 mm.
- Sai lệch dưới: ei = -0,15 mm.
- Dung sai: Td = es – ei = 0,3 mm.
- Tra bảng trị số dung sai tiêu chuẩn TCVN 2244 – 99 kích thước 75±0,15 , đạt cấp chính xác IT12.
- kích thước 16±0.09 mm.
- Kích thước danh nghĩa: dn = 16 mm.
- Sai lệch trên: es = +0,09 mm.
- Sai lệch dưới: ei = -0,09 mm.
- Dung sai: Td = es – ei = 0,18 mm.
- Tra bảng trị số dung sai tiêu chuẩn TCVN 2244 – 99 kích thước 16±0,18 , đạt cấp chính xác IT12.
- kích thước 8±0.18 mm.
- Kích thước danh nghĩa: dn = 8 mm.
- Sai lệch trên: es = +0,18 mm.
- Sai lệch dưới: ei = -0,18 mm.
- Dung sai: Td = es – ei = 0,36 mm.
- Tra bảng trị số dung sai tiêu chuẩn TCVN 2244 – 99 kích thước 8±0,18 , đạt cấp chính xác IT14.
- kích thước 64±0.09 mm.
- Kích thước danh nghĩa: dn = 64 mm.
- Sai lệch trên: es = +0,09 mm.
- Sai lệch dưới: ei = -0,09 mm.
- Dung sai: Td = es – ei = 0,18 mm.
- Tra bảng trị số dung sai tiêu chuẩn TCVN 2244 – 99 kích thước 64±0,09 , đạt cấp chính xác IT12.
1.4 Xác định dạng sản xuất.V = V§ - VR - V
V§ = 317738 mm3
VR = VØ30+Ø52+Ø7
VØ30 = = 30380 mm3
VØ7 = = 1231 mm3
vF52= =67925 mm3
vb= 100.100.8 = 80000 mm3
V = (317738+80000) - (30380+1231+67925) = 298202 mm3
= 0,2982 dm3
Q = V.g = 0,2982.6,8 = 2,027 (kg)
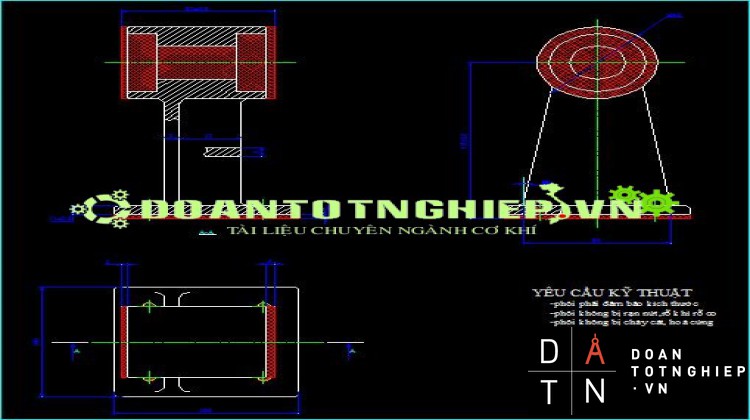
Phần II. CHỌN PHÔI, PHƯƠNG PHÁP CHẾ TẠO PHÔI VÀ XÁC ĐỊNH LƯỢNG DƯ.
..........................................................
-LẬP TIẾN TRÌNH CÔNG NGHỆ GIA CÔNG
STT
|
|
|
|
1 |
|
|
2 |
|
|
3 |
Khoan khoét doa 4 lỗ bắt vít |
|
4 |
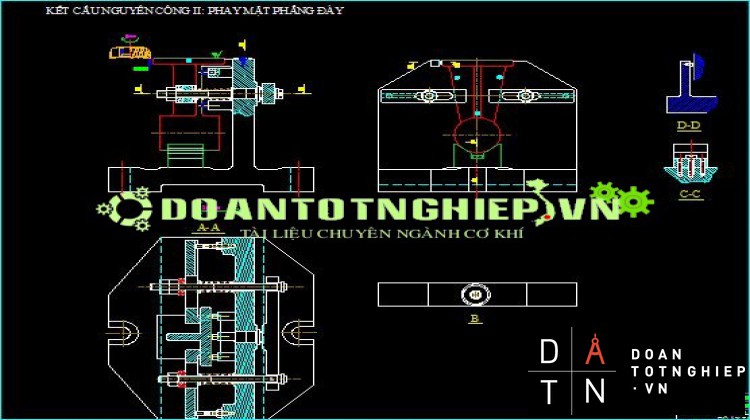
Phay 2 mặt đầu |
|
5 |
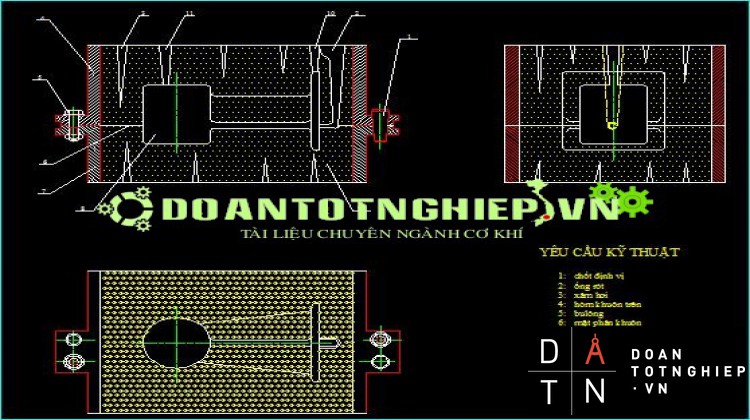
Khoan khoét doa lỗ Ø30,Ø52 |
|
6 |
Khoét doa lỗ Ø52 còn lại |
|
7 |
Tổng Kiểm tra |








