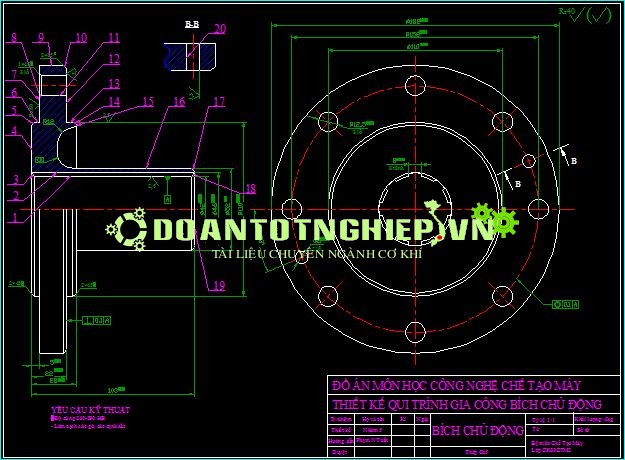
THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT BÍCH CHỦ ĐỘNG



NỘI DUNG ĐỒ ÁN
THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT BÍCH CHỦ ĐỘNG, hướng dẫn thiết kế đồ gá
đồ án môn học công nghệ chế tạo máy, bài tập lớn công nghệ chế tạo máy, thiết kế quy trình công nghệ gia công chi tiết, hướng dẫn quy trình công nghệ chế tạo máy,
: PHÂN TÍCH CHI TIẾT GIA CÔNG
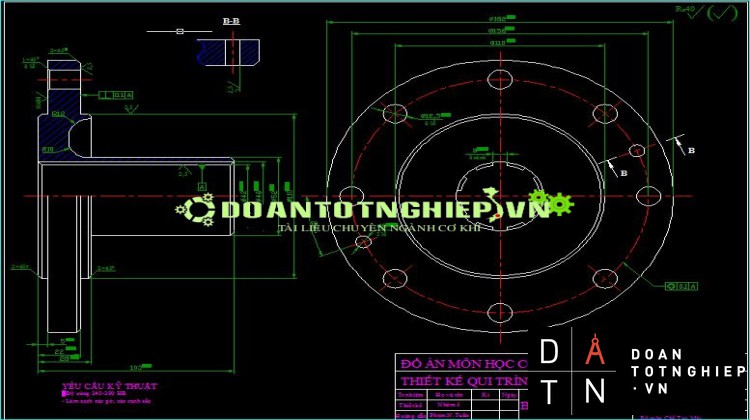
2.1. Công dụng và điều kiện làm việc của chi tiết:
Chi tiết có cấu tạo then hoa và có các lỗ ở mặt bích, nên để dùng nối ghép trục trong các cơ cấu truyền động.
Khi làm việc chi tiết chịu tác dụng chủ yếu là môment xoắn.
2.2. Các yêu cầu kĩ thuật:
Bề mặt làm việc là bề mặt 1 của lỗ then hoa, và các bề mặt 12 và 14. Vì vậy các bề mặt này có yêu cầu kĩ thuật cao: các kích thước gia công là cấp 8 và dộ nhám bề mặt là Ra = 2.5
2.3. Vật liệu:
Vật liệu làm chi tiết là thép C45 theo tài liệu [4], bảng 6.4, trang 180 thì vật liệu này có cơ tính sau khi thường hoa như sau:
+ σb = 610 Mpa
+ Độ cứng: 229 HB
+ Là hợp kim sắt cacbon chứa: 0.42-0.50 %C; 0.50-0.80 %Mn
Nhóm thép này chủ yếu làm các chi tiết máy nên đáp ứng được yêu cầu làm việc của chi tiết.
CHỌN DẠNG PHÔI VÀ PHƯƠNG PHÁP CHẾ TẠO PHÔI
3.1. Chọn dạng phôi:
Vật liệu làm chi tiết là thép C45. Dạng phôi ta chọn là phôi đúc hoặc phôi dập. Tuy nhiên hình dạng chi tiết có cấu tao không thích hợp cho việc chế tạo phôi bằng phương pháp dập: chi tiết có đường kính lớn nhất là 182, tuy nhien có chiều cao là 103 có thành mỏng. Vì vậy ta chọn dạng phôi là phôi đúc.

3.2. Chọn phương pháp chế tạo phôi:
Vì là dạng phôi đúc, dạng sản xuất là hàng loạt vừa, nên chọn phương pháp chế tạo phôi là đúc trong khuôn cát, mẫu kim loại, làm khuôn bằng máy.
Phôi này có cấp chính xác II, cấp chính xác kích thước IT15-IT16, độ nhám bề mặt Rz = 160μm.
