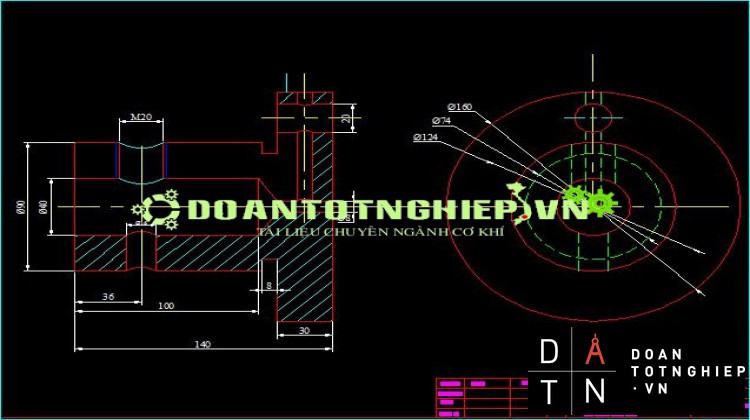
THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT BẠC
NỘI DUNG ĐỒ ÁN
THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT BẠC, đồ án môn học công nghệ chế tạo máy BẠC, bài tập lớn công nghệ chế tạo máy BẠC, thiết kế quy trình công nghệ gia công chi tiết BẠC
-Bạc bao gồm các chi tiết có hình khối rỗng thường làm nhiệm vụ của chi tiết cơ sowrddeer lắp các đơn vị lắp ( như nhóm , cụm, bộ phận) của những chi tiết khác lên tạo thành một bộ phận máy nhằm thực hiện nhiệm vụ động học nào đó của toàn máy.
-Vì chi tiết này được chế tạo bằng gang xám
nên có độ bền rất cao , độ cứng của kết cấu, độ chống rung,, chống mài mòn cuuar cac bề mặt. Gang xám là vật liệu có gia thanh rẻ, có tính đúc rất tốt, cho phép tạo phôi có hình dạng phức tạp. Gang xám rất dễ gia công và có tính chống rung tốt cho nên thân máy của các may gia công kim loại, máy nông nghiệp, máy bơm…Thương chế tạo tư các loại gang xám GX15-32, GX18-36, GX21-40.
2.Nhược điểm :
- Kém bền trong điều kiện làm việc tải trọng động , khả năng chịu va
đập kém .
-Do graphit ở dạng tấm nên gang xám có cơ tính thấp nhiều hơn thép.
3.Giải thích ký hiệu : GX 21-40
+ GX: chỉ ký hiệu gang xám .
+ 21: chỉ giới hạn bền kéo của gang xám dk =21 kg/mm2
+ 40: chỉ giới hạn bền uốn của gang xám bu= 40 kg/mm2
+ Độ cứng của bề mặt chi tiết không ghi trên bản vẽ , do đó độ cứng
được lấy trong khoảng HB= 163÷229 kg/mm2
Chọn HB=185 kg/mm2
+ Thành phần hóa học cơ bản của gang xám GX 21-40 sắt (Fe),
cacbon ( C) trong đó:
• Cacbon (C) : 3.5 ÷ 3.7 %
• Phót pho (P) : 0.3 %
• Lưu huỳnh (S): 0.15 %
• Man gang (Mn) : 0.5 ÷ 0.8 %
• Si lic (Si) : 2 ÷ 4%
Còn lại là sắt (Fe)
III. Phân tích yêu cầu kỹ thuật
Chi tiếc gia công của chúng ta phải đảm bảo 4 yếu tố :
- Độ chính xác về kích thước
-Độ chính xác về hình dáng hình học
-Độ chính xác về vị trí tương quan
-Độ chính xác về chất lượng bề mặt chi tiếc gia công
Phần II : XÁC ĐỊNH DẠNG SẢN XUẤT
I. Xác định dạng sản xuất
- Mục đích của phần này là xác định hình thức tổ chức sản xuất ( đơn chiếc, hàng loạt ( vừa ,lớn, nhỏ) , và hang khối ) .Để từ đó cải thiện tính công nghệ của chi tiết .
- Để thực hiện việc này trước hết ta cần xác định sản lượng chi tiết cần chế tạo trong một năm của nhà máy theo công thức sau :
N = N1 x m ( 1+ ) chiếc / năm
Ở đây :
N : là số chi tiết được sản xuất trong 1 năm
N1 : là số sản phẩm ( số máy) được sản xuất trong 1 năm
m: là số chi tiết trong 1 sản phẩm
β : số chi tiết được chế tạo thêm để dụ trữ ( 5 % đến 7 % ). Nếu
tính số a % phế phẩm chủ yếu trong các phân xưởng đúc thì ta
có công thức sau:
N = N1 – m (1 + )
Trong đó a = 3% đến 6 %
N : với dạng sản xuất hang loạt vừa ( tra bảng 2. trang 13 sách
thiết kế đồ án công nghệ chế tạo máy)
Ta có N1 = 200 đến 500 (chiếc / năm)
m = 1
a + b = 10%
Vaäy n = 500 x 1 .. = 500
PHẦN III :CHỌN PHÔI VÀ PHƯƠNG
PHÁP CHẾ TẠO PHÔI
1.Chọn phôi:
- Căn cứ vào điều kiện làm việc và số lượng chi tiết , căn cú vào tính chất vật liệu : độ bền, độ cứng vững của kết cấu, độ chống rung và độ chống mài mòn, ta chọn phương pháp đúc.
-dựa vao tính chất chất của vật liệu , gang xam là vật liệu cơ bản để chế tạo các chi tiết dang hộp.
2. Phương pháp chế tạo phôi:
- Trong công nghệ đúc ta có các phương pháp đúc:
+ Đúc trong khuôn cát :
• Ưu điểm :
Có thể tạo được vật đúc lớn
Độ phức tạp cao
• Nhược điểm :
Độ chính xác thấp
Chất lượng bề mặt kém
Năng xuất không cao
Đòi hỏi bậc thợ cao
+Đúc trong khuôn kim loại:
•Ưu điểm:
Tốc độ kết tinh của hợp kim đúc lớn
Tốc độ bề mặt , độ chính xác của lồng khuôn cao nên tạo ra chất lượng vật đúc tốt tuổi bền của khuôn kim loại cao
Do tiết kiệm thời gian làm khuôn nên năng suất cao, giá thành sản phẩm giảm
• Nhược điểm:
Không đúc được vật đúc có dạng phức tạp , thành mỏng và có khối lượng lớn
Khuôn kim loại không có tính lún , không có khả năng thoát khí nên dể nứt , công , vênh vật đúc
Giá thành chế tạo khuôn cao
+ Đúc áp lực :
• Ưu điểm :
Đúc được vật đúc phức tạp thành mỏng( 1- 5 mm) đúc được các loại lỗ có kích thước nhỏ
Độ bóng và độ chính xác cao
Cơ tính vật đúc cao vì mật độ vật đúc lớn
Năng suất cao nhờ điền đầy nhanh và khả năng cơ khí hóa thuận lợi
• Nhược điểm :
Không dùng được lõi cát vì dòng chảy có áp lực
Khuôn chống mài mòn do dòng chảy áp lực của hợp kim ở nhiệt độ cao
Vậy ta thấy trong các phương pháp đúc trên thì BẠC phù hợp với phương pháp đúc trong khuôn cát , phôi đạt cấp chính xác II .
3.Sơ đồ đúc:


THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT BẠC, đồ án môn học công nghệ chế tạo máy BẠC, bài tập lớn công nghệ chế tạo máy BẠC, thiết kế quy trình công nghệ gia công chi tiết BẠC