THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT BÀN KHOAN CHỮ NHẬT




NỘI DUNG ĐỒ ÁN
THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT BÀN KHOAN CHỮ NHẬT, đồ án môn học công nghệ chế tạo máy BÀN KHOAN CHỮ NHẬT, bài tập lớn công nghệ chế tạo máy BÀN KHOAN CHỮ NHẬT, thiết kế quy trình công nghệ gia công chi tiết BÀN KHOAN CHỮ NHẬT
PHẦN I
PHÂN TÍCH CHI TIẾT GIA CÔNG
1. Phân tích kết cấu hình dáng chi tiết.
Bàn khoan chữ nhật thuộc chi tiết dạng hộp vì có các đường thẳng song song và vuông góc với nhau tạo thành chi tiết có hình dáng dạng hộp.
DN=15mm
ES=+0.027mm
EI=0
IT=ES-EI=+0.027-0=+0.027mm =+27 Mm
Tra M DSLG-KTÑL theo TCVN (2245-99) thì ........... 15+0,027 M
M
M :Þ60+0,03 coù:
DN=60
ES=+0.03mm
EI=0
IT=ES-EI=+0,03-0=0.03mm=+30µm
Tra sách DSLG-KTLG theo TCVN (2245-99) thì kích thước Þ60+0,03 đạt cấp chính xác 7, thuộc hệ thống lỗ và miền dung sai H.
Vậy kích thước Þ60+0,03 được ghi lại như sau: Þ60H7
M :Þ8+0,036 coù:
DN=8
ES=+0.036mm
EI=0
IT=ES-EI=+0,036-0=0.03mm=+36µm
Tra sách DSLG-KTLG theo TCVN (2245-99) thì kích thước Þ8+0,036 đạt cấp chính xác 9 thuộc hệ thống lỗ và miền dung sai H.
Vậy kích thước Þ8+0,036 được ghi lại như sau: Þ8H9
:Þ20+0,052coù:
DN=20
ES=+0.052mm
EI=0
IT=ES-EI=+0,052-0=0.052mm=+52µm
Tra sách DSLG-KTLG theo TCVN (2245-99) thì kích thước Þ20+0,052 đạt cấp chính xác 9, thuộc hệ thống lỗ và miền dung sai H.
Vậy kích thước Þ20+0,052 được ghi lại như sau: Þ20H9
ëKích thöôùc :52+0,06coù:
DN=52
es=+0.06mm
ei=0
IT=es-ei=+0,06-0=0.06mm=+60µm
Tra sách DSLG-KTLG theo TCVN (2245-99) thì kích thước 52+0,06 đạt cấp chính xác 10, thuộc hệ thống trục và miền dung sai js.
Vậy kích thước 52+0,06 được ghi lại như sau:52js10.
M 2 măt phẳngï khoâng gia coâng neân ñaït caáp chính xaùc 16 thuoäc beà maët thoâ.
Tra saùch (DSLG-KTÑL) theo TCVN ta coù:
IT=2.9mm=2900Mm
,es=+1.45mm
,ei=-1.45mm
M 2 rãnh có bề rộng b=14 ñaõ qua gia coâng neân kích thöôùc naøy ñaït caáp chính xaùc 12.
Tra DSLG-KTÑL theo TCVN ta coù:
IT=0.46mm=460,Mm
,ES=+0.23mm
,EI=-0.23mm
M tâm của hai rãnh có bề rộng b=14 đã qua gia công nên kích thước này đạt cấp chính xác 12
Tra DSLG-KTÑL theo TCVN ta coù:
IT=0.4mm=400.Mm
.ES=+0.2mm
.EI=-0.2mm
M tâm của hai rãnh có bề rộng b=14 đã qua gia công nên kích thước này đạt cấp chính xác 12
Tra DSLG-KTĐL theo TCVN ta có:
IT=0.35mm=350µm
.ES=+0.175mm
.EI= -0.175mm
Thuộc miền dung sai Js .Vậy kích thước 105 viết lại là:105±0,175 hay 105Js12.
M hai bề mặt trụ ngoài của rãnh dưới có bề rộng b=22 chưa qua gia công nên kích thước này đạt cấp chính xác 16
Tra DSLG-KTĐL theo TCVN ta có:
IT=2.5mm=2500µm
.ES=+1.25mm
.EI= -1.25mm
Thuộc miền dung sai Js.Vậy kích thước 152 viết lại là:152±1,25 hay 152Js16.
M hai mặt phẳng chưa qua gia công nên kích thước này đạt cấp chính xác 16.
Tra DSLG-KTĐL theo TCVN ta có:
IT=2.5mm=2500µm
.ES=+1.25mm
.EI= -1.25mm
Thuộc miền dung sai Js.Vâỵ kích thước 180 viết lại là:180±1,25 hay 180Js16.
