THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHẾ TẠO KHÓA XOAY VAN 4 3

NỘI DUNG ĐỒ ÁN
THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHẾ TẠO KHÓA XOAY VAN 4 3, đồ án môn học KHÓA XOAY VAN 4 3, bài tập lớn công nghệ chế tạo máy KHÓA XOAY VAN 4 3, thiết kế quy trình công nghệ gia công KHÓA XOAY VAN 4 3
Ngành cơ khí là 1 trong những ngành có vai trò quan trọng trong sự phát triển kinh tế của nước ta. Chế tạo ra nhiều loại máy móc thiết bị phục vụ cho nhu cầu sản xuất trong nước. Chính vì vậy việc đảm bảo máy được vận hành tốt đòi hỏi việc bảo trì và sửa chữa những chi tiết máy cũng rất quan trọng trong ngành cơ khí vì nó giảm đi chi phí cho máy móc thiết bị, nâng cao hiệu quả sản xuất sử dụng hết công suất của máy.
Sửa chữa cơ khí là một quy trình chế tạo và sửa chữa các sản phẩm cơ khí. Vì thế Đồ án sửa chữa cơ khí (cụ thể là quy trình công nghệ sữa chữa trục răng số I trong hộp tốc độ máy phay ngang) là điều kiện tốt để cũng cố và đánh giá kiến thức đã học. Nhằm tích lũy thêm kinh nghiệm về mặt kỹ thuật nâng cao cho bản thân sau thời gian học tập tại trường.
Do kiến thức của em còn hạn chế, nên trong quá trình thực hiện không tránh khỏi những sai sót .Vì vậy kính mong quý thầy cô góp ý, bồi đắp cho chúng em để đồ án của em được kết quả tốt hơn.
Em xin chân thành cảm ơn các thầy cô khoa cơ khí.Đặc biệt thầy đã hướng dẫn tận tình giúp em hoàn thành tốt đồ án tốt nghiệp này!
Nội dung đồ án tốt nghiệp này là sự kết hợp của tất cả những kiến thức em đã học được trong thời gian ở trường. Tuy nhiên do còn nhiều hạn chế nên sai sót là không thể tránh khỏi, rất mong thầy cô, bạn bè đánh giá, phê bình để được hoàn thiện hơn. Cuối cùng em xin cảm ơn quý thầy cô nói chung, đặc biệt là .... đã giúp đỡ em hoàn thành tốt đồ án tốt nghiệp này.
THIẾT KẾ QUY TRÌNH SỬA CHỮA KHÓA XOAY CỦA VAN THỦY LỰC 4/3
- PHẦN I: CHỨC NĂNG LÀM VIỆC
- Hộp giảm tốc có chức năng thay đổi tỷ số truyền động từ tốc độ nhanh sang chậm ..
- Tùy theo mục đích của máy mà cấu tạo của hộp giảm tốc khác nhau.
- Chính vì đặc điểm ưu việt, hộp giảm tốc đã góp phần làm nên năng suất.
- PHẦN II: PHÂN TÍCH ĐẶC ĐIỂM HƯ HỎNG
- Xác định nguyên nhân hư hỏng:
-Dựa vào chức năng làm việc của khóa, ta có thể xác định hư hỏng của trục có các dạng hư hỏng như: khóa xoay bị mòn,.
-Ta xét đến hiện tượng mòn các bề mặt lắp ghép trên , làm cho khóa xoay làm việc không tốt. Hiện tượng này thường xảy ra đối với bộ truyền bôi trơn không tốt, dầu bôi trơn bị bẩn, điều kiện vệ sinh không tốt. Do khóa xoay làm việc quá tải hoặc trong bộ truyền lắp ghép không chính xác làm cho bộ truyền làm việc không còn ổn định nữa. Do đó ta phải tiến hành sửa chữa.
-
Phân tích nguyên nhân hư hỏng:
- Khoa xoay bị mòn:
Đây là dạng hỏng thường xảy ra trong các chi tiết làm việc bôi trơn không tốt, chế độ chăm sóc bảo dưởng và bôi trơn không định kỳ, dầu bôi trơn bẩn. Do ảnh hưởng của môi trương xung quanh, cũng gây ra hiên tượng mòn nhanh, làm việc không hiệu quả.
Trong thực tế khóa xoay bị mòn ít bị các trường hợp mòn trên cả chiều dài của trục mà phần lớn khóa xoay thường bị mòn cục bộ như các trường hợp sau:
- Các nơi đoạn khoa xoay có lắp ráp với ổ bi khoa xoay sẽ quay theo bi song do quá trình tháo lắp sửa chữa nhiều lần cũng làm cho cổ khoa xoay mòn nhỏ dần dần đến lắp lỏng với ổ bi.
