THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT BÍCH BƠM DẦU THỦY LỰC

NỘI DUNG ĐỒ ÁN
THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT BÍCH BƠM DẦU THỦY LỰC, hướng dẫn thiết kế đồ gá
đồ án môn học công nghệ chế tạo máy, bài tập lớn công nghệ chế tạo máy, thiết kế quy trình công nghệ gia công chi tiết, hướng dẫn quy trình công nghệ chế tạo máy,
PHÂN TÍCH CHI TIẾT GIA CÔNG.
- CÔNG DỤNG CỦA CHI TIẾT.
- Chi tiết bích đầu là 1 bộ phận của bơm thủy lực, được dùng để làm phần nắp đậy bên phía trên của bơm bánh răng.Chi tiết này có tác dụng làm nắp đậy che chắn cho các chi tiết khác bên trong, chi tiết còn có tác dụng quan trọng khác là đóng vai trò như là chỗ tựa cho trục của bánh răng. Hai trục bánh răng sẽ được lắp vào 2 lỗ, trên 2 trục bánh răng này sẽ gắn các bánh răng ăn khớp với nhau. Ngoài ra, trên chi tiết bích đầu còn có các lo064 dùng để lắp bulông cho cố định với thân bơm. Phía trên mặt bích có 2 lỗ bơm dầu bôi trơn giúp cho trục bánh răng làm việc êm hơn và bơm dầu để cho các bánh răn ăn khớp với nhau êm hơn ,dễ dàng hơn. Bích đầu cũn còn có tác dụng che chắn để cho bụi không lọt vào bên trong bơm.

- ĐIỀU KIỆN LÀM VIỆC.
- Khi bơm làm việc thì bích đầu chịu áp lực do dầu bên tron bơm tác dụng lên ở mặt trong của bích. Do đó bích đầu phải được lắp ghép chặt với thân bơm để tránh cho nó không được cứng vững trong khi đang làm việc.
- Trục của bánh răng ăn khớp bên trong thân bơm tiếp xúc trực tiếp với lỗ nên chi tiết chịu độ mài mòn rất cao.
- VẬT LIỆU.
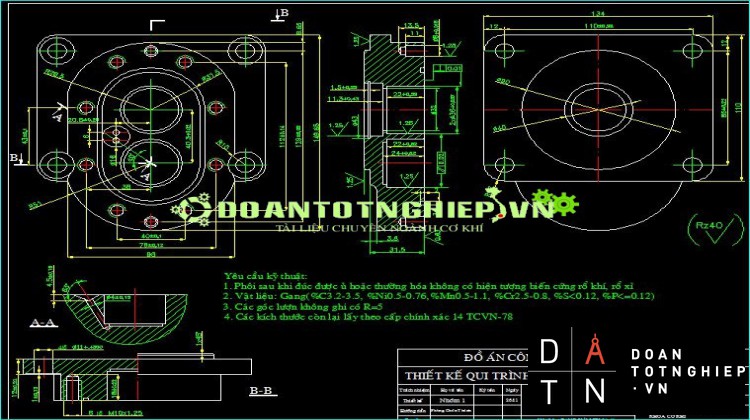
- Vật liệu chế tạo chi tiết là gang xám 24 – 44, có thông số sau :
+ Thành phần các nguyên tố hóa học trong gang xám (tính bằng %) : C = 3,2 ¸ 3,5; Ni = 0.6 ¸ 0,7; Mn = 0,8 ¸ 1,1; Cr = 0,25 ¸ 0,8; S < 0,12; P < 0,12.
+ Khi chế tạo phôi cần khống chế đúng thành phần các nguyên tố hóa học trên nhằm mục đích nâng cao cơ tính, chống mài mòn và chống lại sự ăn mòn hóa học.
- CÁC YÊU CẦU KỸ THUẬT.