3.3. Tra lượng dư cho các bề mặt của phôi:
Tra [2], trang 256, bảng 3-103,với kích thước lớn nhất của phôi là 182 ta đươc lượng dư gia công của phôi là:
- Kích thước £120 lượng dư là 5
- Kích thước 120÷260 lượng dư là 6
Tra [2], trang 174, bảng 3-3, cấp chính xác II, ta có dung sai kích thước phôi như sau:
- Kích thước £50 có dung sai là 0.5
- Kích thước 50÷120 có dung sai là 0.8
- Kích thước 120÷260 có dung sai là 1
Tra [2], trang 177, bảng 3-7, ta có:
- Góc nghiêng thoát khuôn là 10
- Bán kính lượn R=5
Mặt số 1:
Mặt số 1 có đường kính lỗ: O42+0,039 : cấp chính xác 8 (theo [1, trang 159, phụ lục 17]); độ nhám bề mặt Ra= 2,5. Ta chọn phương pháp gia công mặt 1 như sau: với số liệu về cấp chính xác và độ nhám bề mặt tra trong [1, trang 79, bảng 2.17]:
|
Giai đoạn gia công |
Tên phương pháp gia công |
Cấp chính xác |
Độ nhám |
|
1 |
Tiện trong thô |
14 |
Rz80 |
|
2 |
Tiện trong bán tinh |
12 |
Rz40 |
|
3 |
Tiện trong tinh |
8 |
Ra2,5 |
4.1.2. Mặt số 2:
Mặt số 2 có đường kính lỗ: Æ46+0,039: cấp chính xác 8 (theo [1, trang 159, phụ lục 17]); có bề rộng rãnh then là 8+0,013: cấp chính xác 7; độ nhám bề mặt Rz= 40. Ta chọn phương pháp gia công mặt 2 như sau, với số liệu về cấp chính xác và độ nhám bề mặt tra trong [1, trang 145, bảng 5-1]:
|
Giai đoạn gia công |
Tên phương pháp gia công |
Cấp chính xác |
Độ nhám |
|
1 |
Chuốt tinh |
7 |
Rz40 |
4.1.3. Các mặt 6, 9, 16:
Độ nhám bề mặt Rz= 40, các kích thước Æ184-0,46, Æ52-0,3, Æ110-0,35 có cấp chính xác 12. Ta chọn phương pháp gia công các mặt này như sau, với số liệu về cấp chính xác và độ nhám bề mặt tra trong [1, trang, 77 bảng 2.16]:
|
Giai đoạn gia công |
Tên phương pháp gia công |
Cấp chính xác |
Độ nhám |
|
1 |
Tiện thô |
14 |
Rz80 |
|
2 |
Tiện bán tinh |
12 |
Rz40 |
4.1.4. Các mặt 4, 7, 15, 19:
Độ nhám bề mặt Rz= 40, các kích thước 5-0,15, 28-0,21,103-0,35 có cấp chính xác 12 (theo [1, trang 159, phụ lục 17]). Ta chọn phương pháp gia công các mặt như sau, với số liệu về cấp chính xác và độ nhám bề mặt tra trong [1, trang 144, Phụ lục 11]:
|
Giai đoạn gia công |
Tên phương pháp gia công |
Cấp chính xác |
Độ nhám |
|
1 |
Tiện thô |
14 |
Rz80 |
|
2 |
Tiện tinh |
12 |
Rz40 |
4.1.5. Mặt số 12:
Độ nhám bề mặt Ra= 2,5, kích thước 22-0,027cấp chính xác 8 (theo [1, trang 159, phụ lục 17]). Ta chọn phương pháp gia công mặt 12 như sau, với số liệu về cấp chính xác và độ nhám bề mặt tra trong [1, trang 145, phụ lục 11]:
