THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT BÁNH RĂNG ĐHCN HN


NỘI DUNG ĐỒ ÁN
THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT BÁNH RĂNG ĐHCN HN, đồ án môn học công nghệ chế tạo máy BÁNH RĂNG ĐHCN HN, bài tập lớn công nghệ chế tạo máy BÁNH RĂNG ĐHCN HN, thiết kế quy trình công nghệ gia công chi tiết BÁNH RĂNG ĐHCN HN
Hiện nay khoa học kỹ thuật đang phát triển với một tốc độ vũ bão mang lại những lợi ích to lớn cho con người về tất cả các lĩnh vực tinh thần và vật chất. Để nâng cao đời sống của nhân dân, để hòa nhập vào sự phát triển chung của các nước trong khu vưc cũng như các nước trên thế giới. Đảng và Nhà nước ta đã để ra mục tiêu trong thời kỳ mới là thực hiện “ Công nghiệp hóa và hiện đại hóa đất nước”
Muốn thực hiện “ Công nghiệp hóa và hiện đại hóa đất nước” một trong những ngành cần quan tâm phát triển mạnh là cơ khí chế tạo vì cơ khí đóng vai trò quan trọng trong trong việc sản xuất ra các thiết bị, công cụ cho mọi ngành kinh tế quóc dân, tạo tiền đề cần thiết để các ngành này phát triền mạnh hơn.
Để phục vụ cho việc phát triển ngành cơ khí hiện nay chúng ta cần đẩy mạnh đào tạo đội ngũ cán bộ kỹ thuật có trình độ chuyên môn cao về các lĩnh vực, đội ngũ kỹ sư và cán bộ kỹ thuật cơ khí được đào tạo ra phải có kiến thức tương đối rộng, đồng thời phải vận dụng những kiến thức đó để giải quyết những vấn đề thường gặp trong sản xuất.
Sau một thời gian tìm hiều với sự chỉ bảo tận tình của thầy giáo Nguyễn Dũng Thạch em đã hoàn thành đồ án tốt nghiệp với đề tài lập quy trình công nghệ gia công “bánh răng trụ răng thẳng”. Do trình độ và kiến thức thực tế của em còn hạn chế cho nên không tránh khỏi những sai sót trong quá tình thiết kế, em rất mong được sự chỉ bảo của thầy cô giáo trong bộ môn Công Nghệ Chế Tạo Máy và sự đóng góp của các bạn khác để đồ án của em đươc hoàn thiện hơn.
Em xin chân thành cảm ơn!
Hà nội tháng 7/201
Sinh viên:
CHƯƠNG I: PHÂN TÍCH YÊU CẦU KỸ THUẬT.
Truyền động bánh răng thực hiện truyền chuyển độnghoặc thay đổi dạng chuyển động nhờ sự ăn khớp của các răng trên bánh răng (hoặc thanh răng ).
Tuỳ theo vị trí tương đối giữa các trục có các loại truyền động bánh răng như trường hợp hai trục song song, trường hợp hai trục cắt nhau, trường hợp hai trục chéo nhau, truyền động bánh răng thanh răng. So với các truyền động cơ khí khác, truyền động bánh răng có nhiều ưu điểm nổi bật như: khích thước nhỏ, khả năng tải lớn, hiệu suất cao, tuổi thọ cao, làm việc chắc chắn, tỉ số truyền cố định làm việc tốt trong phạm vi công suất tốc độ và tỷ số truyền khá rộng. Tuy nhiên truyền động bánh răng có nhược điểm là đòi hỏi chế tạo chính xác, có nhiều tiếng ồn khi vận tốc lớn chị va đập kém.
Bánh răng trụ răng thẳng dùng để truyền chuyển động giữa hai trục song song với nhau. Ưu điểm của loại bánh răng này là khả năng chịu va đập, chịu tải trọng tốt hơn so với các loại bánh răng bình thường.