- Phôi sau khi đúc xong được ủ hoặc thường hóa. Không có hiện tượng biến cứng, rỗ khí, rỗ xĩ,…
- Các bề mặt làm việc chủ yếu là bề mặt 1 và 3 có các yêu cầu kỹ thuật sau:
+ Tại mặt dưới của mặt bích (mặt được lắp vào thân bích), mặt lỗ lắp trục bánh răng, mặt lỗ lắp chốt định vị độ bóng bề mặt phải đạt độ bóng bề mặt Ñ7 tức Ra = 1,25mm (theo TCVN-78).
+ Độ không vuông góc giữa đường sinh tạo ra mặt 3 và 2 0.01mm.
+ Độ không song song giữa đường sinh tạo ra mặt 3 và 4 0.02mm
+ Các kích thước còn lại lấy theo cấp chính xác 8 TCVN-78.
+ Các bề mặt còn lại có độ bóng Rz = 40 mm ứng với độ chính xác về kích thước IT14.
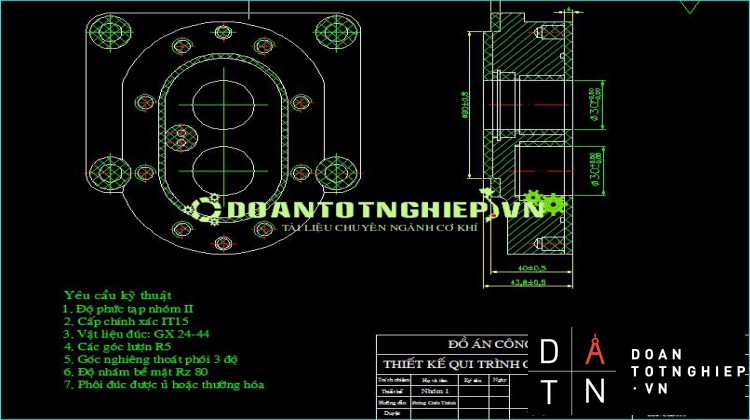
- Vật liệu GX 24 – 44 có cơ tính: giới hạn bền kéo 240 (N/mm2), giới hạn bền uốn 440 (N/mm2), = 0.5% độ giãn dài, độ cứng HB = 170 – 241. ( [13] trang 237 bảng 11 )
- Kết cấu của chi tiết có thể gia công bằng các phương pháp : tiện, phay, khoan, mài….
- CÁC YÊU CẦU ĐỘ CHÍNH XÁC VỀ VỊ TRÍ TƯƠNG QUAN.
Yêu cầu về vị trí tương quan quan trong nhất đối với chi tiết trên là :
- Độ chính xác về khoảng cách tâm giữa 2 lỗ .
- Độ không song song của mặt lỗ (lỗ không suốt) so với mặt lỗ (lỗ suốt) không vượt quá 0,02 mm.
- Độ không vuông góc của mặt lỗ (lỗ suốt) so với mặt đáy của bích không vượt quá 0,01mm.
- Dụng cụ kiểm tra: dùng đồng hồ so có độ chính xác 0,01 để kiểm tra các sai lệch về vị trí tương quan của chi tiết.
.......................................................
CHỌN DẠNG PHÔI VÀ PHƯƠNGPHÁP CHẾ TẠO PHÔI.
- CHỌN DẠNG PHÔI.
- Từ yêu cầu kỹ thuật và sản xuất là loạt vừa ta chọn phôi đúc theo các điều kiện sau:
+ Độ bóng các bề mặt không gia công cần đạt Rz = 40.
- CHỌN PHƯƠNG PHÁP CHẾ TẠO PHÔI.
- Các yếu tố để chọn phôi :
+ Hình dạng phôi: Phôi có dạng hình hộp đơn giản gồm các mặt phẳng và mặt cong tạo thành.
+ Dạng sản xuất: hàng loạt vừa.
+ Vật liệu chế tạo phôi là gang xám 24 – 44
Þ chọn phương pháp chế tạo phôi là :
+ Đúc trong khuôn kim loại, dưới áp lực thấp, không có lõi.
+ Ta có các bề mặt sau khi đúc gang xám độ bóng đạt được Rz =40
+ Các kích thước có dung sai theo IT 13 – IT 17.
