THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT BÍCH ĐUÔI
NỘI DUNG ĐỒ ÁN
THIẾT KẾ QUY TRÌNH CÔNG NGHỆ GIA CÔNG CHI TIẾT BÍCH ĐUÔI,
đồ án môn học, bài tập lớn

..........................................
Chương II: PHÂN TÍCH CHI TIẾT GIA CÔNG
---------------------
1. Công dụng của chi tiết
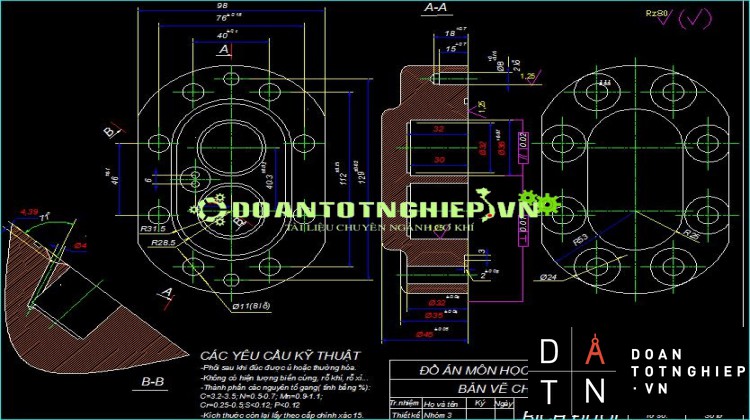
Chi tiết là bích đuôi của bơm thủy lực bánh răng ăn khớp ngoài.
Bích đuôi này khi lắp với thân bơm và bích đầu tạo nên một bơm thủy lực bánh răng. Bơm bánh răng là loại bơm có thể tạo được áp suất cao và lưu lượng lớn, loại bơm này được dùng phổ biến trong các hệ thống thuỷ lực.
2. Điều kiện làm việc
Chi tiết làm việc ở áp suất cao nên độ bền của chi tiết phải cao.
3. Yêu cầu kỹ thuật
Đây là bích đuôi của bơm thủy lực bánh răng, nó được lắp vối thân bơm. do đây là bơm nên yêu cầu độ kín của mối ghép phải được đảm bảo, do đó mặt lắp phải có độ phẳng và độ bóng cao Ra=1,25.
Ơ chi tiết này có hai lỗ 36 dùng để lắp hai trục bơm của hai bánh răng ăn khớp. Để tránh sự va đập khi ăn khớp của hai bánh răng yêu cầu hai lỗ này phải có tâm song song với nhau, yêu cầu của độ song song là 0,02, hai lỗ này còn dùng làm ổ trượt của hai trục, do đó yêu cầu độ nhám phải thấp ( Ra = 1,25 ).
Hai lỗ 8 định vị của chi tiết cũng yêu cầu độ nhám thấp (Ra = 1,25) để cho quá trình lắp ghép giữa bích đuôi và thân bơm được chính xác, dễ dàng, nhanh chóng. Ngoài ra, yêu cầu về độ chính xác kích thước của hai lỗ này là IT10 (8-0,06). Hai lỗ này khi lắp với chốt định vị sẽ theo hệ trục, vì một chốt được sử dụng để định vị cho nhiều lỗ.
Các lỗ 11 và 24 dùng để bắt bulông để lắp ráp bích đuôi và thân bơm, cho nên không yêu cầu cao về độ chính xác.
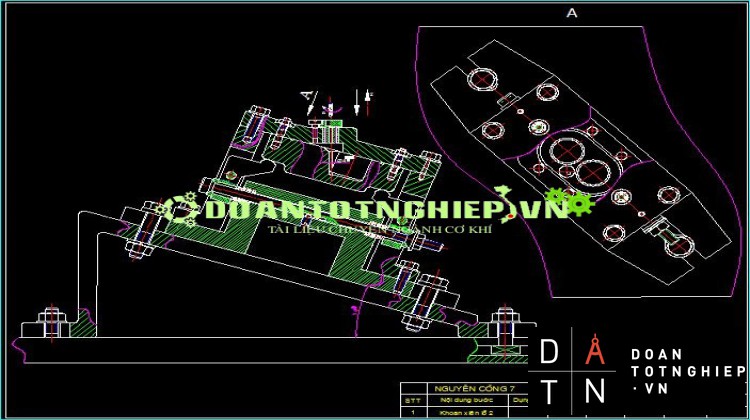
Các lỗ 4 xiên có tác dụng tra dầu vào ổ, nên cũng không yêu cầu khắt khe về độ chính xác.
Ngoài ra về mặt thẩm mỹ, yêu cầu các mặt ngoài của bơm không gia công phải có độ nhám Rz = 80 m.
4. Các yêu cầu độ chính xác về vị trí tương quan.
Yêu cầu về vị trí tương quan quan trong nhất đối với chi tiết trên là :
- Độ chính xác về khoảng cách tâm giữa 2 lỗ là 40,3±0,02, khoảng cách tâm hai trục phải được đảm bảo tốt để sự ăn khớp của bánh răng được chính xác khi hoạt động.