Về yêu cầu kỹ thuật của chi tiết này là độ chính xác về lắp ghép khá cao. Do độ chính xác giữa mặt đầu và tâm lỗ là rất cao. Độ chính xác này nhằm cho khi hai bánh răng ăn khớp với nhau cho khả năng tiếp xúc đều và truyền động êm ái, dễ dàng. Độ cứng của bánh răng cũng không yêu cầu cao lắm cho nên bánh răng có khả năng truyền tải cũng không lớn lắm.
Bánh răng trụ răng thẳng về yêu cầu kỹ thuật đòi hỏi đảm bảo các yêu cầu kỹ thuật sau :
_ Độ không đồng tâm giữa mặt lỗ và đường tròn cơ sở nằm trong khoảng 0,015 ữ 0,1mm
_ Độ không vuông góc giữa mặt đầu và tâm lỗ nằm trong khoảng 0,01 ữ 0.015 mm trên 100 mm đường kính
_ Mặt lỗ và bề mặt răng được gia công đạt chính xác cấp 7, rãnh then đạt độ chính xác 4 ữ 5
_ Độ nhám các bề mặt trên đạt Ra = 1,25 ữ 0,63 .Các bề mặt kết cấu khác được gia công đạt cấp chính xác 8 ữ 9, độ nhám Ra = 10ữ 2,5
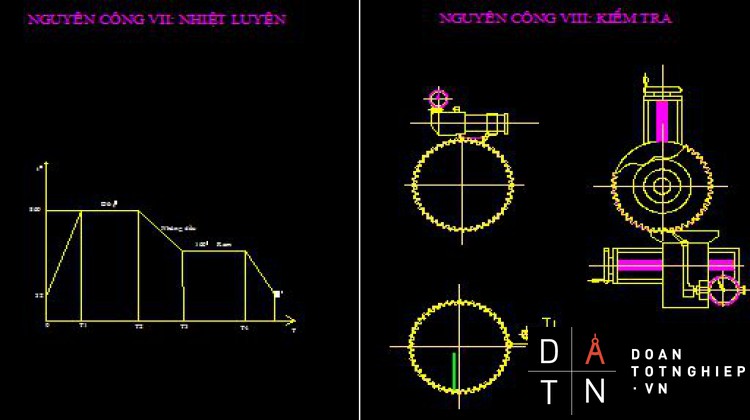
_ Sau khi nhiệt luyện đạt độ cứng 45 ữ 52 HRC. Độ sâu khi thấm cacbon là 1ữ1,5 mm
_ Độ cứng các bề mặt không gia công thường đạt 180 ữ 280 HRC
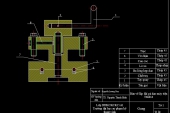
Các thông số hình học cơ bản của bánh răng thân khai
|
Thông số |
kí hiệu |
Công thức tính |
Ghi chú |
|
Số răng |
Z |
|
Do nhà sản xuất qui định |
|
Môđun |
m |
|
Đã được tiêu chuẩn hoá |
|
Bước răng |
p |
P = |
Bước trên vòng chia |
|
Đường kính vòng chia |
d |
d = Z.m |
|
|
Đường kính vòng chỉnh |
da |
da = d + 2m |
|
|
Đường kính vòng đáy |
df |
df = d - 2,5m |
|
|
Chiều cao đỉnh răng |
ha |
ha = |
|
|
Chiều cao thân răng |
h |
hc = |
|
|
Chiều cao răng |
h |
h = ha + hc |
|
|
Đường kính vòng cơ sở |
db |
db = d. cos |
là góc áp lực |
Bảng các thông số chế tạo cơ bản của bánh răng thân khai
CHƯƠNG II: PHÂN TÍCH CHI TIẾT GIA CÔNG, XÁC ĐỊNH DẠNG SẢN XUẤT VÀ THIẾT KẾ BẢN VẼ LỒNG PHÔI.
I. Phân tích chức năng và điều kiện làm việc của chi tiết.
Trong máy than chuyên dùng bộ truyền bánh răng để truyền chuyển động giữa hai trục, sau đó truyền chuyển động cho cơ cấu tai biên và cơ cấu này truyền chuyển động cho cơ cấu thanh trượt giúp cơ cấu này chuyển động tịnh tiến nghĩa là hệ thống bánh răng đã biến chuyển động quay thành chuyển động tịnh tiến .