+ Mặt phân khuôn là mặt 22.
+ Góc thoát khuôn 2o ([2] trang 178, bảng 3.7 ).
+ Bán kính góc lượn r = 3 mm.
+ Phôi đúc có cấp chính xác cấp I.
+ Cấp chính xác kích thước đúc là IT14¸IT15.
- Theo tài liệu [4] trang 43, bảng 27 – 1 ta có lượng dư gia công cơ cho vật đúc cấp chính xác I, ứng với kích thước ngoài lớn nhất của chi tiết > 120 mm ta được lượng dư cho các mặt như sau :.......................................................................
CHỌN TIẾN TRÌNH GIA CÔNG.
- MỤC ĐÍCH.
- Xác định trình tự gia công hợp lý nhằm đảm bảo độ chính xác về kích, vị trí tương quan và độ nhám các bề mặt theo yêu cầu đề ra .
- CHỌN CÁC PHƯƠNG PHÁP GIA CÔNG CÁC BỀ MẶT PHÔI.
- Bề mặt 1,3,7
- Các bề mặt trên có yêu cầu về kích thước với các bề mặt khác (về vị trí tương quan) cần đạt cấp chính xác 8 và độ nhám cấp 4, Ra = 1.25

- Có thể chọn các phương pháp gia công sau:
|
STT |
Tên nguyên công |
Cấp chính xác (K Tế) |
Cấp chính xác đạt được |
Độ nhám Ra ( |
|
1 |
+Phay mặt đầu thô+Tiện thô +Bào thô |
12 – 14 14 12 – 14 |
|
6.3 – 12.5 6.3 – 12.5 12.5 – 25 |
|
2 |
+Phay mặt đầu tinh +Tiện tinh +Bào bán tinh +Mài bán tinh |
10 – 11 7 – 9 10 8 – 11 |
|
3.2 – 6.3 1.6 – 3.2 3.2 – 6.3 3.2
|
|
3 |
+Phay mặt đầu mỏng +Tiện dọc mỏng +Bào mỏng +Mài tinh |
8 – 9 6 8 – 10 6 – 8 |
6 – 7 5 7 |
0.8 – 1.6 0.4 – 1.8 0.8 – 1.6 0.8 – 1.6 |
- Dựa vào các phương pháp trên và yêu cầu kỹ thuật của chi tiết ta thấy bề mặt 1,7 có thể chọn phương pháp gia công sau:
Tiện thô tiện bán tinh tiện tinh tiện mỏng.
Có các ưu điểm hơn so với các phương pháp khác như sau:
+ Có năng suất cao hơn bào và phay
+ Gá đặt thanh bằng cách định vị trên mặt 3 và mặt trụ 4
+ Đồ gá là mâm cặp (đồ gá chuyên dùng cho tiện theo tiêu chuẩn đa dạng.
- Nhưng chi tiết không tròn xoay nên có thể chọn phương pháp gia công sau mặt 1 có thể chọn phương pháp gia công sau:
Phay thô
- Mặt 3: cần phải có vị trí tương quan hình học giữa đường sinh mặt trụ 4 và mặt 3 là độ vuông góc.
- Có thể chọn phương pháp gia công sau:
Phay thô
Chọn phương pháp gia công cuối là mài tinh vì các phương pháp khác phay tinh mỏng , bào mỏng, tiện mỏng đòi hỏi tay nghề công nhân cao.
b. Các lỗ 4, 5:
- Kích thước lỗ phải đạt cấp chính xác 7, độ nhám cấp 4 Ra = 1.25
- Ngoài ra độ song song giữa mặt 4 so với mặt 5 trên suốt chiều dài của mặt phải
- Vì những yêu cầu kỹ thuật như vậy phải tiến hành gia công 2 bề mặt 4 và 5 trên cùng một chuẩn gá đặt và cùng một nguyên công. Vì vậy ta không thể tiện, trục có bậc và lỗ không thông không thể khoét, doa.