M một mặt phẳng đã qua gia công và một mặt phẳng chưa gia công nên kích thước này đạt cấp chính xác 14.
Tra DSLG-KTĐL theo TCVN ta có:
IT=0,62mm=620µm
.es=+0.31mm
.ei=-0.31mm
Thuộc miền dung sai js.Vậy kích thước 35 viết lại là: 35±0.31 hay 35js14.
M một mặt phẳng đã qua gia công và một mặt phẳng chưa gia công nên kích thước này đạt cấp chính xác 14.
Tra DSLG-KTĐL theo TCVN ta có:
IT=0,74mm=740µm
.es=+0.37mm
.ei=-0.37mm
Thuộc miền dung sai js.Vậy kích thước 51 viết lại là:51±0,37 hay 51js14.
M một mặt phẳng đã qua gia công và tâm của lỗ Ø60 đã qua gia công nên kích thước này đạt cấp chính xác 12.
Tra DSLG-KTĐL theo TCVN ta có:
IT=0,35mm= 350µm
.es=+0.175mm
.ei=-0.175mm
Thuộc miền dung sai js.Vậy kích thước 94 viết lại là:94±0,175 hay 94js12
M một mặt phẳng đã qua gia công và một mặt phẳng chưa qua gia công nên đạt cấp chính xác 14.
Tra DSLG-KTĐL theo TCVN ta có:
IT=0,74mm= 740µm
.es=+0.37mm
.ei=-0.37mm
Thuộc miền dung sai js.Vậy kích thước 80 viết lại là:80±0,37 hay 80js14.
M 126 được xác định giữa tâm của rãnh b=14 đã qua gia công và tâm của lỗ Ø60 đã qua gia công nên đạt cấp chính xác 12.
Tra DSLG-KTĐL theo TCVN ta có:
IT=0,4mm= 200µm
.es=+0.2mm
.ei=-0.2mm
Thuộc miền dung sai JS.Vậy kích thước 126 viết lại là:126±0,2 hay 126JS12.
M giữa hai mặt phẳng đã qua gia công nên kích thước này đạt cấp chính xác 12.
Tra DSLG-KTĐL theo TCVN ta có:
IT=0,25mm= 250µm
.es=+0.125mm
.ei=-0.125mm
Thuộc miền dung sai js.Vậy kích thước 46 viết lại là:46±0,175 hay 46js12.
M tâm của lỗ Ø20 đã qua gia công và tâm của lỗ Ø8 đã qua gia công nên kích thước này đạt cấp chính xác 12.
Tra DSLG-KTĐL theo TCVN ta có:
IT=0,21mm= 210µm
.ES=+0.105mm
.EI=-0.105mm
Thuộc miền dung sai Js.Vậy kích thước 25 viết lại là:25±0,105 hay 25Js12.
M M12 là kích thước của ren lỗ đã qua gia công nên kích thước này đạt cấp chính xác 12.
Tra DSLG-KTĐL theo TCVN ta có:
IT=0,18mm= 180µm
.ES=+0.09mm
..EI=-0.09mm
Thuộc miền dung sai Js.Vậy kích thước M12 viết lại là:M12±0,09 hay M12Js12.
M 56 ñöôïc xaùc ñònh giữa một mặt phẳng đã gia công và một mặt phẳng chưa gia công nên đạt cấp chính xác 14.
Tra DSLG-KTĐL theo TCVN ta có:
IT=0,74mm= 740µm
.es=+0.37mm
.ei=-0.37mm
Thuộc miền dung sai js.Vậy kích thước 56 viết lại là:56±0,37 hay 56js14.
M 38 ñöôïc xaùc ñònh giữa một mặt phẳng đã gia công và một mặt phẳng chưa gia công nên đạt cấp chính xác 14.
Tra DSLG-KTĐL theo TCVN ta có:
IT=0,25mm= 250µm
.es=+0,125
.ei=-0.125mm
Thuộc miền dung sai js.Vậy kích thước 38 viết lại là:38±0,125 hay 38js14.
M Þ24 là kích thước đã qua gia công nên đạt cấp chính xác 12
Tra DSLG-KTĐL theo TCVN ta có:
IT=0,21mm=210µm
.ES =+0.105mm
.EI=-0.105mm
Thuộc miền dung sai Js.Vậy kích thước Ø24 viết lại là:Ø24±0,105 hay Ø24Js12.
M Þ14 là kích thước đã qua gia công nên đạt cấp chính xác 12
Tra DSLG-KTĐL theo TCVN ta có:
IT=0,18mm=180µm
.ES =+0.09mm
.EI=-0.09mm
Thuộc miền dung sai Js.Vậy kích thước Ø14 viết lại là:Ø14±0,09 hay Ø14Js12.