Nguyên lý truyền chuyển động: bánh chủ động quay nhờ ăn khớp răng nên làm bánh bị động quay theo .
Điều kiện làm việc :
Khi bộ truyền làm việc truyền đi mô mn xoắn M1 thì tại chồ tiếp xúc giữa hai sườn răng của hai bánh răng sinh ra lực ăn khớp Pn theo phương tiếp tuyến .
Pn =
d01 : đường kính vòng cơ sở bánh răng 1
Lực Pn nằm theo đường pháp tuyến chính là đường ăn khớp của hai bánh răng nNN,, đường này vuông góc với bề mặt thân khai của sườn răng. Ngoài ra quá trình ăn khớp còn phát sinh lực ma sát Fms = Pn.f trong đó f là hệ số ma sát. Các lực này gây ra cho răng chịu ứng suất phức tạp: tức là cùng một lúc vừa chịu áp lực sinh ra ứng suất tiếp xúc và sinh ra ứng suất uốn và đồng thời còn do ma sát sinh ra biến dạng và mòn. Khi làm việc mỗi răng chỉ làm việc một lần tiếp xúc sau vòng quay của bánh răng, do vậy ứng suất: stxvà su sẽ là ứng suất thay đổi theo chu kỳ tuần hoàn mạch động sẽ gây ra hiện tượng mỏi cho răng .Và qua nghiên cứu thấy rằng bánh răng làm việc chịu bốn dạng hỏng chính :
-Tróc rỗ bề mặt sườn vì stxthay đổi
- Hỏng do ứng suất uốn gây gẫy răng
- Hỏng do mòn bề mặt của răng do ma sát
- Và dạng hỏng do chính bề mặt răng
Gẫy răng do su :
Do răng chịu ứng suất uốn thay đổi gây ra mỏi, thường nguy hiểm nhất là tiết diện chân răng dễbị gẫy do ở đây ứng suất uốn là lớn nhất, và chân răng còn ứng suất tập trung. Sau một số chu kỳ làm việc ở chân răng phía chịu kéo sẽ xuất hiện các vết nứt, lâu dần các vết nứt phát triển mạnh làm chân răng yếu đi và làm răng bị gẫy .
Để khắc phục những hiện tượng hỏng chính trên khi thiết kế với bộ truyền không được ngâm dầu trong máy này phải tính theo sức bền uốn.
Để giảm ứng suất tập trung thì phải tăng bán kính góc lượn .
Hỏng do tróc rỗ bề mặt răng
Nguyên nhân là do ứng suất tiếp xúc thay đổi gây ra. Sau một số chu kỳ làm việc xuất hiện các vết nứt do mỏi bề mặt răng, vết nứt thường xiên theo hướng vận tốc trượt. Ở về phía chân răng các vết nứt rễ bị bịt miệng. Để khắc phục khi chế tạo phải dùng phương pháp nhiệt luyện để tăng độ cứng bề mặt răng đồng thời phải có độ chính xác cao .
Mòn răng
Do ma sát khi hai sườn răng có chuyển động tương đối với nhau; Do hai cặp bánh làm việc trong môi trường không có dầu bôi trơn, bộ truyền làm việc hở do vậy bụi của môi trường sẽ làm tăng tính mòn vì vậy tính nguy hiểm sẽ tăng lên .
Để khắc phục hiện tượng trên khi làm việc phải tra dầu bôi trơn đầy đủ đúng loại, tăng độ rắn bề mặt răng hạn chế hoặc ngăn bụi không cho vào vị trí răng đang làm việc, có thể hạn chế chiều cao răng để hạn chế vận tốc trượt .
Hỏng do dính răng
Hay xảy ra với bộ truyền chịu tải lớn vận tốc cao, nguyên nhân chủ yếu là tại chỗ ăn khớp vì ứng suất lớn sinh nhiệt nhiều sẽ làm tan mất màng dầu bôi trơn nên hai sườn răng tiếp xúc trực tiếp với nhau mặt khác vì sinh nhiệt nhiều làm biến dạng vật liệu của răng bị mềm ra khi chúng chuyển động tương đối với nhau sẽ làm bứt các mảnh kim loại nhỏ từ sườn răng này rính sang sườn răng kia và ngược lại .