- Chọn phương pháp gia công:
d. Các bề mặt 2,6,18,19,20 :
Không gia công vì cấp chính xác và độ nhám theo cấp chính xác đúc và độ nhám của chi tiết đúc .
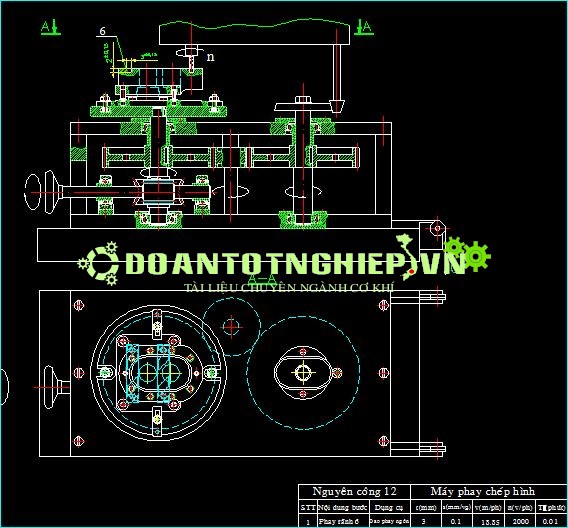
e. Rãnh 16:
- Có thể áp dụng phương pháp phay chép hình.
f. Lỗ 13 (8 lỗ):
Chọn phương pháp gia công : khoan taro
|
STT |
Tên nguyên công |
Cấp chính xác kinh tế |
Cấp chính xác đạt được |
Độ nhám Ra
|
|
1 |
Khoan |
12 – 14 |
10 – 11 |
6.3 – 12.5 |
|
2 |
Taro |
6 – 8 |
|
3.2 – 12.5 |
g. Lỗ 12 (4 lỗ):
- Chọn gia côngbằng phương pháp sau :
Phay mặt đầu khoan
h. Lỗ 14 (2 lỗ):
- Khoảng cách 2 tâm lỗ đạt cấp chính xác cấp 7 và độ nhám cấp 4, Ra = 1.25
Chọn phương pháp gia công:
|
STT |
Tên nguyên công |
Cấp chinh xác kinh tế. |
Cấp chính xác đạt được. |
Độ nhám Ra |
|
1 |
Khoan |
12 – 14 |
10 – 11 |
6.3 – 12.5 |
|
2 |
Khoét tinh |
10 – 11 |
8 –9 |
3.2 – 6.3 |
|
3 |
Doa tinh Mài tròn bán tinh |
7 – 8 8 –11 |
|
1.6 – 3.2 3.2 - 6.3 |
|
4 |
Doa mỏng Mài tròn mỏng |
7 6 –8 |
6 4 |
0.4 – 0.8 0.8 – 1.6 |
k. Mặt trụ ngoài 8:
- Kích thước phải đạt cấp chính xác 10
- Chọn phương pháp gia công: tiện thô
l. Các lỗ 15 và mặt 17:
Chọn phương pháp gia công : khoan
m. Mặt trụ 11:
Cấp chính xác 8, độ nhám Rz = 80
|
STT |
Tên nguyên công |
Cấp chính xác kinh tế. |
Cấp chính xác đạt được. |
Độ nhám Ra |
|
1 |
Khoan |
12 – 14 |
|
6.3 – 12.5 |
|
2 |
Khoét |
10 – 11 |
|
3.2 – 6.3 |
|
3 |
Doa tinh Mài tròn bán tinh |
7 –8 |
|
1.6 – 3.2 |
- CHỌN CHUẨN CÔNG NGHỆ:
- Từ yêu cầu kỹ thuật của chi tiết, các bề mặt quan trọng của chi tiết có độ nhám cao là: bề mặt 1,3,7 có Ra = 1.25
- Mặt trụ (lỗ): 4,5,2lỗ 14 có Ra = 1.25
- Kích thước quan trọng có cấp chính xác cao là:
+ Kích thước hai tâm lỗ 4,5 : CCX 7
+ Kích thước hai tâm lỗ 14 : CCX 7
- Độ không vuông góc mặt trụ 4 và mặt 3 không vượt qúa 0.01 mm trên toàn bộ chiều dài mặt trụ.