- Khoa xoay chạy trên gối đở là ổ trượt, tuy cấu tạo bạc làm bằng vật liệu mềm hơn trục nhưng khóa xoay cũng mòn ở các cổ khóa xoay ăn khớp với bạc.
- PHẦN III: BIỆN PHÁP HẠN CHẾ HƯ HỎNG:
-Thường xuyên bôi trơn ,bảo dưỡng và kiểm tra định kỳ.
-Tránh làm việc quá tải trọng cho phép.
- PHẦN IV: PHÂN TÍCH VÀ LỰA CHỌN PHƯƠNG ÁN
A-CÁC PHƯƠNG ÁN
Phương án mạ phun:
-Phương pháp này không sử dụng phổ biến tại các xí nghiệp vì đòi hỏi phải đầu tư thiết bị ,máy móc tốn kém :máy nén khí ,máy thổi cát. Tuy không được sử dụng phổ biến như phương pháp hàn đắp và gia công cơ khí nhưng độ chính xác đạt được cao hơn vì bản chất của phương pháp này là phun các hạt sau khi đã đượcnung chảy đập vào kim loại của chi tiết cần phục hồi với tốc độ lớn(100-250m/s),bám vào các bề mặy đó tạo thành lớp phủ dày lớp mạ phun từ vài um đến 10mm.
-Nó ít dùng nhất vì giá thành mạ phun rất đắt chỉ dùng cho các trục có độ chính xác cao và nhỏ không thể nào tiến hành gia công cơ được ta mới tiến hành mạ phun.
- Ưu điểm:
- Các hạt kim loại bám trên bề mặt chi tiết sau khi phun dù không đồng nhất về vật liệu, nhưng với áp suất của dòng khí phun các hạt kim loại bám đều và chặt trên chi hơn.Chi tiết sẽ lâu hư lại hơn so với phương pháp mài.
- Không đòi hỏi người thợ có tay nghề cao vì dễ gia công.
- Mạ phun giúp tiết kiệm kim loại quý, thay thế kim loại màu bằng kim loại phun
- Sử dụng phương pháp phun phủ kim loại này không bị hạn chế bởi độ lớn, nhỏ của vật phủ do thiết bị phun rất dễ dàng di động và có thể xách tay.
- Công nghệ mạ phun rất thích hợp cho việc tạo lớp phủ mới hoặc phục hồi các công trình, kết cấu có kích thước lớn bất kỳ, cũng như các chi tiết máy móc nhỏ.
- Nhược điểm:
- Về mặt kĩ thuật :đòi hỏi sự chuẩn bị đầu tư máy móc thiết bị đầy dủ .
- Về kinh tế :tốn kém về mặt trang bị ống dầu và máy nén khí, thiết bị phân cực điện
- Phương án chế tạo mới:
Đặc điểm :đây là phương pháp tốt nhất và hiệu quả nhất khi chi tiết đã không còn khả năng sửa chữa hoặc đã qua sửa chữa nhiều lần .
- Ưu điểm:
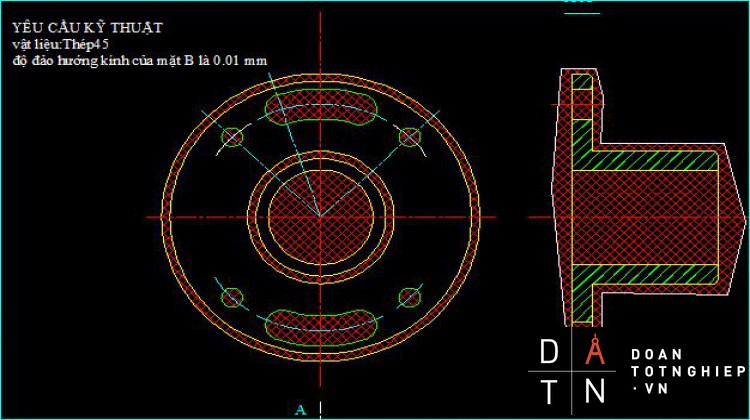
- Các chi tiết sau khi chế tạo mới có thể đáp ứng đầy đủ các yêu cầu kĩ thuật của nó :độ sai số về hình học ,độ nhám bề mặt…
- Sẽ có hiệu quả kinh tế nếu chi tiết gia công mới đơn giản và không đòi hỏi nhiều trang thiết bị máy móc để gia công
.Nhược điểm:
- Về kinh tế :giá thành đắt nếu chi tiết gia công phức tạp đòi hỏi trang thiết bị máy móc nhiều, gia công tốn nhiều thời gian, ảnh hưởng đến thời gian hoạt động của máy.