Để khắc phục ta cũng dùng dầu bôi trơn ngoài ra con dùng thêm cả dầu chống dính phù hợp, chọn vật liệu phù hợp giữa hai bánh thường thì bánh nhỏ tốt hơn bánh lớn, nhiệt luyện làm tăng độ rắn bề mặt răng
Do làm việc trong những điều kiện trên nên vật liệu sử dụng là thép 45 là hợp lý và khi qua nguyên công nhiệt luyện thép với hàm lượng cacbon này đảm bảo độ cứng cao, tính chống mài mòn tốt nhưng vẫn có độ dẻo dai cần thiết .
THÀNH PHẦN HOÁ HỌC CỦA THÉP 454
|
C |
Si |
Mn |
S |
P |
Ni |
Cr |
|
0.4¸0.5 |
0.17¸0.37 |
0.5¸0.8 |
0.045 |
0.045 |
0.30 |
0.30 |
II. Phân tích tính công nghệ trong kết cấu của chi tiết.
Chi tiết “Bánh răng trụ răng thẳng” có kết cấu hết sức đơn giản. Về hình dáng bề ngoài của bánh răng không có gì là khó gia công lắm, phần làm việc là phần răng nằm song song với trục có yêu cầu độ chính xác cao còn phần còn lại là phần không làm việc độ chính xác không cao lắm do đó ta chỉ cần dùng dao chép hình côn tiện qua là được. Hình dáng trong lỗ cũng vậy ta cũng làm tương tự như vậy. Riêng lỗ lắp trục thì ta cần phải gia công chính xác để cho việc lắp ghép được dễ dàng.
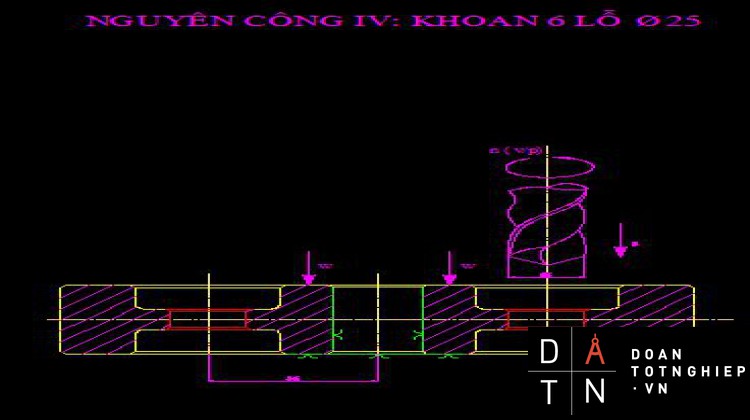
6 lỗ ỉ25 là nơi dùng để giảm tải trọng nên về yêu cầu độ chính xác cũng không cao lắm cho nên ta chỉ cần khoan là được.
Về tính công nghệ trong gia công cơ khí thì chi tiết có những đoạn hình côn làm cho trong quá trình gia công phải thay nhiều dao.
Về kết cấu của chi tiết thì đảm bảo độ cứng vững.
Nói tóm lại “Bánh răng trụ răng thẳng ” là chi tiết có tính công nghệ tương đối hợp lý, kết cấu vững chắc dễ dàng gia công. Điều kiện chịu tải trọng tốt.
III. Xác định dạng sản xuất.
Trong chế tạo máy người ta phân biệt ba dạng sản xuất.
- Sản xuất đơn chiếc.
- Sản xuất hàng loạt (hàng loạt lớn, hàng loạt vừa và hàng loạt nhỏ).
- Sản xuất hàng khối.
Mỗi dạng sản xuất có những đặc điểm riêng phụ thuộc vào nhiều yếu tố khác nhau. Tuy nhiên ở đây chúng ta không đi sâu nghiên cứu những đặc điểm của từng dạng sản xuất mà chỉ nghiên cứu phương pháp xác định dạng sản xuất theo tính toán.