- Độ không song song mặt trụ 4 và mặt 5 không vượt qúa 0.02 mm trên toàn bộ chiều dài mặt trụ.
- Để đạt những yêu cầu chính của chi tiết ta cần chọn chuẩn công nghệ như sau:
+ Gia công lỗ 4,5 phải đồng thời trên cùng một chuẩn tinh thống nhất là mặt phẳng 1 và mặt trụ 9 (định tâm).
+ Để có mặt 1 là chuẩn tinh ta cần phải gia công mặt 1 với mặt chuẩn tinh là 3
+ Có thể gia công lỗ 12 lỗ suốt để định tâm thay cho mặt 9.
MỤC LỤC
@. Lời nói đầu.
@. Tài liệu than khảo.
CHƯƠNG 1 : XÁC ĐỊNH DẠNG SẢN XUẤT. Trang 1
+ Sản lượng cần chế tạo. 3
CHƯƠNG 2 : PHÂN TÍCH CHI TIẾT GIA CÔNG. 4
+ Công dụng chi tiết. 4
+ Điều kiện làm việc. 4
+ Yêu cầu kỹ thuật. 5
+ Sơ đồ kiểm tra. 5
CHƯƠNG 3 : CHỌN DẠNG PHÔI VÀ PHƯƠNG PHÁP CHẾ TẠO PHÔI. 8
+ Chọn dạng phôi. 8
+ Phương pháp chế tạo. 8
+ Cấp chính xác. 8
+ Lượng dư của phôi. 9
+ Bản vẽ vật đúc. 10
CHƯƠNG 4 : CHỌN TIẾN TRÌNH GIA CÔNG. 11
+ Chọn các phương pháp gia công các bề mặt phôi. 11
+ Chọn chuẩn công nghệ. 15
+ Trình tự các nguyên công. 16
CHƯƠNG 5 : THIẾT KẾ CÁC NGUYÊN CÔNG. 19
+ Nguyên công 1. 19
+ Nguyên công 2. 20
+ Nguyên công 3. 22