|
Giai đoạn gia công |
Tên phương pháp gia công |
Cấp chính xác |
Độ nhám |
|
1 |
Tiện thô |
14 |
Rz80 |
|
2 |
Tiện tinh |
12 |
Rz20 |
|
3 |
Tiện tinh mỏng |
8 |
Ra2,5 |
4.1.7. Mặt số 13:
Độ nhám bề mặt Ra= 2,5, kích thước Æ110-0.054 cấp chính xác 8 (theo [1, trang 159, phụ lục 17]). Ta chọn phương pháp gia công mặt 13 như sau, với số liệu về cấp chính xác và độ nhám bề mặt tra trong [1, trang 77, bảng 2.16]:
|
Giai đoạn gia công |
Tên phương pháp gia công |
Cấp chính xác |
Độ nhám |
|
1 |
Tiện thô |
14 |
Rz80 |
|
2 |
Tiện bán tinh |
12 |
Rz40 |
|
3 |
Tiện tinh |
8 |
Ra2,5 |
4.1.8. Các mặt 3, 5, 10, 14, 17, 18: Tiện vát mép đạt Rz40
4.1.9. Mặt số 11và 8:
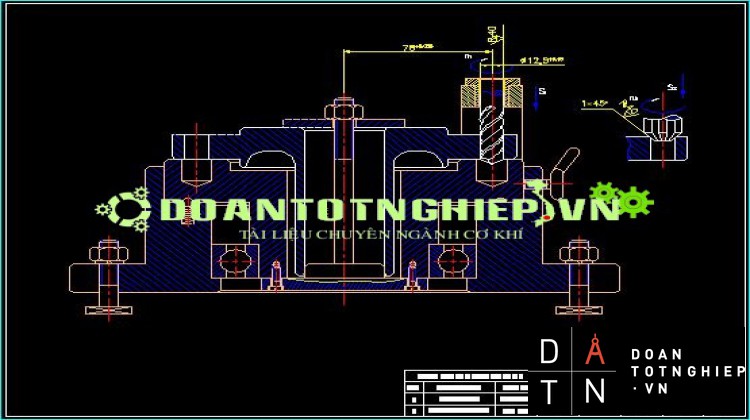
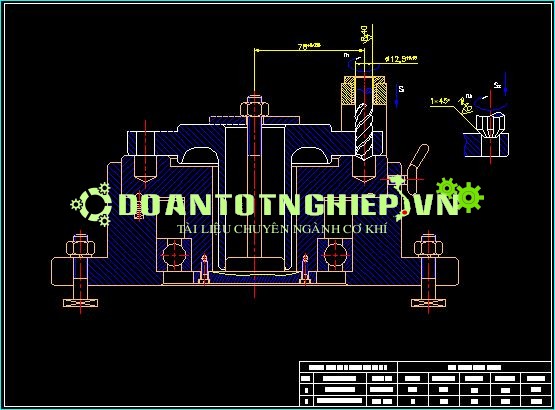
Độ nhám bề mặt Rz= 40, kích thước Æ12+0.18cấp chính xác 12 (theo [1, trang 159, phụ lục 17]). Ta chọn phương pháp gia công mặt 11 và 8 như sau, với số liệu về cấp chính xác và độ nhám bề mặt tra trong [7, trang 129, bảng 5-1]:
|
Giai đoạn gia công |
Tên phương pháp gia công |
Cấp chính xác |
Độ nhám |
|
1 |
Khoan |
12 |
Rz40 |
|
2 |
Khoét vát mép mặt 8 |
12 |
Rz40 |
4.1.10. Mặt số 20:
Độ nhám bề mặt Ra= 2,5, kích thước Æ8+0,022: cấp chính xác 8 (theo [1, trang 159, phụ lục 17]). Ta chọn phương pháp gia công mặt 20 như sau, với số liệu về cấp chính xác và độ nhám bề mặt tra trong [7, trang 129, bảng 5-1]:
|
Giai đoạn gia công |
Tên phương pháp gia công |
Cấp chính xác |
Độ nhám |
|
1 |
Khoan |
12 |
Rz40 |
|
3 |
Doa tinh |
8 |
Ra2,5 |
4.2. Chọn chuẩn công nghệ:
- Chọn mặt 7 và 9 làm chuẩn thô gia công mặt 1 và 19
- Chọn mặt 1 và 19 làm chuẩn tinh gia công mặt 4. Chọn mặt 1 và 4 gia công các mặt còn lại
4.3. Chọn trình tự gia công các bề mặt của phôi:
|
Stt và tên nguyên công |
Số của bề mặt gia công |
Số của bề mặt định vị |
Dạng máy công nghệ |
|
1. Tiện trong thô- tinh măt 1, tiện mặt 19 |
1, 19 |
7, 9 |
Máy tiện |
|
2. Tiện mặt 4 |
4 |
1, 19 |
Máy tiện |
|
3. Tiện thô- bán tinh mặt 9 |
9 |
1, 4 |
Máy tiện |
|
4. Tiện thô đến tinh mỏng mặt 12 |
12 |
1, 4 |
Máy tiện |
|
5. Tiện mặt thô- bán tinh- tinh mặt 7 |
7 |
1, 4 |
Máy tiện |
|
6. Tiện mặt thô- bán tinh mặt 6 |
6 |
1, 4 |
Máy tiện |
|
7. Tiện mặt thô- bán tinh- tinh mặt 13 |
13 |
1, 4 |
Máy tiện |
|
8. Tiện mặt thô- bán tinh- tinh mặt 15 |