Muốn xác định dạng sản xuất trước hết phải biết sản lượng hàng năm của chi tiết gia công. Sản lượng hàng năm được xác định theo công thức sau:
N = N1. (1+)
Trong đó: - N: Số chi tiết sản xuất trong 1 năm.
- N1: Số sản phẩm( số máy) sản xuất trong 1 năm.
- m : Số chi tiét trong 1 sản phẩm.
- õ : Số chi tiết được chế tạo để dự chữ (5 ữ 7%)
Nếu tính đến số % phế phẩm chủ yếu trong các phân xưởng đúc và rèn thì ta có công thức sau:
N = N1. (1+)
- : Phế phẩm chủ yếu trong các sản phẩm đúc
Chọn =4%, =6%.
Theo đề ra sản lượng hàng năm N1=5000 chi tiết
N = 5000. (1+)= 5500 ( chi tiết).
* Tính khối lượng của chi tiết.
Khối lượng của chi tiết được xác định theo công thức.
Q=V. ó .
Trong đó: - V : thể tích của chi tiết.
- ó : trọng lượng riêng của vật liệu, với thép ó=7,852 kg/dm3.
- Q : Khối lượng của chi tiết (Kg)
- V = .R2.h
* Tính thể tích của chi tiết.
Dựa vào hình dạng bánh răng ta chia làm 5 khối thể tích cơ bản :
Vtp = V1- ( V2 + V3 + V4 )
Trong đó:
V1 = 1052..50 =1730925 mm3 =1.730925 dm3
V2 = =354231.25 mm3 =0.35423125 dm3
V3 =252..50 = 0.098125 dm3
V4 =152 .50 =0.035325 dm3
=>Vtp = 1,2432438 (mm3)
Q=V. ó =7,85.1,2432438 =9,7594638 (kg)
Dựa vào bảng sau:
|
Dạng sản xuất |
Q1 trọng lượng của chi tiết |
||
|
>200 kg |
4 – 200 kg |
< 4kg |
|
|
Sản lượng hàng năm của chi tiết (chiếc) |
|||
|
Đơn chiếc Hàng loạt nhỏ Hàng loạt vừa Hàng loạt lớn Hàng loạt khối |
< 5 5-100 100-300 300-1000 >1000 |
<10 10-200 200-500 500-5000 >5000 |
<100 100-500 500-5000 5000-50000 >50000 |
Ta thấy N1= 5000 (chi tiết) trong một năm.
Vậy chi tiết đã cho thuộc loại sản xuất loạt lớn.
IV. Chọn phôi và phương pháp chế tạo phôi.
1. Chọn phôi.
“Bánh răng trụ răng thẳng” là chi tiết được chế tạo từ thép C45, ưu điểm của thép là có tính dẻo cao, do đó nó dễ dàng cho việc rèn dập hơn so với đúc. Do tính chất của thép có tính chất kém. Do đó em chọn phương pháp chế tạo phôi là phương pháp dập.
Phương pháp dập có hai phương án gia công là phương án dập nóng và phương án dập nguội. Để dễ dàng cho việc dập và giảm thời gian gia công em chọn phương án dập nóng.
Đặc điểm của phương án dập nóng là có nhiều cách khác nhau như: dập trong khuân hở, dập trong khuân kín, ép và đột dập, dập trong khuân cối lắp ghép. Trên máy rèn ngang, uấn, ép hướng kính, chồn ép. Trên máy ép điện (đồng thời dùng điện để nung nóng), chồn trên máy rèn đứng,dát, cán răng, cán ngang, dập trên thiết bị tốc độ cao.
Căn cứ vào từng phương án em chọn phương án dập trong khuân kín. Ưu điểm của phương án này là giảm được lượng kim loại (do không có bavia).
2. Xác định lượng dư gia công.
Tính lượng dư gia công.