+ Nguyên công 4. 24
+ Nguyên công 5. 25
+ Nguyên công 6. 27
+ Nguyên công 7. 29
+ Nguyên công 8. 30
+ Nguyên công 9. 32
+ Nguyên công 10. 34
+ Nguyên công 11. 35
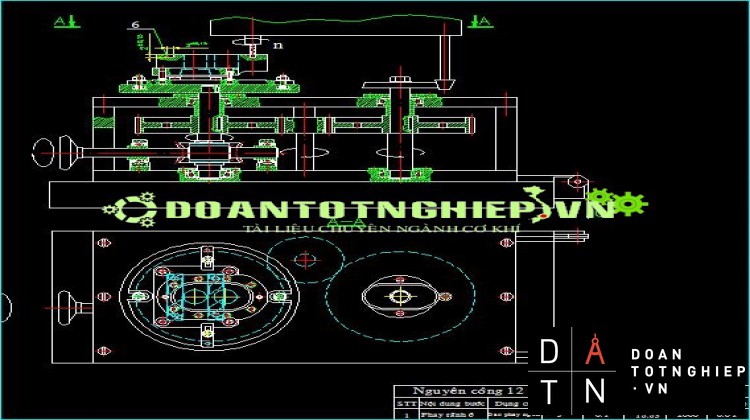
+ Nguyên công 12. 37
CHƯƠNG 6 : XÁC ĐỊNH LƯỢNG DƯ TRUNG GIAN VÀ KÍCH THƯỚC TRUNG GIAN. 40
+ Xác định lượng dư trung gian và kích thước trung gian cho một bề mặt của phôi ( lỗ 4 ) bằng phương pháp phân tích. 40
+ Xác định lượng dư trung gian bằng cách tra bảng cho các bề mặt còn lại. 45
CHƯƠNG 7 : XÁC ĐỊNH CHẾ ĐỘ CẮT VÀ THỜI GIAN GIA CÔNG CƠ BẢN BẰNG PHƯƠNGPHÁP PHÂN TÍCH CHO MỘT BỀ MẶT . 52
+ Xác định chế độ cắt cho lỗ 4. 52
+ Xác định thời gian gia công cơ bản cho lỗ 4. 63
+ Xác định chế độ cắt bằng phương pháp tra bảng cho các bề mặt còn lại. 66
+ Xác định thời gia gia công cơ bản bằng phương pháp phân tích cho các bề mặt còn lại. 96
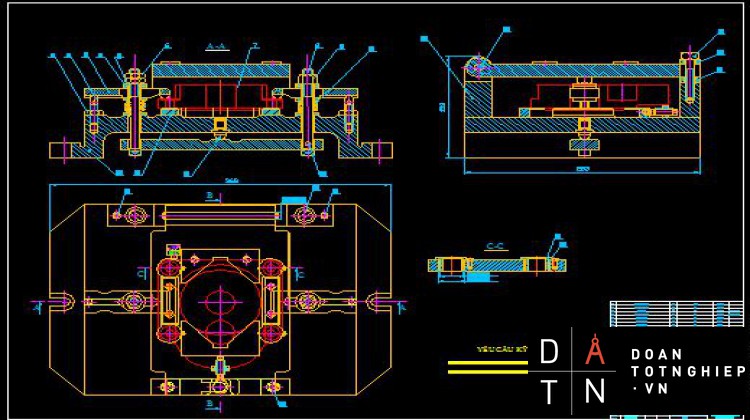
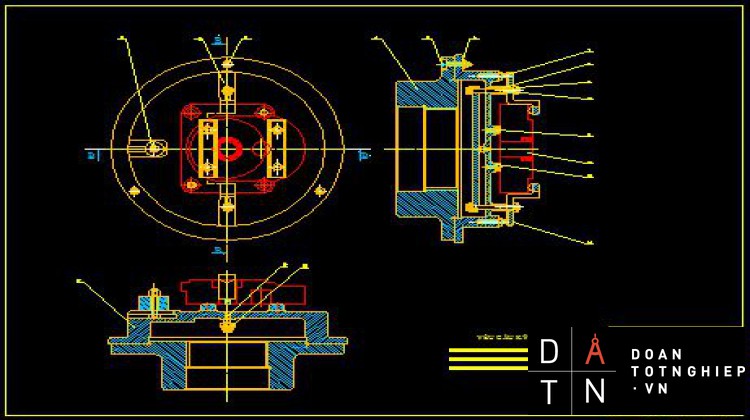
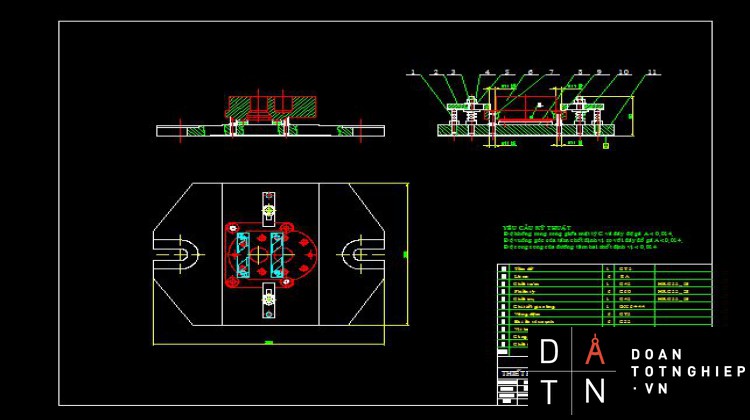
CHƯƠNG 8 : THIẾT KẾ ĐỒ GÁ. 107
+ Hình thành nhiệm vụ thiết kế. 107
+ Nội dung công việc. 107
+ Hoạt động đồ gá. 115
THAM KHẢO.