15 |
1, 4 |
Máy tiện |
|
9.Tiện mặt thô- bán tinh mặt 16 |
16 |
1, 4 |
Máy tiện |
|
10. Tiện vát mép |
10, 14, 17, 18 |
1, 19 |
Máy tiện |
|
11. Tiện vát mép |
5, 3 |
1, 4 |
Máy tiện |
|
12. Khoan, khoét, doa |
20 |
1, 4 |
Máy khoan |
|
13. Khoan, khoét |
11, 8 |
1, 4 |
Máy khoan |
|
14. Chuốt |
2 |
20 |
|

TÀI LIỆU THAM KHẢO
(1)- Hướng dẫn thiết kế đồ án CÔNG NGHỆ CHẾ TẠO MÁY
HỒ VIẾT BÌNH-PHAN MINH THANH
Xuất bản năm 2013
(2)-Giáo trình CÔNG NGHỆ CHẾ TẠO MÁY
HỒ VIẾT BÌNH-PHAN MINH THANH
Nhà xuất bản đại học quốc gia thành phố HCM
(3)-CHẾ ĐỘ CẮT GIA CÔNG CƠ KHÍ
NGUYỄN TRỌNG ĐÀO
HỒ VIẾT BÌNH
Nhà xuất bản Đà Nẵng,2001
(4)-Sổ tay CÔNG NGHỆ CHẾ TẠO MÁY tập 1
NGUYỄN ĐẮC LỘC
LÊ VĂN TIẾN
NINH ĐỨC BỐN
TRẦN XUÂN VIỆT
Nhà xuất bản khoa học và kỹ thuật ,2010
(5)-Sổ tay CÔNG NGHỆ CHẾ TẠO MÁY tập 2
NGUYỄN ĐẮC LỘC
LÊ VĂN TIẾN
NINH ĐỨC BỐN
TRẦN XUÂN VIỆT
Nhà xuất bản khoa học và kỹ thuật
(6)-ATLAS ĐỒ GÁ
TRẦN VĂN ĐỊCH
Nhà xuất bản khoa học và kỹ thuật ,2003
(7)-Sách CÔNG NGHỆ KIM LOẠI
NGUYỄN TÁC ÁNH
HOÀNG TRỌNG BÁ
(8)-Sách DUNG SAI KỸ THUẬT ĐO
TÀI LIỆU THAM KHẢO
- THIẾT KẾ ĐỒ ÁN CÔNG NGHỆ CHẾ TẠO MÁY. – TRẦN VĂN ĐỊCH. NXB KHKT 2000
- CÔNG NGHỆ CHẾ TẠO MÁY. – ĐHSPKT 2000. –HỒ VIẾT BÌNH – NGUYỄN NGỌC ĐÀO.
- CHẾ ĐỘ CẮT GIA CÔNG CƠ KHÍ. – NXB ĐÀ NẴNG 2001. NGUYỄN NGỌC ĐÀO – HỒ VIẾT BÌNH.
- SỔ TAY CNCTM TẬP 1,2. NXB KHKT 2001. –NGUYỄN ĐẮC LỘC – LÊ VĂN TIẾN.
- ĐỒ GÁ GIA CÔNG CƠ KHÍ. NXB ĐÀ NẴNG 2000. – HỒ VIẾT BÌNH – LÊ ĐĂNG HOÀNH – NGUYỄN NGỌC ĐÀO.
- SỔ TAY VÀ ATLAS ĐỒ GÁ. – NXB KHKT 2000. –TRẦN VĂN ĐỊCH.
- CÁC SÁCH GIÁO KHOA VỀ CÔNG NGHỆ CHẾ TẠO MÁY.
- CƠ SỞ CÔNG NGHỆ CHẾ TẠO MÁY. – ĐHSPKT 2002. – NGUYỄN NGỌC ĐÀO – HỒ VIẾT BÌNH – PHAN MINH THANH.
TÀI LIỆU THAM KHẢO THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT THÂN ĐỒ GÁ RÃNH ĐUÔI ÉN ĐHCN HÀ NỘI
1] : Thiết kế đồ án công nghệ chế tạo máy
[2] : Sổ tay công nghệ chế tạo máy tập 1 (bộ 3 tập)
[3] : Sổ tay công nghệ chế tạo máy tập 2 (bộ 3 tập)
[4] : Sổ tay công nghệ chế tạo máy tập 2 (bộ 3 tập)
[5] : Sổ tay nhiệt luyện
[6] : Công nghệ chế tạo máy tập 1
[7] : Sổ tay công nghệ chế tạo máy tập 1 (bộ 7 tập)
[8] : Sổ tay công nghệ chế tạo máy toàn tập (trường ĐHBK
THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT BÍCH CHỦ ĐỘNG, đồ án môn học công nghệ chế tạo máy, bài tập lớn công nghệ chế tạo máy, thiết kế quy trình công nghệ gia công chi tiết