Chi tiết cần gia công các bề mặt:s
- Mặt trên A, E có lượng dư Z1
- Mặt trụ bánh răng :B có lượng dư Z2
- Mặt D, F có lượng dư Z3
- Mặt lỗ ỉ 30 mặt C có lượng dư Z4
- Các lỗ ỉ 25 (6 lỗ) không cần tính
- Mặt G,H có lượng dư Z5
Các bề mặt này được gia công trên máy tiện gồm hai quá trình tiện thô và tiện tinh
Lượng dư khi tiện thô:
2Zmin =
Trong đó:
Rz(i-1) : chiều cao nhấp nhô bước công nghệ sát trước để lại h1-1
(i-1) : Tổng sai lệch về vị trí tương quan do bước công nghệ sát trước
để lại.
: sai số gá đăt do bước công nghệ đang thực hiện tạo nên.
Ta lấy sai số gá đặt = 0.
- Với mặt phẳng
Zi min =
* Tính Z1 và Z5
Bảng 3-71 trang 238 sổ tay Công Nghệ CTM tập 1 có
Rz = 200 ()
T = 250 ()
Ta lấy sai số gá đặt = 100 () ( Bảng 22-CNCTM –trang47 )
Tra bảng 3-77 trang 240 sổ tay Công Nghệ CTM tập 1:
Độ cong của phôi = 1,5/1mm (Bảng 15-CNCTM)
Với D = 210
=> = 1,5.210 =315 ()
=> Zi min = 200 + 250 +315 +100 =865 ()
=> 2Zi min = 1730 ()
Tra bảng 32 lượng gia công cơ khí
=>Lượng dư Z1 =1,7 mm (trên máy ép nóng )
=>Tiện thô mỗi mặt A, E là 1,6 mm
=>Tiện tinh mỗi mặt là: 1,7 -1,6 =0,1 mm
=> Z1 =Z5 = 1,7 mm
-Với mặt trụ
* Tính Z4, Z2
2Zmin =
Bảng 12(CNCTM-trang 40 )
Khoét thô => Rz =100 () , Ti =100 ()
Bảng 21 ( CNCTM –trang 47 )
=80, =90
Trong đó :
:Độ xiên của lỗ
:Độ cong vênh
Chọn =20 , = 1,5
=> =87,32 ()
= =120,4 ()
=>2Zi min =2(100 + 100 + =697,46 ()
Vậy Tiện thô lỗ ỉ30 là 1,2 mm
Tiện tinh là 0,1 mm
=> Z4 = Z2 =1,2 mm
CHƯƠNG 3: THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG.
I. CHỌN PHƯƠNG ÁN GIA CÔNG.
Phương án 1
Nguyên công I: Tạo phôi dập.
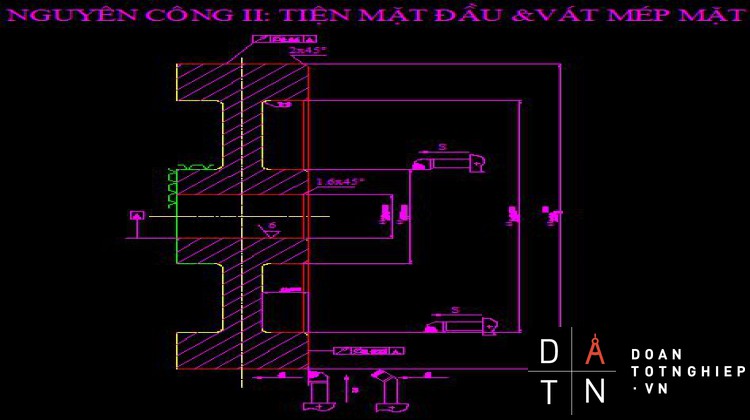
Nguyên công II: Gia công mặt đầu A và vát mép
.................................................................
Theo bảng 15-1 Chế độ cắt gia công cơ khí.
K = 1; K = 1,25; K= 1;
=> Kpz = 1,125
Thay số Pz = 300. 1 . 0,70,75 .125,6 -0,15 . 1,125 = 125 (KG)
* Lực hướng kính:
Py = Cpy. txpy . Sypy . Vny . Kpy
Theo bảng 11-1 Chế độ cắt gia công cơ khí.
Cpy xpy ypy ny
243 0,9 0,6 -0,3
Theo bảng 12-1 và 13-1 Chế độ cắt gia công cơ khí.