ëKích thöôùc Þ12 là kích thước đã qua gia công nên đạt cấp chính xác 12
Tra DSLG-KTĐL theo TCVN ta có:
IT=0,18mm=180µm
.ES =+0.09mm
.EI=-0.09mm
Thuộc miền dung sai Js.Vậy kích thước Ø12 viết lại là:Ø12±0,105 hay Ø12Js12.
ëKích thöôùc Þ64 là kích thước chưa qua gia công nên đạt cấp chính xác 16.
Tra DSLG-KTĐL theo TCVN ta có:
IT=1.9mm=1900µm
........................
Thuộc miền dung sai Js.Vậy kích thước Ø60 viết lại là:Ø64±0,95 hay 64Js16.
ëKích thöôùc Þ36 là kích thước chưa qua gia công nên đạt cấp chính xác 16.
Tra DSLG-KTĐL theo TCVN ta có:
IT=1,6mm=1600µm
............
Thuộc miền dung sai Js.Vậy kích thước Ø36 viết lại là:Ø36±0,8 hay Ø36Js16.
ëKích thöôùc 60 là kích thước được xác định giữa tâm lỗ Ø60 đã qua gia công và tâm lỗ Ø14 đã qua gia công nên kích thươc này đạt cấp chính xác 12.
Tra DSLG-KTĐL theo TCVN ta có:
IT=0,3mm=300µm
.ES =+0.15mm
.EI=-0.15mm
Thuộc miền dung sai Js.Vậy kích thước 60 viết lại là:60±0,15 hay 60Js12.
ëKích thöôùc 50 là kích thước được xác định giữa tâm lỗ Ø60 đã qua gia công và mặt phẳng chưa qua gia công nên kích thước này đạt cấp chính xác 14.
Tra DSLG-KTĐL theo TCVN ta có:
IT=0,62mm=620µm
.es =+0.31mm
.ei=-0.31mm
Thuộc miền dung sai js.Vậy kích thước 50 viết lại là:50±0,31 hay 50js14.
ëKích thöôùc 39 là kích thước được xác định giữa lỗ Ø60 đã qua gia công và mặt phẳng đã qua gia công nên kích thước này đạt cấp chính xác 12.
Tra DSLG-KTĐL theo TCVN ta có:
IT=0,25mm=250µm
.es =+0.125mm
.ei=-0.125mm
Thuộc miền dung sai js.Vậy kích thước 39 viết lại là:39±0,125 hay 39js12.
ëKích thöôùc 6 là kích thước được xác định giữa một mặt phẳng đã qua gia công và mặt phẳng chưa gia công nên kích thước này đạt cấp chính xác 14.
Tra DSLG-KTĐL theo TCVN ta có:
IT=0.3mm=300µm
.es =+0.15mm
.ei=-0.15mm
Thuộc miền dung sai js.Vậy kích thước 6 viết lại là: 6±0,15 hay 6js14.
ëKích thöôùc 2 là kích thước được xác định giữa 1mặt phẳng đã qua gia công và 1 mặt phẳng chưa gia công nên đạt cấp chính xác 14.
Tra DSLG-KTĐL theo TCVN ta có:
IT=0.25mm=250µm
.es =+0.125mm
.ei=-0.125mm
Thuộc miền dung sai js.Vậy kích thước 2 viết lại là:2±0,125 hay 2js14.
. 4 là kích thước được xác định giữa 2 mặt phẳng chưa qua gia công nên đạt cấp chính xác 16.
Tra DSLG-KTĐL theo TCVN ta có:
IT=0.75mm=750µm
.es =+0,375mm
.ei=-0,375mm
Thuộc miền dung sai js.Vậy kích thước 4 viết lại là:4±0,375 hay 4js16.
.22 là kích thước được xác định giữa 2 mặt phẳng chưa qua gia công nên đạt cấp chính xác 16.
Tra DSLG-KTĐL theo TCVN ta có:
IT=1.3mm=1300µm
.es =+0,65mm
.ei=-0,65mm
Thuộc miền dung sai js.Vậy kích thước 22 viết lại là:22±0,65 hay 22js16.
ëKích thöôùc 4 là kích thước của rãnh đã qua gia công nên đạt cấp chính xác 12.
Tra DSLG-KTĐL theo TCVN ta có:
IT=0.12mm=120µm
.es =+0,06mm
.ei=-0,06mm
Thuộc miền dung sai js.Vậy kích thước 4 viết lại là:4±0,06 hay 4js12.
ëKích thöôùc 25 là kích thước được xác định giữa 1 mặt phẳng chưa qua gia công và tâm của rãnh b=14 đã qua gia công nên đạt cấp chính xác 14.