[1]. Lê Trung Thực – Đặng Văn Nghìn. Hướng dẫn thiết kế đồ án môn học công nghệ chế tạo máy, trường ĐHBK TP. Hồ Chí Minh 1992.
[2] . Nguyễn Đắc Lộc – Ninh Đức Tốn – Lê Văn Tiến – Trần Xuân Việt. Sổ tay thiết kế công nghệ chế tạo máy Tập 1, Nhà xuất bản khoa học kỹ thuật 2000.
[3]. Nguyễn Đắc Lộc – Ninh Đức Tốn – Lê Văn Tiến – Trần Xuân Việt. Sổ tay thiết kế công nghệ chế tạo máy Tập 2, Nhà xuất bản khoa học kỹ thuật 2000.
[4]. Bộ Môn Công Nghệ Chế Tạo Máy. Sổ tay thiết kế công nghệ chế tạo máy Tập 1, trường ĐHBK Hà Nội 1970.
[5]. Bộ Môn Công Nghệ Chế Tạo Máy. Sổ tay thiết kế công nghệ chế tạo máy Tập 2, trường ĐHBK Hà Nội 1970.
[6]. Nguyễn Ngọc Anh. Sổ tay công nghệ chế tạo máy Tập 1, Nhà xuất bản KHKT Hà Nội 1970.
[7]. Trần Văn Địch. Thiết kế đồ án CNCTM, Nhà xuất bản KHKT Hà Nội 1999.
[8]. Phạm Quang Lê. Các phương pháp đo và kiểm tra trong sản xuất cơ khí, Nhà xuất bản công nhân kỹ thuật Hà Nội 1976.
[9]. Trần Văn Địch. Sổ tay đồ gá ATLAS, Nhà xuất bản KHKT Hà Nội 1999.
[10]. Hồ Viết bình, lê đăng hoành, nguyễn ngọc đào , Khoa cơ khí chế tạo máy Đại Học Sư Phạn Kỹ Thuật TP. Hồ Chí Minh. Đồ gá gia công cơ khí tiện phay bào mài, Nhà xuất bản đà nẵng.
[11]. Trần Hữu Quế. Vẽ kỹ thuật cơ khí Tập 1, Nhà xuất bản giáo dục 1998.
[12]. Đặng Văn Nghìn – Phạm Ngọc Tuấn – Lê Trung Thực – Nguyễn Văn Giáp – Thái Thị Thu Hà. Các phương pháp gia công kim loại, Nhà xuất bản Đại Học Quốc Gia TP. Hồ Chí Minh.
TÀI LIỆU THAM KHẢO
[1]. GS. TS. Trần Văn Địch (chủ biên) – PGS. TS. Nguyễn Trọng Bình – PGS. TS. Nguyễn Thế Đạt – PGS. TS. Nguyễn Viết Tiếp – PGS. TS. Trần Xuân Việt, CÔNG NGHỆ CHẾ TẠO MÁY – Nhà xuất bản Khoa Học và Kỹ Thuật, Hà Nội – 2008 (in lần thứ 3).
[2]. GS. TS. Nguyễn Đắc Lộc (chủ biên) – PGS. TS. Lê Văn Tiến – PGS. TS. Ninh Đức Tốn – PGS. TS. Trần Xuân Việt, Sổ tay CÔNG NGHỆ CHẾ TẠO MÁY tập 1, 2, 3 – Nhà xuất bản Khoa Học và Kỹ Thuật, Hà Nội – 2010.
[3]. GS. TS. Trần Văn Địch, Thiết kế đồ án CÔNG NGHỆ CHẾ TẠO MÁY – Nhà xuất bản Khoa Học và Kỹ Thuật, Hà Nội – 2008 (in lần thứ 8).
[4]. PGS. TS. Ninh Đức Tốn, DUNG SAI VÀ LẮP GHÉP – Nhà xuất bản Giáo dục Việt Nam (Tái bản lần thứ 8).