Kmp = = = 0,8
Theo bảng 15-1 Chế độ cắt gia công cơ khí.
K = 1; K = 2; K= 1;
=> Kpz = 1,6
Thay số Py = 243. 0,9 . 0,70,6 . 125,6-0,3 . 1,6 =43 (KG)
* Lực dọc trục:
Px = Cpx. txpx . Sypx . Vnx . Kpx
Theo bảng 11-1 Chế độ cắt gia công cơ khí.
Cpx xpx ypx nx
339 1,0 0,5 -0,4
Theo bảng 12-1 và 13-1 Chế độ cắt gia công cơ khí.
Kmp = = = 0,87
Theo bảng 15-1 Chế độ cắt gia công cơ khí.
K = 1; K = 2; K= 1;
=> Kpz = 1,74
Thay số Py = 339.1.3 1 . 0,70,5 . 125,6-0,4. 1,74 = 214 (KG)
* Công suất tiêu thụ.
N== = 2,5 (kw)
So với công suất máy Nmáy = .=10 .0,75= 7.5 kw thì máy đảm bảo an toàn.
* Thời gian tiện thô
T0 =
Trong đó
L chiều dài bề mặt gia công (mm)
L1 chiều dài ăn dao(mm)
L1=
L2 chiều dài thoát dao(mm) L2=2ữ 5
chọn L2 = 5(mm)
S bước tiến (mm/vòng)
n số vòng quay trục chính
T0== 0,25 (phút)
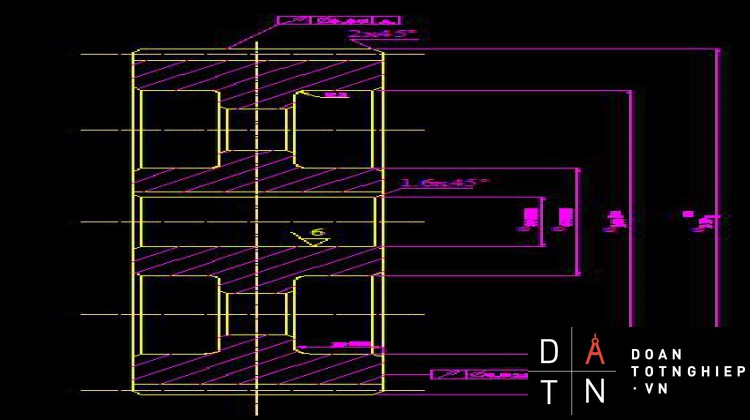
3. NGUYÊN CÔNG III: TIỆN MĂT VÀ VÁT MÉP MĂT A.
3.1 Sơ đồ nguyên công.
2.2. Phân tích nguyên công.
a. Mục đích:
Gia công mặt đầu, lỗ để tạo chuẩn tinh cho các nguyên công sau.
Độ bóng cần đạt Rz20, Ra 2,5.
b. Định vị:
Mặt bên hạn chế 3 bậc tự do.
Mặt lỗ hạn chế 2 bậc tự do.
c. Kẹp chặt:
Kẹp trên măm cặp 3 chấu tự định tâm.
d. Máy và dụng cụ cắt:
Máy 1K62 có N = 10kw,
Dụng cụ: dùng dao vai, dao tiện lỗ gắn mảnh hợp kim cứng T15K6.
kích thước dao 25x40, dao tiện định hình B=25
e. Dụng cụ đo: Thước cặp 1/20
f. Bậc thợ: 3/7
TÀI LIỆU THAM KHẢO
1] : Thiết kế đồ án công nghệ chế tạo máy
[2] : Sổ tay công nghệ chế tạo máy tập 1 (bộ 3 tập)
[3] : Sổ tay công nghệ chế tạo máy tập 2 (bộ 3 tập)
[4] : Sổ tay công nghệ chế tạo máy tập 2 (bộ 3 tập)
[5] : Sổ tay nhiệt luyện
[6] : Công nghệ chế tạo máy tập 1
[7] : Sổ tay công nghệ chế tạo máy tập 1 (bộ 7 tập)
[8] : Sổ tay công nghệ chế tạo máy toàn tập (trường ĐHBK