- Độ không song song của mặt lỗ (lỗ không suốt) so với mặt lỗ không vượt quá 0,02 mm. Độ song song của hai lỗ đảm bảo sự tiếp xúc của các răng khi ăn khớp.
- Độ không vuông góc của mặt lỗ so với mặt đáy của bích không vượt quá 0,01mm.
- Dụng cụ kiểm tra: dùng đồng hồ so có độ chính xác 0,01 để kiểm tra các sai lệch về vị trí tương quan của chi tiết.
· Sơ đồ kiểm tra độ chính xác về độ song song của lỗ 10 và lỗ10
- Chi tiết được đặt trên bàn máp. Cắm 2 trục kiểm 36 sít vào 2 lỗ 10 và 10. Gá trục mang đồng hồ so lên trục kiểm gắn trong lỗ 10, sau đó cho mũi của đồng hồ so tiếp xúc với trục kiểm tra cắm vào lỗ 10. Dịch chuyển bạc gắn trên trục kiểm 1 cho mũi của đồng hồ so di chuyển trên trục kiểm thứ 2. Độ sai lệch của đồng hồ so chính là độ không song song của 2 lỗ 10, 10 và độ không song song này không được phép vượt quá 0,02 mm trên suốt chiều dài của lỗ.
- Sơ đồ kiểm tra độ chính xác về vị trí tương quan giữa mặt bên trong của lỗ 10 và bề mặt 7
- Chi tiết được đặt lên bàn máp, cắm trục kiểm 36 sít vào lỗ 6. Gá đồng hồ so lên bề mặt 7 của chi tiết sao cho mũi của đồng hồ so tì vào mặt của trục kiểm. Dịch chuyển đồng hồ so dọc trục, độ sai lệch của đồng hồ so chính là độ không vuông góc giữa bề mặt của lỗ 10 với mặt phẳng 7. Độ sai lệch này không được vượt quá 0,01 mm.
...........................................................................................................................................................
5. Tính công nghệ của chi tiết
+ Chi tiết yêu cầu về độ chính xác một số bề mặt, độ chính xác về vị trí tương quan giữa các bề mặt chi tiết, yêu cầu độ nhám bề mặt làm việc tương đối cao .
+ Về hình dạng của chi tiết cũng khá đơn giản nên dễ dàng trong quá trình chế tạo phôi.
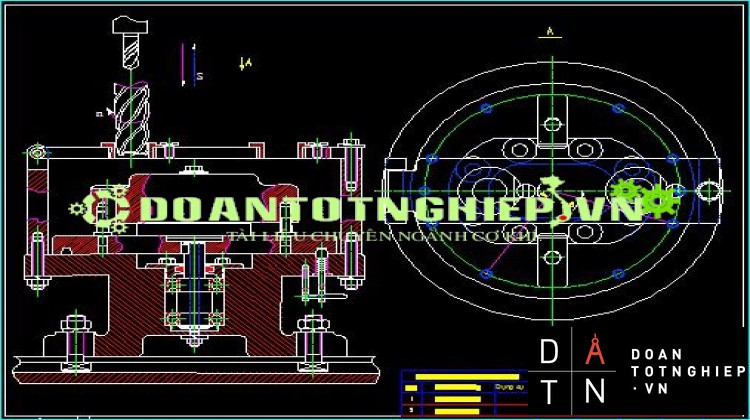
+ Để gia công một số bề mặt đặc biệt của chi tiết cần thiết kế đồ gá thích hợp để đảm bảo chính xác kích thước, đạt được độ nhám theo yêu cầu, qui trình chế tạo đạt được năng suất cao…
Chương III: CHỌN DẠNG PHÔI VÀ PHƯƠNG PHÁP CHẾ TẠO PHÔI
Dạng phôi có thể là : phôi đúc, phôi rèn, phôi cán, phôi hàn.
1. Tạo phôi bằng phương pháp đúc
Việc chế tạo phôi bằng phương pháp đúc được sử dụng rộng rãi hiện nay vì phôi đúc có thể đúc được những dạng kết cấu phức tạp và có thể đạt kích thước từ nhỏ đến lớn mà các phương pháp khác như rèn, dập khó đạt được. Cơ tính và độ chính xác của phôi đúc tuỳ thuộc vào phương pháp đúc và kỹ thuật làm khuôn. Tuỳ theo tính chất sản xuất, vật liệu của chi tiết đúc, trình độ kỹ thuật để chọn các phương pháp đúc khác nhau. Có thể đúc trong khuôn kim loại, đúc trong khuôn cát, đúc li tâm…
2. Tạo phôi bằng phương pháp rèn
+ Phương pháp rèn được áp dụng cho những chi tiết rèn có hình thù đơn giản, cùng với những mép dư rất lớn.
3. Phôi cán
Thường là cán tạo ra những sản phẩm định hình : ví dụ như cán th&