[5]. Trần Quốc Hùng, Giáo trình DUNG SAI – KỸ THUẬT ĐO – Trường đại học Sư Phạm Kỹ Thuật Thành Phố Hồ Chí Minh, năm 2005.
[6]. Nguyễn Tác Ánh, Giáo trình CÔNG NGHỆ KIM LOẠI - Trường đại học Sư Phạm Kỹ Thuật Thành Phố Hồ Chí Minh, năm 2006.
[7]. Nguyễn Ngọc Đào – Trần Thế San – Hồ Viết Bình, CHẾ ĐỘ CẮT GIA CÔNG CƠ KHÍ – Khoa Cơ Khí Chế Tạo Máy Trưường Đại Học Sư Phạm Kỹ Thuật Thành Phố Hồ Chí Minh – Nhà xuất bản Đà Nẵng.
[8]. GS. TS. Nguyễn Đắc Lộc – GS. TS. Lưu Văn Nhang, Hướng dẫn thiết kế đồ án CÔNG NGHỆ CHẾ TẠO MÁY - Nhà xuất bản Khoa Học và Kỹ Thuật, Hà Nội – 2006.
[9]. GS. TS. Trần Văn Địch, ATLAS ĐỒ GÁ – Nhà xuất bản Khoa Học và Kỹ Thuật, Hà Nội – 2006 (Tái bản lần thứ 4)
[10]. Hồ Viết Bình – Nguyễn Ngọc Đào, giáo trình CÔNG NGHỆ CHẾ TẠO MÁY - Khoa Cơ Khí Chế Tạo Máy Trường Đại Học Sư Phạm Kỹ Thuật Thành Phố Hồ Chí Minh, năm 2000.
TÀI LIỆU THAM KHẢO
- THIẾT KẾ ĐỒ ÁN CÔNG NGHỆ CHẾ TẠO MÁY. – TRẦN VĂN ĐỊCH. NXB KHKT 2000
- CÔNG NGHỆ CHẾ TẠO MÁY. – ĐHSPKT 2000. –HỒ VIẾT BÌNH – NGUYỄN NGỌC ĐÀO.
- CHẾ ĐỘ CẮT GIA CÔNG CƠ KHÍ. – NXB ĐÀ NẴNG 2001. NGUYỄN NGỌC ĐÀO – HỒ VIẾT BÌNH.
- SỔ TAY CNCTM TẬP 1,2. NXB KHKT 2001. –NGUYỄN ĐẮC LỘC – LÊ VĂN TIẾN.
- ĐỒ GÁ GIA CÔNG CƠ KHÍ. NXB ĐÀ NẴNG 2000. – HỒ VIẾT BÌNH – LÊ ĐĂNG HOÀNH – NGUYỄN NGỌC ĐÀO.
- SỔ TAY VÀ ATLAS ĐỒ GÁ. – NXB KHKT 2000. –TRẦN VĂN ĐỊCH.
- CÁC SÁCH GIÁO KHOA VỀ CÔNG NGHỆ CHẾ TẠO MÁY.
- CƠ SỞ CÔNG NGHỆ CHẾ TẠO MÁY. – ĐHSPKT 2002. – NGUYỄN NGỌC ĐÀO – HỒ VIẾT BÌNH – PHAN MINH THANH.
TÀI LIỆU THAM KHẢO THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT THÂN ĐỒ GÁ RÃNH ĐUÔI ÉN ĐHCN HÀ NỘI
1] : Thiết kế đồ án công nghệ chế tạo máy
[2] : Sổ tay công nghệ chế tạo máy tập 1 (bộ 3 tập)
[3] : Sổ tay công nghệ chế tạo máy tập 2 (bộ 3 tập)
[4] : Sổ tay công nghệ chế tạo máy tập 2 (bộ 3 tập)
[5] : Sổ tay nhiệt luyện
[6] : Công nghệ chế tạo máy tập 1
[7] : Sổ tay công nghệ chế tạo máy tập 1 (bộ 7 tập)
[8] : Sổ tay công nghệ chế tạo máy toàn tập (trường ĐHBK