B- TIẾN TRÌNH LÀM VIỆC CỦA TỪNG PHƯƠNG ÁN VÀ SƠ ĐỒ CÁC NGUYÊN CÔNG SỬA CHỮA:
2)Phục hồi bằng phương pháp mạ phun:
|
STT |
Tên nc |
Gá |
Bước |
Máy |
Dao |
Định vị |
Dụng cụ kt |
|
|
I |
Chuẩn bị phôi |
|
Làm sạch chi tiết bụi bẩn bằng: dầu hỏa, bàn chải sắt |
|
|
|
Thước cặp 1/50 |
|
|
II |
Mạ phun |
|
Mạ phun các bề mặt cần phục hồi |
May mạ phun |
Hạt kim loại |
|
Thước cặp 1/50 |
|
|
III |
Tiên thô |
|
Tiện lại bề mặt khóa xoay sau khi mạ phun |
1K62
|
Dao tiện vai thép hợp kim |
|
Thước cặp 1/50 |
|
|
IV |
Tiện tinh |
|
Tiện tinh lại bề mặt khóa xoay sau khi tiện thô |
1K62 |
Dao tiện vai thép hợp kim |
|
Thước cặp 1/50 |
|
|
V
|
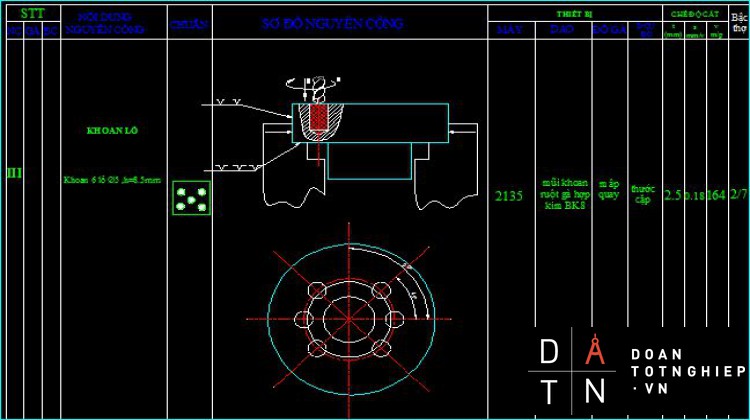
Khoan lổ |
|
Khoan lổ đã được mạ phun |
6H82 |
Dao phay ngón thép gió |
|
Thước cặp 1/50 |
|
|
VII |
|
|
|
|
|
|
|
|
|
VIII |
Tổng kiểm tra |
|
Kiểm tra về kt dung sai hình dáng hình học, vị trí tương quan |
|
|
|
Thước cặp 1/50 đồng hồ |
|
3)phục hồi bằng phương pháp chế tạo mới:
|
STT |
Tên nc |
Gá |
Bước |
Máy |
Dao |
Định vị |
Dụng cụ kt |
|||||||||||||||||||
|
I |
Chuẩn bị phôi |
|
Chọn phôi thanh Ø50,l=25mm Làm sạch phôi |
|
|
|
|
|||||||||||||||||||
|
II |
Tiện |
|
1.khỏa mặt đầu với t=2mm 2.Tiện thô Ø50mm xuống Ø47mm,t=1.5 Tiện tinh Ø47mm xuông Ø46mm,t=0.5 |
|
-Dao xén mặt đầu |
|
Thước cặp 1/50 |
|||||||||||||||||||
|
1K62 |
Dao vai thép hợp kim |
|
Thước cặp 1/50 |
|||||||||||||||||||||||
|
Trở đầu phôi 3.Vạt mặt đầu Ø23mm xuống Ø21mm,t=2mm 4.Tiện thô Ø50mm xuống Ø25mm,t=2.5,l=9 5.Tiện thô Ø25mm xuống Ø22mm,t=1.5.l=9 6.Tiện tinhØ22 xuống .Ø21mm,t=0.5.l=9 |
1K62
|
Dao tiện vai thép hợp kim |
|
Thước cặp 1/50 |
||||||||||||||||||||||
|
III |
||||||||||||||||||||||||||
|
IV |
Khoan |
|
1.khoan lổ Ø13,h=9mm 2.Khoan 3 lổØ5,h=2.5 3.Khoan 6 lổ Ø5,h=8.5 4.Khoan lổ Ø5,h=23mm 5.Khoan lổ Ø5,h=40 -Khoan 2 lổ Ø5,h=36
|
2135 |
Mũi khoan ruột gà thép gió HSS |
|
Thước cặp 1/50 |
|||||||||||||||||||
VI |
Nhiệt luyện |
|
1:Tôi thể tích 2: ram khử ứng suất dư |
Máy điện AC |
|
|
|
|||||||||||||||||||
THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHẾ TẠO KHÓA XOAY VAN 4 3, đồ án môn học KHÓA XOAY VAN 4 3, bài tập lớn công nghệ chế tạo máy KHÓA XOAY VAN 4 3, thiết kế quy trình công nghệ gia công KHÓA XOAY VAN 4 3