Tra DSLG-KTĐL theo TCVN ta có:
IT=0.52mm=520µm
.es =+0,26mm
.ei=-0,26mm
Thuộc miền dung sai js.Vậy kích thước 25viết lại là:25±0,26 hay 25js14. . 132 là kích thước được xác định giữa 2 mặt phẳng chưa qua gia công nên đạt cấp chính xác 16.
Tra DSLG-KTĐL theo TCVN ta có:
IT=2.5mm=2500µm
.es =+1,25mm
.ei=-1,25mm
Thuộc miền dung sai js.Vậy kích thước 132 viết lại là:132±1,25 hay 132js16. ëKích thöôùc 6 là kích thước được xác định giữa 2 mặt phẳng chưa qua gia công nên đạt cấp xác 16.
Tra DSLG-KTĐL theo TCVN ta có:
IT=0.75mm=750µm
.es =+0,375mm
.ei=-0,375mm
Thuộc miền dung sai js.Vậy kích thước 6 viết lại là:6±0,375 hay 6js16.
ëKích thöôùc 6 là kích thước được xác định giữa hai mặt phẳng đã qua gia công nên đạt cấp chính xác 12.
Tra DSLG-KTĐL theo TCVN ta có:
IT=0.15mm=150µm
![]() es =+0,175mm
es =+0,175mm
![]() ei=-0,175mm
ei=-0,175mm
Thuộc miền dung sai js.Vậy kích thước 6 viết lại là:10±0,175 hay 10js16.
......................
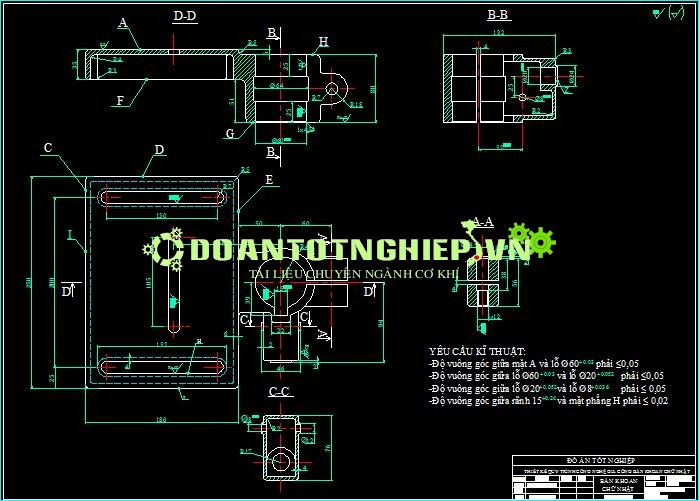
- Độ vuông góc giữa măt A và lỗ Ø60+0.03phải ≤0,05 nghĩa là sai lệch cho phép giữa mặt A và lỗ Ø60+0.03 không được vượt quá 0,05mm.
- Độ vuông góc giữa lỗ Ø60+0,03 và lỗ Ø20+0.052 phải ≤ 0,05 nghĩa là sai lệch cho phép về độ vuông góc giữa lỗ Ø60+0,03 và lỗ Ø20+0,052 không được vượt quá 0,05mm.
- Độ vuông góc giữa lỗ Ø20+0,052 và lỗ Ø8+0.036 phải ≤0,05 nghĩa là sai lệch cho phép về độ vuông góc giữa lỗ Ø20+0,052 và lỗ Ø8+0.036 không được vượt quá 0,05mm.
- Độ vuông góc giữa rãnh 15+0,027 và mặt phẳng H phải ≤0,02 nghĩa là sai lệch cho phép về độ vuông góc giữa rãnh 15+0,027 và mặt phẳng H không được vượt quá 0,05mm.
- Các góc lượn có các bán kính khác nhau như:R3, R4, R5, R2.
........................................
Với dạng sản xuất hàng loạt vừa chi tiết gia công có khối lượng 6kg
Ta tra bảng xác định dạng sản xuất trong giáo trình công nghệ chế tạo máy
thì sản lượng hàng năm của chi tiết là:200÷500 chiếc/năm.
| . |
. |
||
|
> 200kg |
4 – 200 kg |
< 4 kg |
|
|
. |
|||
|
<5 |
<10 |
<100 |
|
|
55- 100 |
10 -200 |
100 – 500 |
|
|
100 – 300 |
200 – 500 |
500 – 5000 |
|
|
300 – 1000 |
500 – 1000 |
5000- 50000 |
|
|
> 1000 |
>5000 |
>50000 |
|
PHÂN II
PHÂN TÍCH PHƯƠNG PHÁP CHẾ TẠO PHÔI
1 .Chọn vật liệu phôi.
ë Đối với chi tiết bàn khoan chữ nhật , đố gá trên máy khoan ta chọn vật liệu chế tạo là gang xám ,mac gang GX18-36 gang xám có thành phần hóa học là:
ÆCaùc bon (C ):3.2÷3.5%








